JP4823718B2 - 熱間成形金型及びプレス成形装置並びに熱間プレス成形方法 - Google Patents
熱間成形金型及びプレス成形装置並びに熱間プレス成形方法 Download PDFInfo
- Publication number
- JP4823718B2 JP4823718B2 JP2006055796A JP2006055796A JP4823718B2 JP 4823718 B2 JP4823718 B2 JP 4823718B2 JP 2006055796 A JP2006055796 A JP 2006055796A JP 2006055796 A JP2006055796 A JP 2006055796A JP 4823718 B2 JP4823718 B2 JP 4823718B2
- Authority
- JP
- Japan
- Prior art keywords
- supply path
- nozzle member
- refrigerant
- mold
- branch supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/06—Heating or cooling methods or arrangements specially adapted for performing forging or pressing operations
Description
1a:凸部
2:下金型としてのダイ
2a:凹部
2a1:側壁
4:金属板(成形体)
5:成形装置
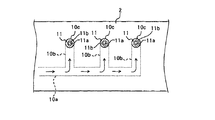
10a:主供給路
10b:分岐供給路
10c:噴出口
10d:ネジ部
11:ノズル部材(ネジ締結) 11a:通過孔
12:ノズル部材(弾性材料)
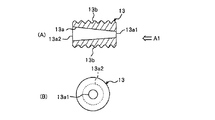
13:ノズル部材(通過孔がテーパ孔) 13a:通過孔
14:ノズル部材(通過孔が四角孔) 14a:通過孔
Claims (6)
- 加熱された鋼板をプレス成形し、当該成形体が金型で保持されているときに冷媒を噴出して冷却する熱間成形金型において、
冷媒を通過させる主供給路と、
該主供給路から分岐し、該金型外に前記冷媒を噴出させる噴出口を含む複数の分岐供給路と、
前記各分岐供給路のうち前記噴出口側に固定され、前記冷媒を通過させる通過孔を用いて前記冷媒の通過量を制限するノズル部材とを有し、
ノズル部材における前記噴出口側の端面が該金型の成形面よりも奥側に位置するようにノズル部材を分岐供給路内に配置し、
ノズル部材における前記噴出口側の端面と該金型の成形面との距離が、0.05mm以上であって、50mm以下であることを特徴とする熱間成形金型。 - 前記ノズル部材は、前記分岐供給路のうち前記噴出口側の領域に形成されたネジ部と係合するネジ部を有することを特徴とする請求項1に記載の熱間成形金型。
- 前記ノズル部材は、この弾性変形によって前記分岐供給路の内面に圧接することを特徴とする請求項1に記載の熱間成形金型。
- 前記ノズル部材は、前記分岐供給路に対して、溶接又は接着剤により固定されていることを特徴とする請求項1から3のいずれかに記載の熱間成形金型。
- 第1の金型と、
該第1の金型と組み合わせて用いる第2の金型とを有するプレス成形装置であって、
前記第1及び第2の金型のうち少なくとも一方が、請求項1から4のいずれかに記載の熱間成形金型であり、
前記熱間成形金型の主供給路及び分岐供給路内を冷媒に対して、少なくとも2段階以上に圧力制御できる加圧手段を有することを特徴とするプレス成形装置。 - 請求項5に記載されたプレス成形装置を用い、プレス成形工程の前に、主供給路及び分岐供給路内の冷媒を噴出しない程度までに加圧して待機させ、金型が下死点保持のタイミングに、前記冷媒を前記待機時の圧力よりも更に加圧し、成形された金属板へ噴出させることを特徴とする熱間プレス成形方法。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006055796A JP4823718B2 (ja) | 2006-03-02 | 2006-03-02 | 熱間成形金型及びプレス成形装置並びに熱間プレス成形方法 |
| BRPI0708404A BRPI0708404B1 (pt) | 2006-03-02 | 2007-03-01 | matriz de formação a quente, aparelho de formação por prensagem, e método de formação por prensagem a quente |
| ES07737616.8T ES2556649T3 (es) | 2006-03-02 | 2007-03-01 | Matriz para estampación en caliente, aparato para estampación, y método de estampación en caliente |
| KR1020087024082A KR101038160B1 (ko) | 2006-03-02 | 2007-03-01 | 열간 성형 금형 및 프레스 성형 장치 및 열간 프레스 성형 방법 |
| PCT/JP2007/053936 WO2007100053A1 (ja) | 2006-03-02 | 2007-03-01 | 熱間成形金型及びプレス成形装置並びに熱間プレス成形方法 |
| US12/281,420 US8291740B2 (en) | 2006-03-02 | 2007-03-01 | Hot forming die, press forming apparatus, and hot press forming method |
| EP07737616.8A EP1990109B1 (en) | 2006-03-02 | 2007-03-01 | Hot-forming die, press-forming device, and hot press-forming method |
| CN2007800075646A CN101394950B (zh) | 2006-03-02 | 2007-03-01 | 热成形模具和冲压成形装置以及热压成形方法 |
| MX2008010957A MX2008010957A (es) | 2006-03-02 | 2007-03-01 | Troquel para embutir en caliente, aparato para conformacion por presion y metodo de conformacion por presion en caliente. |
| CA2644266A CA2644266C (en) | 2006-03-02 | 2007-03-01 | Hot forming die, press forming apparatus, and hot press forming method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006055796A JP4823718B2 (ja) | 2006-03-02 | 2006-03-02 | 熱間成形金型及びプレス成形装置並びに熱間プレス成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007229772A JP2007229772A (ja) | 2007-09-13 |
| JP4823718B2 true JP4823718B2 (ja) | 2011-11-24 |
Family
ID=38459152
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006055796A Active JP4823718B2 (ja) | 2006-03-02 | 2006-03-02 | 熱間成形金型及びプレス成形装置並びに熱間プレス成形方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US8291740B2 (ja) |
| EP (1) | EP1990109B1 (ja) |
| JP (1) | JP4823718B2 (ja) |
| KR (1) | KR101038160B1 (ja) |
| CN (1) | CN101394950B (ja) |
| BR (1) | BRPI0708404B1 (ja) |
| CA (1) | CA2644266C (ja) |
| ES (1) | ES2556649T3 (ja) |
| MX (1) | MX2008010957A (ja) |
| WO (1) | WO2007100053A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8671729B2 (en) * | 2010-03-02 | 2014-03-18 | GM Global Technology Operations LLC | Fluid-assisted non-isothermal stamping of a sheet blank |
| DE102010011188A1 (de) * | 2010-03-11 | 2012-01-12 | Thyssenkrupp Sofedit S.A.S | Formwerkzeug mit innerhalb von Werkzeugteilen verzweigten Kühlkanalbohrungen |
| JP5418728B2 (ja) * | 2011-05-23 | 2014-02-19 | 新日鐵住金株式会社 | 熱間プレス成形方法及び熱間プレス成形金型 |
| DE102012104734A1 (de) | 2012-05-31 | 2013-12-05 | Outokumpu Nirosta Gmbh | Verfahren und Vorrichtung zur Herstellung von umgeformten Blechteilen bei Tieftemperatur |
| JP5830056B2 (ja) * | 2013-06-05 | 2015-12-09 | トヨタ自動車株式会社 | プレス装置及び噴射ノズル |
| WO2015037657A1 (ja) * | 2013-09-12 | 2015-03-19 | 新日鐵住金株式会社 | 熱間プレス成形の冷却方法および熱間プレス成形装置 |
| EP3110574B1 (de) * | 2014-02-24 | 2019-11-27 | Bayerische Motoren Werke Aktiengesellschaft | Umformwerkzeug, zur formgebenden bearbeitung eines werkstücks sowie verfahren zum anordnen einer temperiereinrichtung an einem umformwerkzeug |
| DE102014118411A1 (de) * | 2014-12-11 | 2016-06-16 | Thyssenkrupp Ag | Werkzeug mit einer Aufnahme für eine austauschbare Werkzeugkomponente und Verfahren zum Austauschen einer Werkzeugkomponente in einem Werkzeug |
| KR101874858B1 (ko) * | 2016-08-30 | 2018-07-05 | 주식회사 신영 | 핫스탬핑용 냉각 시스템 |
| CN110497490B (zh) * | 2018-05-17 | 2023-07-21 | 浙江三箭工贸有限公司 | 一种竹框部件冲压模具总成及冲压方法 |
| CN110252896A (zh) * | 2019-07-18 | 2019-09-20 | 上海凌云汽车模具有限公司 | 一种热成型零件的淬火工艺及其热成型模具 |
| WO2023089358A1 (en) * | 2021-11-18 | 2023-05-25 | Arcelormittal | Hot stamping die and hot stamping process using a hot stamping press |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1580931A (en) * | 1922-12-06 | 1926-04-13 | George E Thackray | Metal flanging |
| US2171461A (en) * | 1938-05-18 | 1939-08-29 | Verner G Anderson | Water-cooled wire block |
| US3691813A (en) * | 1970-10-19 | 1972-09-19 | Dow Chemical Co | Fluid quench apparatus |
| US3972744A (en) * | 1974-02-11 | 1976-08-03 | Houdaille Industries, Inc. | Method of and means for making lightweight, low cost impact resistant bumpers |
| US3998084A (en) * | 1974-11-01 | 1976-12-21 | Marotta Scientific Controls, Inc. | Cooling spray system for rolling mill |
| US4068705A (en) * | 1975-01-10 | 1978-01-17 | Southwire Company | Forming apparatus with roller guide tube |
| US4005591A (en) * | 1976-02-11 | 1977-02-01 | Besser Industries, Inc. | Ball sizing machine and method |
| SU935166A1 (ru) * | 1980-10-08 | 1982-06-15 | Предприятие П/Я А-1575 | Штамп дл формообразовани с одновременной закалкой изделий из листового материала |
| US4442689A (en) * | 1982-02-16 | 1984-04-17 | Arnold Senatore | Lubricating die holder |
| US4949813A (en) * | 1989-02-15 | 1990-08-21 | Kidder Paul R | Lubrication/coolant delivery system |
| JPH0360687A (ja) * | 1989-07-28 | 1991-03-15 | Brother Ind Ltd | ミシン |
| JPH0724717Y2 (ja) * | 1989-10-19 | 1995-06-05 | 本田技研工業株式会社 | オイルボルト |
| JPH07144235A (ja) * | 1993-11-24 | 1995-06-06 | Nkk Corp | 板材の張出し加工方法およびその装置 |
| JPH1085562A (ja) * | 1996-09-17 | 1998-04-07 | Asahi Chem Ind Co Ltd | ユニオン式制限オリフィス及び濾過装置 |
| US6440354B1 (en) * | 1998-12-04 | 2002-08-27 | Kabushiki Kaisha Asano Kenkyusho | Thermoforming process |
| JP3806302B2 (ja) * | 2000-01-25 | 2006-08-09 | 臼井国際産業株式会社 | コモンレール |
| JP2002282951A (ja) | 2001-03-22 | 2002-10-02 | Toyota Motor Corp | 金属板材の熱間プレス成形方法及び熱間プレス成形装置 |
| JP4438450B2 (ja) * | 2003-04-07 | 2010-03-24 | 株式会社デンソー | 配管継手装置およびその組付方法 |
| JP3863874B2 (ja) * | 2003-10-02 | 2006-12-27 | 新日本製鐵株式会社 | 金属板材の熱間プレス成形装置及び熱間プレス成形方法 |
| JP4319508B2 (ja) * | 2003-10-10 | 2009-08-26 | 株式会社山武 | 定流量電動弁 |
| JP2005257030A (ja) * | 2004-03-15 | 2005-09-22 | Nikon Corp | 流体軸受、ステージ装置及び露光装置、評価装置及び評価方法 |
| JP4134931B2 (ja) | 2004-03-30 | 2008-08-20 | 株式会社デンソー | エジェクタ |
-
2006
- 2006-03-02 JP JP2006055796A patent/JP4823718B2/ja active Active
-
2007
- 2007-03-01 ES ES07737616.8T patent/ES2556649T3/es active Active
- 2007-03-01 CA CA2644266A patent/CA2644266C/en active Active
- 2007-03-01 BR BRPI0708404A patent/BRPI0708404B1/pt active IP Right Grant
- 2007-03-01 US US12/281,420 patent/US8291740B2/en active Active
- 2007-03-01 EP EP07737616.8A patent/EP1990109B1/en active Active
- 2007-03-01 WO PCT/JP2007/053936 patent/WO2007100053A1/ja active Application Filing
- 2007-03-01 MX MX2008010957A patent/MX2008010957A/es active IP Right Grant
- 2007-03-01 CN CN2007800075646A patent/CN101394950B/zh active Active
- 2007-03-01 KR KR1020087024082A patent/KR101038160B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0708404B1 (pt) | 2020-01-21 |
| KR101038160B1 (ko) | 2011-05-31 |
| EP1990109A1 (en) | 2008-11-12 |
| CN101394950A (zh) | 2009-03-25 |
| EP1990109A4 (en) | 2013-03-06 |
| EP1990109B1 (en) | 2015-11-04 |
| US8291740B2 (en) | 2012-10-23 |
| CA2644266C (en) | 2012-02-21 |
| ES2556649T3 (es) | 2016-01-19 |
| CA2644266A1 (en) | 2007-09-07 |
| CN101394950B (zh) | 2012-09-19 |
| KR20080098446A (ko) | 2008-11-07 |
| BRPI0708404A2 (pt) | 2011-05-31 |
| WO2007100053A1 (ja) | 2007-09-07 |
| MX2008010957A (es) | 2008-09-08 |
| JP2007229772A (ja) | 2007-09-13 |
| US20090013749A1 (en) | 2009-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4823718B2 (ja) | 熱間成形金型及びプレス成形装置並びに熱間プレス成形方法 | |
| CN103547390B (zh) | 热压成型方法以及热压成型模具 | |
| JP5898411B2 (ja) | インサートカラーの成形方法 | |
| JP4751186B2 (ja) | トランスファープレス装置 | |
| JP6323427B2 (ja) | 熱間プレス加工装置 | |
| CN210754647U (zh) | 一种碱性电池壳体加工生产线 | |
| KR100944012B1 (ko) | 프로그레시브금형의 벤딩장치 | |
| JP5334449B2 (ja) | 鍛造加工装置 | |
| KR200403958Y1 (ko) | 쉘 너트 제조장치 | |
| JP4232680B2 (ja) | 鍛造用成形型の冷却装置および冷却方法 | |
| CN212944983U (zh) | 一种多工位冲压模具 | |
| CN211941204U (zh) | 一种驾驶室内饰冲压模具 | |
| CN205464004U (zh) | 一种管件扩口加工装置 | |
| CN215902540U (zh) | 一种导毛边冲压模具 | |
| CN209334640U (zh) | 油路螺栓的成型装置 | |
| JP3135539U (ja) | レンズ非接触搬送装置 | |
| CN104492949A (zh) | 一种实现预应力夹片一次冲压成型装置 | |
| CN102921855A (zh) | 一种快速接头锻造工艺及锻造模具 | |
| CN210754917U (zh) | 高速镦锻反冲头成形模具 | |
| KR20130013298A (ko) | 리벳용 요크의 제조장치 | |
| CN112236245B (zh) | 突起部形成方法、突起部形成系统及具有突起部的金属零组件的制造方法 | |
| CN108405778B (zh) | 一种冷锻加工模具的排废料机构及排废料方法 | |
| JP4254065B2 (ja) | 多段式圧造成形機 | |
| JP3131979U (ja) | 圧造成形機のパンチ保持機構 | |
| KR101931528B1 (ko) | 파이프 커넥터 소재 절단 및 성형장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080303 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110222 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110906 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110907 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4823718 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |