JP4855005B2 - 車輪軸受装置の加工方法 - Google Patents
車輪軸受装置の加工方法 Download PDFInfo
- Publication number
- JP4855005B2 JP4855005B2 JP2005231094A JP2005231094A JP4855005B2 JP 4855005 B2 JP4855005 B2 JP 4855005B2 JP 2005231094 A JP2005231094 A JP 2005231094A JP 2005231094 A JP2005231094 A JP 2005231094A JP 4855005 B2 JP4855005 B2 JP 4855005B2
- Authority
- JP
- Japan
- Prior art keywords
- wheel
- hub
- bearing device
- flange
- pilot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Description
12 車体取付フランジ
13 フランジ面
14 軌道
16 ナックルパイロット
18 インボード側端面
20 内方部材
20A ハブ輪
21 ブレーキパイロット
22 ホイールパイロット
23 端面
24 小径部
25 内輪突き当て面
26 セレーション孔
28 車輪取付フランジ
30 ハブボルト
32 軌道
20B 内輪
34 軌道
42 チャック装置
48a〜48c 回転するチャック装置
54a,54b 静止したチャック装置
44,50a,50b バイト
46 ケレ
Claims (5)
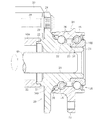
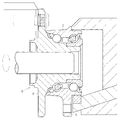
- 外周に車体取付フランジを有し内周に2列の軌道を有する外方部材と、外周に車輪取付フランジを有するハブ輪とハブ輪の小径部に配置した内輪とからなる内方部材と、外方部材の軌道と内方部材の軌道との間に介在して両者を相対回転自在に支持する2列の転動体とを具備する車輪軸受装置の車輪取付フランジを切削加工する方法であって、
車輪軸受装置を組み立てた状態で、外方部材のナックルパイロットをチャックしてハブ輪のホイールパイロット端面を旋削し、
ハブ輪のホイールパイロット端面を基準としてハブ輪の車輪取付フランジのフランジ面を旋削する、車輪軸受装置の加工方法。 - ハブ輪の車輪取付フランジのフランジ面を旋削する時、ハブ輪のホイールパイロット外径をチャックする、請求項1の車輪軸受装置の加工方法。
- ハブ輪の車輪取付フランジのフランジ面を旋削する時、ハブ輪のホイールパイロット内径をチャックする、請求項1の車輪軸受装置の加工方法。
- ハブ輪の車輪取付フランジのフランジ面を旋削する時、ハブ輪のホイールパイロット端面と外方部材の車体取付フランジのフランジ面とを挟むようにクランプする、請求項1の車輪軸受装置の加工方法。
- ハブ輪の車輪取付フランジのフランジ面を旋削する時、ハブ輪のホイールパイロット端面と外方部材のインボード側端面とを挟むようにクランプする、請求項1の車輪軸受装置の加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005231094A JP4855005B2 (ja) | 2005-08-09 | 2005-08-09 | 車輪軸受装置の加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005231094A JP4855005B2 (ja) | 2005-08-09 | 2005-08-09 | 車輪軸受装置の加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007045305A JP2007045305A (ja) | 2007-02-22 |
| JP4855005B2 true JP4855005B2 (ja) | 2012-01-18 |
Family
ID=37848507
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005231094A Active JP4855005B2 (ja) | 2005-08-09 | 2005-08-09 | 車輪軸受装置の加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4855005B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8240249B2 (en) | 2007-02-23 | 2012-08-14 | Kabushiki Kaisha Sato | Ink roller cover device of portable type label printing applicator |
| CN105345560A (zh) * | 2015-11-28 | 2016-02-24 | 余静远 | 一种模型赛车车轮车削工具 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4647333B2 (ja) * | 2005-02-21 | 2011-03-09 | Ntn株式会社 | ブレーキロータ付き車輪軸受装置の制動面の切削加工方法 |
| JP6347973B2 (ja) * | 2014-03-27 | 2018-06-27 | Ntn株式会社 | 従動輪用車輪軸受装置 |
| CN105269004B (zh) * | 2015-11-28 | 2017-07-28 | 余静远 | 模型赛车车轮车削工具 |
| CN111959642B (zh) * | 2020-07-10 | 2021-12-10 | 东风汽车底盘系统有限公司 | 一种车轮总成与整车车轴装配方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3973317B2 (ja) * | 1999-04-22 | 2007-09-12 | Ntn株式会社 | 車輪軸受装置の製造方法 |
| JPH10217001A (ja) * | 1997-02-04 | 1998-08-18 | Koyo Seiko Co Ltd | ハブユニット用軸の加工方法 |
| JP4581129B2 (ja) * | 2005-08-09 | 2010-11-17 | Ntn株式会社 | ブレーキロータ付き車輪軸受装置の加工方法 |
-
2005
- 2005-08-09 JP JP2005231094A patent/JP4855005B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8240249B2 (en) | 2007-02-23 | 2012-08-14 | Kabushiki Kaisha Sato | Ink roller cover device of portable type label printing applicator |
| CN105345560A (zh) * | 2015-11-28 | 2016-02-24 | 余静远 | 一种模型赛车车轮车削工具 |
| CN105345560B (zh) * | 2015-11-28 | 2017-06-30 | 余静远 | 一种模型赛车车轮车削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007045305A (ja) | 2007-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9839962B2 (en) | Processing method for brake rotor-equipped wheel bearing devices | |
| US20030098609A1 (en) | Bearing unit for wheel and manufacturing method thereof | |
| JP4855005B2 (ja) | 車輪軸受装置の加工方法 | |
| JP4543928B2 (ja) | 車輪用軸受ユニットの製造方法 | |
| JP2000234624A (ja) | 車輪用軸受ユニットとその製造方法 | |
| JP2006138403A (ja) | 車輪軸受装置 | |
| JP4994617B2 (ja) | 車輪軸受装置の加工方法 | |
| JP4360372B2 (ja) | 車輪用軸受ユニットの製造方法 | |
| JP2002347402A (ja) | 車輪用軸受ユニットとその製造方法 | |
| JP4647333B2 (ja) | ブレーキロータ付き車輪軸受装置の制動面の切削加工方法 | |
| JP4581129B2 (ja) | ブレーキロータ付き車輪軸受装置の加工方法 | |
| JP4554467B2 (ja) | ブレーキロータ付き車輪軸受装置の加工方法 | |
| JP4627017B2 (ja) | 車輪用軸受装置 | |
| JP2005306157A (ja) | 車輪支持用転がり軸受ユニット及びその製造方法 | |
| JP2007203949A (ja) | 車輪用軸受装置 | |
| JP2002347406A (ja) | 車輪用軸受ユニットとその製造方法 | |
| JP2007046636A (ja) | 車輪用軸受装置 | |
| JP2002370104A (ja) | 車輪用軸受ユニットとその製造方法 | |
| JP2003214443A (ja) | 車輪用軸受ユニットとその製造方法 | |
| JP2006021605A (ja) | 車輪支持用転がり軸受ユニット及びその製造方法 | |
| JP2007237332A (ja) | 駆動車輪用軸受ユニットのブレーキロータ加工方法 | |
| JP2007223364A (ja) | 車輪用軸受装置の製造方法 | |
| JP2004225752A (ja) | 車輪用軸受ユニットの製造方法 | |
| JP2015205649A (ja) | 軸受ユニット | |
| JP2005331076A (ja) | 車輪軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080707 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110829 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111013 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4855005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |