JP4678664B2 - ツイストオフ口部付き少容量容器 - Google Patents
ツイストオフ口部付き少容量容器 Download PDFInfo
- Publication number
- JP4678664B2 JP4678664B2 JP2001163432A JP2001163432A JP4678664B2 JP 4678664 B2 JP4678664 B2 JP 4678664B2 JP 2001163432 A JP2001163432 A JP 2001163432A JP 2001163432 A JP2001163432 A JP 2001163432A JP 4678664 B2 JP4678664 B2 JP 4678664B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- mouth
- thin
- knob
- twist
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Tubes (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Description
【発明の属する技術分野】
本発明は、一度で内容物を使い切るための少容量のプラスチックチューブ容器であって、口部をねじ切って開口するツイストオフ口部を備えたチューブ容器に関するものである。
【0002】
【従来の技術】
ツイストオフ口部を備えた少容量のプラスチックチューブ容器を製造する方法としてとしては、下記▲1▼〜▲4▼の成形方法が知られており、容器の材質、内容物、使用目的を考慮して最も好適な成形方法を採用している。
▲1▼ 外型と中子の間に合成樹脂を鋳込む射出成形方法。
▲2▼ 中子を挟んだ二枚のフィルムを外型で合接させる方法。
▲3▼ 外型の間に挟んだ二枚のフィルムを外型に吸い付けて真空成形する方法。
▲4▼ パリソンをブロー成形する方法。
【0003】
特開2000−281168号公報には、ブロー成形方法で一体成形される飲料容器が開示されている。
この飲料容器は、口頸部の上端に設けた薄肉部を介して口頸部を門形のハンドル体で覆い、このハンドル体の頂部に内溶液を注入する注入管が設けられていて、内溶液を注入した後に注入管の上端を熱接着して密封するものである。
この飲料容器を開口するには、ハンドル体をねじって薄肉部を破断する。その際に、ハンドル体が梃子の作用をして大きな偶力が発生し、薄肉部の破断を容易に行えるので、薄肉部を厚く丈夫にすることができ、容器の梱包、搬送等の取扱い中の衝撃による開封を防止できるとしている。
【0004】
【発明が解決しようとする課題】
上記の飲料容器は、飲料を充填する比較的大容量の容器を対象としたものであり、ハンドル体に外力が加わり難くするために、ハンドル体の横幅を容器の直径より小さくする必要はあるが、開口を容易とする所望の大きさに設定することができる。
しかし、胴部の直径が1cm程度の一度で内容物を使い切るための少容量のプラスチックチューブ容器では、ハンドル体の横幅を、上記の飲料容器に倣って開口を容易とする所望の大きさに設定すると、ハンドル体の横幅が容器本体の直径よりも大きくなってしまい、容器の取扱い中にハンドル体に外力が加わり易くなって、容器の梱包、搬送等の取扱い中の衝撃等による開封を招きかねない。
【0005】
本発明は、口部をねじ切って開口するツイストオフ口部を備え、一度で内容物を使い切るための少容量のプラスチックチューブ容器であって、口部の開封を容易とするため薄肉部の厚さを薄くしても、容器の取扱い中の衝撃等による開封を防止できる容器を提供することを目的とするものである。
【0006】
【課題を解決するための手段】
本発明は、口部及びこれに続く口頸部と、該口頸部に続く肩部と、該肩部に続く胴部とを有する容器本体と、前記口部の上端に薄肉部を介して板状の摘み部を一体に備え、該摘み部はその横幅が前記容器本体の胴部の直径以下であり、且前記容器本体の口部に跨って口頸部又は肩部までの両側に被さる垂下部を有するツイストオフ口部付き少容量容器において、前記薄肉部に、前記摘み部の幅方向と直交する半径方向外方に張り出して容器本体の軸線方向に延びる一対のリブ部を一体に形成したツイストオフ口部付き少容量容器である。
【0007】
【発明の実施の形態】
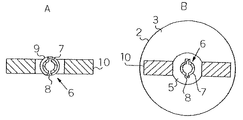
図1ないし図3に本発明の第一の実施の形態を示す。図1は、正面図と側面図、図2は、図1の要部の縦断面図、図3は、図1AのX−X線及びY−Y線の断面図である。
図において、1は、ポリプロピレンやポリエチレン等のポリオレフィン樹脂製の容器であって、その製法は後記する。
容器1の本体部の胴部2は、円筒形で内溶液を充填した後に、下端の内面同士を熱接着してエンドシール部11を形成して密封してある。
胴部2の上端は、中空円錐台形状の肩部3に続き、その肩部3は、中空で先細りの口頸部4に続いている。口頸部4の先端は、ノズル状の口部5に続き、口部5の上端には、破断し易いように薄肉とした薄肉部6が形成してある。
【0008】
薄肉部6は、図3に示すように、容器1の側面側の両側に位置する円筒部7と、容器1の正面側と背面側に位置して容器軸線方向外方に延びるリブ部8とで形成され、リブ部8の水平断面形状は、中空のほぼコの字形をなし、その各三辺の厚さは、円筒部7の厚さとほぼ同じ厚さとしてある。
薄肉部6の上端は、板状の摘み部10から膨出する半球部9に続き、リブ部8の下端は、薄肉部6と口部5の繋ぎ目より下方の位置で口部5に繋っている。
摘み部10は、板状で正面形状がほぼ鞍形であり、その横幅は容器本体部の胴部2の直径より僅かに小さく、容器本体部の側面側の両側で薄肉部6と口部5とに跨り、更に、僅かの隙間を置いて口頸部4に沿って下方に延び、肩部3の中程までに被さっている。
【0009】
容器1を開封する際に、摘み部10をねじると、薄肉部6が変形して行き、口部5も僅かに変形するが、半球部9は中実で変形し難いので、ねじりによる剪断力が半球部9と薄肉部6との繋ぎ目に集中して作用し、やがてこの部位で薄肉部6が破断する。
摘み部10を取り払った容器1は、そのノズル状の口部5に続く薄肉部6で開口しているので、内溶液として充填されたインキ、薬品、化粧品や醤油、ソース等の調味液を注出できる。
【0010】
容器1は、その摘み部10の横幅を容器本体部の胴部2の直径より大きくすることなく、僅かに小さくしてあるので、容器1の取扱い中に外力が摘み部10よりも胴部2の方に加わり易くなっていて、事故による薄肉部6の破断が防止できる。
摘み部10の側面側から外力が加わったときに、摘み部10の垂下部が肩部3の中程まで両側に被さっているので、摘み部10の内側側面が口頸部4や肩部3に当接し、摘み部10のそれ以上の動きを止めて薄肉部6の破断を防止する。
【0011】
また、摘み部10の正面側や背面側から外力が加わったときに、薄肉部6にその中心線からの距離が大きなブ部8が存在するので、水平方向の断面積を同じとした円筒形に比べて断面係数が大きくなり、その分、曲げに対する抵抗力が増加して薄肉部6の破断を防止する。
したがって、小さな摘み部10で容器の開封を容易にするために、薄肉部6の厚さを薄くしても、摘み部10に四方から加えられる外力に対して抵抗力が増し、事故による薄肉部6の破断が防止できる。
【0012】
図4に、上記第一の実施の形態の変形例を示す。図4は、図3と同様に、図1AのX−X及びY−Y線の断面図である。
この変形例は、第一の実施の形態における薄肉部6の構造のみを変え、薄肉部6’として円筒部7’にその半径方向外方に延びる中実のリブ部8’を形成したものであり、その他の構造は第一の実施の形態と同じである。
【0013】
補強のために、摘み部10と口頸部4との間を、破断可能な連結部で一体にしてもよく、また、リブ部8の水平断面形状をコの字形に代えて、U字形、V字形、半円形、楕円形等としてもよい。要は、摘み部10の正面側や背面側に外力が加わったときに、曲げに対する抵抗力を大きくできると共に、ねじ切り易い形状であればよい。
【0014】
次に、第一の実施の形態の製造方法を説明する。図5は、金型を用いた成形工程を示す図、図6は、成形工程の後の工程を示す図である。
図5Aは、押出機の押出しヘッド12から円筒形のパリソン13を、二つ割りの金型14,14’を開型した間に押出した状態を示し、押出しヘッド12の中孔15からは、常時、49.03KPa程度の低圧空気がパリソン13内に送られてパリソン13同士が溶着するのを防止している。
【0015】
パリソン13の押出し長さが所定量に達すると、図5Bに示すように、二つ割りの金型14,14’を閉型し、金型の内面に容器1の外面形状が穿刻されているので、パリソン13に半球部9と摘み部10が形成される。
続いて、押出しヘッド12と金型14との間で、ヒートカッターを用いてパリソン13を切断する。この状態を図5Cに示す。
【0016】
図5Cに示す状態の金型をブローステイションに送り、パリソン13内にブローピン16を挿入して薄肉部6を成形し、続いて、ブローピン16の孔18から686.47KPa程度の高圧空気がパリソン13内に送られて胴部2、肩部3、口頸部4及び口部5を成形する。この際に、容器の底側のバリ17と口部側のバリは、ブローピン16と金型14,14’とに挟まれて切断される。この状態を図5Dに示す。
【0017】
金型14,14’は水冷されていて、金型内のブロー成形品が冷えて適度の硬さになると、ブローピン16を引き抜き、金型14,14’を開く。この状態を図6Aに示す。ブロー成形品20からは、既に底側のバリ17と口部側のバリ19とが切断されている。
ブロー成形品20には、図6Bに示すように、ブロー成形時に金型との気密性を保つため、底部側に縮径部があるので、この部分を切取って底部の開いた空容器21とし、次ぎの充填工程でこの空容器21に内容物を充填し、続いて端部の内面同士を熱接着してエンドシール部11を形成し、密封した容器1とする。
【0018】
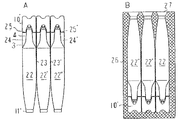
次に、本発明の第二の実施の形態を図7Aに示す。
第一の実施の形態と異なる点は、容器1と同様な三個の容器22,22’,22”を横に列べ、各容器の胴部を分離可能な薄肉連結部23,23’で一体に繋げたものである。
各容器の摘み部10’は、肩部3までには達つしておらず、口頸部4の上部までに被さり、その下縁は、各容器の肩部3と口頸部4の両側に形成した補強用板部24,24’の上部で、分離可能な薄肉連結部25,25’で一体に繋がっている。
【0019】
第二の実施の形態は、第一の実施の形態の製法と同様に、ブロー成形により製造する。
図7Aの外面形状に合せて穿刻したキャビティを有する二つ割りの金型に、三個の容器22,22’,22”を内包できる直径のパリソンを入れ、3本のブローピンを用いてブロー成形する。
図7Bは、ブロー成形後の成形品の状態を示すもので、各容器22,22’,22”の底側のバリ27と、編目で示す周囲の板状のバリ26は、境目で概ね切れているので、適宜の手段で取り除く。
【0020】
上記のブロー成形品に内容物を充填し、続いて端部の内面同士を熱接着し、各容器22,22’,22”にエンドシール部11’を形成して密封するのは、第一の実施の形態の製法と同様である。
この容器は、三個の容器22,22’,22”が薄肉連結部23,23’で一体に繋っているので、先ず、薄肉連結部23を破断して一本の容器22を取出す。一本の容器22の開封は、摘み部10’をねじって薄肉連結部25を破断し、第一の実施の形態の容器1と同様にして開口させる。
【0021】
【発明の効果】
本発明のツイストオフ口部付き少容量容器は、容器口部の薄肉部の厚さを薄くできるので、容器を開封する際に、小さな摘みで容易に薄肉部を破断することができると共に、薄肉部の厚さが薄くても、容器の取扱い中の衝撃等の事故による開封が防止できる。
【図面の簡単な説明】
【図1】本発明の第一の実施の形態を示す正面図と側面図。
【図2】図1の要部の縦断面図。
【図3】図1AのX−X線及びY−Y線の断面図。
【図4】本発明の第一の実施の形態の変形例を示す断面図。
【図5】本発明の空容器の成形工程を示す図。
【図6】図5の成形工程の後の工程を示す図。
【図7】本発明の第二の実施の形態を示す正面図。
【符号の説明】
1:容器 2:胴部 3:肩部 4:口頸部 5:口部
6,6’:薄肉部 7,7’:円筒部 8,8’:リブ部 9:半球部
10,10’;摘み部 11:エンドシール部
Claims (1)
- 口部及びこれに続く口頸部と、該口頸部に続く肩部と、該肩部に続く胴部とを有する容器本体と、前記口部の上端に薄肉部を介して板状の摘み部を一体に備え、該摘み部は、その横幅が前記容器本体の胴部の直径以下であり、且前記容器本体の口部に跨って口頸部又は肩部までの両側に被さる垂下部を有するツイストオフ口部付き少容量容器において、
前記薄肉部に、前記摘み部の幅方向と直交する半径方向外方に張り出して容器本体の軸線方向に延びる一対のリブ部を一体に形成したことを特徴とするツイストオフ口部付き少容量容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001163432A JP4678664B2 (ja) | 2001-04-23 | 2001-04-23 | ツイストオフ口部付き少容量容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001163432A JP4678664B2 (ja) | 2001-04-23 | 2001-04-23 | ツイストオフ口部付き少容量容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002321750A JP2002321750A (ja) | 2002-11-05 |
| JP4678664B2 true JP4678664B2 (ja) | 2011-04-27 |
Family
ID=19006405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001163432A Expired - Fee Related JP4678664B2 (ja) | 2001-04-23 | 2001-04-23 | ツイストオフ口部付き少容量容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4678664B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4761351B2 (ja) * | 2005-06-30 | 2011-08-31 | 株式会社吉野工業所 | 絞り出し容器 |
| JP5004272B2 (ja) * | 2006-12-04 | 2012-08-22 | 大和製罐株式会社 | キャップを備えた破断開口容易な容器 |
| US20110174665A1 (en) | 2007-04-27 | 2011-07-21 | Daiwa Can Company | Polyester Resin Container With Fracturable Portion And Its Production Method |
| JP5274886B2 (ja) * | 2008-04-30 | 2013-08-28 | 株式会社吉野工業所 | 樹脂製アンプル |
| JP5971582B2 (ja) * | 2012-02-29 | 2016-08-17 | 株式会社吉野工業所 | チューブ容器 |
| JP7416602B2 (ja) * | 2019-10-31 | 2024-01-17 | 小林製薬株式会社 | スクイズ容器 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS469821Y1 (ja) * | 1967-12-25 | 1971-04-06 | ||
| FR2692556B1 (fr) * | 1992-06-19 | 1996-05-15 | Cebal | Tube en matiere plastique ayant un opercule dechirable, ledit tube avec une capsule et ses utilisations. |
| JP2507964Y2 (ja) * | 1993-09-14 | 1996-08-21 | 株式会社がまかつ | 釣り針 |
| JP2000281168A (ja) * | 1999-03-29 | 2000-10-10 | Nikko Seika Kk | ブロ−成型方法で一体成型される飲料容器 |
| JP2000314133A (ja) * | 1999-04-30 | 2000-11-14 | Nippon Steel Corp | 水平耐力杭及びその配列方法 |
-
2001
- 2001-04-23 JP JP2001163432A patent/JP4678664B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002321750A (ja) | 2002-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6619516B2 (en) | Hermetically sealed container with unitary drop-dispenser | |
| US4076063A (en) | Flexible, collapsible container for liquids with improved tail seal | |
| JP4037578B2 (ja) | 積層ボトルの製造方法、並びに、積層剥離容器の製造装置 | |
| BRPI0810229B1 (pt) | recipiente com saco no interior integralmente moldado por sopro tendo respiradouros de interface com abertura para a atmosfera em uma localização adjacente ao bocal do saco; pré-forma para sua produção; e processo para produção do recipiente com saco no interior | |
| JP6923788B2 (ja) | 積層剥離容器 | |
| JP6112385B2 (ja) | ブロー成形容器及びその製造方法 | |
| US5601214A (en) | Plastic container having an injection molded finish with an integral closure attached thereto | |
| JP6850531B2 (ja) | 二重容器及びその製造方法 | |
| JP4678664B2 (ja) | ツイストオフ口部付き少容量容器 | |
| CN114007843B (zh) | 树脂制成形品的制造装置、树脂制成形品的制造方法及树脂制成形品 | |
| JP4579576B2 (ja) | 樹脂製容器及びその製造方法 | |
| JP3907186B2 (ja) | ブロー成形容器とその成形方法 | |
| JP4061619B2 (ja) | ブロー成形容器 | |
| CN210173972U (zh) | 一种便于生产的节能型可旋转吊环瓶胚 | |
| JP3590667B2 (ja) | 無菌容器の製造方法 | |
| JP4657426B2 (ja) | エアーホールド容器 | |
| JP2003136588A (ja) | 密封中空容器の製造方法 | |
| JPS6119485B2 (ja) | ||
| CN210173973U (zh) | 一种用于制作节能型的可旋转吊环瓶胚的中间体 | |
| JP2000072124A (ja) | 成形充填容器および当該成形充填容器の製造方法 | |
| JP7784301B2 (ja) | 二層式のプリフォームの製造装置、および二層式のプリフォームの製造方法 | |
| JPS61199934A (ja) | 容器及びバケットを同時に製造する方法及び該方法によって製造されたバケット付き容器 | |
| JPH10100241A (ja) | 開封把手付ボトルの製造方法 | |
| JP2008018968A (ja) | 無菌充填包装体の製造方法 | |
| JPH0958645A (ja) | ブローボトル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20050519 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080416 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110126 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4678664 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140210 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |