JP4734228B2 - 圧延設備の圧延製品のための検査システム - Google Patents
圧延設備の圧延製品のための検査システム Download PDFInfo
- Publication number
- JP4734228B2 JP4734228B2 JP2006501661A JP2006501661A JP4734228B2 JP 4734228 B2 JP4734228 B2 JP 4734228B2 JP 2006501661 A JP2006501661 A JP 2006501661A JP 2006501661 A JP2006501661 A JP 2006501661A JP 4734228 B2 JP4734228 B2 JP 4734228B2
- Authority
- JP
- Japan
- Prior art keywords
- rolled product
- rolled
- inspection system
- conveyor belt
- clamps
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 21
- 238000005096 rolling process Methods 0.000 title claims description 13
- 238000005498 polishing Methods 0.000 claims description 10
- 238000003825 pressing Methods 0.000 abstract description 3
- 238000000227 grinding Methods 0.000 abstract 1
- 238000003801 milling Methods 0.000 abstract 1
- 239000000758 substrate Substances 0.000 abstract 1
- 230000037303 wrinkles Effects 0.000 description 5
- 238000007373 indentation Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000035515 penetration Effects 0.000 description 3
- 239000004071 soot Substances 0.000 description 2
- 239000004575 stone Substances 0.000 description 1
- 239000005028 tinplate Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/34—Arrangements or constructional combinations specifically designed to perform functions covered by more than one of groups B21B39/02, B21B39/14, B21B39/20
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B41/00—Guiding, conveying, or accumulating easily-flexible work, e.g. wire, sheet metal bands, in loops or curves; Loop lifters
- B21B41/12—Arrangements of interest only with respect to provision for indicating or controlling operations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/30—Foil or other thin sheet-metal making or treating
- Y10T29/301—Method
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Treatment Of Fiber Materials (AREA)
- Sampling And Sample Adjustment (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Control Of Conveyors (AREA)
- Control Of Metal Rolling (AREA)
- Metal Rolling (AREA)
Description
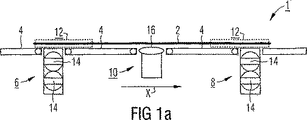
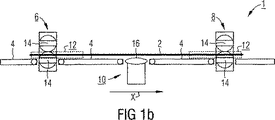
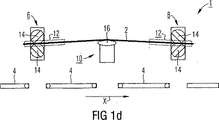
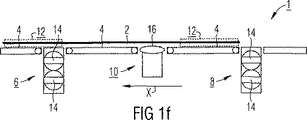
2 圧延製品
4 コンベヤベルト
6 圧延製品クランプ
8 圧延製品クランプ
10 緊張ステーション
12 縁部領域
14 クランプジョー
16 成形部分
X 送り方向
Claims (1)
- 圧延設備の圧延製品(2)のための検査システムにおいて、
圧延製品(2)のためのコンベヤベルト(4)に、コンベヤベルト(4)上に載置されている圧延製品(2)を挟み、コンベヤベルト(4)から圧延製品(2)を持ち上げるための、複数の高さ調整可能な圧延製品クランプ(6,8)が配設されており、2つの圧延製品クランプ(6,8)の間に、持ち上げられた圧延製品(2)を研磨のために上に向かって押し上げるための、高さ調整可能な緊張ステーション(10)が配設されていることを特徴とする検査システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10304582A DE10304582A1 (de) | 2003-02-05 | 2003-02-05 | Inspektionssystem für Walzprodukte einer Walzanlage |
| DE10304582.1 | 2003-02-05 | ||
| PCT/EP2004/000833 WO2004069441A1 (de) | 2003-02-05 | 2004-01-30 | Inspektionssystem für walzprodukte einer walzanlage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006516484A JP2006516484A (ja) | 2006-07-06 |
| JP4734228B2 true JP4734228B2 (ja) | 2011-07-27 |
Family
ID=32730754
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006501661A Expired - Fee Related JP4734228B2 (ja) | 2003-02-05 | 2004-01-30 | 圧延設備の圧延製品のための検査システム |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US7766149B2 (ja) |
| EP (1) | EP1590105B8 (ja) |
| JP (1) | JP4734228B2 (ja) |
| KR (1) | KR101060976B1 (ja) |
| CN (1) | CN100346891C (ja) |
| AT (1) | ATE332195T1 (ja) |
| BR (1) | BRPI0407238B1 (ja) |
| CA (1) | CA2515223C (ja) |
| DE (2) | DE10304582A1 (ja) |
| ES (1) | ES2268625T3 (ja) |
| RU (1) | RU2319565C2 (ja) |
| TW (1) | TW200422116A (ja) |
| WO (1) | WO2004069441A1 (ja) |
| ZA (1) | ZA200505715B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102123802B (zh) * | 2008-10-17 | 2014-01-01 | 三菱日立制铁机械株式会社 | 用于检查条带状材料的前表面和后表面的装置及其方法 |
| DE102009049106B4 (de) | 2009-10-13 | 2023-09-14 | Sms Group Gmbh | Vorrichtung und Verfahren zur Untersuchung eines Metallbandes |
| TWI490054B (zh) * | 2012-09-25 | 2015-07-01 | China Steel Corp | 加工方法與其加工件表面品質檢測方法 |
| KR102167119B1 (ko) * | 2017-07-20 | 2020-10-16 | 주식회사 엘지화학 | 이차전지용 전극 제조시스템 및 제조방법 |
| CN107552636B (zh) * | 2017-09-07 | 2024-07-16 | 乳源东阳光机械有限公司 | 一种全自动箔样冲压机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07120235A (ja) * | 1993-10-25 | 1995-05-12 | Serutetsuku Syst:Kk | 形鋼の熱間寸法測定装置 |
| JP2001206601A (ja) * | 1999-11-05 | 2001-07-31 | Sms Demag Ag | ループリフター |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2023904A (en) * | 1932-06-06 | 1935-12-10 | Schulte Grinding And Polishing | Process of finishing metallic sheets |
| US2540367A (en) * | 1947-07-05 | 1951-02-06 | Alfred E Hamilton | Method of grinding and finishing strip metal |
| NL1016660C2 (nl) * | 2000-11-21 | 2002-05-22 | Corus Staal Bv | Inrichting voor het inspecteren van een bewegende band. |
| JP3962552B2 (ja) | 2001-03-12 | 2007-08-22 | 日産自動車株式会社 | 車体搬送装置 |
-
2003
- 2003-02-05 DE DE10304582A patent/DE10304582A1/de not_active Withdrawn
-
2004
- 2004-01-30 WO PCT/EP2004/000833 patent/WO2004069441A1/de active IP Right Grant
- 2004-01-30 RU RU2005127593/02A patent/RU2319565C2/ru not_active IP Right Cessation
- 2004-01-30 JP JP2006501661A patent/JP4734228B2/ja not_active Expired - Fee Related
- 2004-01-30 CA CA2515223A patent/CA2515223C/en not_active Expired - Fee Related
- 2004-01-30 AT AT04706633T patent/ATE332195T1/de active
- 2004-01-30 EP EP04706633A patent/EP1590105B8/de not_active Expired - Lifetime
- 2004-01-30 US US10/544,605 patent/US7766149B2/en not_active Expired - Fee Related
- 2004-01-30 TW TW093102137A patent/TW200422116A/zh not_active IP Right Cessation
- 2004-01-30 KR KR1020057014247A patent/KR101060976B1/ko active IP Right Grant
- 2004-01-30 DE DE502004000920T patent/DE502004000920D1/de not_active Expired - Lifetime
- 2004-01-30 ES ES04706633T patent/ES2268625T3/es not_active Expired - Lifetime
- 2004-01-30 CN CNB2004800036050A patent/CN100346891C/zh not_active Expired - Fee Related
- 2004-01-30 BR BRPI0407238-3B1A patent/BRPI0407238B1/pt not_active IP Right Cessation
-
2005
- 2005-07-15 ZA ZA200505715A patent/ZA200505715B/en unknown
-
2010
- 2010-07-08 US US12/832,826 patent/US7984802B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07120235A (ja) * | 1993-10-25 | 1995-05-12 | Serutetsuku Syst:Kk | 形鋼の熱間寸法測定装置 |
| JP2001206601A (ja) * | 1999-11-05 | 2001-07-31 | Sms Demag Ag | ループリフター |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1747802A (zh) | 2006-03-15 |
| KR20050111737A (ko) | 2005-11-28 |
| CA2515223A1 (en) | 2004-08-19 |
| EP1590105B8 (de) | 2006-10-18 |
| TWI300365B (ja) | 2008-09-01 |
| US7984802B2 (en) | 2011-07-26 |
| US20100269557A1 (en) | 2010-10-28 |
| ATE332195T1 (de) | 2006-07-15 |
| TW200422116A (en) | 2004-11-01 |
| BRPI0407238A (pt) | 2006-01-31 |
| US7766149B2 (en) | 2010-08-03 |
| ES2268625T3 (es) | 2007-03-16 |
| EP1590105A1 (de) | 2005-11-02 |
| JP2006516484A (ja) | 2006-07-06 |
| BRPI0407238B1 (pt) | 2013-06-25 |
| RU2005127593A (ru) | 2006-02-10 |
| CN100346891C (zh) | 2007-11-07 |
| DE10304582A1 (de) | 2004-08-19 |
| DE502004000920D1 (de) | 2006-08-17 |
| WO2004069441A8 (de) | 2005-09-29 |
| US20060236511A1 (en) | 2006-10-26 |
| WO2004069441A1 (de) | 2004-08-19 |
| ZA200505715B (en) | 2006-10-25 |
| EP1590105B1 (de) | 2006-07-05 |
| CA2515223C (en) | 2011-06-07 |
| KR101060976B1 (ko) | 2011-08-31 |
| RU2319565C2 (ru) | 2008-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4734228B2 (ja) | 圧延設備の圧延製品のための検査システム | |
| RU2680623C2 (ru) | Способ ломки изгибом стеклянных пластин и устройство для их ломки изгибом | |
| DE60103423D1 (de) | Vorrichtung und verfahren zum kalibrieren einer mehrrollenrichtmaschine | |
| US6898956B2 (en) | Metal ring inputting and outputting device | |
| US7156933B2 (en) | Configuration and method for mounting a backing film to a polish head | |
| JP4238071B2 (ja) | マーキング装置 | |
| CN210908700U (zh) | 用于焊接电池包连接件的夹具 | |
| JP2004114231A (ja) | ゴムタイヤ材料の切断装置及び切断方法 | |
| CN212722576U (zh) | 一种全自动晶圆裂片检验机 | |
| US4781369A (en) | Transporting limp fabric | |
| JPH09174403A (ja) | 丸材のバリ取り装置 | |
| CN204868532U (zh) | 勺子用夹紧装置 | |
| KR20020078816A (ko) | 센드 페이퍼 부착 장치 | |
| CN216941795U (zh) | 一种膜切机的压平装置 | |
| JPH0839489A (ja) | スルーホール加工装置及び方法 | |
| JP3634454B2 (ja) | 位置決め方法 | |
| CN214081065U (zh) | 一种材料试验机棒材夹持装置 | |
| JPH0780577A (ja) | ミクロジョイント外し装置 | |
| KR101885572B1 (ko) | 목재 가공방법 | |
| JP2004117292A (ja) | 硬さ試験機及び硬さ試験方法 | |
| KR0127232Y1 (ko) | 반도체 웨이퍼의 균열검사장치 | |
| JPH0723726Y2 (ja) | 板状試験片の縞状起伏現出試験機 | |
| JPH0697679B2 (ja) | 半導体ウエハブレ−ク装置 | |
| JP2001047142A (ja) | プレス絞り加工方法及びその金型装置 | |
| JPH04237596A (ja) | 薄板突合せ溶接用板押え装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100415 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110405 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110425 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140428 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4734228 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |