JP4831492B2 - セラミック基板の製造方法 - Google Patents
セラミック基板の製造方法 Download PDFInfo
- Publication number
- JP4831492B2 JP4831492B2 JP2008046729A JP2008046729A JP4831492B2 JP 4831492 B2 JP4831492 B2 JP 4831492B2 JP 2008046729 A JP2008046729 A JP 2008046729A JP 2008046729 A JP2008046729 A JP 2008046729A JP 4831492 B2 JP4831492 B2 JP 4831492B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- ceramic substrate
- green sheet
- metal
- mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 title claims description 107
- 239000000919 ceramic Substances 0.000 title claims description 104
- 238000004519 manufacturing process Methods 0.000 title claims description 53
- 229910052751 metal Inorganic materials 0.000 claims description 97
- 239000002184 metal Substances 0.000 claims description 97
- 238000000034 method Methods 0.000 claims description 89
- 239000000463 material Substances 0.000 claims description 81
- 238000005245 sintering Methods 0.000 claims description 69
- 238000010304 firing Methods 0.000 claims description 34
- 239000011521 glass Substances 0.000 claims description 32
- 238000000059 patterning Methods 0.000 claims description 9
- 230000008569 process Effects 0.000 description 40
- 239000004020 conductor Substances 0.000 description 32
- 239000002585 base Substances 0.000 description 29
- 239000000843 powder Substances 0.000 description 25
- 239000007791 liquid phase Substances 0.000 description 17
- 239000000203 mixture Substances 0.000 description 13
- 238000011282 treatment Methods 0.000 description 12
- 238000005422 blasting Methods 0.000 description 10
- 229910010413 TiO 2 Inorganic materials 0.000 description 9
- 239000011230 binding agent Substances 0.000 description 8
- 239000002002 slurry Substances 0.000 description 8
- -1 B 2 O 3 Substances 0.000 description 7
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 7
- 238000005452 bending Methods 0.000 description 7
- 239000002131 composite material Substances 0.000 description 7
- 230000004888 barrier function Effects 0.000 description 6
- 229910010293 ceramic material Inorganic materials 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 238000002156 mixing Methods 0.000 description 6
- 229910052761 rare earth metal Inorganic materials 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000011888 foil Substances 0.000 description 5
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 229910017493 Nd 2 O 3 Inorganic materials 0.000 description 4
- 229910004298 SiO 2 Inorganic materials 0.000 description 4
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 230000004927 fusion Effects 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 238000007650 screen-printing Methods 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 239000001856 Ethyl cellulose Substances 0.000 description 3
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 3
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 3
- 230000006399 behavior Effects 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 238000007606 doctor blade method Methods 0.000 description 3
- 229920001249 ethyl cellulose Polymers 0.000 description 3
- 235000019325 ethyl cellulose Nutrition 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 229910001404 rare earth metal oxide Inorganic materials 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 229910004283 SiO 4 Inorganic materials 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- GEIAQOFPUVMAGM-UHFFFAOYSA-N ZrO Inorganic materials [Zr]=O GEIAQOFPUVMAGM-UHFFFAOYSA-N 0.000 description 2
- 235000011114 ammonium hydroxide Nutrition 0.000 description 2
- 238000004380 ashing Methods 0.000 description 2
- 229910052788 barium Inorganic materials 0.000 description 2
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000003989 dielectric material Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000002241 glass-ceramic Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 238000007582 slurry-cast process Methods 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910052905 tridymite Inorganic materials 0.000 description 2
- 229910021489 α-quartz Inorganic materials 0.000 description 2
- 229920003067 (meth)acrylic acid ester copolymer Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 238000007088 Archimedes method Methods 0.000 description 1
- 229910015999 BaAl Inorganic materials 0.000 description 1
- 229910015902 Bi 2 O 3 Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 229910020068 MgAl Inorganic materials 0.000 description 1
- 229910017625 MgSiO Inorganic materials 0.000 description 1
- 229910002651 NO3 Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- 229910003668 SrAl Inorganic materials 0.000 description 1
- 229910002367 SrTiO Inorganic materials 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 1
- 229910021486 amorphous silicon dioxide Inorganic materials 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000001354 calcination Methods 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 235000011089 carbon dioxide Nutrition 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052906 cristobalite Inorganic materials 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 229910021488 crystalline silicon dioxide Inorganic materials 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- QOSATHPSBFQAML-UHFFFAOYSA-N hydrogen peroxide;hydrate Chemical compound O.OO QOSATHPSBFQAML-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 238000013532 laser treatment Methods 0.000 description 1
- YEXPOXQUZXUXJW-UHFFFAOYSA-N lead(II) oxide Inorganic materials [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000010534 mechanism of action Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229920003146 methacrylic ester copolymer Polymers 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- SWELZOZIOHGSPA-UHFFFAOYSA-N palladium silver Chemical compound [Pd].[Ag] SWELZOZIOHGSPA-UHFFFAOYSA-N 0.000 description 1
- 230000003071 parasitic effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920000379 polypropylene carbonate Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000000992 sputter etching Methods 0.000 description 1
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 1
- 229940116411 terpineol Drugs 0.000 description 1
- 238000009210 therapy by ultrasound Methods 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 229910000500 β-quartz Inorganic materials 0.000 description 1
Images








Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Description
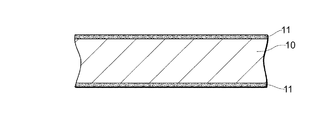
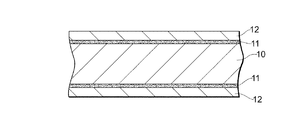
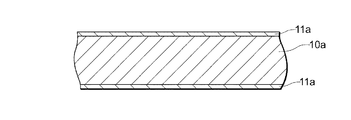
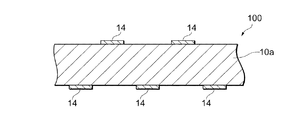
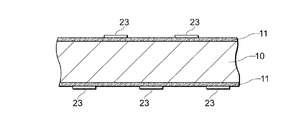
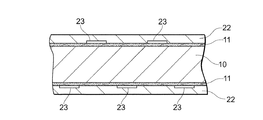
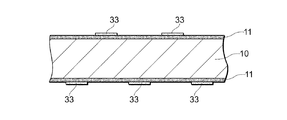
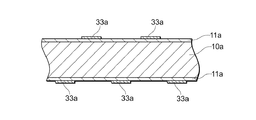
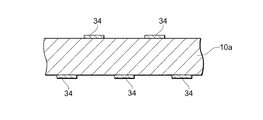
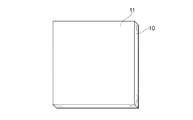
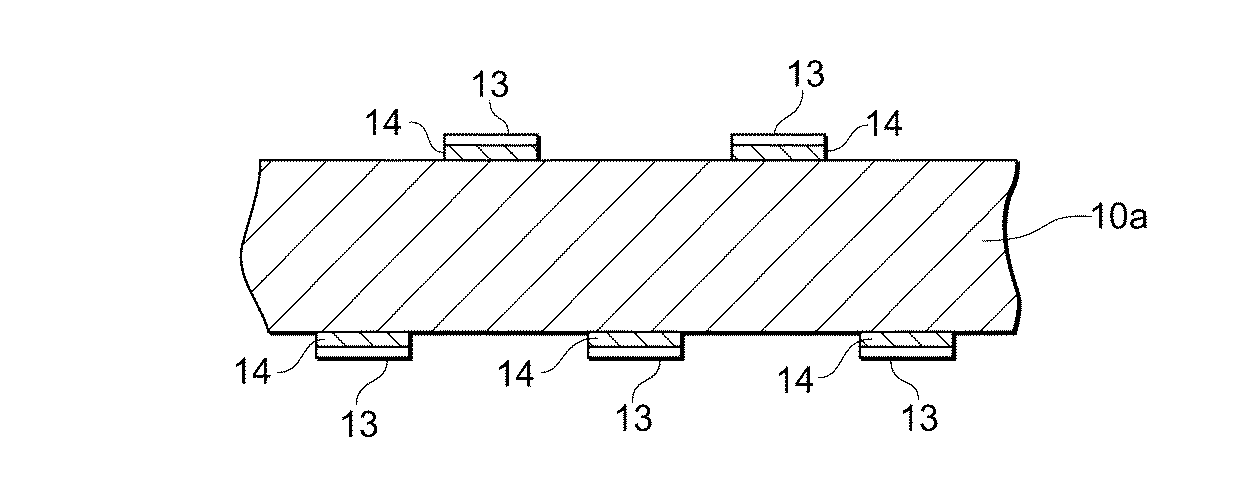
図1乃至図7は、本発明によるセラミック基板の製造方法の好適な第1実施形態によってセラミック基板を製造する手順を示す工程図(フロー図)であり、各工程におけるセラミック基板の要部を示す概略断面図である。
図8乃至図12は、本発明によるセラミック基板の製造方法の好適な第2実施形態によってセラミック基板を製造する手順を示す工程図(フロー図)であり、各工程におけるセラミック基板の要部を示す概略断面図である。
図13乃至図16は、本発明によるセラミック基板の製造方法の好適な第3実施形態によってセラミック基板を製造する手順を示す工程図(フロー図)であり、各工程におけるセラミック基板の要部を示す概略断面図である。
表1に示す組成系のLTCC材料、及び、液相形成用の焼結助剤を含有するセラミック基板の素地材料(グリーンシート母剤)を調製した。
上記A材、B材、C材、及びD材をセラミック基板の素地材料として用い、上述した第1実施形態と同様の方法を用いて図4に示す状態のセラミック基板(実施例1〜4)を得た。
評価用の参考例1〜4として、実施例1〜4で形成したグリーンシート10に金属ペースト層及び拘束層を設けることなく、そのままの状態で、約900℃で所定時間焼成し、誘電体層のみからなる焼結体を得た。この焼結体は、無収縮プロセスではなく自由収縮プロセスを適用したものであり、セラミック基板の各素地材料の焼結体に対して望まれる焼結密度及び抗折強度の指標となるものである。
金属ペースト層11を形成しなかったこと以外は、実施例4(D材)と同様にして焼結体を得た。すなわち、比較例1の焼結体は、グリーンシート10の両面に金属ペースト層11を形成することなく、拘束層12を直接形成して焼結した後、未焼結体として残存する拘束層12をブラスト処理で除去したものである。
実施例1〜4で得たセラミック基板を、アンモニア水と過酸化水素水を同量(50vol%/50vol%)混合した溶液に浸漬し、金属ペースト層11の焼成によって形成された導体層11aを除去した。実施例1〜4から得られたこれらの誘電体層10aのみの焼結体、参考例1〜4で得られた誘電体層10aのみの焼結体、及び、比較例1で得られた誘電体層10aのみの焼結体について、それらの焼結密度及び抗折強度を測定した。なお、焼結密度は、水を用いたアルキメデス法による焼結体の嵩密度と重量の測定結果から算出し、抗折強度の測定は、JIS SR 1601に規定する抗折強度の測定に準拠して行った。得られた結果を表2にまとめて示す。
Claims (5)
- セラミック基板の素地材料からなるグリーンシートを形成し、
前記グリーンシートの少なくとも片面に金属を含む第1の層を形成し、
前記第1の層上に、前記第1の層上に所定のマスクパターンを形成した後、さらに前記素地材料の焼成温度では焼結しない第2の層を形成し、
前記第2の層が形成された積層体を焼成し、
前記焼成された積層体から前記第2の層を除去し、
前記第2の層が除去された後の前記第1の層を、前記マスクパターンを用いてパターニングすることにより配線層を形成する、
セラミック基板の製造方法。 - 前記素地材料として、非ガラス系材料を用いる、
請求項1記載のセラミック基板の製造方法。 - 前記第1の層が焼結助剤を含む、
請求項1又は2記載のセラミック基板の製造方法。 - 前記第2の層が除去された前記第1の層上に、所定のパターンを有するマスクを形成し、
前記マスクを用いて前記第1の層をパターニングすることにより前記配線層を形成する、
請求項1記載のセラミック基板の製造方法。 - 前記第1の層を形成した後でかつ前記第2の層を形成する前に、前記第1の層上に、前記第1の層に含まれる金属と同じ金属を含む所定のマスクパターンを形成し、
前記第2の層が除去された後の前記第1の層を、前記マスクパターンを用いてパターニングすることにより前記配線層を形成する、
請求項1記載のセラミック基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008046729A JP4831492B2 (ja) | 2008-02-27 | 2008-02-27 | セラミック基板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008046729A JP4831492B2 (ja) | 2008-02-27 | 2008-02-27 | セラミック基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009206282A JP2009206282A (ja) | 2009-09-10 |
| JP4831492B2 true JP4831492B2 (ja) | 2011-12-07 |
Family
ID=41148264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008046729A Expired - Fee Related JP4831492B2 (ja) | 2008-02-27 | 2008-02-27 | セラミック基板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4831492B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0590734A (ja) * | 1991-09-27 | 1993-04-09 | Nikko Co | セラミツク基板上への導体形成方法および導体回路パターンの形成方法 |
| JP3197147B2 (ja) * | 1993-10-15 | 2001-08-13 | 松下電器産業株式会社 | 多層セラミック基板の製造方法 |
| JP3663670B2 (ja) * | 1995-05-31 | 2005-06-22 | 株式会社デンソー | 半導体ウエハの分割装置 |
| JP2000151067A (ja) * | 1998-11-06 | 2000-05-30 | Mitsui Mining & Smelting Co Ltd | 新規なプリント配線板および多層プリント配線板の製造方法 |
| JP3646587B2 (ja) * | 1999-10-27 | 2005-05-11 | 株式会社村田製作所 | 多層セラミック基板およびその製造方法 |
| JP2006093567A (ja) * | 2004-09-27 | 2006-04-06 | Kyocera Corp | 電子部品の製造方法 |
-
2008
- 2008-02-27 JP JP2008046729A patent/JP4831492B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009206282A (ja) | 2009-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100038120A1 (en) | Layered ceramic electronic component and manufacturing method therefor | |
| US20200035417A1 (en) | Multilayer ceramic electronic component | |
| US20200135400A1 (en) | Multilayer ceramic electronic component and method of manufacturing the same | |
| JP7551280B2 (ja) | 積層セラミック電子部品 | |
| JP4557417B2 (ja) | 低温焼成セラミック配線基板の製造方法 | |
| JP3897472B2 (ja) | 受動部品内蔵多層配線基板およびその製造方法 | |
| JP3652196B2 (ja) | セラミック配線基板の製造方法 | |
| JP4578134B2 (ja) | コンデンサ内蔵ガラスセラミック多層配線基板 | |
| JP2002290043A (ja) | セラミック配線基板の製造方法 | |
| JP3955389B2 (ja) | コンデンサ内蔵基板およびその製造方法 | |
| JP4831492B2 (ja) | セラミック基板の製造方法 | |
| JP4688460B2 (ja) | コンデンサ内蔵ガラスセラミック多層配線基板 | |
| JP2010080866A (ja) | 多層配線板及びその製造方法 | |
| JP5019106B2 (ja) | 多層セラミックス基板の製造方法 | |
| JP2004228410A (ja) | 配線基板 | |
| JP4496529B2 (ja) | 多層セラミック基板の製造方法及び多層セラミック基板 | |
| JP2010153554A (ja) | セラミック基板及びその製造方法 | |
| JP2010045212A (ja) | 積層セラミック電子部品及びその製造方法 | |
| JP4658465B2 (ja) | コンデンサ内蔵ガラスセラミック多層配線基板 | |
| JP5110419B2 (ja) | Ag粉末、導体ペースト及び多層セラミック基板とその製造方法 | |
| JPH11157945A (ja) | セラミック電子部品の製造方法及びそれに用いるダミー用グリーンシート | |
| JP4817855B2 (ja) | コンデンサ内蔵配線基板およびその製造方法 | |
| JP2008186905A (ja) | 低温焼成配線基板の製造方法 | |
| JP4530864B2 (ja) | コンデンサ内蔵配線基板 | |
| JP2002353626A (ja) | 多層配線基板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110325 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110513 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110826 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110908 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |