JP4919059B2 - 回転電機のステータ及びその製造方法 - Google Patents
回転電機のステータ及びその製造方法 Download PDFInfo
- Publication number
- JP4919059B2 JP4919059B2 JP2007169325A JP2007169325A JP4919059B2 JP 4919059 B2 JP4919059 B2 JP 4919059B2 JP 2007169325 A JP2007169325 A JP 2007169325A JP 2007169325 A JP2007169325 A JP 2007169325A JP 4919059 B2 JP4919059 B2 JP 4919059B2
- Authority
- JP
- Japan
- Prior art keywords
- stator
- slot
- rotating electrical
- electrical machine
- circumferential direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Landscapes
- Windings For Motors And Generators (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
また、ターン部の両端部に連なる一対のスロット収容部間に必要な径方向位置のずれをターン部の頭頂部により実現できる。したがって、ステータコア端面から頭頂部の先端までのターン部の軸方向突出長に相当するコイルエンドの高さを低減することができる。また、ターン部の頭頂部以外の部分は周方向及び軸方向に延在すればよく、ターン部の曲げ加工が容易となる。
(ステータの基本構造)
本発明の第1実施形態によるステータの基本構造を図5を参照して説明する。11はステータ、12はステータコア、13はステータコア12の端面、20はステータ巻線、hはステータ巻線20のコイルエンドの軸方向突出長(コイルエンド高さ)である。
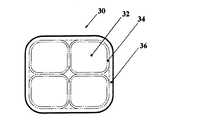
ステータ巻線20の線材30の構造について、図4を参照して説明する。
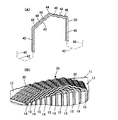
ステータ巻線20の形状について、図1を参照して説明する。
上記したステータ巻線20をステータコア12へ巻装する方法の一例について、図2、図3を用いて説明する。図2はステータコア12へのステータ巻線20の組付完了状態を示し、図3は組付け途中状態を示す。ただし、図2、図3の図示を簡略化するため、ステータ巻線20のターン部42の図示は省略され、スロット収容部40の線材30の断面は簡略化して図示されている。
本発明の第2実施形態を図7に示す。
本発明の第3実施形態を図8、図9に示す。
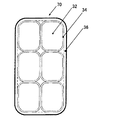
上記実施形態では、ステータ巻線20の線材30(70)は、導体素線32は長方形断面の長辺同士が接する向きかつ周方向へ複数列(2列)、短辺同士が接する向きかつ径方向へ複数列(2列または3列)、配列していた。しかし、電流容量が小さい場合には図10、図11に示すように、周方向及び径方向の一方へのみ複数列配列し、周方向及び径方向の他方へは単列だけ配列してもよい。図10では、スロット内に収容された状態において、導体素線は径方向へ単列だけ配置され、周方向へ2列に積層(配列)され、且つ、積層方向(周方向)に偏平な断面形状を有する。つまり、短辺が周方向へ長辺が径方向へ配置される。このようにすれば、厚被膜積層線(線材)の周方向への曲げ剛性を低下することができるのでターン部を周方向に撓ませることが容易になり、ステータ巻線のスロット収容部をステータコアの径方向内側からスロット位置まで移動させる挿入工程も容易となる。
12 ステータコア
12a 継鉄部
12b ティース
13 ステータの端面
14 スロット
15 スロット
19a 開口部
19b 奥径部
20 ステータ巻線
30 線材(厚被膜積層線)
32 導体素線
34 内層絶縁被膜(絶縁被膜)
36 外層絶縁被膜(樹脂被覆部)
40 スロット収容部
42 ターン部
44 クランク部
46 クランク部
48 クランク部
70 線材
72 スロット収容部
74 ターン部
76 クランク部
78 クランク部
80 スロット絶縁紙
82 ウェッジ
Claims (10)
- スロット及びティースが周方向交互に形成された円筒状のステータコアと、前記スロットに収容されたステータ巻線とを備える回転電機のステータにおいて、
前記ステータ巻線は、周方向略磁極ピッチ離れた2つの前記スロットに個別に収容される1対のスロット収容部と、前記ステータコアの軸方向外側にて前記1対のスロット収容部を接続するターン部とを有し、
前記ステータ巻線は、互いに面接触状態にて積層され且つそれぞれ樹脂被膜により絶縁被覆されて互いに平行に延在する複数の導体素線と、前記複数の導体素線を囲包する樹脂被覆部とを有する厚被膜積層線により構成されており、
前記ターン部の端部は、前記スロットの端部に位置する前記スロット収容部の端部から前記ティースの端面に沿いつつ周方向へ延在するクランク部を有し、
前記ターン部は、周方向へ延在するとともに前記厚被膜積層線1本分に略等しい幅だけ径方向へ斜行する頭頂部を有していることを特徴とする回転電機のステータ。 - 請求項1記載の回転電機のステータにおいて、
前記複数の導体素線は、前記スロット内にて少なくとも周方向へ積層され且つ短辺が周方向へ延在する長方形断面形状を有する回転電機のステータ。 - 請求項1記載の回転電機のステータにおいて、
前記複数の導体素線は、前記スロット内にて少なくとも径方向へ積層され且つ短辺が径方向へ延在する長方形断面形状を有する回転電機のステータ。 - 請求項1記載の回転電機のステータにおいて、
前記複数の導体素線は、前記スロット内にて略周方向及び略径方向へ延在する側面を有して径方向及び周方向の両方へ整列して積層された平角線によりそれぞれ構成されている回転電機のステータ。 - 請求項1乃至4のいずれか記載の回転電機のステータにおいて、
前記樹脂被膜は、100〜170μmの厚さを有する回転電機のステータ。 - 請求項1乃至5のいずれか記載の回転電機のステータにおいて、
前記樹脂被覆部は、押出し成形により形成されている回転電機のステータ。 - 請求項1乃至6のいずれか記載の回転電機のステータにおいて、
前記樹脂被膜は、内側に形成されて前記樹脂被膜をなす内層絶縁被膜と、前記内層絶縁被膜を被覆して前記樹脂被覆部をなす外層絶縁被膜とからなり、前記外層絶縁被膜は、前記内層絶縁被膜よりも低いガラス転移温度を有する回転電機のステータ。 - 請求項1乃至7のいずれか記載の回転電機のステータにおいて、
前記スロットの内壁面は、絶縁性樹脂層により被覆されている回転電機のステータ。 - 請求項8記載の回転電機のステータにおいて、
前記絶縁性樹脂層は、電着塗装により形成されている回転電機のステータ。 - 前記スロットに径方向に挿入可能に予め形成された円筒状の整形コイルを作製し、前記整形コイルを縮径してステータコアのロータ配置位置にセットし、前記整形コイルのスロット収容部を径方向外側に付勢して前記ステータコアの各スロットに収容して前記ステータ巻線を構成することを特徴とする請求項1乃至9のいずれか記載の回転電機のステータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007169325A JP4919059B2 (ja) | 2007-06-27 | 2007-06-27 | 回転電機のステータ及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007169325A JP4919059B2 (ja) | 2007-06-27 | 2007-06-27 | 回転電機のステータ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009011064A JP2009011064A (ja) | 2009-01-15 |
| JP4919059B2 true JP4919059B2 (ja) | 2012-04-18 |
Family
ID=40325572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007169325A Active JP4919059B2 (ja) | 2007-06-27 | 2007-06-27 | 回転電機のステータ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4919059B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12046969B2 (en) | 2020-03-11 | 2024-07-23 | Kabushiki Kaisha Toshiba | Stator of rotary electric machine and rotary electric machine |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5352979B2 (ja) * | 2007-09-20 | 2013-11-27 | 株式会社デンソー | 回転電機の固定子及びその製造方法 |
| JP5093582B2 (ja) * | 2007-10-10 | 2012-12-12 | 株式会社デンソー | セグメント型固定子、回転電機および駆動装置 |
| JP2010259316A (ja) * | 2009-03-31 | 2010-11-11 | Denso Corp | 回転電機の固定子およびその製造方法 |
| JP5445033B2 (ja) * | 2009-10-28 | 2014-03-19 | 株式会社デンソー | 回転電機の固定子 |
| DE112011100077T5 (de) * | 2010-02-18 | 2012-10-31 | Aisin Aw Co., Ltd. | Anker für eine drehende elektrische Maschine |
| JP2011223652A (ja) * | 2010-04-05 | 2011-11-04 | Toyota Central R&D Labs Inc | 回転電機巻線及び回転電機構成部材 |
| JP6048191B2 (ja) * | 2013-02-12 | 2016-12-21 | 株式会社デンソー | マルチギャップ型回転電機 |
| KR102438991B1 (ko) | 2017-11-28 | 2022-09-02 | 삼성전자주식회사 | 메모리 장치 및 그것의 동작 방법 |
| JP2020025418A (ja) * | 2018-08-08 | 2020-02-13 | 日立オートモティブシステムズ株式会社 | 回転電機の固定子および該固定子を具備する回転電機 |
| EP4117149A4 (en) * | 2020-03-05 | 2023-11-29 | Kabushiki Kaisha Toshiba | STATOR FOR A DYNAMOELECTRIC MACHINE AND DYNAMOELECTRIC MACHINE |
| CN114157071A (zh) * | 2021-12-06 | 2022-03-08 | 广东汇天航空航天科技有限公司 | 定子、定子制作方法以及旋转电机 |
| CN116404789B (zh) * | 2023-06-09 | 2023-09-22 | 中国第一汽车股份有限公司 | 电机及具有其的驱动系统、车辆 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57129141A (en) * | 1981-02-03 | 1982-08-11 | Kazuo Sano | Single layer half-wound coil |
| JP3134304B2 (ja) * | 1990-10-31 | 2001-02-13 | 日本電産株式会社 | モータ |
| JP2001309619A (ja) * | 2000-04-25 | 2001-11-02 | Mitsuba Corp | 回転電機におけるステータコイルの巻装方法 |
| JP2002044892A (ja) * | 2000-07-27 | 2002-02-08 | Matsushita Electric Ind Co Ltd | 電動機およびそれを搭載した電動圧縮機 |
| JP2003086026A (ja) * | 2001-09-13 | 2003-03-20 | Totoku Electric Co Ltd | 高周波用積層平角エナメル電線およびその製造方法 |
| JP2003158840A (ja) * | 2001-11-16 | 2003-05-30 | Toyota Motor Corp | 車両用回転電機の固定子 |
| JP2004064989A (ja) * | 2002-06-04 | 2004-02-26 | Toyota Motor Corp | セグメントコイル回転電機の固定子及びその製造方法 |
| JP2006158024A (ja) * | 2004-11-26 | 2006-06-15 | Sumitomo Electric Ind Ltd | コイル及びその製造方法 |
-
2007
- 2007-06-27 JP JP2007169325A patent/JP4919059B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12046969B2 (en) | 2020-03-11 | 2024-07-23 | Kabushiki Kaisha Toshiba | Stator of rotary electric machine and rotary electric machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009011064A (ja) | 2009-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4919059B2 (ja) | 回転電機のステータ及びその製造方法 | |
| US10461591B2 (en) | Rotary electric machine with armature coil end top portions displaced in a radial direction | |
| JP5532319B2 (ja) | 回転電機の固定子およびその製造方法 | |
| JP4624421B2 (ja) | 平角線巻線を有する永久磁石同期機 | |
| US9172280B2 (en) | Conductor and rotating electrical machine with a covering material | |
| JP4577588B2 (ja) | 回転電機のコイル組立体製造方法 | |
| JP5126577B2 (ja) | 回転電機のステータ | |
| JP6165260B2 (ja) | 回転電機 | |
| US7239059B2 (en) | Stator of rotating electric machine and manufacturing method of the stator | |
| JP5848579B2 (ja) | セグメントコイル、セグメントコイルの製造方法及びステータ | |
| JP5774082B2 (ja) | 回転電機 | |
| US20100148620A1 (en) | Stator for electric rotating machine | |
| JP2010011715A (ja) | 回転電機のコイル組立体用のコイル線材 | |
| JP2008245489A (ja) | 回転電機の固定子 | |
| JP3903609B2 (ja) | 回転電機の波巻きコイルおよびその製造方法 | |
| JP6598736B2 (ja) | 回転電機の固定子 | |
| JP5163278B2 (ja) | 回転電機の固定子 | |
| JP2007336725A (ja) | 回転電機の固定子 | |
| JP4535147B2 (ja) | 回転電機の固定子及び回転電機 | |
| JP5072502B2 (ja) | 回転電動機 | |
| JP2006067756A (ja) | 回転電機のステータおよび回転電機のステータの製造方法 | |
| JP5152578B2 (ja) | 回転電機のコイル組立体製造方法 | |
| JP7210128B2 (ja) | 回転電機、亀甲形コイルの製造方法および亀甲形コイルの製造装置 | |
| JP6000051B2 (ja) | 電気機械およびその製造方法 | |
| JP3771875B2 (ja) | 回転電機の固定子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120105 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120118 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4919059 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |