JP4635493B2 - ダル調塗工紙 - Google Patents
ダル調塗工紙 Download PDFInfo
- Publication number
- JP4635493B2 JP4635493B2 JP2004205197A JP2004205197A JP4635493B2 JP 4635493 B2 JP4635493 B2 JP 4635493B2 JP 2004205197 A JP2004205197 A JP 2004205197A JP 2004205197 A JP2004205197 A JP 2004205197A JP 4635493 B2 JP4635493 B2 JP 4635493B2
- Authority
- JP
- Japan
- Prior art keywords
- parts
- weight
- pigment
- paper
- coated paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Paper (AREA)
Description
しかしながら、上述した従来技術では、嵩高で、ラフな手触りでありながら、かつ、印刷光沢度が高く良好な印刷品質を有する塗工紙の印刷品質要求を満たす高品質なダル調塗工紙を得ることは不可能であった。
本発明のパルプの繊維間結合を阻害する作用を持つ有機化合物(以下、結合阻害剤と略称する)は、疎水基と親水基を持つ化合物で、上記試験で引張り強度の低下作用を有するものである。最近、製紙用で紙の嵩高化のために上市された低密度化剤(あるいは嵩高剤)は本発明の結合阻害剤として適しており、例えば、WO98/03730号公報、特開平11−200284号公報、特開平11−350380号公報、特開2003−96694号、特開2003−96695号公報等に示される化合物等が挙げられる。具体的には、高級アルコールのエチレンおよび/またはプロピレンオキサイド付加物、多価アルコール型非イオン型界面活性剤、高級脂肪酸のエチレンオキサイド付加物、多価アルコールと脂肪酸のエステル化合物、多価アルコールと脂肪酸のエステル化合物のエチレンオキサイド付加物、あるいは脂肪酸ポリアミドアミン、脂肪酸ジアミドアミン、脂肪酸モノアミド、あるいはポリアルキレンポリアミン・脂肪酸・エピクロロヒドリン縮合物などを使用することができ、これらを単独あるいは2種以上併用することができる。好ましくは多価アルコールと脂肪酸のエステル化合物、脂肪酸ジアミドアミン、脂肪酸モノアミド、ポリアルキレンポリアミン・脂肪酸・エピクロロヒドリン縮合物の少なくとも1種類以上使用することが望ましい。販売されている嵩高薬品としては、BASF社のスルゾールVL、Bayer社のバイボリュームPリキッド、花王(株)のKB−08T、08W、KB−110、−115、三晶(株)のリアクトペイク、日本PMC(株)のPT−205、日本油脂(株)のDZ2220、DU3605、荒川化学(株)のR21001といった薬品があり、単独あるいは2種以上を併用してもよい。本発明のダル調塗工紙は、嵩高で柔軟な用紙にするために、パルプの繊維間結合阻害剤をパルプ100重量部当たり0.1〜10重量部含有することが好ましく、特に0.2〜1.0重量部を含有することが好ましい。
以上のように塗工乾燥された塗工紙は、未カレンダー処理、またはスーパーカレンダー、高温ソフトニップカレンダー等で平滑処理を行うことにより塗工紙の密度を1.00g/cm3以下、好ましくは0.50〜0.95g/cm3に調整するが、塗工紙のラフな手触りを向上させるためには、カレンダー処理を行わないほうが好ましい。
本発明においては、パルプの繊維間結合を阻害する作用を持つ有機化合物を含有する原紙上に、下塗りの塗工層に粒子径の大きいデラミネーテッドクレーを高配合して塗工量を低減し、上塗りの塗工層に粒子径の小さいカオリンと好ましくはプラスチックピグメントからなる塗工層を形成させ、塗工紙の密度を1.00g/cm3以下に調整することにより、スーパーカレンダー等の表面処理を施さなくても白紙光沢度40〜60%、平滑度600秒以上が得られ、低密度で塗工紙表面にラフな手触りがあり、また印刷光沢度が高く画線部の微小な光沢むらが少ないダル調塗工紙を得ることができる。
<評価方法>
(顔料の体積粒度分布測定) レーザー回折/散乱式粒度分布測定器(マルバーン(株)製、機器名:マスターサイザーS)を用いて、粒子の体積粒度分布を測定し、50%の粒径を平均粒子径とした。
(坪量) JIS P 8124:1998に従った。
(密度) JIS P 8118:1998に従った。
(手触り) 塗工紙の手触りを16人のモニターにより官能評価し、○ラフな手触りがある、△すべすべしている、×つるつるしているの3段階で評価した。
(白紙光沢度) JIS P 8142:1998に従った。
(王研平滑度) JAPAN Tappi No.5 王研平滑度試験器で測定した。
(印刷光沢度) RI−II型印刷試験機を用い、東洋インキ製造株式会社製枚葉プロセスインキ(商品名TKハイエコー紅 MZ)を0.30cc使用して印刷を行い、一昼夜放置後、得られた印刷物の表面をJIS P 8142:1998に従って測定した。
(光沢むら) 白紙表面の微小な光沢むらを10人のモニターにより、◎非常に優れる、○優れる、△やや劣る、×劣るの4段階で評価した。
[結合阻害剤の選定] NBKP30部とリファイナーグランドパルプ(RGP)70部を1%スラリーとし、このスラリーに下記化合物0.3部を添加混合し、紙料を調整した。この紙料を熊谷理機社製実験用配向性抄紙機にて回転速度900rpmで抄紙し、JIS8209の方法に従ってプレス、乾燥を行った。なお、乾燥条件については、送風乾燥機により、50℃、1時間処理し、テスト用試験紙を得た。この試験紙を温度23℃、相対湿度50%で24時間放置した後、JIS P8113に従って引っ張り強度を測定した。測定した結果を表1に示した。
次に上記試験から、良好な結合阻害的性を示した花王(株)製KB110の1種についてダル調塗工紙を作成して評価した。
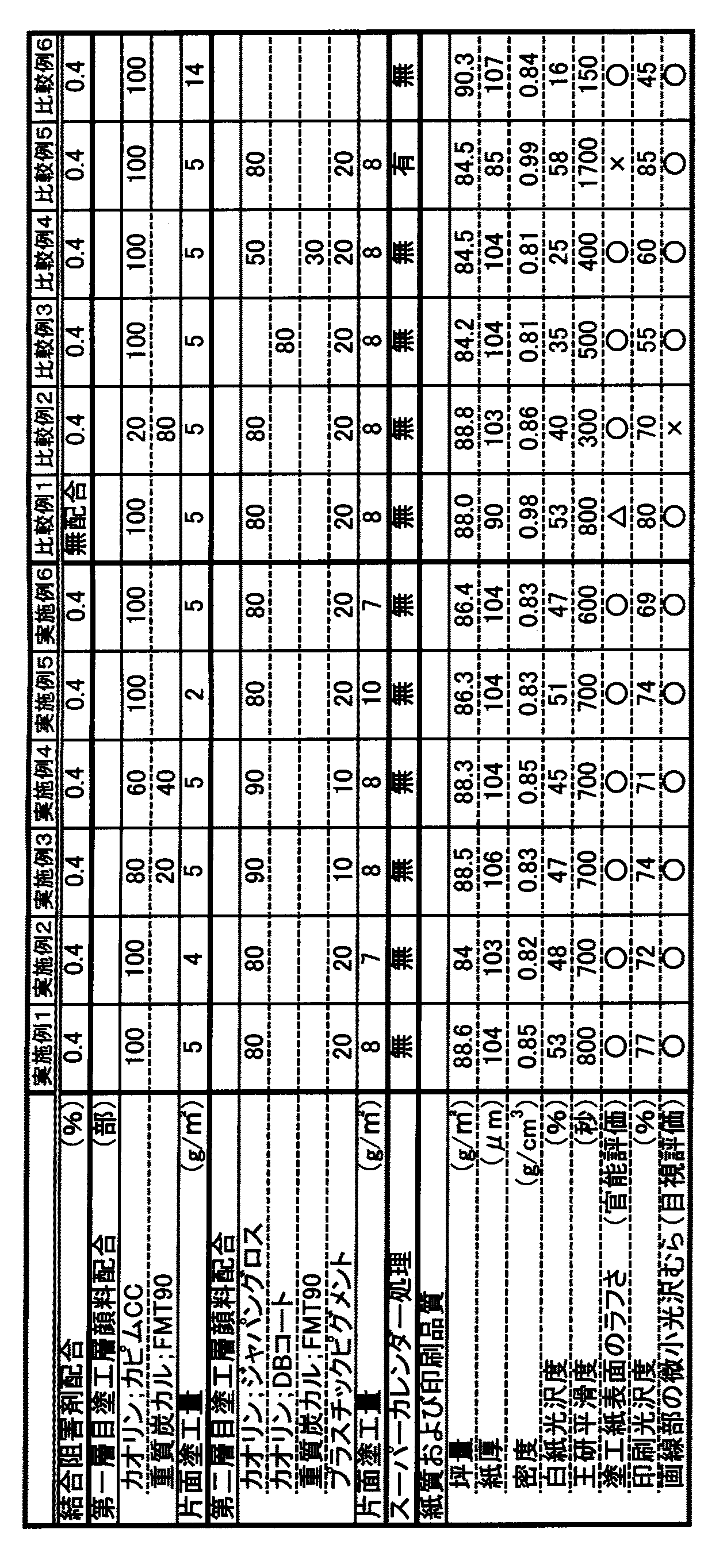
[実施例1]
製紙用パルプとして化学パルプを100部、填料として軽質炭酸カルシウムを5部、パルプ繊維間の結合阻害剤として花王(株)KB−110を0.4部含有する坪量62g/m2の原紙に、顔料としてデラミネーテッドクレー(イメリス社製、カピムCC、体積分布平均粒子径4.89μm)を100重量部からなる顔料に、分散剤としてポリアクリル酸ソーダ0.1部、バインダーとしてカルボキシ変性スチレンブタジエンラテックスを8部、燐酸エステル化澱粉を10部加え、さらに水を加えて固形分濃度60%に調整した塗工液を、塗工量が片面あたり5g/m2となるように、塗工速度800m/分のブレードコーターで両面に下塗り塗工・乾燥した。
[実施例2]
下塗り塗工層の塗工量が片面あたり4g/m2となるように塗工し、上塗り塗工層の塗工量が片面あたり7g/m2とした以外は、実施例1と同様の方法でダル調塗工紙を得た。
[実施例3]
下塗り塗工層に顔料としてデラミネーテッドクレー(イメリス社製、カピムCC、体積分布平均粒子径4.89μm)を80重量部と重質炭酸カルシウム(ファイマテック社製、FMT90、体積分布平均粒子径0.70μm)20部からなる顔料にし、上塗り塗工層に顔料としてカオリン(ヒューバ社製、ジャパングロス、体積分布平均粒子径4.89μm)を90重量部とプラスチックピグメント(日本ゼオン製、V-1004)を10重量部からなる顔料にした以外は、実施例1と同様の方法でダル調塗工紙を得た。
[実施例4]
下塗り塗工層に顔料としてデラミネーテッドクレー(イメリス社製、カピムCC、体積分布平均粒子径4.89μm)を60重量部、重質炭酸カルシウム(ファイマテック社製、FMT90、体積分布平均粒子径0.70μm)を40重量部からなる顔料にした以外は、実施例1と同様の方法でダル調塗工紙を得た。
[実施例5]
製紙用パルプとして化学パルプを100部、填料として軽質炭酸カルシウムを5部、パルプ繊維間の結合阻害剤として花王(株)KB−110を0.4部含有する坪量62g/m2の原紙に、顔料としてデラミネーテッドクレー(イメリス社製、カピムCC、体積分布平均粒子径4.89μm)を100重量部からなる顔料に、分散剤としてポリアクリル酸ソーダ0.1部、バインダーとしてカルボキシ変性スチレンブタジエンラテックスを8部、燐酸エステル化澱粉を20部加え、さらに水を加えて固形分濃度50%に調整した塗工液を、塗工量が片面あたり2g/m2となるように、塗工速度1000m/分のゲートロールコーターで両面に下塗り塗工・乾燥した。
[実施例6]
下塗り塗工層の塗工量が片面あたり5g/m2となるように塗工し、上塗り塗工層の塗工量が片面あたり7g/m2とした以外は、実施例5と同様の方法でダル調塗工紙を得た。
[比較例1]
原紙に結合阻害剤を配合しなかった以外は、実施例1と同様の方法でダル調塗工紙を得た。
[比較例2]
下塗り塗工層に顔料としてデラミネーテッドクレー(イメリス社製、カピムCC、体積分布平均粒子径4.89μm)を20重量部、重質炭酸カルシウム(ファイマテック社製、FMT90、体積分布平均粒子径0.70μm)を80重量部からなる顔料にした以外は、実施例1と同様の方法でダル調塗工紙を得た。
[比較例3]
上塗り塗工層に顔料として二級カオリン(イメリス社製、DBコート、体積分布平均粒子径1.37μm)を80重量部とプラスチックピグメント(日本ゼオン製、V-1004)を20重量部からなる顔料にした以外は、実施例1と同様の方法でダル調塗工紙を得た。
[比較例4]
上塗り塗工層に顔料として微粒カオリン(ヒューバ社製、ジャパングロス、体積分布平均粒子径0.40μm)を50重量部と重質炭酸カルシウム(ファイマテック社製、FMT90、体積分布平均粒子径0.70μm)を30重量部とプラスチックピグメント(日本ゼオン製、V-1004)を20重量部からなる顔料にした以外は、実施例1と同様の方法でダル調塗工紙を得た。
[比較例5]
塗工後に得られた塗工紙を、金属ロールと弾性ロールからなる12段のスーパーカレンダーを用いて、処理速度650m/min、金属ロール表面温度100℃の条件で3段処理した以外は、実施例1と同様の方法でダル調塗工紙を得た。
[比較例6]
塗工量が片面あたり14g/m2となるように、下塗り塗工液をブレードコーターで両面に下塗り塗工・乾燥し、上塗り塗工を行わなかった以外は、実施例1と同様の方法でダル調塗工紙を得た。
Claims (2)
- 原紙上に顔料および接着剤を含有する下塗り層と上塗り層の塗工層を設けた塗工紙において、原紙がパルプの繊維間結合を阻害する作用を持つ有機化合物を含有し、下塗り層が、顔料として、体積分布平均粒子径3.5〜20μmであるデラミネーテッドクレーを顔料100重量部当たり50重量部以上含有し、上塗り塗工層が体積分布平均粒子径0.80μm以下であるカオリンを顔料100重量部あたり70重量部以上含有し、かつ、上塗り塗工層が顔料100重量部当たりプラスチックピグメント5〜30重量部含有し、塗工紙密度が1.00g/cm3以下であることを特徴とするダル調塗工紙。
- 原紙上に顔料および接着剤を含有する塗工液を、下塗り塗工した後に上塗り塗工する塗工紙の製造方法において、原紙がパルプの繊維間結合を阻害する作用を持つ有機化合物を含有し、体積分布平均粒子径3.5〜20μmであるデラミネーテッドクレーを顔料100重量部当たり50重量部以上含有する塗工液を下塗り塗工した後に、体積分布平均粒子径0.80μm以下であるカオリンを顔料100重量部あたり70重量部以上含有し、かつ、顔料100重量部当たりプラスチックピグメント5〜30重量部含有する塗工液を上塗り塗工した後、カレンダーなどの表面処理しないことを特徴とするダル調塗工紙の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004205197A JP4635493B2 (ja) | 2003-10-09 | 2004-07-12 | ダル調塗工紙 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003350613 | 2003-10-09 | ||
| JP2004205197A JP4635493B2 (ja) | 2003-10-09 | 2004-07-12 | ダル調塗工紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005133278A JP2005133278A (ja) | 2005-05-26 |
| JP4635493B2 true JP4635493B2 (ja) | 2011-02-23 |
Family
ID=34656051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004205197A Expired - Fee Related JP4635493B2 (ja) | 2003-10-09 | 2004-07-12 | ダル調塗工紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635493B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007262643A (ja) * | 2005-09-07 | 2007-10-11 | Oji Paper Co Ltd | 塗工紙 |
| JP2007177374A (ja) * | 2005-12-28 | 2007-07-12 | Nippon Paper Industries Co Ltd | 印刷用塗工紙 |
| JP7440994B2 (ja) * | 2015-09-03 | 2024-02-29 | 日本製紙株式会社 | 塗工紙 |
| CN113369116A (zh) * | 2021-06-07 | 2021-09-10 | 深圳市成蝶科技有限公司 | 一种智能循迹小车用轨道纸板及其制作方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06280197A (ja) * | 1993-03-29 | 1994-10-04 | New Oji Paper Co Ltd | 塗被紙の製造方法 |
| JP3180516B2 (ja) * | 1993-03-31 | 2001-06-25 | 王子製紙株式会社 | 両面塗工紙の製造方法 |
| JPH06294100A (ja) * | 1993-04-09 | 1994-10-21 | Mitsubishi Paper Mills Ltd | 印刷用塗工紙 |
| JP2943571B2 (ja) * | 1993-07-26 | 1999-08-30 | 王子製紙株式会社 | 両面塗工紙の製造方法 |
| US5648485A (en) * | 1994-10-26 | 1997-07-15 | University Of British Columbia | β, β-dihydroxy meso-substituted chlorins, isobacteriochlorins, and bacteriochlorins |
| JP4120041B2 (ja) * | 1998-03-11 | 2008-07-16 | 日本製紙株式会社 | 艶消し塗被紙 |
| JP4380049B2 (ja) * | 2000-09-27 | 2009-12-09 | 日本製紙株式会社 | オフセット印刷用艶消し塗工紙 |
| JP4333026B2 (ja) * | 2000-12-20 | 2009-09-16 | 日本製紙株式会社 | オフセット印刷用艶消し塗工紙 |
| JP2002363887A (ja) * | 2001-06-04 | 2002-12-18 | Oji Paper Co Ltd | オフセット・グラビア印刷共用塗工白板紙 |
| JP3941483B2 (ja) * | 2001-11-30 | 2007-07-04 | 日本製紙株式会社 | 印刷用塗工紙 |
| JP3788508B2 (ja) * | 2001-12-27 | 2006-06-21 | 王子製紙株式会社 | 印刷用塗被紙 |
| JP2003213595A (ja) * | 2002-01-11 | 2003-07-30 | Nippon Paper Industries Co Ltd | 艶消し塗工紙 |
-
2004
- 2004-07-12 JP JP2004205197A patent/JP4635493B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005133278A (ja) | 2005-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4911876B2 (ja) | 印刷用ダル調塗工紙 | |
| WO2002001000A1 (en) | Printing coated paper | |
| JP3941483B2 (ja) | 印刷用塗工紙 | |
| JP2012077423A (ja) | 塗工紙及びその製造方法 | |
| JP2000345493A (ja) | 艶消し塗工紙 | |
| JP4333026B2 (ja) | オフセット印刷用艶消し塗工紙 | |
| JP4600864B2 (ja) | オフセット輪転印刷用塗被紙 | |
| JP4635493B2 (ja) | ダル調塗工紙 | |
| JP2025062023A (ja) | 包装容器に用いられるグラビア印刷用塗工紙 | |
| JP2005089867A (ja) | オフセット印刷用塗工紙及びその製造方法 | |
| JP2003213595A (ja) | 艶消し塗工紙 | |
| JP4581876B2 (ja) | グラビア印刷用塗工紙 | |
| JP4093529B2 (ja) | 艶消し塗被紙 | |
| JP4380049B2 (ja) | オフセット印刷用艶消し塗工紙 | |
| JP2004293003A (ja) | 微塗工紙 | |
| JP2005154951A (ja) | 印刷用艶消し塗工紙 | |
| JP2005089868A (ja) | オフセット印刷用塗工紙の製造方法及び塗工紙 | |
| JP2004124289A (ja) | 微塗工紙 | |
| JP2011153388A (ja) | 塗工紙及びその製造方法 | |
| JP4919574B2 (ja) | 印刷用塗工紙の製造方法及び塗工紙。 | |
| JP4120338B2 (ja) | 印刷用塗工紙 | |
| JP2004003083A (ja) | 印刷用塗工紙 | |
| JP5374194B2 (ja) | グラビア印刷用塗工紙およびその製造方法 | |
| JP7791946B2 (ja) | 塗工白板紙 | |
| JP2004091997A (ja) | 印刷用塗工紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070615 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20080314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4635493 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |