JP4986975B2 - 加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 - Google Patents
加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 Download PDFInfo
- Publication number
- JP4986975B2 JP4986975B2 JP2008274685A JP2008274685A JP4986975B2 JP 4986975 B2 JP4986975 B2 JP 4986975B2 JP 2008274685 A JP2008274685 A JP 2008274685A JP 2008274685 A JP2008274685 A JP 2008274685A JP 4986975 B2 JP4986975 B2 JP 4986975B2
- Authority
- JP
- Japan
- Prior art keywords
- workability
- oxidation resistance
- stainless steel
- ferritic stainless
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Description
C :0.002〜0.02%、 N :0.02%以下、
Si:0.05〜1.0%、 Mn:3.0%以下、
P :0.04%以下、 S :0.02%以下、
Cr:10〜25%、 Al:1.0〜3.0%未満
Ti:3×(C+N)〜20×(C+N)%
を含有し、残部Fe及び不可避的不純物からなり、表面にAl量が15%以上であり、厚さが0.03〜0.5μmの酸化皮膜を有することを特徴とする、加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板。
Cu:0.1〜2.5%、 Mo:0.1〜2.5%、
Ni:0.1〜2.5%、 Nb:0.01〜0.5%、
V :0.05〜0.5%、 B :0.0005〜0.005%
の1種又は2種以上を含有することを特徴とする前記(1)記載の加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板。
Mg:0.0005〜0.005%、 Ca:0.0005〜0.005%、
REM:0.001〜0.01%
の1種又は2種以上を含有することを特徴とする前記(1)又は(2)記載の加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板。
表1に示す化学成分を有する鋼塊を溶製し、熱延、冷延、焼鈍、酸洗し、厚さ1mmの鋼板を製造した。
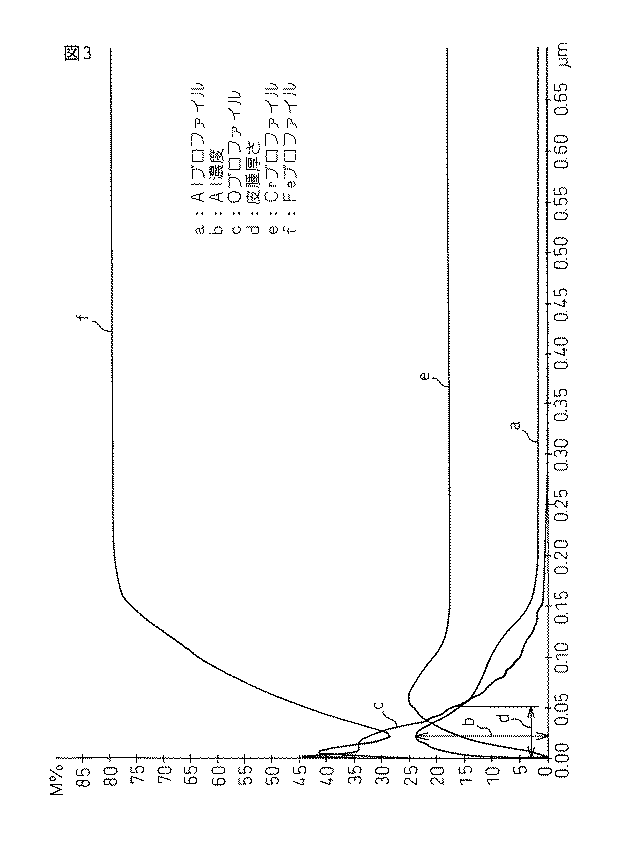
b Al量
c Oプロファイル
d 皮膜厚さ
e Crプロファイル
f Feプロファイル
Claims (5)
- 質量%で、
C :0.002〜0.02%、
N :0.02%以下、
Si:0.05〜1.0%、
Mn:3.0%以下、
P :0.04%以下、
S :0.02%以下、
Cr:10〜25%、
Al:1.0〜3.0%未満、
Ti:3×(C+N)〜20×(C+N)%
を含有し、残部Fe及び不可避的不純物からなり、表面にAl量が15%以上であり、厚さが0.03〜0.5μmの酸化皮膜を有することを特徴とする、加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板。 - 質量%で、
Cu:0.1〜2.5%、
Mo:0.1〜2.5%、
Ni:0.1〜2.5%、
Nb:0.01〜0.5%、
V :0.05〜0.5%、
B :0.0005〜0.005%
の1種又は2種以上を含有することを特徴とする請求項1記載の加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板。 - 質量%で、
Mg:0.0005〜0.005%、
Ca:0.0005〜0.005%、
REM:0.001〜0.01%
の1種又は2種以上を含有することを特徴とする請求項1又は2記載の加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板。 - 請求項1〜3の何れか1項に記載の成分からなるスラブ又はインゴットを熱間圧延、熱延板焼鈍、冷間圧延、最終焼鈍、酸洗し、アルゴン及び/又は窒素からなる0.0001〜0.1容量%の酸素を含む雰囲気で、600〜900℃で、1〜60分加熱することを特徴とする、請求項1〜3の何れか1項に記載の加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板の製造方法。
- 請求項1〜3の何れか1項に記載の成分からなるスラブ又はインゴットを熱間圧延、熱延板焼鈍、冷間圧延し、最終焼鈍として、アルゴン及び/又は窒素からなる0.0001〜0.1容量%の酸素を含む雰囲気で、800〜1000℃で、1〜60分加熱することを特徴とする、請求項1〜3の何れか1項に記載の加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274685A JP4986975B2 (ja) | 2008-10-24 | 2008-10-24 | 加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008274685A JP4986975B2 (ja) | 2008-10-24 | 2008-10-24 | 加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003101961A Division JP4236503B2 (ja) | 2003-04-04 | 2003-04-04 | 加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009068113A JP2009068113A (ja) | 2009-04-02 |
| JP4986975B2 true JP4986975B2 (ja) | 2012-07-25 |
Family
ID=40604675
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008274685A Expired - Lifetime JP4986975B2 (ja) | 2008-10-24 | 2008-10-24 | 加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986975B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103946413A (zh) * | 2011-11-22 | 2014-07-23 | 新日铁住金株式会社 | 铁素体系耐热钢及其制造方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5588198B2 (ja) * | 2010-03-02 | 2014-09-10 | 日新製鋼株式会社 | 耐酸化性、耐二次加工脆性及び溶接性に優れたフェライト系ステンレス鋼 |
| JP5234214B2 (ja) | 2011-10-14 | 2013-07-10 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
| JP5304935B2 (ja) * | 2011-10-14 | 2013-10-02 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
| JP5903881B2 (ja) * | 2011-12-26 | 2016-04-13 | Jfeスチール株式会社 | 溶接部の耐食性に優れたフェライト系ステンレス鋼 |
| JP6037882B2 (ja) | 2012-02-15 | 2016-12-07 | 新日鐵住金ステンレス株式会社 | 耐スケール剥離性に優れたフェライト系ステンレス鋼板及びその製造方法 |
| JP6071608B2 (ja) | 2012-03-09 | 2017-02-01 | 新日鐵住金ステンレス株式会社 | 耐酸化性に優れたフェライト系ステンレス鋼板 |
| JP5700175B2 (ja) * | 2012-09-25 | 2015-04-15 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
| EP2980251B1 (en) | 2013-03-27 | 2017-12-13 | Nippon Steel & Sumikin Stainless Steel Corporation | Hot-rolled ferritic stainless-steel plate, process for producing same, and steel strip |
| JP6462231B2 (ja) * | 2014-04-10 | 2019-01-30 | 日新製鋼株式会社 | 溶接ワイヤーおよびこれを用いた溶接構造体の製造方法 |
| MX2016014667A (es) | 2014-05-14 | 2017-03-06 | Jfe Steel Corp | Acero inoxidable ferritico. |
| KR102067482B1 (ko) | 2015-09-29 | 2020-02-11 | 제이에프이 스틸 가부시키가이샤 | 페라이트계 스테인리스강 |
| JP6655962B2 (ja) * | 2015-11-27 | 2020-03-04 | 日鉄ステンレス株式会社 | 耐475℃脆性に優れたAl含有フェライト系ステンレス鋼溶接継手 |
| JP6653606B2 (ja) * | 2016-03-25 | 2020-02-26 | 日鉄ステンレス株式会社 | Al含有フェライト系ステンレス鋼およびその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02185962A (ja) * | 1989-01-13 | 1990-07-20 | Nippon Yakin Kogyo Co Ltd | 高温での耐変色性に優れるフェライト系ステンレス鋼の製造方法 |
| JPH07113118A (ja) * | 1993-10-13 | 1995-05-02 | Kawasaki Steel Corp | 耐酸化性に優れたFe−Cr−Al合金箔の製造方法 |
-
2008
- 2008-10-24 JP JP2008274685A patent/JP4986975B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103946413A (zh) * | 2011-11-22 | 2014-07-23 | 新日铁住金株式会社 | 铁素体系耐热钢及其制造方法 |
| CN103946413B (zh) * | 2011-11-22 | 2016-08-24 | 新日铁住金株式会社 | 铁素体系耐热钢及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009068113A (ja) | 2009-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4986975B2 (ja) | 加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 | |
| JP4236503B2 (ja) | 加工性、耐酸化性に優れたAl含有耐熱フェライト系ステンレス鋼板及びその製造方法 | |
| EP2166120B1 (en) | Ferritic stainless steel having excellent heat resistance | |
| JP5700175B2 (ja) | フェライト系ステンレス鋼 | |
| JP4949122B2 (ja) | 耐熱疲労性に優れた自動車排気系用フェライト系ステンレス鋼板 | |
| JP4702493B1 (ja) | 耐熱性に優れるフェライト系ステンレス鋼 | |
| KR101554835B1 (ko) | 페라이트계 스테인리스강 | |
| WO2012063613A1 (ja) | 耐酸化性に優れたフェライト系ステンレス鋼 | |
| US9243306B2 (en) | Ferritic stainless steel sheet excellent in oxidation resistance | |
| WO2021100687A1 (ja) | フェライト系ステンレス鋼板 | |
| JP2011190524A (ja) | 耐酸化性、二次加工脆性および溶接部の靭性に優れたフェライト系ステンレス鋼 | |
| WO2013054523A1 (ja) | フェライト系ステンレス鋼 | |
| JP6037882B2 (ja) | 耐スケール剥離性に優れたフェライト系ステンレス鋼板及びその製造方法 | |
| TWI653346B (zh) | 黑色肥粒鐵系不銹鋼板 | |
| JPWO2014050011A1 (ja) | フェライト系ステンレス鋼 | |
| WO2012050226A1 (ja) | 耐熱性と加工性に優れるフェライト系ステンレス鋼 | |
| EP2857538B1 (en) | Ferritic stainless steel | |
| JP2011190468A (ja) | 耐熱性に優れたフェライト系ステンレス鋼板およびその製造方法 | |
| CN111433382B (zh) | 具有优异的抗高温氧化性的铁素体不锈钢及其制造方法 | |
| US10400318B2 (en) | Ferritic stainless steel | |
| JP5937861B2 (ja) | 溶接性に優れた耐熱フェライト系ステンレス鋼板 | |
| JP7278079B2 (ja) | ステンレス冷延鋼板、ステンレス熱延鋼板及びステンレス熱延鋼板の製造方法 | |
| JP3247244B2 (ja) | 耐食性と加工性に優れたFe−Cr−Ni系合金 | |
| JP3200160B2 (ja) | 耐酸化性および耐高温脆化性に優れたFe−Cr−Al合金、それを用いた触媒担体ならびに合金箔の製造方法 | |
| JP2019178364A (ja) | 耐塩害腐食性に優れたフェライト系ステンレス鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4986975 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |