JP4622322B2 - リング状樹脂部品 - Google Patents
リング状樹脂部品 Download PDFInfo
- Publication number
- JP4622322B2 JP4622322B2 JP2004168124A JP2004168124A JP4622322B2 JP 4622322 B2 JP4622322 B2 JP 4622322B2 JP 2004168124 A JP2004168124 A JP 2004168124A JP 2004168124 A JP2004168124 A JP 2004168124A JP 4622322 B2 JP4622322 B2 JP 4622322B2
- Authority
- JP
- Japan
- Prior art keywords
- gate
- ring
- main body
- cavity
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Gears, Cams (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
しかしながら、駆動部品の内径穴についてゲートバリを取り除く処理を要し、かつ、1回の射出成形で複数個を成形するいわゆる複数個取りができない等によって生産コストが高くなるといった欠点がある。
また、本体部は、ギヤが形成される素形部分を外周面に有することを特徴とすることができる。また、ゲートランド部分に、組み付けするシャフトと係止する係止部が形成されていることを特徴とすることができる。
また、前記成形用金型の前記ゲートランドに接続される当該成形用金型のピンゲートから当該ゲートランドおよび前記フィルムゲートを通って当該成形用金型の前記キャビティ内に溶融樹脂が注入されることで成形されることを特徴とすることができる。
まず、感光体ドラム駆動機構70について説明する。
図1は、本実施の形態が適用される感光体ドラム駆動機構70を説明するための図である。画像形成装置としてのタンデム型のデジタルカラープリンタは、各色の階調データに対応して画像形成を行う複数の画像形成ユニットを備えている。各画像形成ユニットには、トナー像を担持させる像担持体としての感光体ドラムがそれぞれ設けられている。各感光体ドラムは、互いに並列となるように配置されており、すべての感光体ドラムを同じ回転速度で回転駆動させるために、各感光体ドラムの駆動軸71を統一し、単一の駆動源により各感光体ドラムを駆動するように構成されている。
ここで、ウォームギヤ72(72Y,72M,72C,72K)の高精度化はもとより、ウォームギヤ72(72Y,72M,72C,72K)と噛合するヘリカルギヤすなわちウォームホイール62(62Y,62M,62C,62K)の高精度化も求められている。ウォームホイール62(62Y,62M,62C,62K)の精度を高めることにより、ウォームホイール62(62Y,62M,62C,62K)の回転ムラを抑制してモーションクオリティを向上させることが可能となる。ここにいうウォームホイール62(62Y,62M,62C,62K)の精度とは、真円度や歯形精度(例えば、歯形誤差、歯すじ誤差、歯溝のふれ、ピッチ誤差等)等をいう。ウォームホイール62(62Y,62M,62C,62K)の高精度化は、後述する製造方法(成形用金型)により低コストで実現することができる。
図2は、ウォームホイール62の製造に用いる成形用金型80の構造を示す断面図であり、図3は、成形用金型80内における溶融樹脂の流れを説明するための図である。なお、図2において後述するキャビティ83とフィルムゲート88とゲートランド89を斜線で示している。
図2に示すように、成形用金型80は、固定側型板81と可動側型板82とを備えている。固定側型板81と可動側型板82とにより成形用金型80の内部に、成形品のための空間であるキャビティ83が形成される。固定側型板81と可動側型板82との型合わせ面がパーティングライン84である。可動側型板82には、成形品に軸穴を形成するためのコアピン85が設けられている。また、可動側型板82には、ウォームホイール62のヘリカルギヤ歯面83aが最外の内周面に設けられている。これによって、キャビティ83は、ウォームホイール62のヘリカルギヤ歯面83aと円柱形状の中心部に軸方向に延びる貫通穴とを有するリング形状を成形できるように形成されている。
なお、可動側型板82を固定側型板81に対して接離加圧するための機構や、成形品離型のためのモールドベースやエジェクターピンなどの図示を省略している。また、成形品の厚さをなるべく揃えるために、キャビティ83には肉抜き部分83cが設けられている。
また、ゲートランド89は、成形材料の流路におけるフィルムゲート88の上流側(同図における右側)に位置し、フィルムゲート88に沿って全周にわたって設けられている。ゲートランド89は、フィルムゲート88の流路隙間G1(以下、フィルムゲートの厚さともいう)よりも大きな流路隙間G2を有する。
フィルムゲート88を通過するときにはゲートランド89内に成形材料が既に充填されているので、図3に示すように、フィルムゲート88からキャビティ83内に流れ込む成形材料は、円周方向外側に延びる複数の矢印Aの方向すなわち概ね放射状に流動し、成形材料の流れがぶつからないようになる。このため、成形品におけるウェルドラインの発生を防止することができ、高い強度の部品を成形することができる。
なお、本実施形態ではピンゲート87を1個所に設けているが、成形材料がフィルムゲート88を通過するときに放射状に流動させればウェルドラインの発生を防止することができることから、複数個のピンゲート87からゲートランド89に成形材料を供給することも考えられる。
ポリプラスチックス株式会社製のPOM(ポリアセタール)樹脂、同社製のPPS(ポリフェニレンサルファイド)樹脂、および旭化成株式会社製のPA(ポリアミド)樹脂66のそれぞれについてグレードおよびフィルムゲート88の厚さG1を変えて実験した結果を表1〜表3に示す。

したがって、成形品を製造するときには、成形材料がフィルムゲート88を通過してからキャビティ83内においてどのように流動するかの解析を、フィルムゲート88の厚さG1、成形材料、樹脂温度、金型温度又は射出時間等を変えながら行うことも重要であると言える。
なお、ウェルドラインが成形品の内部に形成されると、その部分の強度が低下するが、ウェルドラインが表面上に形成された場合には、外見上はともかくとして強度等に大きな影響はないと考えられることから、ウェルドラインが発生する場合であってもその発生個所についてまで考慮する必要がある。
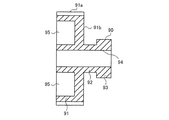
図4は、図2の成形用金型80により成形された樹脂部品90の形状を示す断面図であり、断面部分を斜線で示している。樹脂部品90は、成形用金型80のキャビティ83(図2参照)により成形され、外周面91aにヘリカルギヤが形成されているリング状の本体部91と、成形用金型80のフィルムゲート88により成形されたフィルムゲート部分92と、成形用金型80のゲートランド89により成形されたゲートランド部分93と、樹脂部品90の中心部に軸方向に同径で延びる貫通穴94と、キャビティ83の肉抜き部分83cに対応して成形された凹部95とを有する。成形用金型80により成形された樹脂部品90は、フィルムゲート部分92およびゲートランド部分93が一体化されたもので、これによってウォームホイール62(62Y,62M,62C,62K)(図1参照)が製造される。
なお、図示はしないが、所望形状の成形用金型内に、金属製のシャフト(丸型シャフト等)を挿入し、この成形用金型に樹脂を充填して、シャフトの周囲に略円筒形状の素形部分を形成した後に、このシャフトの両端を支持し、樹脂の素形部分に切削加工による歯切り加工で、ウォームホイール62のギヤ形状を形成するように構成することもできる。この場合に、歯切り加工の代わりに、上述した実施の形態のように、ウォームのギヤ歯面を成形用金型による成形で形成することもできる。
(1)フィルムゲート部分92およびゲートランド部分93は、本体部91の一端面91bに円周方向の全周にわたって設けられたリブと見ることができ、本体部91の強度向上に寄与する。
(2)フィルムゲート部分92およびゲートランド部分93は、本体部91から軸方向に延在していることから、貫通穴94に図示しないシャフトを嵌合させて部品として使用するとき等には、軸方向に関する嵌合長さを確保することができ、両者をより強固に嵌合することができる。
この場合に、フィルムゲート部分92よりも厚さの厚いゲートランド部分93に、例えば図示しないキー溝などの係止部を設けることにより、ウォームホイール62と図示しないシャフトとの嵌合状態をより強固にすることが低コストかつ容易に実現できる。また、ゲートランド部分93に図示しない位置決め部を設けると、ウォームホイール62と図示しないシャフトとの位置決めを低コストで行うことができる。
(3)成形用金型80の構造が複雑化するのを防ぐことができる。すなわち、金型内において成形品の一部を切断(剪断)する図示しない摺動コマを設け、成形後の一連の型開き動作で切断してしまうことが可能である(例えば、特開平9−164564号公報参照)。しかしながら、このような摺動コマを金型に設けると、金型側と摺動コマ側との間に所定のクリアランスが必要となる。金型の製造には高い精度(ミクロン単位)が求められることもあり、摺動コマを設けると金型構造が複雑化し、金型の製造コストが高くなる。これに対し、摺動コマを設けないときにはそのような制約がなく、金型構造を簡便にすることができる。
本実施形態のウォームホイール62には、同径の貫通穴94を設けているが、内径が異なる穴を設けて段付き穴とすることも考えられる。また、本実施形態では、中心軸に貫通穴94を設けたウォームホイール62について説明したが、本発明はこれに限られず、中心穴を有しない部品についても適用することができる。すなわち、本発明は、外形が略円形状の断面を有する部品であれば適用することができる。
Claims (4)
- 成形用金型で成形されたリング状樹脂部品であって、
前記成形用金型によって形成されたキャビティにより成形されたリング状の本体部と、
前記本体部から当該本体部の軸方向に延在して前記リング状樹脂部品の一部を構成し、前記キャビティ内に溶融樹脂を絞って注入するためのフィルムゲートにより前記本体部の一端面に全周にわたって延在するように成形されたリブ状のフィルムゲート部分と、
前記フィルムゲート部分から前記本体部とは反対側の軸方向に延在して前記リング状樹脂部品の一部を構成し、前記フィルムゲートから前記キャビティ内に注入される溶融樹脂が充填されるゲートランドにより成形され、前記フィルムゲート部分に沿って全周にわたって設けられ、当該フィルムゲート部分よりも厚肉のゲートランド部分と
を含み、
前記本体部と前記フィルムゲート部分と前記ゲートランド部分の各内周面を、中心軸に沿って延びる貫通穴にて構成したことを特徴とするリング状樹脂部品。 - 前記本体部は、ギヤが形成される素形部分を外周面に有することを特徴とする請求項1に記載のリング状樹脂部品。
- 前記ゲートランド部分に、組み付けするシャフトと係止する係止部が形成されていることを特徴とする請求項1に記載のリング状樹脂部品。
- 前記成形用金型の前記ゲートランドに接続される当該成形用金型のピンゲートから当該ゲートランドおよび前記フィルムゲートを通って当該成形用金型の前記キャビティ内に溶融樹脂が注入されることで成形されることを特徴とする請求項1ないし3のいずれか1項に記載のリング状樹脂部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004168124A JP4622322B2 (ja) | 2004-06-07 | 2004-06-07 | リング状樹脂部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004168124A JP4622322B2 (ja) | 2004-06-07 | 2004-06-07 | リング状樹脂部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005343111A JP2005343111A (ja) | 2005-12-15 |
| JP4622322B2 true JP4622322B2 (ja) | 2011-02-02 |
Family
ID=35495913
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004168124A Expired - Fee Related JP4622322B2 (ja) | 2004-06-07 | 2004-06-07 | リング状樹脂部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4622322B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6463867B1 (ja) * | 2018-09-07 | 2019-02-06 | 株式会社ショーワ | 回転型動力伝達部材の製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5869029A (ja) * | 1981-10-20 | 1983-04-25 | Sony Corp | 合成樹脂成形体及びその金型装置 |
| JPS6192819A (ja) * | 1984-10-12 | 1986-05-10 | Denki Kagaku Kogyo Kk | 射出成形金型 |
| JPH01235617A (ja) * | 1988-03-16 | 1989-09-20 | Shin Etsu Polymer Co Ltd | 射出成形用金型 |
| JPH0721321U (ja) * | 1993-09-24 | 1995-04-18 | エヌオーケー株式会社 | 射出成形用金型 |
| JPH1016011A (ja) * | 1996-06-28 | 1998-01-20 | Pentel Kk | ゲートの自動切断装置 |
| JP2003181884A (ja) * | 2001-12-20 | 2003-07-02 | Enplas Corp | 射出成形樹脂回転体及びその製造方法 |
| JP2003191288A (ja) * | 2001-12-25 | 2003-07-08 | Toray Ind Inc | プラスチック成形品 |
| JP2003276058A (ja) * | 2002-01-15 | 2003-09-30 | Enplas Corp | 射出成形樹脂歯車、射出成形樹脂回転体及び射出成形体 |
-
2004
- 2004-06-07 JP JP2004168124A patent/JP4622322B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5869029A (ja) * | 1981-10-20 | 1983-04-25 | Sony Corp | 合成樹脂成形体及びその金型装置 |
| JPS6192819A (ja) * | 1984-10-12 | 1986-05-10 | Denki Kagaku Kogyo Kk | 射出成形金型 |
| JPH01235617A (ja) * | 1988-03-16 | 1989-09-20 | Shin Etsu Polymer Co Ltd | 射出成形用金型 |
| JPH0721321U (ja) * | 1993-09-24 | 1995-04-18 | エヌオーケー株式会社 | 射出成形用金型 |
| JPH1016011A (ja) * | 1996-06-28 | 1998-01-20 | Pentel Kk | ゲートの自動切断装置 |
| JP2003181884A (ja) * | 2001-12-20 | 2003-07-02 | Enplas Corp | 射出成形樹脂回転体及びその製造方法 |
| JP2003191288A (ja) * | 2001-12-25 | 2003-07-08 | Toray Ind Inc | プラスチック成形品 |
| JP2003276058A (ja) * | 2002-01-15 | 2003-09-30 | Enplas Corp | 射出成形樹脂歯車、射出成形樹脂回転体及び射出成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005343111A (ja) | 2005-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4229687B2 (ja) | 射出成形樹脂歯車、射出成形樹脂回転体及び射出成形体 | |
| JP4622322B2 (ja) | リング状樹脂部品 | |
| ITBO20060561A1 (it) | Motoriduttore e metodo per la sua realizzazione. | |
| EP2313251B1 (fr) | Moule, installation de soufflage et procédé de fabrication d'un moule | |
| US20040043100A1 (en) | Injection molded resin gear, injection molded resin rotating body, and injection molded article | |
| US7611655B2 (en) | Molding metal mold and method for producing a molded item | |
| JP2019171858A (ja) | 円環状樹脂成形体および複合部材 | |
| JP4017607B2 (ja) | 撹拌スクリュー | |
| JP2014195941A (ja) | 射出成形機および射出成形方法 | |
| JP2007160683A (ja) | 樹脂成形用金型、樹脂成形品およびその成形方法 | |
| JP5382509B2 (ja) | 電子写真装置のシート搬送用転動体及びその射出成形金型 | |
| JP2021059082A (ja) | 両円環型樹脂保持器の製造方法 | |
| JP7185570B2 (ja) | 合成樹脂製フランジブッシュの製造方法 | |
| WO2006073035A1 (ja) | 中心に円形穴を有する円形樹脂成形品及び該円形樹脂成形品を成形する方法及び装置 | |
| WO2019189054A1 (ja) | 円環状樹脂成形体および複合部材 | |
| JP2010242947A (ja) | 保持器付きころ | |
| JP7331513B2 (ja) | 転がり軸受用樹脂製保持器及び転がり軸受 | |
| JP2006329243A (ja) | ハスバ歯車および、その成形用金型 | |
| FR2945236A1 (fr) | Moule, installation de soufflage et procede de fabrication d'un moule. | |
| JP4313781B2 (ja) | アルミ製プーリの製造方法 | |
| JP2007245585A (ja) | ハスバ歯車の金型装置及びこれにより製造されるハスバ歯車 | |
| JP2007100905A (ja) | 自動調心すべり軸受および該自動調心すべり軸受の外輪の製造方法 | |
| JP2007170572A (ja) | ラジアルころ軸受 | |
| JP2019093645A (ja) | 中空円盤状スラストワッシャの製造方法 | |
| US20070014954A1 (en) | Resin molded article and mold for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070517 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101018 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131112 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |