以下、本発明の第1の実施の形態であるマシニングセンタ1について、図面に基づいて説明する。図1は、マシニングセンタ1の正面図である。図2は、スプラッシュカバー3を除いた、マシニングセンタ1の全体斜視図である。図3は、マシニングセンタ1における、工具交換機構20及び主軸ヘッド7を中心とした正面図である。
はじめに、マシニングセンタ1の全体構成について説明する。図1に示すように、マシニングセンタ1は、図示外のワーク(図示外)と工具6(図3参照)とを相対移動させて、ワークに所望の機械加工(例えば、「中ぐり」、「フライス削り」、「穴空け」、「切削」等)を施すことができる工作機械である。そして、マシニングセンタ1は、ワークを加工する機械本体と、機械本体の土台となるベッド2と、ベッド2の上部に設けられて機械本体の周囲を囲繞する略直方体状のボックス型のスプラッシュカバー3とを主体に構成されている。
図2に示すように、ベッド2は、鉄製の土台であり、その下部の四隅には、脚部2aが各々設けられ、これら4本の脚部2aが工場などの床面に設置されることにより、マシニングセンタ1が所定場所に設置される。さらに、ベッド2の芯部は、軽量化および高強度化のため、いわゆる肉抜き成形(リブによる骨組構造)されている。
また、図1に示すように、スプラッシュカバー3は、略直方体状のボックス型に形成され、その内側には機械本体によりワーク加工がおこなわれる加工領域が設けられている。スプラッシュカバー3の前面には、開口部を開閉するスライド式の開閉扉4,5が各々設けられている。そして、開閉扉4,5の略中央には、ガラス窓部4a,5aが各々設けられ、開閉扉4の右側端部近傍には取っ手部4bが設けられ、開閉扉5の左側端部近傍には取っ手部5bが設けられている。よって、これら取っ手部4b,5bを互いに離れる方向に開くことにより開口部が開口される。そして、作業者はこの開口部を介して、スプラッシュカバー3の内側に配設されたテーブル10に対して、ワークの着脱を行う。
なお、図示しないが、スプラッシュカバー3の左右の各側壁部には、メンテナンス用の点検ハッチが着脱可能に各々設けられている。そして、上記構成からなるスプラッシュカバー3は、機械本体の周囲を囲繞して外部より保護するとともに、機械本体から排出される切り屑及び切削液の飛沫等が外部へ飛散するのを遮断して、外部環境が汚染されるのを防止している。
一方、スプラッシュカバー3の正面右側には、マシニングセンタ1の操作をおこなう正面視略長方形状の操作パネル11が設けられている。操作パネル11の前面には、各種キーを備えたキーボード11aが設けられ、その上部には設定画面又は実行動作を表示するためのCRT(ディスプレイ)11bが設けられている。
次に、マシニングセンタ1の機械本体について説明する。図2に示すように、マシニングセンタ1の機械本体は、スプラッシュカバー3の内側に収納されており、ベッド2のコラム座部17aの上面に載置して固定され、垂直上方に延設された略角柱状のコラム17bと、コラム17bの前面に沿って昇降可能に設けられた主軸ヘッド7と、主軸ヘッド7の下部前側から鉛直下方に突出する主軸9と、主軸ヘッド7の右側に設けられ、主軸9の先端に装着された後述の工具6を、他の工具6に交換する工具交換機構(ATC)20と、ベッド2の上部に設けられてワークを着脱可能に保持するテーブル10と、コラム17bの背面側に設けられ、電源装置や制御基板などの各装置を内蔵する制御盤19とを主体に構成されている。なお、制御盤19の内部には、マシニングセンタ1の制御を司る制御装置(図示外)が配設されている。
そして、コラム17bの前面には、上下方向に延設され、主軸ヘッド7を案内する一対のガイドレール(図示外)が上下方向に固定されている。コラム17bの上面には、サーボモータであるZモータ(図示外)が設けられており、このZモータによりその下方に延設された送りねじ(図示外)が正逆方向へ選択的に回転駆動されて、主軸ヘッド7が上下方向に移動するようになっている。
また、主軸ヘッド7には、加工軸に相当する主軸9が回転可能に装着され、主軸9を回転駆動させるための主軸モータ8を上部に備える。そして、主軸9の先端には後述の工具6が着脱可能に装着され、主軸9が主軸モータ8により回転駆動されることによって工具6が回転され、テーブル10上に固定されたワークを加工するようになっている。
一方、主軸9の下方には、テーブル10が配設されている。テーブル10は、ワークが着脱自在に固定され、サーボモータからなるXモータ及びYモータ(図示外)により、X軸方向(左右方向)及びY軸方向(奥行き方向)へ移動制御されるものである。テーブル10の下側には略直方体状の支持台12が設けられており、支持台12の上部にはX軸方向に沿って延設された一対のX軸送りガイド(図示外)が設けられて、X軸送りガイド上にテーブル10が移動可能に支持されている。さらに、支持台12は、ベッド2の長手方向に沿って延設された一対のY軸送りガイド上に移動可能に支持されている。このような状態で、テーブル10は、ベッド2上に設けられたXモータにより、X軸送りガイドに沿ってX軸方向に移動し、同じくベッド2上に設けられたYモータにより、Y軸送りガイドに沿ってY軸方向に移動するようになっている。
そして、図3に示すように、工具交換機構20は、工具6が取り付けられた工具ホルダ13を複数格納する側面視略小判型状の工具マガジン30と、主軸9に装着されている工具ホルダ13と他の工具ホルダ13とを把持及び搬送するための工具交換アーム40とを備えている。
工具交換アーム40は、回転可能および上下動可能に装着された円筒状のアーム旋回軸43の下端部において、その両端部に工具ホルダ13を各々把持可能な把持部41,41が設けられたアーム部42が固定されて構成されている。そして、アーム旋回軸43はZ軸方向と平行をなし、アーム部42はアーム旋回軸43を軸として回動可能である。なお、工具交換アーム40の上部には工具交換モータ24が設けられており、この工具交換モータ24の回転駆動によって、工具交換アーム40の旋回及び上下動が行われる。
また、工具マガジン30は、その内側に複数の工具6を各々収納可能な複数の工具ポット31が配設された移送機構(図示外)が装着されており、各工具ポット31では工具ホルダ13に取り付けられた工具6が横方向に向けた状態(格納状態)に維持されている。なお、工具マガジン30の上部にはマガジンモータ26が設けられており、このマガジンモータ26の回転駆動によって、複数の工具ポット31が移送機構により搬送される。
さらに、工具マガジン30の下端側には割出口32が形成され、この割出口32が形成された位置に限り、工具ポット31が格納状態から工具6を下方に向けた状態(交換可能状態)まで回動可能となっている。この工具交換位置には、エアシリンダ(図示外)により駆動されて、工具ポット31を格納状態又は交換可能状態へと回動させるポット昇降機構(図示外)が配設されている。
そして、主軸9に装着される工具6の交換時には、工具交換アーム40が原点に上昇されている状態において、まず、工具交換アーム40が旋回し、工具マガジン30側の工具ホルダ13と主軸9に装着された工具ホルダ13とが、把持部41,41でそれぞれ把持される。次いで、工具交換アーム40が下降して、工具抜脱動作が行われる。その後、工具交換アーム40が旋回して主軸9側の工具ホルダ13と工具マガジン30側の工具ホルダ13とが入れ替わる。このとき、工具交換アーム40は180度回転することになる。その後、工具交換アーム40が上昇し、工具交換アーム40に把持された工具6は、工具マガジン30側の工具ポット31あるいは主軸9に装着される。そして、工具交換アーム40が所定角度旋回して、把持部41,41から工具ホルダ13がそれぞれ開放されて、工具交換アーム40のアーム旋回動作の1サイクルが終了する。
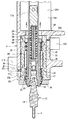
次に、主軸ヘッド7の構成について説明する。図4は、主軸ヘッド7の右方向から見た側面断面拡大図である。図5は、主軸9の右方向から見た側面断面拡大図である。なお、図4は、理解を容易にするために、主軸ヘッド7の軸線上に配置された各部材を中心に表すために、ハウジング25のみを断面図として表している。また、図5では、理解を容易にするために、スピンドル冷却筒60に形成される溝部63(すなわち、冷却路51)の上端を正面視右端に位置させ、その下端を正面視左端に位置させたものを表している。
図4に示すように、主軸ヘッド7の上部には、主軸9が備えるスピンドル27を回転駆動させるための主軸モータ8を備えている。主軸モータ8の下面から下方向に突出する出力軸であるモータ軸8aは、主軸9の内部に設けられたスピンドル27から上方向に突出する入力軸であるスピンドル軸27aに、カップリング50を介して連結されている。かかる構成により、主軸モータ8の駆動によりモータ軸8aが軸線回りに回転すると、カップリング50を介してスピンドル軸27aも回転するため、主軸9のスピンドル27は軸線回りに回転駆動する。
この主軸モータ8は、図示しないが、円筒状のモータフレーム内に制動部と駆動部を収納した構成をなす。主軸モータ8の駆動部は、インナーロータ形の誘導モータであり、モータ軸8aはロータの内周面に固定されている。また、主軸モータ8の制動部は、モータ軸8aに制動力を加える機械式のディスクブレーキである。
また、図4及び図5に示すように、主軸ヘッド7の下部には、先述の主軸9が設けられている。主軸9は、上下方向に長い略円筒状のハウジング25を備えている。そして、そのハウジング25の内側に、正面視縦長筒状のスピンドル冷却筒60が密接に固定されている。スピンドル冷却筒60は、スピンドル27をその内部に収容するとともに、スピンドル27の発熱を冷却するための円筒部材であるが、詳細は後述する。
そして、スピンドル冷却筒60の内部に、スピンドル27が設けられている。詳細には、スピンドル27の軸線方向前端側(下端側)の外周面に、スピンドル27を回転自在に支持するベアリング軸受け30,31が各々設けられている。同様に、スピンドル27の軸線方向後端側(上端側)の外周面に、スピンドル27を回転自在に支持するベアリング軸受け32,33が各々設けられている。また、下端側のベアリング軸受け30,31と上端側のベアリング軸受け32,33に挟持される位置に、スピンドル27の外周を保持する縦長筒状の外筒36が設けられている。そして、これらのベアリング軸受け30〜33や外筒36が設けられたスピンドル27の外周を密接に取り囲むように、スピンドル冷却筒60がその内側に同軸状態でスピンドル27を収容している。そのため、スピンドル27は、スピンドル冷却筒60の内周面に沿ってベアリング軸受け30〜33を介して回転自在に支持される。
また、スピンドル27の先端部の中心には、テーパ状の内周面を有するホルダ取付穴29が、スピンドル27の軸線に沿って穿設されている。そして、ホルダ取付穴29の内周面に対し、工具ホルダ13のシャンク部14のテーパ状の外周面が密着して嵌まるようになっている。さらに、ホルダ取付穴29の縮径する上部には、このホルダ取付穴29の内周面に連続するとともに、径がやや広くなった広径部34が設けられている。そして、その広径部34の上部には、その広径部34の内周面に連続するとともに、工具ホルダ13側に向かってオイルミスト(高圧空気に微少量のクーラントを混入して霧状にしたもの)を供給するための流路35が設けられている。流路35は軸方向に摺動可能な軸芯28の内部に設けられており、軸芯28はその外周に巻回された皿バネ38によって上方向に付勢されている。
さらに、流路35の下部内周面には、複数の鋼球(図示外)を介して工具ホルダ13の上端部に形成されたプルスタッド部15を把持するチャック機構部37が配置されている。なお、ハウジング25の先端側(下端側)には、スピンドル27の先端部を保持するとともに、切削時の切粉等がベアリング軸受け30,31に侵入するのを防止する平面視略リング状の蓋体39が、図示外のボルトによってスピンドル冷却筒60に固定されている。
さらに、ハウジング25の軸線方向後端側(上端側)の側面には、その外周方向から軸線に向けて垂直に形成された貫通孔であるエアー流入孔25aが設けられている。一方、ハウジング25の軸線方向前端側(下端側)の側面には、その外周方向から軸線に向けて垂直に形成された貫通孔であるエアー流出孔25bが設けられている。エアー流入孔25a及びエアー流出孔25bは、ハウジング25の内周面とスピンドル冷却筒60の外周面との間隙に形成された螺旋溝状の密閉空間(図7の冷却路51)の上端及び下端に各々連通する位置に形成されているが、詳細は後述する。なお、ハウジング25の外周面におけるエアー流入孔25aの形成部位には、エアー流入孔25aの内部に圧縮空気(冷却エアー)を送るための送風ファン(図示外)などを備えたエアー供給部100が設けられている。エアー供給部100は、制御盤19内に設けられた制御装置(図示外)によって、冷却エアーの供給量や供給圧が制御される。
次に、スピンドル冷却筒60について説明する。図6は、スピンドル冷却筒60の正面図である。図6に示すように、スピンドル冷却筒60は正面視縦長筒状の円筒本体61を有する。円筒本体61の内部には、ベアリング軸受け30〜33が取り付けられたスピンドル27を収容可能な貫通孔(図示外)が、その軸線方向(すなわち、上下方向)に形成されている。また、正面視、円筒本体61の下端部には、その開口縁部全周から外周方向に突出したフランジ部62が形成されている。フランジ部62の上面側はハウジング25の下端が接合される部位であり、フランジ部62の下面側は蓋体39の上面が接合される部位である。
また、円筒本体61の外周面には、その軸線方向に沿って多重螺旋状に形成された、略半円形の断面形状を有する溝部63が形成されている。本実施形態では、溝部63は軸線方向に沿って約5周回分が連通して形成されており、各周回ごとの溝部を正面視上側から溝部63a,63b,63c,63d,63eとする。そして、溝部63の上端(すなわち、溝部63aの上端)が、後述する冷却エアーが流入されるエアー流入部64であり、溝部63の下端(すなわち、溝部63eの下端)が、後述する冷却エアーが流出されるエアー流出部65である。
そして、溝部63では、互いに隣り合う溝部63a〜63eが形成される間隔(いわゆる、ピッチ)が、エアー流入部64からエアー流出部65に向けて徐々に狭くなるように形成されている。すなわち、正面視、円筒本体61の上側から下側に向けて、互いに隣り合う溝部63a〜63eの間隔(ピッチ)が徐々に小さくなっている。そのため、本実施の形態では、溝部63eと溝部63dとの間隔は溝部63dと溝部63cとの間隔よりも狭く、溝部63dと溝部63cとの間隔は溝部63cと溝部63bとの間隔よりも狭く、溝部63cと溝部63bとの間隔は溝部63bと溝部63aとの間隔よりも狭い。
さらに、溝部63では、周回毎の溝部63a〜63eにおける略半円形の溝形状の断面積が、エアー流入部64からエアー流出部65に向けて徐々に大きくなるように形成されている。すなわち、正面視、円筒本体61の上側から下側に向けて、周回毎の溝部63a〜63eにおける略半円形の断面形状が徐々に大きくなっている。そのため、本実施の形態では、溝部63eの断面積は溝部63dの断面積よりも大きく、溝部63dの断面積は溝部63cの断面積よりも大きく、溝部63cの断面積は溝部63bの断面積よりも大きく、溝部63bの断面積は溝部63aの断面積よりも大きい。
ここで、スピンドル冷却筒60を用いたスピンドル27の冷却構造について説明する。図7は、第1の実施の形態における冷却エアーの流れを説明するための、主軸9を右方向から見た側面断面拡大図である。なお、図7は、ハウジング25のみを断面図として表しており、冷却エアーの流れを矢印で示している。また、図7では、理解を容易にするために、スピンドル冷却筒60に形成される溝部63(すなわち、冷却路51)の上端を正面視右端に位置させ、その下端を正面視左端に位置させたものを図示している。
図7に示すように、スピンドル冷却筒60がハウジング25の内部に密接固定されると、溝部63はその開口部がハウジング25の内周面によって閉じられるため、スピンドル冷却筒60とハウジング25との間隙に螺旋溝状の密閉空間が形成される。そして、この螺旋溝状の密閉空間が、冷却エアーの流路(冷却路51)として機能する。なお、本実施形態では、溝部63は約5周回分(溝部63a〜63e)が連通して形成されているため、スピンドル冷却筒60がハウジング25の内部に密接固定されると、各溝部63a〜63eにおいて形成される密閉空間はそれぞれ冷却路51a,51b,51c,51d,51eとして機能する。
そして、先述した溝部63(溝部63a〜63e)の形状により、冷却路51(冷却路51a〜51e)は以下の特徴を有する。すなわち、冷却路51では、互いに隣り合う冷却路51a〜51eが形成される間隔が、その上端(すなわち、エアー流入部64)からその下端(すなわち、エアー流出部65)に向けて徐々に狭くなっている。また、周回毎の冷却路51a〜51eにおける流路面積(各冷却路の断面積)が、エアー流入部64からエアー流出部65に向けて徐々に大きくなっている。なお、エアー流入部64はエアー流入孔25aと連通しており、かつエアー流出部65はエアー流出孔25bと連通している。
かかる構造により、エアー供給部100がハウジング25の外部からエアー流入孔25aの内部に冷却エアーを供給すると、その冷却エアーは冷却路51内でエアー流入部64からエアー流出部65まで流動して、エアー流出孔25bからハウジング25の外部に排出される。つまり、冷却路51内を流動する冷却エアーは、スピンドル27を中心としてその外周を旋回するように、冷却路51a〜51eを上側から下側に向けて流動するため、その流動時にスピンドル27からの発熱が冷却エアーに吸収される。
本実施形態のマシニングセンタ1では、上記のようなスピンドル27の冷却機構を有するため、以下の作用を有する。すなわち、冷却路51では、互いに隣り合う冷却路51a〜51eが形成される間隔が冷却エアーの流動方向に向けて徐々に狭くなっているため、スピンドル27の上側に比べて下側の方が冷却エアーの流動距離(流動時間)が長い。よって、冷却エアーが冷却路51内を移動するにつれて、冷却エアーがスピンドル27からの発熱を徐々に吸収する一方、冷却エアーの流動距離(流動時間)が徐々に長くなるので、冷却エアーの冷却効果の低下が流動距離(流動時間)の増加で補われる。
さらに、冷却路51では、周回毎の冷却路51a〜51eにおける流路面積が冷却エアーの流動方向に向けて徐々に大きくなっているため、スピンドル27の上側に比べて下側の方が冷却エアーの流動面積(スピンドル27の発熱との接触面積)が大きい。よって、冷却エアーが冷却路51内を移動するにつれて、冷却エアーがスピンドル27からの発熱を徐々に吸収する一方、冷却エアーの流動面積(接触面積)が徐々に大きくなるので、冷却エアーの冷却効果の低下が流動面積(接触面積)の増加で補われる。
以上、第1の実施の形態に係るマシニングセンタ1によれば、スピンドル27を冷却するための冷却エアーを冷却路51内に流動させるものであって、冷却路51はスピンドル27の軸線方向に沿って多重螺旋状に形成された。そして、冷却路51はエアー流入部64からエアー流出部65に向けて、互いに隣り合う冷却路51a〜51eの形成される間隔が徐々に狭くなり、また冷却路51a〜51eにおける流路面積が徐々に大きくなるように形成された。よって、冷却路51内を流動する冷却エアーの温度がその流動方向に向けて徐々に上昇しても、冷却エアーの流動距離(流動時間)や流動面積(接触面積)がその流動方向に向けて徐々に大きくなるので、スピンドル27全体を均一に冷却することができる。
また、ハウジング25の内部に、スピンドル27を内部に収容する略円筒状をなし、その外周面に軸線方向に沿って多重螺旋状の溝部63(溝部63a〜63e)が形成されたスピンドル冷却筒60を設けた。そして、冷却路51(冷却路51a〜51e)はスピンドル冷却筒60の外周面とハウジング25の内周面との間隙に形成された。よって、ハウジング25の内部にスピンドル冷却筒60を設ければ、スピンドル27を冷却するための冷却路51を形成することができる。
さらに、マシニングセンタ1は、主軸モータ8によって工具6を回転させてワーク加工を実行するものであって、スピンドル27の後端側から冷却エアーを流入させるためにエアー流入孔25aと、スピンドル27の下端側(前端側)から冷却エアーを流出させるためのエアー流出孔25bとを、ハウジング25の側面に形成した。よって、スピンドル27を冷却するための冷却エアーを、ハウジング25の外部からスピンドル27の上端側(後端側)から適切に流入させ、かつスピンドル27の下端側(前端側)からハウジング25の外部に適切に流出させることができる。
次に、本発明の第2の実施の形態であるマシニングセンタ1について、図面に基づいて説明する。本実施形態に係るマシニングセンタ1は、基本的に第1の実施の形態と同様であるが、スピンドル冷却筒70の構造及び冷却エアーの排出部位が異なる。以下、第1の実施の形態と異なる点を中心に説明する。
まず、スピンドル冷却筒70について説明する。図8は、スピンドル冷却筒70の正面図である。図8に示すように、スピンドル冷却筒70は、スピンドル冷却筒60(図6)と同様に、円筒本体71,フランジ部72,溝部73を有する。ただし、本実施形態では、溝部73は軸線方向に沿って約6周回分が連通して形成されており、各周回ごとの溝部を正面視上側から溝部73a,73b,73c,73d,73e,73fとする。そして、溝部63の上端(すなわち、溝部73aの上端)が、後述する冷却エアーが流入されるエアー流入部74であり、溝部73の下端(すなわち、溝部73fの下端)が、後述する冷却エアーが流出されるエアー流出部75である。
そして、溝部73では、スピンドル冷却筒60(図6)と同様にして、互いに隣り合う溝部73a〜73fが形成される間隔が、エアー流入部74からエアー流出部75に向けて徐々に狭くなるように形成されている。また、溝部73では、周回毎の溝部73a〜73fにおける略半円形の溝形状の断面積が、エアー流入部74からエアー流出部75に向けて徐々に大きくなるように形成されている。さらに、円筒本体71には、その下面から垂直に形成された貫通孔であって、エアー流出部75と連通するエアー流出孔76が形成されている。
次に、スピンドル冷却筒70を用いたスピンドル27の冷却構造について説明する。図9及び図10は、第2の実施の形態における冷却エアーの流れを説明するための、主軸9を右方向から見た側面断面拡大図である。なお、図9はハウジング25のみを断面図として表し、図10はハウジング25及びスピンドル冷却筒70を断面図として表し、冷却エアーの流れを矢印で表している。また、図9及び図10では、理解を容易にするために、スピンドル冷却筒70に形成される溝部73(すなわち、冷却路52)の上端を正面視右端に位置させ、その下端を正面視左端に位置させたものを図示している。
図9及び図10に示すように、スピンドル冷却筒70がハウジング25の内部に密接固定されると、溝部73はその開口部がハウジング25の内周面によって閉じられるため、スピンドル冷却筒70とハウジング25との間隙に螺旋溝状の密閉空間が形成される。そして、この螺旋溝状の密閉空間が、冷却エアーの流路(冷却路52)として機能する。なお、本実施形態では、溝部73は約6周回分(溝部73a〜73f)が連通して形成されているため、スピンドル冷却筒70がハウジング25の内部に密接固定されると、各溝部73a〜73fにおいて形成される密閉空間はそれぞれ冷却路52a〜52fとして機能する。
そして、第1の実施の形態と同様に、冷却路52では、互いに隣り合う冷却路52a〜52fが形成される間隔が、その上端(すなわち、エアー流入部74)からその下端(すなわち、エアー流出部75)に向けて徐々に狭くなっている。また、周回毎の冷却路52a〜52fにおける流路面積が、エアー流入部74からエアー流出部75に向けて徐々に大きくなっている。
なお、本実施の形態では、ハウジング25にはエアー流入孔25aのみが設けられている(エアー流出孔25bは設けられていない)。そして、エアー流入部74はエアー流入孔25aと連通している一方、エアー流出部75は先述のエアー流出孔76と連通している。このエアー流出孔76は蓋体39の上面に形成された貫通孔であるエアー導出路39aの一端部と連通し、このエアー導出路39aの他端部は蓋体39の内周面に連通している。つまり、エアー流出部75はエアー流出孔76及びエアー導出路39aを介して、スピンドル27の軸線方向前端側(下端側)の外周面と蓋体39の内周面との間隙に連通している。
かかる構造により、エアー供給部100がハウジング25の外部からエアー流入孔25aの内部に冷却エアーを供給すると、その冷却エアーは冷却路52内でエアー流入部74からエアー流出部75まで流動して、エアー流出孔76及びエアー導出路39aを介して、スピンドル27の下端側の外周面と蓋体39の内周面との間隙に導出される。そして、導出された冷却エアーは、スピンドル27及び蓋体39の間隙からスピンドル27の下方向に排出される。つまり、冷却路52内を流動する冷却エアーは、スピンドル27を中心としてその外周を旋回するように、冷却路52a〜52fを上側から下側に向けて流動す
るため、その流動時にスピンドル27からの発熱が冷却エアーに吸収される。
本実施形態のマシニングセンタ1では、上記のようなスピンドル27の冷却機構を有するため、以下の作用を有する。すなわち、第1の実施の形態と同様に、冷却路52内を冷却エアーが流動するにつれて、冷却エアーがスピンドル27からの発熱を徐々に吸収する一方、冷却エアーの流動距離(流動時間)が徐々に長くなり、かつ冷却エアーの流動面積(接触面積)が徐々に大きくなる。
さらに、冷却路52内を流動する冷却エアーは、エアー流出孔76及びエアー導出路39aを介して、スピンドル27の下端側の外周面と蓋体39の内周面との間隙から排出される。つまり、冷却エアーがスピンドル27の下端部に形成された隙間から排出されるので、スピンドル27と蓋体39との隙間に対するゴミやほこりなどの侵入が防止される。
以上、第2の実施の形態に係るマシニングセンタ1によれば、スピンドル27とスピンドル冷却筒70との間隙に形成される冷却路52は、スピンドル冷却筒70に形成された溝部73に応じて、その周回数,形成幅,流路面積などを任意に変更することができる。そして、第1の実施の形態と同様に、冷却路52内を流動する冷却エアーの温度がその流動方向に向けて徐々に上昇しても、冷却エアーの流動距離(流動時間)や流動面積(接触面積)がその流動方向に向けて徐々に大きくなるので、スピンドル27全体を均一に冷却することができる。
さらに、マシニングセンタ1は、スピンドル27の下端部(前端部)は蓋体39の内周面に回転自在に支持されており、エアー流出孔76及びエアー導出路39aはスピンドル27の下端部(前端部)の外周面と蓋体39の内周面との間隙に冷却エアーを供給する。よって、冷却路52を流動した冷却エアーをスピンドル27の下端部(前端部)に形成された隙間から排出できるので、スピンドル27から異物をエアパージすることができる。
次に、本発明の第3の実施の形態であるマシニングセンタ1について、図面に基づいて説明する。本実施形態に係るマシニングセンタ1は、基本的に第1及び第2の実施の形態と同様であるが、スピンドル冷却筒80の構造及び冷却エアーの排出部位が異なる。以下、第1及び第2の実施の形態と異なる点を中心に説明する。
まず、スピンドル冷却筒80について説明する。図11は、スピンドル冷却筒80の正面図である。図8に示すように、スピンドル冷却筒80は、スピンドル冷却筒60(図6)と同様に、円筒本体81,フランジ部82を有する。そして、本実施形態では、円筒本体81の外周面には、その軸線方向に沿って多重螺旋状に形成された、略半円形の断面形状を有する2つの第1溝部83及び第2溝部86が形成されている。第1溝部83は軸線方向に沿って約5周回分が連通して形成されており、第2溝部86は軸線方向に沿って約4周回分が連通して形成されている。そして、円筒本体81の外周面において、第1溝部83の各周回と第2溝部86の各周回とは上下方向に交互に形成されている。
なお、第1溝部83における各周回ごとの溝部を正面視上側から第1溝部83a,83b,83c,83d,83eとする。そして、第1溝部83の上端(すなわち、第1溝部83aの上端)が、冷却エアーが流入される第1エアー流入部84であり、第1溝部83の下端(すなわち、第1溝部83eの下端)が、冷却エアーが流出される第1エアー流出部85である。一方、第2溝部86における各周回ごとの溝部を正面視下側から第2溝部86a,86b,86c,86dとする。そして、第2溝部86の下端(すなわち、第2溝部86aの下端)が、冷却エアーが流入される第2エアー流入部87であり、第2溝部86の上端(すなわち、第2溝部86dの上端)が、冷却エアーが流出される第2エアー流出部88である。
そして、第1溝部83では、スピンドル冷却筒60(図6)と同様にして、第1エアー流入部84から第1エアー流出部85に向けて、互いに隣り合う第1溝部83a〜83eが形成される間隔が徐々に狭くなっており、また周回毎の第1溝部83a〜83eにおける略半円形の溝形状の断面積が徐々に大きくなっている。同様に、第2溝部86では、第2エアー流入部87から第2エアー流出部88に向けて、互いに隣り合う第2溝部86a〜86dが形成される間隔が徐々に狭くなっており、また周回毎の第2溝部86a〜86dにおける略半円形の溝形状の断面積が徐々に大きくなっている。つまり、第1溝部83と第2溝部86とは、各々が対向する方向に向けて交互に重複なく形成されつつ、各々の形成間隔が徐々に小さくなっており、かつ各々の断面積が徐々に大きくなっている。なお、円筒本体81には、その上面から垂直に形成された貫通孔であって、第2エアー流出部88と連通するエアー流出孔89が形成されている。
次に、スピンドル冷却筒80を用いたスピンドル27の冷却構造について説明する。図12及び図13は、第3の実施の形態における冷却エアーの流れを説明するための、主軸9を右方向から見た側面断面拡大図である。なお、図12はハウジング25のみを断面図として表し、図13はハウジング25及びスピンドル冷却筒80を断面図として表し、冷却エアーの流れを矢印で表している。また、図12及び図13では、理解を容易にするために、スピンドル冷却筒80に形成される第1溝部83(すなわち、第1冷却路53)の上端を正面視右端に位置させ、その下端を正面視左端に位置させており、また第2溝部86(すなわち、第2冷却路54)の上端を正面視左端に位置させ、その下端を正面視左端に位置させたものを図示している。
図12及び図13に示すように、スピンドル冷却筒80がハウジング25の内部に密接固定されると、第1溝部83及び第2溝部86は各々の開口部がハウジング25の内周面によって閉じられるため、スピンドル冷却筒80とハウジング25との間隙に2つの独立した螺旋溝状の密閉空間を形成する。そして、この2つの螺旋溝状の密閉空間が、冷却エアーの流路(第1冷却路53及び第2冷却路54)として機能する。なお、本実施形態では、第1溝部83は約5周回分(溝部83a〜83e)が連通して形成されているため、スピンドル冷却筒80がハウジング25の内部に密接固定されると、各第1溝部83a〜83eにおいて形成される密閉空間はそれぞれ第1冷却路53a〜53eとして機能する。また、第2溝部86は約4周回分(第2溝部86a〜86d)が連通して形成されているため、スピンドル冷却筒80がハウジング25の内部に密接固定されると、各第2溝部86a〜86dにおいて形成される密閉空間はそれぞれ第2冷却路54a〜54dとして機能する。
このように第1冷却路53及び第2冷却路54は、スピンドル27の軸線方向に沿って多重螺旋状で形成されており、また第1冷却路53及び第2冷却路54の各々が重複しないように間隔をあけて交互に形成されている。つまり、ハウジング25の外周面では、その軸線方向後端側(上端側)から軸線方向前端側(下端側)に向けて第1冷却路53a〜53eが順に形成され、その逆方向に向けて第2冷却路54a〜54dが順に形成され、かつ第1冷却路53a〜53eと第2冷却路54a〜54dが間隔をあけて並列に形成されている。よって、ハウジング25の外周面に形成された第1冷却路53及び第2冷却路54は、各々が接触(交差)することなく独立した冷却エアーの流路を形成している。
そして、第1の実施の形態と同様に、第1冷却路53では第1エアー流入部84から第1エアー流出部85に向けて、互いに隣り合う第1冷却路53a〜53eの形成間隔が徐々に狭くなっており、周回毎の第1冷却路53a〜53eにおける流路面積が徐々に大きくなっている。また、第2冷却路54では第2エアー流入部87から第2エアー流出部88に向けて、互いに隣り合う第2冷却路54a〜54dの形成間隔が徐々に狭くなっており、周回毎の第2冷却路54a〜54dにおける流路面積が徐々に大きくなっている。
なお、本実施の形態では、ハウジング25の側面には、エアー流入孔25a及びエアー流出孔25bに加えて、その軸線方向前端側(下端側)にその外周方向から軸線に向けて垂直に形成された貫通孔であるエアー流入孔25cが設けられている。そして、ハウジング25の外周面におけるエアー流入孔25cの形成部位には、エアー流入孔25aに設けられたエアー供給部100と同様に、エアー供給部110が設けられている。そして、第1エアー流入部84はエアー流入孔25aと連通している一方、第1エアー流出部85はエアー流出孔25bと連通している。また、第2エアー流入部87はエアー流入孔25cと連通している一方、第2エアー流出部88は先述のエアー流出孔89と連通している。このエアー流出孔89は、スピンドル冷却筒80の軸線方向後端面(上面)とハウジング25の内周面との間隙に連通している。
かかる構造により、エアー供給部100がハウジング25の外部からエアー流入孔25aの内部に冷却エアーを供給すると、その冷却エアーは第1冷却路53内で第1エアー流入部84から第1エアー流出部85まで流動して、エアー流出孔25bからハウジング25の外部に排出される。つまり、第1冷却路53内を流動する冷却エアーは、スピンドル27を中心としてその外周を旋回するように第1冷却路53a〜53eを上側から下側に向けて流動するため、その流動時にスピンドル27からの発熱が冷却エアーに吸収される。
さらに、エアー供給部110がハウジング25の外部からエアー流入孔25cの内部に冷却エアーを供給すると、その冷却エアーは第2冷却路54内で第2エアー流入部87から第2エアー流出部88まで流動して、エアー流出孔89を介してスピンドル27の上面とハウジング25の内周面との間隙に導出される。そして、導出された冷却エアーは、スピンドル27及びハウジング25の間隙からスピンドル27の上方向に排出される。つまり、第2冷却路54内を流動する冷却エアーは、スピンドル27を中心としてその外周を旋回するように第2冷却路54a〜54dを下側から上側に向けて流動するため、その流動時にスピンドル27からの発熱が冷却エアーに吸収される。
本実施形態のマシニングセンタ1では、上記のようなスピンドル27の冷却機構を有するため、以下の作用を有する。すなわち、スピンドル27の軸線方向に沿って、2つの多重螺旋状のエアー流路である第1冷却路53及び第2冷却路54が、各々が重複しないように間隔をあけて形成された。そして、第1冷却路53では第1エアー流入部84から第1エアー流出部85に向けて冷却エアーが流動し、第2冷却路54では第2エアー流入部87から第2エアー流出部88に向けて冷却媒体が流動する。よって、スピンドル27の軸線方向(すなわち、上下方向)の両側から、その外周を冷却エアーが各々対向する方向に向けて螺旋状に流動する。
さらに、第1の実施の形態と同様に、第1冷却路53内及び第2冷却路54内を冷却エアーが流動するにつれて、冷却エアーがスピンドル27からの発熱を徐々に吸収する一方、冷却エアーの流動距離(流動時間)が徐々に長くなり、かつ冷却エアーの流動面積(接触面積)が徐々に大きくなる。
また、第2冷却路54内を流動する冷却エアーは、エアー流出孔89を介して、スピンドル27の上面とハウジング25の内周面との間隙から排出される。つまり、冷却エアーがスピンドル27の上端部に形成された隙間から排出されるので、スピンドル27とハウジング25との隙間に対するゴミやほこりなどの侵入が防止され、またスピンドル27の後端部から排出された冷却エアーはハウジング25の開口部25dから外部に導出される。
以上、第3の実施の形態に係るマシニングセンタ1によれば、スピンドル27を冷却するための冷却エアーを第1冷却路53及び第2冷却路54内に流動させるものであって、第1冷却路53ではスピンドル27の後端側から前端側に向けて冷却エアーが流動し、第2冷却路54ではスピンドル27の前端側から後端側に向けて冷却媒体が流動する。さらに、第1冷却路53及び第2冷却路54は、スピンドル27の軸線方向に沿って多重螺旋状で形成され、かつ各々が重複しないように間隔をあけて形成された。よって、第1冷却路53及び第2冷却路54内を流動する冷却エアーの温度がその流動方向に向けて徐々に上昇しても、スピンドル27の全周に形成された流動方向の異なる第1冷却路53及び第2冷却路54を冷却エアーは各々対向する方向に流動するため、スピンドル27の全体を均一に冷却することができる。
また、スピンドル27とスピンドル冷却筒80との間隙に形成される複数の冷却路(第1冷却路53及び第2冷却路54)は、スピンドル冷却筒80に形成された第1溝部83及び第2溝部86に応じて、その周回数,形成幅,流路面積などを任意に変更することができ、またその形成数(ここでは、2つ)を任意に変更することができる。そして、第1及び第2の実施の形態と同様に、第1冷却路53及び第2冷却路54内を流動する冷却エアーの温度がその流動方向に向けて徐々に上昇しても、冷却エアーの流動距離(流動時間)や流動面積(接触面積)がその流動方向に向けて徐々に大きくなるので、スピンドル27全体を均一に冷却することができる。
また、マシニングセンタ1は、スピンドル27の上端部(後端部)はハウジング25の内周面に取り付けられて、エアー流出孔89はスピンドル27の上面(後端面)とハウジング25の内周面との間隙に冷却エアーを供給する。よって、第2冷却路54内を流動した冷却エアーをスピンドル27の上端部(後端部)に形成された隙間から排出できるので、主軸9から異物をエアパージすることができる。
ところで、上記第1乃至第3の実施の形態において、マシニングセンタ1が本発明の「工作機械のスピンドル冷却装置」に相当し、冷却エアーが本発明の「冷却媒体」に相当する。スピンドル冷却筒60,70,80が、本発明の「スピンドル冷却部材」に相当する。エアー供給部100,110が、本発明の「冷却媒体供給手段」に相当する。エアー流入孔25a,25cが本発明の「冷却媒体流入部」に相当し、エアー流出孔25b,エアー流出孔76及びエアー導出路39aが本発明の「冷却媒体流出部」に相当する。
なお、本発明は上記実施の形態に限定されることはなく、本発明の要旨を逸脱しない範囲内で種々の改良、変形が可能であることは勿論である。図14は、スピンドル冷却筒60の変形例の正面図である。図15は、環状ホルダ90を備えた主軸9のホルダ取付穴29を中心とした側面断面拡大図である。
例えば、図14に示すように、スピンドル冷却筒60の円筒本体61の外周面に、溝部63の縁部に沿ってゴム製パッキンであるパッキング部材(パッキン69)を設けるようにしてもよい。このスピンドル冷却筒60をハウジング25の内部に取り付けると、パッキン69によってスピンドル冷却筒60の外周面とハウジング25の内周面とがより密接に固定されるため、冷却路51を流動する冷却エアーが、スピンドル冷却筒60とハウジング25の間隙に漏れ出すことが防止される。よって、冷却路51を流動する冷却エアーの漏出を確実に防止でき、冷却エアーによるスピンドル27の冷却効果を向上させることができる。なお、スピンドル冷却筒70,80についても、同様の「パッキング部材」を設けることができる。
また、図15に示すように、主軸9の軸線方向前端部(下端部)に、蓋体39の下部に環状ホルダ90を設けるようにしてもよい。この環状ホルダ90は、平面視略リング状をなし、複数の一体型ノズル91及びノズル孔92が形成されている。そして、主軸9に取り付けられる工具6の交換時に、図示外のクーラントホースから各一体型ノズル91に供給されたクーラント液が、各ノズル孔92からホルダ取付穴29の直下に向けて噴射されて、工具ホルダ13(工具6)が洗浄される。そして、制御盤19内の制御装置(図示外)は、マシニングセンタ1の運転中及び運転停止後の所定時間と、環状ホルダ90におけるクーラント液の噴射中及び噴射停止後の所定時間との少なくとも一方のみに、エアー供給部100が冷却エアーを供給するように制御してもよい。これにより、スピンドル27が発熱しやすいマシニングセンタ1の運転動作及び工具6の洗浄動作の実行時に対応して、冷却エアーの供給時期を適切に調整することができる。
なお、制御装置(図示外)による冷却エアーの供給制御は、上記のものに限定されず、様々な方式を適用できる。例えば、制御盤19内の制御装置(図示外)は、主軸モータ8に供給される電流量に基づいて、エアー供給部100が供給する冷却エアーの供給量及び供給圧の少なくとも一つを制御するようにしてもよい。さらに、制御盤19内の制御装置(図示外)は、スピンドル27の温度に基づいて、エアー供給部100が供給する冷却エアーの供給量及び供給圧の少なくとも一つを制御するようにしてもよい。これにより、主軸モータ8の駆動やスピンドル27の温度などに基づいて、冷却エアーの供給量及び供給圧を適切に調整することができる。なお、エアー供給部110についても同様にして冷却エアーの供給制御を実行することができる。
また、上記第1乃至第3の実施の形態に係るマシニングセンタ1を、任意に組み合わせても実装してもよい。例えば、第3の実施の形態に係るマシニングセンタ1において、
第1エアー流出部85から流出する冷却エアーを、第2の実施の形態のようにスピンドル27の前端側(下端側)から排出するようにしてもよいし、第2エアー流出部88から流出する冷却エアーを、第1の実施の形態のようにハウジング25の側面から外部に排出するようにしてもよい。
また、第3の実施の形態で例示したように、マシニングセンタ1に複数の冷却路を設ける場合は、冷却路の数量,形成方向,形状などを任意とすることができる。例えば、スピンドル冷却筒80にあらかじめ各冷却路に対応する各溝部を形成することで、マシニングセンタ1に3以上の冷却路を設けてもよいし、各冷却路の形状を波型や直線状となるようにしてもよい。
また、上記実施の形態では、「冷却媒体」として圧縮空気(冷却エアー)を例示したが、スピンドル27を有効に冷却できるものであれば、各種媒体を利用することができる。例えば、「冷却媒体」として、窒素やヘリウムなどの他の気体を利用してもよいし、水やオイルなどの液体を利用してもよい。