JP4792175B2 - 化粧フィルムおよびそのフィルムを積層した化粧板 - Google Patents
化粧フィルムおよびそのフィルムを積層した化粧板 Download PDFInfo
- Publication number
- JP4792175B2 JP4792175B2 JP2001182520A JP2001182520A JP4792175B2 JP 4792175 B2 JP4792175 B2 JP 4792175B2 JP 2001182520 A JP2001182520 A JP 2001182520A JP 2001182520 A JP2001182520 A JP 2001182520A JP 4792175 B2 JP4792175 B2 JP 4792175B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin layer
- film
- decorative film
- decorative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Landscapes
- Finishing Walls (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
【発明の属する技術分野】
本発明は、各種家具類や建築内装材等に使用される化粧フィルム、およびこの化粧フィルムを積層した化粧板に関する。
【0002】
【従来の技術】
従来、各種家具類や建築内装材等に使用される化粧フィルムとしては、
(1)基材となる樹脂層に通常の方法を用いて印刷を施し、印刷層の表面保護のために、アミノアルキッド樹脂、ウレタン樹脂等のコート層を設けた化粧フィルム、
(2)基材となる樹脂層に印刷を施した後、透明な2軸延伸ポリエステルフィルムを接着剤層を介して積層した化粧フィルム、
(3)ポリ塩化ビニルフィルムの上に通常の方法を用いて印刷を施した後、透明なポリ塩化ビニルフィルムや2軸延伸ポリエステルフィルムを積層した化粧フィルム、
などの化粧フィルムが知られている。
【0003】
しかしながら、上記(1)の化粧フィルムを積層した化粧板は、化粧フィルムの強度が不十分であるため、Vカット加工などを施す場合、加工時に化粧フィルムが割れたり、コーナー部のインキが剥離し易いという問題があるため、Vカット加工などを施す用途には適していない。(2)の化粧フィルムを積層した化粧板は、耐汚染性、耐溶剤性などの表面物性には優れているが、表面フィルムの柔軟性に乏しく、軟化温度が高いためエンボス加工を施す場合に、エンボスが入り難い。(3)の化粧フィルムを積層した化粧板は、ポリ塩化ビニルフィルムが用いられているため、耐汚染性、耐溶剤性などの表面物性が劣り、また焼却して廃棄処理する際に、塩化水素ガスのような有毒ガスおよびそれに起因する有害物質が発生して環境を汚染したり、焼却する際に焼却炉を傷めたりするおそれがあるなどの問題を抱えている。
【0004】
さらに、化粧板の製造方法として、3次元の曲面を有する基板に真空成形法やラッピング加工法を用いて、化粧フィルムを積層する方法が行われている。この方法を用いて曲面に化粧フィルムを積層するためには、化粧フィルムは基板の曲面に沿って追従して積層加工が可能な程度に十分に軟質であることが必要であるが、軟質に過ぎると表面の耐疵付き性に乏しくなり、両方の特性を幅広く満足する化粧フィルムを得ることは極めて困難な状態にある。
【0005】
【発明が解決しようとする課題】
本発明は上記の問題を解決することを目的として、従来のポリ塩化ビニル樹脂フィルムを用いた化粧シートと同等以上のエンボス加工による凹凸模様を付与することが可能で、意匠性、耐汚染性、耐溶剤性などの優れた表面物性を有し、さらに真空成形性やラッピング加工が可能な程度に軟質で、かつ耐疵付き性にも優れた化粧フィルム、およびその化粧フィルムを積層した化粧板を提供することを課題とする。
【0006】
【課題を解決するための手段】
本発明は、接着樹脂層、基材樹脂層、印刷層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるポリエステル樹脂(以下PESと呼ぶ)からなると共に、基材樹脂層が下層のブチレンテレフタレート/ ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム、または、基材樹脂層、印刷層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるPESからなると共に、基材樹脂層が下層のブチレンテレフタレート/ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム、または、接着樹脂層、基材樹脂層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるPESからなると共に、基材樹脂層が下層のブチレンテレフタレート/ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム、または、基材樹脂層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるPESからなると共に、基材樹脂層が下層のブチレンテレフタレート/ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム、に関する。
【0007】
本発明はさらに、前記表面樹脂層が、エチレンイソフタレートを0〜15モル%含有するエチレンテレフタレート/エチレンイソフタレート共重合体(以下PETIと呼ぶ)、またはブチレンイソフタレートを10〜25モル%含有するブチレンテレフタレート/ブチレンイソフタレート共重合体(以下PBTIと呼ぶ)、またはポリカーボネート(以下PCと呼ぶ)とポリエステルエラストマー(以下PELと呼ぶ)のブレンド樹脂、またはポリブチレンテレフタレート(以下PBTと呼ぶ)とPELのブレンド樹脂、または、ポリエチレンテレフタレート(以下PETと呼ぶ)とPELのブレンド樹脂であることが好ましい。
【0008】
本発明はまたさらに、前記表面樹脂層または基材樹脂層にエンボス加工もしくは鏡面仕上加工が施されるか、または選択的にその上にさらに艶調整層を設けた化粧フィルムであり、
前記印刷層が絵柄印刷層もしくはベタ印刷層、または、ベタ印刷層の上に絵柄印刷層が積層されてなることが好ましい。
さらに、前記基材樹脂層が着色顔料を混練したPESからなり、さらに前記基材樹脂層がエンボス加工を施され、該エンボス加工により形成されたエンボス凹部にインキが充填されてなる印刷層を有することが好ましい。
本発明はまたさらに、前記接着樹脂層が、PETI、PBTIなどのPESからなる化粧フィルムであることが好ましい。
【0009】
さらに、本発明の化粧フィルム成形体は、上記のいずれかの化粧フィルムを真空成形またはラッピング加工により3次元曲面に成形してなることが好ましい。
【0010】
さらに本発明は、基板の少なくとも片面に、接着剤を介して上記のいずれかの化粧フィルムを積層した化粧板であり、
前記基板が3次元曲面を有すること、前記基板が金属板、木質板、無機質ボードのいずれかであることを特徴とする。
さらに、上記のいずれかの化粧板を用いてなるシステムキッチンの外板および扉、室内ドア、タンスの外板および扉も発明の対象とする。
【0011】
【発明の実施の形態】
本発明の発明者等は、従来のポリ塩化ビニル樹脂フィルムを用いた化粧シートと同等以上のエンボス加工による凹凸模様を付与することが可能で、意匠性、耐汚染性、耐溶剤性などの優れた表面物性を有し、さらに真空成形やラッピング加工が可能な程度に軟質で、かつ耐疵付き性にも優れ、焼却時に有毒ガスおよびそれに起因する有害物質が発生して環境を汚染するおそれがあるポリ塩化ビニル樹脂フィルムに替わる化粧フィルムについて鋭意検討した結果、常温における弾性率が1000MPa以上であり、70〜120℃における弾性率が5〜500MPaであるポリエステル樹脂層を少なくとも最表層とする、1層または2層以上の樹脂層からなる樹脂フィルムを構成することにより、上記の要求特性を満足する化粧フィルムが得られることを見出した。
【0012】
以下に本発明についてその内容を説明する。
図1〜6は、それぞれ本発明の化粧フィルムの例を示す概略断面図、図7は本発明の化粧フィルムを真空成形により3次元曲面に成形する方法の概略図、図8は本発明の化粧フィルムをラッピング加工により3次元曲面に成形する方法の概略図、図9は本発明の化粧板の一例を示す概略断面図である。図10は本発明の化粧板の真空成形性の評価に用いる田形の型の概略斜視図である。
【0013】
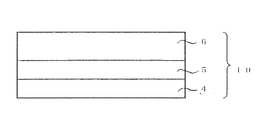
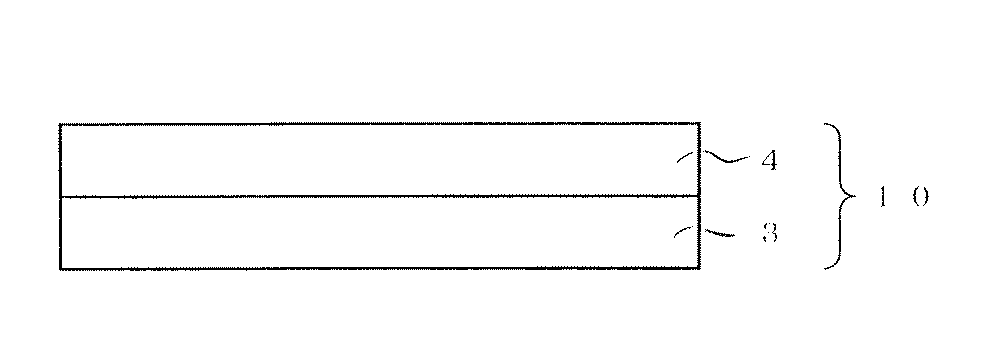
本発明の化粧フィルム10は、図1に示すように片面に接着樹脂層3を設けた基材樹脂層4の他の片面に、ベタ印刷層5a、絵柄印刷層5bよりなる印刷層5が設けられ、該印刷層5の上面に、図1に示すように表面に選択的にエンボス加工を施した表面樹脂層6が積層されており、ベタ印刷層5a、絵柄印刷層5bよりなる印刷層5を設けた基材樹脂層4の印刷層5と表面樹脂層6は、接着剤層を用いずに熱接着によって積層される。表面樹脂層6の表面は、エンボス加工に替えて鏡面加工を施してもよい。
【0014】
また、本発明の化粧フィルム10は、図2に示すように、基材樹脂層4の片面に印刷層5が設けられ、該印刷層5の上面に、図2に示すように表面に選択的に鏡面加工を施した表面樹脂層6が積層された構成としてもよい。
印刷層5と表面樹脂層6は、接着剤層を用いずに熱接着によって積層される。表面樹脂層6の表面は、鏡面加工に替えてエンボス加工を施してもよい。
【0015】
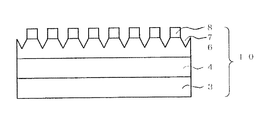
さらに、本発明の化粧フィルム10は、図3に示すように片面に接着樹脂層3を設けた基材樹脂層4の他の片面に表面樹脂層6が積層された構成としてもよい。接着樹脂層3を設けた基材樹脂層4と表面樹脂層6は、接着剤層を用いずに熱接着によって積層される。また、表面樹脂層6の表面にエンボス加工を施し、さらにその上層にエンボス凹部7を消失させない程度に艶調整層8を設けてもよい。
【0016】
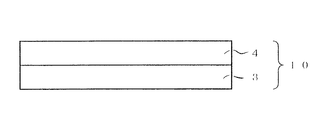
またさらに、本発明の化粧フィルム10は、図4に示すように基材樹脂層4の片面に表面樹脂層6が積層された構成としてもよい。基材樹脂層4と表面樹脂層6は、接着剤層を用いずに熱接着によって積層される。また、基材樹脂層4の表面樹脂層6と接する片面にエンボス加工を施してエンボス凹部7を設け、ワイピング印刷法を用いてこのエンボス凹部7にインキ9を充填して着色し、意匠性を高めてもよい。
【0017】
またさらに、本発明の化粧フィルム10は、図5に示すように片面に接着樹脂層3を設けた基材樹脂層4の構成としてもよいし、図6に示すように片面に選択的にエンボス加工を施した基材樹脂層4のみの単層の構成としてもよい。基材樹脂層4は着色顔料を混練した着色基材樹脂層4aとしてもよい。またエンボス加工を施し、さらにその上層にエンボス凹部7を消失させない程度に艶調整層8を設けてもよいし、エンボス加工に替えて鏡面加工を施してもよい。
【0018】
本発明に用いられる基材樹脂層4はPESフィルムであることが好ましい。PESとしては、PELまたはPBTの他に、PC、PBT、PET、PBTI、PETIのいずれかにPELを50%以上でかつ100%未満ブレンドしてなる樹脂が好ましく、また、PBTIを下層としPELを上層とする2層樹脂、PETIを下層としPELを上層とする2層樹脂、PETIを下層としPBTを上層とする2層樹脂からなり、その層厚比が1:9〜9:1である2層樹脂フィルムを用いることも好ましい。なお、これらのPBTIにおいては、ブチレンイソフタレートのモル%が5〜20モル%であることが好ましく、またPETIにおいてはエチレンイソフタレートのモル%が0〜15モル%であることが好ましく、さらに、PBTとしては1.0〜2.0の固有粘度(IV値)を有していることが好ましいが、固有粘度は製膜性の面から1.5以下、耐水経時性(耐水劣化性)の面から1.2以上であることがより好ましい。また、図6に示すように、基材樹脂層4は押出機を用いて製膜する際に、着色顔料を混練して着色基材樹脂層4aとしてもよい。
【0019】
表面樹脂層6としてはPESフィルムを用いることが好ましい。PESとしては、エチレンイソフタレートのモル%が0〜15モル%であるPETI、ブチレンイソフタレートのモル%が10〜25モル%であるPBTIや、PC、PBT、PETのいずれかにPELを50%以上でかつ100%未満ブレンドしてなる樹脂が好ましく、PBTは1.0〜2.0の固有粘度を有するものが好ましい。
【0020】
基材樹脂層4の片面に設ける接着樹脂層3としては、PESフィルムを用いることが好ましく、PESとしてはブチレンイソフタレートまたはエチレンイソフタレートのモル%が10〜25モル%であるPBTIまたはPETIが好適に用いられる。
【0021】
本発明に適用可能なPESの例としては、以下の組成を有する共重合PESなどが好適に用いられる。すなわち、樹脂を形成するソフトセグメントとして、ポリエチレングリコール、ポリテトラメチレングリコールなどのポリオキシアルキレングリコール、あるいはポリε−カプロラクトン、アゼライン酸、セバシン酸、ドデカンジオン酸、ダイマー酸などのHOOC−[CH2]n−COOHの分子構造を有する脂肪族ジカルボン酸と、脂肪族および/または脂環族ジオールからなる脂肪族ポリエステルなどが好適に用いられる。
【0022】
また、PESを構成するハードセグメントとしては、エチレンテレフタレート、ブチレンテレフタレート、シクロへキサンジメチレンテレフタレート、シクロへキサンジメチレンシクロへキサンジカルボキシレート、ブチレン−2,6−ナフタレンジカルボキシレートなどの芳香族および/または脂環族エステルユニットから選ばれた少なくとも一つから構成されていることが好ましい。
【0023】
さらに、アルコール成分として、1,4ブタンジオール残基を含有していることが耐溶剤性の点で好ましく、共重合PESを形成する全アルコール成分に占める1,4ブタンジオール残基が40モル%以上、65モル%以下であることが好ましい。
【0024】
本発明においては、図7および図8に示すように、化粧フィルム10を真空成形やラッピング加工により3次元曲面に成形した化粧フィルム成形体とすることを特徴とする。真空成形やラッピング加工は、PESを主体とする化粧フィルム10の変形が容易なガラス転移温度以上でかつ融点未満の温度、好ましくは70〜120℃の温度範囲で行う。したがって、化粧フィルム10の最表面の樹脂層となる表面樹脂層6および基材樹脂層4は、常温および上記の70〜120℃の温度範囲における3次元の成形加工時にクラックが生じない程度に軟質で、かつ表面に疵が付かない程度に硬いことが必要とされる。そのため、樹脂フィルムの最表層となる表面樹脂層6および基材樹脂層4、および表面樹脂層6の下層に設ける基材樹脂層4は、樹脂層の常温における弾性率が1000〜3500MPa、70〜120℃の温度範囲における弾性率が5〜500MPaであることが好ましい。常温及び上記の温度範囲内における弾性率がそれぞれの好適範囲の上限を超える場合は、3次元の成形加工時に化粧フィルムの表面にクラックが生じる。そのため、表面にクラックを生じさせずに3次元の成形加工を行うためには、常温における弾性率は低いほど好ましいが、低すぎると樹脂表面にスリ疵などの疵が付きやすくなるので1000MPa以上であることが好ましい。また、70〜120℃における弾性率が5MPa未満の場合は、特に曲げ部分の曲率半径の小さな部分で化粧フィルムが局部的に伸びるために、フィルムが白味を帯びて色調が変化するので好ましくない。
なお、ここで言う弾性率とは、動的粘弾性測定により得られる貯蔵弾性率を意味し、本発明においては、株式会社オリエンテック製の動的粘弾性装置:RHEOVIBRON DDV−01FP を用いて、周波数:10Hz、昇温速度:2℃/分、初期荷重:5gの条件で貯蔵弾性率を測定した。
【0025】
印刷層5は、例えば、木目、石目、天然皮革の表面柄、布目、抽象柄などの模様を表現した絵柄印刷層5bと、基材樹脂層4の全面を隠蔽し絵柄印刷層5bの印刷下地色を与えると共に、基材樹脂層4と表面樹脂層6との熱接着性を付与する、基材樹脂層4の全面に印刷を施したベタ印刷層5aからなり、印刷層5を形成するインキのビヒクルとしては、例えばニトロセルロース、酢酸セルロースなどのセルロース誘導体、ポリエステルウレタン樹脂などの公知のものが使用できるが、なかでも密着及び熱接着性の両観点からニトロセルロース−アルキッド樹脂系インキが好ましい。また、印刷層5は表面樹脂層6の裏面に裏印刷することにより設けてもかまわない。
【0026】
次に化粧フィルム10の作成方法について、図1に示した場合を例に説明する。
熱融着法を用いて、片面に接着樹脂層3を積層した基材樹脂層4のフィルムの他の片面にベタ印刷層5aと柄印刷層5bを設ける。そして基材樹脂層4の印刷層5を設けた側の面に表面樹脂層6を重ね合わせ、基材樹脂層4と表面樹脂層6を重ね合せたまま1対の熱ロール間に通して挟み付けて圧着するとともに熱融着して積層し、一枚の積層フィルムを製造する。加熱しながら加圧することにより、表面樹脂層6を基材樹脂層4の印刷層面5に融着して一枚の化粧フィルム10を作成する。
【0027】
また、基材樹脂層4と表面樹脂層6を積層する際に、上記の熱ロールとしてエンボスロールを使用することにより、積層とエンボス加工を同時に実施することができ、表面樹脂護層6の表面にエンボス凹部7が形成された図1に示す化粧フィルム10を得ることが出来る。そして、基材樹脂層4が寸法安定性に優れるため、張力や熱に起因する伸縮変動を抑えることが可能となり、印刷柄とエンボス柄が同調した、高意匠を有するエンボス化粧フィルムとすることができる。また熱ロールとして鏡面ロールを使用することにより、積層と鏡面加工を同時に実施することも可能である。上記の積層作業やエンボス加工または鏡面加工などの工程は、従来のポリ塩化ビニル樹脂フィルムにおけるのと同じ設備で作業することが可能である。さらに、図3に示すように、表面樹脂層6の表面に艶調整層8を施して、意匠性をより一層向上させた化粧フィルム10とすることもできる。
【0028】
艶調整層8は、無色透明であってもまたは着色透明であっても、さらに艶消しの透明であってもよく、化粧フィルム10の表面の光沢度を調整するために設けるものであるが、表面保護層としての役割も兼ねる。艶調整層8は適宜のビヒクルを用いた塗料を塗布することにより形成することができる。ビヒクルとしてはフェノール樹脂、不飽和ポリエステル樹脂、エポキシ樹脂、ポリウレタン系樹脂などの熱硬化性樹脂の1種または2種以上の混合樹脂を用いることが出来る。艶調整層8を形成する塗料には通常適量の艶消剤を分散させて所望の光沢度を付与しているが、艶消剤としてはマイカ、シリカ、アルミナ、炭酸カルシウム、ケイソウ土、ケイ砂、シラスバルーンなどが用いられる。上記塗料の塗布方法としては、グラビアコート、ロールコート、エアナイフコートなど、公知の塗布方式を用いることができる。
【0029】
上記のようにして作成した化粧フィルム10は、次のようにして3次元曲面を有する化粧フィルム成形体とすることができる。すなわち図7の(a)に示すように多層の積層体である化粧フィルム10と、3次元曲面(図では凸部13)を有する成形型12を準備し、化粧フィルム10および成形型12をPESのガラス転移温度以上で融点以下の温度、好ましくは70〜120℃に加熱し、真空成形法を用いて化粧フィルム10を成形型12に押し付け、凸部13形状に合致させる。次いで常温まで冷却した後、成形型12に密着した化粧フィルム10を成形型12から剥離することにより、(b)に示す化粧フィルム成形体14が得られる。
【0030】
また化粧フィルム10は、ラッピング加工により3次元曲面を有する化粧フィルム成形体とすることができる。すなわち図8の(c)に示すように多層の積層体である化粧フィルム10と、3次元曲面(図では凸部13a)の断面を有する成形型12aとこの凸部13aを有する3次元曲面断面形状に合わせて鼓状の凹部断面を有するラッピングローラ12bを準備し、化粧フィルム10、成形型12aおよびラッピングローラ12bをPESのガラス転移温度以上で融点以下の温度、好ましくは70〜120℃に加熱し、化粧フィルム10を成形型12aの上に置き、その上からラッピングローラ12bを当接して成形型12aに沿ってローラを移動させて化粧フィルム10を成形型12aに押しつけ、成形型12aの断面形状に成形加工する。次いで常温まで冷却した後、成形型12aに密着した化粧フィルム10を成形型12aから剥離することにより、(d)に示す化粧フィルム成形体14が得られる。
【0031】
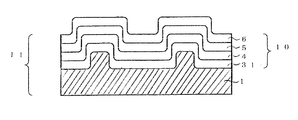
また本発明の化粧板は、例えば真空成形法を用いて次のようにして作成することができる。すなわち、図9に示すように、多層の積層体である化粧フィルム10の基板と接する面に接着剤31を塗布し、3次元曲面を有する基板1を準備し、化粧フィルム10をPESのガラス転移温度以上で融点以下の温度、好ましくは70〜120℃に加熱し、真空成形法を用いて化粧フィルム10を基板1に押し付け、基板1の3次元曲面凸部に合致させる。次いで常温まで冷却して化粧板11を得ることができる。
【0032】
基板1としては、例えば、木材単板、木材合板、パーチクルボード、MDF等の木質板、鋼板、アルミニウム合金板、亜鉛めっき鋼板、亜鉛−アルミニウム合金めっき鋼板や亜鉛−コバルト−モリブデンめっき鋼板などの金属板、または石膏ボード、珪酸カルシウムボード、石綿スレートボードなどの無機質からなるボードが用いられる。
【0033】
化粧フィルム10と基板1の貼合わせに用いられる接着剤31としては、一般的な接着剤、例えば、酢酸ビニル樹脂系、エチレン−ビニルアセテート樹脂系、尿素樹脂系、ウレタン樹脂系などのエマルジョン型接着剤が、火気に対して安全で、臭気もなく、価格的にも安価なため好ましく用いられる。
【0034】
【実施例】
次に実施例により本発明をさらに詳細に説明する。
(実施例1)
(試料番号1)
エチレンイソフタレートを10モル%含有するPETIと白色顔料を20重量%混練してなるPELを用いて共押出製膜機により作成した厚さ85μm(構成:PETI=15μm、PEL=70μm)の2層フィルムのPEL面に、ニトロセルロース−アルキド系インキを用い、絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、20重量%のPETと80重量%のPELをブレンドした樹脂からなる厚さ40μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1030MPaおよび7MPaであった。次いで、この透明のフィルムと上記の印刷を施した2層フィルムの絵柄印刷層面とを重ね、片側がエンボスロールで他の側がシリコンゴムロールからなる圧着ロールを用い、圧着用ロールの加熱温度:200℃、樹脂フィルムの送り速度:20m/min、圧着用ロールのニップ圧:2.45MPaの条件で、透明フィルム面をエンボスロール側として両フィルムを圧着ロールの間に通して圧着することにより、透明ブレンド樹脂フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0035】
(試料番号2)
エチレンイソフタレートを10モル%含有するPETIとPBT(IV値:1.2)を用いて共押出製膜機により厚さ85μm(構成:PETI=15μm、PBT=70μm)の2層フィルムを作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1120MPaおよび31MPaであった。この2層フィルムのPBT面に、ニトロセルロース−アルキド系インキを用い、絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、厚さ40μmの透明のPETフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ2080MPaおよび280MPaであった。次いで、この透明のフィルムと上記の印刷を施したフィルムの絵柄印刷層面とを重ね、実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0036】
(試料番号3)
押出製膜機により、PBT(IV値:1.2)からなる厚さ70μmのフィルムを作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1140MPaおよび33MPaであった。このPBTフィルムの片面に、ニトロセルロース−アルキド系インキを用い、絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、エチレンイソフタレートを15モル%含有するPETIからなる厚さ40μmの透明のPETIフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1080MPaおよび20MPaであった。次いで、この透明のフィルムと上記の印刷を施したPBTフィルムの絵柄印刷層面とを重ね、実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0037】
(試料番号4)
エチレンイソフタレートを10モル%含有するPETI、PET、PBT(IV値:1.2)を用いて共押出製膜機により、厚さ85μmの3層フィルム(PETI:15μm/PET:35μm/PBT:35μm)を作成し、この3層フィルムの常温および70〜120℃における弾性率を測定したところ、それぞれ1110MPaおよび28MPaであった。一方、ブチレンイソフタレートを10モル%含有するPBTIからなる厚さ40μmの透明のPBTIフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ2430MPaおよび360MPaであった。次いで、この透明のフィルムと上記の3層フィルムのPBT面とを重ね、実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0038】
(試料番号5)
エチレンイソフタレートを15モル%含有するPETIとPBT(IV値:1.2)を用いて共押出製膜機により、厚さ70μmの2層フィルム(PETI:20μm/PBT:50μm)を作成し、この2層フィルムの常温および70〜120℃における弾性率を測定したところ、それぞれ1130MPaおよび32MPaであった。一方、ブチレンイソフタレートを25モル%含有するPBTIからなる厚さ40μmの透明のPBTIフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1210MPaおよび100MPaであった。次いで、この透明のフィルムと上記の2層フィルムのPBT面とを重ね、実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0039】
(試料番号6)
ブチレンイソフタレートを25モル%含有するPBTIと、50重量%のPBT(IV値:1.0)と50重量%のPELをブレンドした樹脂を用いて共押出製膜機により作成した厚さ90μm(構成:PETI=10μm、ブレンド樹脂=80μm)の2層フィルムのブレンド樹脂面に、ニトロセルロース−アルキド系インキを用い、着色ベタ印刷層と絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、30重量%のポリカーボネートと70重量%のPELをブレンドした樹脂からなる厚さ40μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1180MPaおよび35MPaであった。次いで、この透明のフィルムと上記の印刷を施した2層フィルムの絵柄印刷層面とを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面を鏡面ロール側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面が鏡面である化粧フィルムを作成した。
【0040】
(試料番号7)
エチレンイソフタレートを15モル%含有するPETIと、30重量%のポリカーボネートと70重量%のPELをブレンドした樹脂を用いて共押出製膜機により作成した厚さ85μm(構成:PBTI=15μm、ブレンド樹脂=70μm)の2層フィルムのブレンド樹脂面に、ニトロセルロース−アルキド系インキを用い、着色ベタ印刷層をグラビア輪転機によりインラインにて印刷した。一方、50重量%のPBT(IV値:1.0)と50重量%のPELをブレンドした樹脂からなる厚さ60μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ3080MPaおよび480MPaであった。次いで、この透明のフィルムと上記の印刷を施した2層フィルムの着色ベタ印刷層面とを重ね、片側がエンボスロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面をエンボスロール側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明ブレンド樹脂フィルムの表面にエンボス凹部を有する多層フィルムを作成した。さらに、この多層フィルムのエンボス加工面に、2液硬化型ポリウレタン樹脂からなる艶調整用塗料を版深30μmのグラビアロールにてコートし、意匠性に優れた化粧フィルムを作成した。
【0041】
(試料番号8)
エチレンイソフタレートを15モル%含有するPETIと、80重量%のPBT(IV値:1.4)と20重量%のPELをブレンドした樹脂を用いて共押出製膜機により作成した厚さ80μm(構成:PBTI=10μm、ブレンド樹脂=70μm)の2層フィルムを作成した。一方、50重量%のPETと50重量%のPELをブレンドした樹脂からなる厚さ60μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ2890MPaおよび430MPaであった。次いで、この透明のフィルムと上記の2層フィルムのブレンド樹脂面とを重ね、片側がエンボスロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面をエンボスロール側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明ブレンド樹脂フィルムの表面にエンボス凹部を有する多層フィルムを作成した。
【0042】
(試料番号9)
ブチレンイソフタレートを20モル%含有するPBTIと、50重量%のPETと50重量%のPELをブレンドした樹脂を用いて共押出製膜機により作成した厚さ95μm(構成:PETI=15μm、ブレンド樹脂=80μm)の2層フィルムを作成した。一方、80重量%のPBT(IV値:1.4)と20重量%のPELをブレンドした樹脂からなる厚さ60μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ3970MPaおよび610MPaであった。次いで、この透明のフィルムと上記の印刷を施した2層フィルムとを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面を鏡面側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面が鏡面である化粧フィルムを作成した。
【0043】
(試料番号10)
ブチレンイソフタレートを20モル%含有するPBTIと、エチレンイソフタレートを12モル%含有するPETIを50重量%、PELを50重量%ブレンドしてなる樹脂を用いて共押出製膜機により作成した厚さ95μm(構成:PBTI=15μm、ブレンド樹脂=80μm)の2層フィルムを作成した。一方、20重量%のPETと80重量%のPELをブレンドした樹脂からなる厚さ60μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ920MPaおよび3MPaであった。次いで、この透明のフィルムと上記の2層フィルムのブレンド樹脂面とを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面を鏡面側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面が鏡面である化粧フィルムを作成した。
【0044】
(試料番号11)
ブチレンイソフタレートを20モル%含有するPBTIと、ブチレンイソフタレートを12モル%含有するPBTIを50重量%、PELを50重量%ブレンドしてなる樹脂を用いて共押出製膜機により作成した厚さ95μm(構成:PBTI=15μm、ブレンド樹脂=80μm)の2層フィルムを作成した。一方、40重量%のPBT(IV値:1.4)と60重量%のPELをブレンドした樹脂からなる厚さ60μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ2310MPaおよび330MPaであった。次いで、この透明のフィルムと上記の2層フィルムのブレンド樹脂面とを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面を鏡面側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面が鏡面である化粧フィルムを作成した。
【0045】
(試料番号12)
ブチレンイソフタレートを20モル%含有するPBTIを40重量%、PELを60重量%ブレンドしてなる樹脂を用いて押出製膜機により作成した厚さ80μmのフィルムの片面に、ニトロセルロース−アルキド系インキを用い、着色ベタ印刷層と絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、40重量%のPBT(IV値:2.0)と60重量%のPELをブレンドした樹脂からなる厚さ60μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ2320MPaおよび340MPaであった。次いで、この透明のフィルムと上記の印刷を施したフィルムの絵柄印刷層面とを重ね、片側がエンボスロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面をエンボスロール側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明ブレンド樹脂フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0046】
(試料番号13)
ブチレンイソフタレートを20モル%含有するPBTIと、PELを用いて共押出製膜機により作成した厚さ100μmの2層フィルム(PBTI:10μm/PEL90μm)のPEL面に、ニトロセルロース−アルキド系インキを用い、着色ベタ印刷層と絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、10重量%のPETと90重量%のPELをブレンドした樹脂からなる厚さ80μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1060MPaおよび17MPaであった。次いで、この透明のフィルムと上記の印刷を施したフィルムの絵柄印刷層面とを重ね、片側がエンボスロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面をエンボスロール側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明ブレンド樹脂フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0047】
(試料番号14)
エチレンイソフタレートを20モル%含有するPETIと、PELを用いて共押出製膜機により作成した厚さ90μmの2層フィルム(PETI:30μm/PEL60μm)のPEL面に、ニトロセルロース−アルキド系インキを用い、着色ベタ印刷層と絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、30重量%のPETと70重量%のPELをブレンドした樹脂からなる厚さ80μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1220MPaおよび110MPaであった。次いで、この透明のフィルムと上記の印刷を施したフィルムの絵柄印刷層面とを重ね、片側がエンボスロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面をエンボスロール側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明ブレンド樹脂フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0048】
(試料番号15)
ブチレンイソフタレートを20モル%含有するPBTIと、PELを用いて共押出製膜機により作成した厚さ100μmの2層フィルム(PBTI:50μm/PEL50μm)のPEL面に、ニトロセルロース−アルキド系インキを用い、着色ベタ印刷層と絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、50重量%のPETと50重量%のPELをブレンドした樹脂からなる厚さ80μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1830MPaおよび250MPaであった。次いで、この透明のフィルムと上記の印刷を施したフィルムの絵柄印刷層面とを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面を鏡面側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面が鏡面である化粧フィルムを作成した。
【0049】
(試料番号16)
エチレンイソフタレートを20モル%含有するPETIと、PELを用いて共押出製膜機により作成した厚さ100μmの2層フィルム(PETI:90μm/PEL10μm)のPEL面に、ニトロセルロース−アルキド系インキを用い、着色ベタ印刷層と絵柄印刷層をグラビア輪転機によりインラインにて印刷した。一方、50重量%のPBT(IV値:1.4)と50重量%のPELをブレンドした樹脂からなる厚さ80μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ2870MPaおよび410MPaであった。次いで、この透明のフィルムと上記の印刷を施したフィルムの絵柄印刷層面とを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面を鏡面側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面が鏡面である化粧フィルムを作成した。
【0050】
(試料番号17)
白色顔料を20重量%混練してなるPELを用いて押出製膜機により作成した厚さ80μmのフィルムを、片側がエンボスロールで他の側がシリコンゴムロールからなるエンボス加工ロールを用いて、加工ロールの加熱温度:170℃、フィルムの送り速度:20m/min、加工用ロールのニップ圧:1.96MPaの条件で、加工ロールの間に通すことにより、片面にエンボス模様を有する白色フィルムを作成した。次いで、この白色フィルムのエンボス加工面に2液硬化型ウレタン系着色インキをロールコート法により塗工した後、ドクターブレードでエンボス凹部以外の部分に付着している着色インキをワイピイングして除去した後、エンボス凹部内部に充填されたインキを固化した。一方、40重量%のPBT(IV値:1.4)と60重量%のPELをブレンドした樹脂からなる厚さ80μmの透明のフィルムを別途作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ3120MPaおよび490MPaであった。次いで、この透明のフィルムと上記の印刷を施したフィルムの絵柄印刷層面とを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、透明フィルム面を鏡面側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、透明フィルムの表面が鏡面である化粧フィルムを作成した。
【0051】
(試料番号18)
ブチレンイソフタレートを20モル%含有するPBTIの厚さ15μmのフィルムを押出製膜機により作成した。一方、ブチレンイソフタレートを5モル%含有するPBTIを20重量%、PELを80重量%ブレンドしてなる樹脂を用いて押出製膜機により厚さ70μmの透明フィルムを作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1040MPaおよび8MPaであった。次いで、このブレンド樹脂フィルムと上記の共重合ポリエステル樹脂フィルムとを重ね、片側がエンボスロールで他の側がシリコンゴムロールからなる圧着ロールを用い、ブレンド樹脂フィルム面をエンボスロール側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、ブレンド樹脂フィルムの表面にエンボス凹部を有する化粧フィルムを作成した。
【0052】
(試料番号19)
エチレンイソフタレートを20モル%含有するPETIの厚さ15μmのフィルムを押出製膜機により作成した。一方、エチレンイソフタレートを5モル%含有するPETIを20重量%、PELを80重量%ブレンドしてなる樹脂を用いて押出製膜機により厚さ70μmの透明フィルムを作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1020MPaおよび6MPaであった。次いで、このブレンド樹脂フィルムと上記の共重合ポリエステル樹脂フィルムとを重ね、片側が鏡面ロールで他の側がシリコンゴムロールからなる圧着ロールを用い、ブレンド樹脂フィルム面を鏡面側として両フィルムを圧着ロールの間に通して圧着する以外は実施例1と同一の条件で、両フィルムを圧着することにより、ブレンド樹脂フィルムの表面が鏡面である化粧フィルムを作成した。
【0053】
(試料番号20)
ブチレンイソフタレートを20モル%含有するPBTIを30重量%、PELを70重量%ブレンドしてなる樹脂を用いて押出製膜機により厚さ100μmの透明フィルムを作成し、常温および70〜120℃における弾性率を測定したところ、それぞれ1130MPaおよび29MPaであった。次いで、片側がエンボスロールで他の側がシリコンゴムロールからなるエンボス加工ロールを用いて、加工ロールの加熱温度:200℃、フィルムの送り速度:20m/min、加工用ロールのニップ圧:2.45MPaの条件で、加工ロールの間に通すことにより、片面にエンボス模様を有する単層フィルムを作成した。さらに、この単層フィルムのエンボス加工面に、2液硬化型ポリウレタン樹脂からなる艶調整用塗料を版深30μmのグラビアロールにてコートし、意匠性に優れた化粧フィルムを作成した。
【0054】
(樹脂フィルムの特性評価)
上記のようにして作成した試料番号1〜20で作成した化粧フィルムを、下記の特性について評価した。
(耐汚染性)
試料番号1〜20の化粧フィルムの最表面(エンボス加工を施した試料においては、エンボス加工部以外の部分)に、黒色の油性マジックインキで描画し24時間放置した後、エタノールを含浸させた布で清拭し、樹脂フィルム面に残存するマジックインキの程度を肉眼観察し、下記の基準で評価した。
◎:マジックインキは全く認められない。
○:実用上問題ない程度の極くわずかなマジックインキの残存が認められる。
△:実用上問題となる程度のわずかなマジックインキの残存が認められる。
×:かなりの程度にマジックインキの残存が認められる。
上記の評点において、◎および○は使用上の問題はない。なお、この試験は10枚の試験片について実施した。
【0055】
(耐溶剤性)
試料番号1〜20の化粧フィルム面に、メチルエチルケトンを含浸させたスポンジを載せ、24時間放置した後、フィルム表面の変色および膨れの発生の程度を肉眼観察し、下記の基準で評価した。
◎:変色および膨れの発生は全く認められない。
○:実用上問題ない程度の極くわずかな変色または膨れの発生が認められる。
△:実用上問題となる程度のわずかな変色または膨れの発生が認められる。
×:かなりの程度に変色および膨れが認められる。
上記の評点において、◎および○は使用上の問題はない。なお、この試験は10枚の試験片について実施した。
【0056】
(真空成形性)
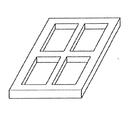
試料番号1〜20の化粧フィルムを、Formech International Co. Ltd.製の真空成形機 Formech 450を用いて、12秒で100℃まで昇温させる条件にて、縦:15cm×横:15cm×高さ:3cm、凸部の幅:1cm、凹部の深さ:2cm、凸部の角部の曲率半径:3mmの図10に示す田形の型により真空成形加工し、真空成形フィルムを肉眼観察し、下記の基準で評価した。
◎:フィルムのしわは全く認められない。
○:コーナー部に実用上問題ない程度の極くわずかなフィルムのしわが認められる。
△:コーナー部に実用上問題となる程度のフィルムのしわが認められる。
×:全体的にかなりの程度のフィルムのしわが認められる。
上記の評点において、◎および○は使用上の問題はない。
【0057】
(耐疵付き性)
試料番号1〜20の化粧フィルムを平らな定盤の上に置き、その上にコピー用紙(70g/m2)を載せ、その上から3.92Nの荷重を載荷した状態で2000回のラビングを実施し、フィルム表面に発生した疵の程度を肉眼観察し、下記の基準で評価した。
◎:疵の発生は全く認められない。
○:実用上問題ない程度の極くわずかな疵の発生が認められる。
△:実用上問題となる程度のわずかな疵の発生が認められる。
×:かなりの程度の疵が認められる。
上記の評点において、◎および○は使用上の問題はない。なお、この試験は10枚の試験片について実施した。
なお、表1と2において、高温での弾性率は70〜120℃で測定した結果を表す。これらの樹脂フィルムの特性評価を表3に示す。
【0058】
【表1】
【表2】
【表3】
表3に示すように、本発明の化粧フィルムは、耐汚染性、耐溶剤性、真空成形性、耐疵付き性のいずれにおいても優れた特性を示す。
【0062】
(実施例2)
厚さ0.5mm の電気亜鉛めっき鋼板(めっき量:20g/m2、めっき後の化成処理としてクロメート処理を行い、Crとして40mg/m2付着させた)にプレス加工法により、幅:8mm、深さ:10mmの溝を、縦横それぞれ7cmの間隔で正方格子状に設けた。なお、溝の角部は曲率半径:6mmの丸みを設けた。この溝を設けた電気亜鉛めっき鋼板にポリエステル系接着剤を5g/m2の塗布量で塗布し、前記の真空成形性の評価に用いたのと同一の真空成形機を用い、真空成形性の評価と同一の条件で試料番号1の化粧フィルムを電気亜鉛めっき鋼板に加熱圧着したが、フィルムの皺の発生や、角部のフィルム部分における白化は認められなかった。
【0063】
(実施例3)
厚さ15mmの木材合板に、1辺の長さ:12mm、高さ:7mmのピラミッド状の凸部を縦横連続的に並ぶように彫刻した。この彫刻を施した木材合板にポリウレタン系接着剤を50g/m2の塗布量で塗布し、前記の真空成形性の評価に用いたのと同一の真空成形機を用い、真空成形性の評価と同一の条件で試料番号1の化粧フィルムを木材合板に加熱圧着したが、フィルムの皺の発生や、ピラミッド状凸部の頂点におけるフィルム部分の白化は認められなかった。
【0064】
(実施例4)
最大高さ:8mmで風景像をレリーフした厚さ18mmの石膏ボードに、ポリウレタン系接着剤を80g/m2の塗布量で塗布し、前記の真空成形性の評価に用いたのと同一の真空成形機を用い、真空成形性の評価と同一の条件で試料番号1の化粧フィルムを石膏ボードに加熱圧着したが、フィルムの皺の発生や、レリーフの角部におけるフィルム部分の白化は認められなかった。
【0065】
【発明の効果】
本発明においては、単層または多層の樹脂層からなる化粧フィルムの最表面層となる表面樹脂層や基材樹脂層、および表面樹脂層の下層として設ける場合の基材樹脂層を、常温における弾性率が1000MPa以上であり、70〜120℃における弾性率が5〜500MPaである樹脂で構成したことを特徴としており、軟質でかつ耐疵付き性にも優れているため、従来のポリ塩化ビニル樹脂フィルムを用いた化粧シートと同等以上のエンボス加工による凹凸模様を付与することが可能である。また、真空成形法やラッピング加工法を用いて三次元曲面の化粧フィルムに成形することが可能であり、さらに三次元曲面を有する基板に密着して積層することも可能である。またさらに意匠性、耐汚染性、耐溶剤性などの優れた表面物性も有しているため、システムキッチンの外板および扉、室内ドア、タンスの外板および扉に適用することが可能である。
【図面の簡単な説明】
【図1】本発明の化粧フィルムの一例を示す概略断面図である。
【図2】本発明の化粧フィルムの他の一例を示す概略断面図である。
【図3】本発明の化粧フィルムの他の一例を示す概略断面図である。
【図4】本発明の化粧フィルムの他の一例を示す概略断面図である。
【図5】本発明の化粧フィルムの他の一例を示す概略断面図である。
【図6】本発明の化粧フィルムの他の一例を示す概略断面図である。
【図7】本発明の化粧フィルムを3次元曲面に成形する方法の概略図である。
【図8】本発明の化粧フィルムを3次元曲面に成形する他の方法の概略図である。
【図9】本発明の化粧板の一例を示す概略断面図である。
【図10】本発明の化粧板の真空成形性の評価に用いる田形の型の概略斜視図である。
【符号の説明】
1 : 基板
3 : 接着樹脂層
4 : 基材樹脂層
4a: 着色基材樹脂層
5 : 印刷層
5a: べタ印刷層
5b: 絵柄印刷層
6 : 表面樹脂層
7 : エンボス凹部
8 : 艶調整層
9 : インキ
10 : 化粧フィルム
11 : 化粧板
12 : 真空成形用の型
12a: ラッピング加工用の型
12b: ラッピングロール
13 : 凸部
14 : 化粧フィルム成形体
31 : 接着剤
Claims (20)
- 接着樹脂層、基材樹脂層、印刷層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるポリエステル樹脂からなると共に、基材樹脂層が下層のブチレンテレフタレート/ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム。
- 基材樹脂層、印刷層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるポリエステル樹脂からなると共に、基材樹脂層が下層のブチレンテレフタレート/ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム。
- 接着樹脂層、基材樹脂層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるポリエステル樹脂からなると共に、基材樹脂層が下層のブチレンテレフタレート/ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム。
- 基材樹脂層、表面樹脂層が下から順次積層されてなる化粧フィルムにおいて、基材樹脂層および表面樹脂層が、常温における弾性率が1000MPa以上であり、且つ70〜120℃における弾性率が5〜500MPaの範囲であるポリエステル樹脂からなると共に、基材樹脂層が下層のブチレンテレフタレート/ブチレンイソフタレート共重合体と上層のポリエステルエラストマーの2層樹脂であることを特徴とする化粧フィルム。
- 前記表面樹脂層が、エチレンイソフタレートを0〜15モル%含有するエチレンテレフタレート/エチレンイソフタレート共重合体、ブチレンイソフタレートを10〜25モル%含有するブチレンテレフタレート/ブチレンイソフタレート共重合体、ポリカーボネートとポリエステルエラストマーのブレンド樹脂、ポリブチレンテレフタレートとポリエステルエラストマーのブレンド樹脂、あるいはポリエチレンテレフタレートとポリエステルエラストマーのブレンド樹脂である、請求項1〜4のいずれかに記載の化粧フィルム。
- 前記表面樹脂層にエンボス加工もしくは鏡面仕上加工が施された、請求項1〜5のいずれかに記載の化粧フィルム。
- 前記表面樹脂層の上にさらに艶調整層を設けた、請求項1〜6のいずれかに記載の化粧フィルム。
- 前記印刷層が絵柄印刷層もしくはベタ印刷層からなる、請求項1または2に記載の化粧フィルム。
- 前記印刷層がベタ印刷層の上に絵柄印刷層が積層されてなる、請求項1または2に記載の化粧フィルム。
- 前記基材樹脂層が着色顔料を混練したポリエステル樹脂からなる、請求項1〜9のいずれかに記載の化粧フィルム。
- 前記基材樹脂層がエンボス加工を施され、該エンボス加工により形成されたエンボス凹部にインキが充填されてなる印刷層を有する、請求項1〜4のいずれかに記載の化粧フィルム。
- 前記接着樹脂層がポリエステル樹脂からなる、請求項1または3に記載の化粧フィルム。
- 前記ポリエステル樹脂がエチレンテレフタレート/エチレンイソフタレート共重合体あるいはブチレンテレフタレート/ブチレンイソフタレート共重合体である、請求項12に記載の化粧フィルム。
- 請求項1〜13のいずれかに記載の化粧フィルムを真空成形あるいはラッピング加工により3次元曲面に成形してなる化粧フィルム成形体。
- 基板の少なくとも片面に、接着剤を介して請求項1〜13のいずれかに記載の化粧フィルムを積層した化粧板。
- 前記基板が3次元曲面を有することを特徴とする、請求項16に記載の化粧板。
- 前記基板が金属板、木質板、あるいは無機質ボードである、請求項16に記載の化粧板。
- 請求項15〜17のいずれかに記載の化粧板を用いてなるシステムキッチンの外板および扉。
- 請求項15〜17のいずれかに記載の化粧板を用いてなる室内ドア。
- 請求項15〜17のいずれかに記載の化粧板を用いてなるタンスの外板および扉。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001182520A JP4792175B2 (ja) | 2001-06-15 | 2001-06-15 | 化粧フィルムおよびそのフィルムを積層した化粧板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001182520A JP4792175B2 (ja) | 2001-06-15 | 2001-06-15 | 化粧フィルムおよびそのフィルムを積層した化粧板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002370331A JP2002370331A (ja) | 2002-12-24 |
| JP4792175B2 true JP4792175B2 (ja) | 2011-10-12 |
Family
ID=19022612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001182520A Expired - Lifetime JP4792175B2 (ja) | 2001-06-15 | 2001-06-15 | 化粧フィルムおよびそのフィルムを積層した化粧板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4792175B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023514668A (ja) * | 2020-01-09 | 2023-04-07 | ノーザン ビルディング ソリューションズ エルエルシー | パネル、特に床パネル、天井パネルまたは壁パネル、およびパネルの積層多層構造における追加層の使用 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4763231B2 (ja) * | 2003-10-10 | 2011-08-31 | リケンテクノス株式会社 | 鋼板用化粧フィルム及び鋼板用積層化粧シート |
| JP5167583B2 (ja) * | 2004-11-10 | 2013-03-21 | 東レ株式会社 | パターン形成方法、およびパターン形成用シート |
| WO2013191507A1 (ko) * | 2012-06-22 | 2013-12-27 | Lim Namil | 디스플레이 장치의 표면 보호용 입체 성형필름 및 그 제조방법 |
| JP6709018B2 (ja) | 2015-02-04 | 2020-06-10 | スリーエム イノベイティブ プロパティズ カンパニー | 加飾フィルム及びそれと一体化した物品 |
-
2001
- 2001-06-15 JP JP2001182520A patent/JP4792175B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023514668A (ja) * | 2020-01-09 | 2023-04-07 | ノーザン ビルディング ソリューションズ エルエルシー | パネル、特に床パネル、天井パネルまたは壁パネル、およびパネルの積層多層構造における追加層の使用 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002370331A (ja) | 2002-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3705482B2 (ja) | 化粧板積層用印刷樹脂フィルムおよびその樹脂フィルムを積層した化粧板 | |
| JPWO2000050240A1 (ja) | 化粧板積層用印刷樹脂フィルムおよびその樹脂フィルムを積層した化粧板 | |
| JP4245284B2 (ja) | 化粧フィルム素材、化粧フィルム、それらの製造方法、および化粧フィルムを積層した化粧板 | |
| JP4068810B2 (ja) | 樹脂フィルム積層金属板 | |
| JP4792175B2 (ja) | 化粧フィルムおよびそのフィルムを積層した化粧板 | |
| JP3913061B2 (ja) | 化粧板積層用印刷樹脂フィルム、その樹脂フィルムを積層した化粧板、及びその化粧板を用いたユニットバス、冷蔵庫ドア | |
| JP3913060B2 (ja) | 加工性に優れた高鮮映化粧板積層用印刷樹脂フィルムおよびその樹脂フィルムを積層した高鮮映化粧板 | |
| JP3945737B2 (ja) | 化粧板積層用樹脂フィルムの製造方法及び化粧板の製造方法 | |
| JP4297858B2 (ja) | 化粧板積層用樹脂フィルム、その樹脂フィルムを積層した化粧板、およびその化粧板を用いたユニットバス | |
| JP3839257B2 (ja) | 高鮮映化粧板積層用印刷樹脂フィルムおよびその樹脂フィルムを積層した高鮮映化粧板 | |
| JP5582939B2 (ja) | 化粧板積層用印刷樹脂フィルム、そのフィルムを積層した化粧板、及びその化粧板を用いたユニットバス | |
| JPWO2001000411A1 (ja) | 加工性に優れた高鮮映化粧板積層用印刷樹脂フィルムおよびその樹脂フィルムを積層した高鮮映化粧板 | |
| JP3905316B2 (ja) | 化粧フィルムおよびその化粧フィルムを積層した化粧板 | |
| JPWO2000050241A1 (ja) | 高鮮映化粧板積層用印刷樹脂フィルムおよびその樹脂フィルムを積層した高鮮映化粧板 | |
| JP3678339B2 (ja) | 耐アルカリ性に優れた化粧板積層用印刷樹脂フィルム、その樹脂フィルムを積層した化粧板、及びその化粧板を用いたユニットバス | |
| JP4107606B2 (ja) | 化粧板積層用印刷樹脂フィルム及びそれを積層した化粧板 | |
| JP3694460B2 (ja) | 印刷樹脂フィルム、その印刷樹脂フィルムを積層した化粧板、及びその化粧板を用いたユニットバス | |
| JP3958936B2 (ja) | ユニットバス用化粧板およびユニットバス | |
| JP3712617B2 (ja) | 化粧板の製造方法 | |
| JPWO2001038090A1 (ja) | 化粧板積層用印刷樹脂フィルム、その樹脂フィルムを積層した化粧板、及びその化粧板を用いたユニットバス、冷蔵庫ドア | |
| JP2004074657A (ja) | 化粧フィルム、そのフィルムを成形してなる化粧フィルム成形体、およびそのフィルムを積層した化粧板 | |
| JPH0985925A (ja) | 化粧シート及び化粧板 | |
| JP4615944B2 (ja) | 耐アルカリ性に優れた化粧板積層用印刷樹脂フィルム、その樹脂フィルムを積層した化粧板、及びその化粧板を用いたユニットバス | |
| JP3672870B2 (ja) | 化粧板積層用印刷樹脂フィルム及びその樹脂フィルムを積層した化粧板 | |
| JPWO2000050242A1 (ja) | 高耐候性化粧板積層用印刷樹脂フィルム、その樹脂フィルムを積層した高耐候性化粧板及び物置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050920 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070116 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080430 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080924 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110725 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140729 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4792175 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |