JP4564717B2 - 双曲面の電機的な接触部材 - Google Patents
双曲面の電機的な接触部材 Download PDFInfo
- Publication number
- JP4564717B2 JP4564717B2 JP2003047807A JP2003047807A JP4564717B2 JP 4564717 B2 JP4564717 B2 JP 4564717B2 JP 2003047807 A JP2003047807 A JP 2003047807A JP 2003047807 A JP2003047807 A JP 2003047807A JP 4564717 B2 JP4564717 B2 JP 4564717B2
- Authority
- JP
- Japan
- Prior art keywords
- tubular body
- contact socket
- wire
- suffix
- main shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/15—Pins, blades or sockets having separate spring member for producing or increasing contact pressure
- H01R13/187—Pins, blades or sockets having separate spring member for producing or increasing contact pressure with spring member in the socket
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/10—Sockets for co-operation with pins or blades
- H01R13/11—Resilient sockets
- H01R13/111—Resilient sockets co-operating with pins having a circular transverse section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/4913—Assembling to base an electrical component, e.g., capacitor, etc.
- Y10T29/49139—Assembling to base an electrical component, e.g., capacitor, etc. by inserting component lead or terminal into base aperture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49204—Contact or terminal manufacturing
- Y10T29/49208—Contact or terminal manufacturing by assembling plural parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
- Thermistors And Varistors (AREA)
- Details Of Resistors (AREA)
- Contacts (AREA)
Description
本出願は、ここに参照として組み込まれた2002年2月28日に出願された発明の名称がHYPERBOLOID ELECTRICAL CONTACTの米国特許出願10/084,877の一部継続出願である。
【0002】
【発明の属する技術分野】
本発明は、自動高速生産工程を使用するコスト効率的な手法で製造でき、ユーザの要求に望ましいものとして異なる型の接尾が接触ソケットに取り付けできる、双曲面の接触ソケットに関する。
【0003】
【従来の技術】
双曲面の電気的な接触部材又は接触ソケットは、それらの信頼度、振動に対する抵抗、低い挿入力、低い電気抵抗、及び挿入/抽出の高回転数において周知である。従来の双曲面の接触ソケットは、両端で開口し、外殻を形成する2つの円筒状の部分内で同軸である、内部の管状のスリーブを有する。外側部分の一末端は、接合又はクリンプにより接触部材に永久にワイヤーを取り付ける穴を形成するために機械加工される。代替として、末端は接合されるか又は回路ボードに押圧されるピンを形成するために機械加工できるか、或いはピンにおいて接触部材を包むことによってワイヤーを取り付けするために使用できる。第二の外部の円筒状の部分の中心に近い方の端は嵌合コネクター又は装置の雄ピンを受け取るために開口している。複数のルーズワイヤー又は移動性ワイヤーは、単一シートの双曲面型を形成するために内部のスリーブ内に配置される。内部スリーブの各端で、ワイヤーは内部スリーブと外部スリーブとの間で軸方向に戻るように外部方向に180度曲げられる。それによって、ワイヤー端は、図1の従来技術に示されるように、ワイヤーと内外スリーブとの間で押圧手段により内部スリーブの各端で保持される。機械的で伝導性の取り付けを提供する、回転、クリンプ、変形、又は他の適切な手段のある形式は、内部スリーブの軸の中間点で、又はかかる中間点の近くに外部スリーブを取り付けするために使用される。この接触部材の形状は従来使用されており、困難な組立作業を示し、かつ高コストで、高い正確性で構成部分を機械加工することを要求することが周知である。加えて、ワイヤーの押圧保持の性質により、特に接触部材の使用中に、ワイヤーが、内部スリーブ及び外部スリーブ内から分離されるようになることは一般的であり、それによって、接触部材が使用されている装置の部分の不良に結びつく。加えて、かかるタイプの部分の不良は、嵌合する雄コネクタ要素の損傷を導き、さらに接触部材が配置された全システムの修理範囲とコストを悪化させる。加えて、内部と外部の円筒状部分並びに保持された接触ワイヤーの同心状配置のために、接触構造は他の形状の接触部材よりも大きい直径であり、したがって、より接触密度の高い適用には使用できないか、又は小型化が実現される、上に述べられた特性を要求する適用には使用できない。数多の従来からの構成の実施例がある(例えば、特許文献1,2,3及び4参照。)。
【0004】
より接近する中心距離間隔を必要とする適用での使用を可能にするために、より小さな外径の双曲面の接触ソケットを提供することは有用だろう。不必要な部分の除去によって、及び双曲面の接触域を形成する接触本体内の位置へ接触ワイヤーの永久的で伝導性な取り付けによる組立の効率的な改良によって製造コストを縮小することはさらに有用だろう。異なる接尾型に続いて容易に取り付けることが可能な、特定の接尾型とは別に個別に組み立てることができる接触ソケットを提供することはさらに有用だろう。高コストな機械加工された構成部分の必要性が薄れるか又は無くなる、接触ソケットを提供することはさらに有用だろう。
【0005】
【特許文献1】
米国特許第3,107,966号明細書
【特許文献2】
米国特許第3,229,356号明細書
【特許文献3】
米国特許第3,470,527号明細書
【特許文献4】
米国特許第6,102,746号明細書
【発明が解決しようとする課題】
本発明の目的は、自動高速生産工程を使用するコスト効率的な手法で製造でき、ユーザの要求に望ましいものとして異なる型の接尾が接触ソケットに取り付けできる、双曲面の接触ソケットを提供することである。
【0006】
【課題を解決するための手段】
接触ソケットは、嵌合ピンの末端を受取るための入り口部を定義する、一方の端のリップと、回路ボード又は他の装置に取り付けるために意図される形状の接尾を反対端に有する、金属又は他の適切な伝導性物質の管状本体を有する。管状本体は、本体の外部端及び内部端の、又はかかる端の近くのそれぞれの内部表面に対するそれぞれの端に溶接されるか、或いは伝導的で永久的に固着され、単一シートの双曲面の型を形成する角度で配置した、複数の伝導性ワイヤーを含む。
かかる本体は、好ましくは、従来の設計によって通常要求される、正確な機械加工部分よりも安価である、絞り加工によって製造される。好ましくは、ワイヤーは管状本体内でレーザー溶接され、管状本体の内側に永久的に直接取り付けされる。従来の双曲面の接触部材のような接触ワイヤーを固定するために、追加的なスリーブ又は管は必要ではない。したがって、新規の接触ソケットは、与えられた現在の格付けにおいて従来の双曲面の接触部材の直径よりも実質的に小さい直径を有し、短縮した直径はコネクタ、回路ボード、装置又は他の装置で使用するためにさらに密に包まれる新規な接触ソケットを可能にする。
【0007】
接触ソケットの組み立て工程は、高速自動設備によって実行でき、管状本体内の接触ワイヤーの一貫した取り付けを保証する。接尾端から分離して組み立て可能なワイヤー接触アセンブリとして表示されたサブアセンブリである、溶接されたか、又は伝導的で永久的に取り付けられたワイヤーを有することは新規な接触ソケットの利点である。結果として、同一のワイヤー接触アセンブリは、使用される要求に適するために様々な接尾型に続いて付けられる。典型的な接尾型は、クリンプ、ハンダ・カップ、ピン又は表面実装でありうる。かかる形状によって容認されるように、好ましくは、接尾端は、従来の設計によって一般的に必要とされる正確な機械加工された部品よりも安価である、絞り加工によって製造される。
【0008】
本発明の一の実施態様において、接触ソケットの組立てにおいて管状本体内のワイヤーを適応させるために使用された主軸は、接触ワイヤーの組立後における管状本体への取り付けを維持し、様々な接尾が取り付けできる接続ピンとして役立つ。本発明のかかる態様は、好ましくは、回転、クリンプ、変形、又は他の適切な手段による本体の変形によって管状本体と主軸に対するワイヤーの伝導性で永久的な取り付けを提供する。
【0009】
本発明は、図を参照して下記において、さらに詳細に記載される。
【0010】
【発明の実施の形態】
図2及び3を参照するに、嵌合ピンの末端を受取るための入り口部14を定義する、リップ12と、回路ボード又は他の部分に取り付けるための接尾16を有する、適切な金属又は他の伝導性物質の管状本体10を有する、本発明と一致する接触ソケットが示されている。管状本体は、本体の外部端及び内部端に対するそれぞれの端に溶接されるか、又は伝導性で永久的に固着され、双曲面の型を形成するために縦軸に対する角度位で配置した、複数の伝導性ワイヤー18を有する。例示された実施態様において、本体10は、回転、クリンプ、変形、又は機械的で伝導性の固着を提供する他の適切な手段によって接合部17で接尾16に取り付けられる。
【0011】
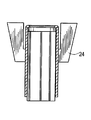
接触ソケットの製造方法は、図4乃至9と共に記載されるだろう。図4は、好ましくリップ12を有する管状本体10を示している。図5において、主軸の周囲に関して等置された溝22を受け取る縦のワイヤーを備えた主軸20が示されている。本体10は、図6に示されるように、グリッパーあご24で保持され、主軸20上に位置している。ワイヤー18は、それぞれの溝22において、リップ12の内部の環状曲面に関するワイヤーの外部端の位置に対して挿入される。
図7を参照するに、ワイヤーの上部端は、好ましくはレーザー溶接又は他の適切な手段によって、外部端の位置で本体にワイヤー端を固定するようにリップ12に隣接する管状本体の向かい合う内壁部分に伝導性で永久的に固着される。レーザー溶接部は、意図した位置で溶接部を提供するために本体の外部の端に関して位置している、1つ以上の溶接ヘッド28からのエネルギーによって提供される。
【0012】
主軸と管状本体は異なる方向へ互いに相関して移動できることが認識されるだろう。主軸は固定され、本体は主軸に関して移動可能である。代替として、管状本体が固定され、主軸はかかる本体に対して移動可能である。或いは、主軸と本体はお互いに関して移動可能であるかもしれない。相対的な移動の様々な形状は、採用される特定の組立機械によって決定される。
【0013】
ワイヤー18の上部端を伝導性で永久的に固着した後、本体と主軸は、図8に示されるように管状本体の内部端でワイヤーの下部端の位置に対してお互いに相関して移動される。本体と主軸は、図9に示されるように、ワイヤー18の角度配位を生じる所定の角度範囲によってお互いに関して回転される。ワイヤーの下部端は、好ましくは、レーザー溶接又は他の適切な手段によって管状本体の向かい合う壁部分に伝導性で永久的に固着され、本体と主軸はその後分離される。角度をなして配置されたワイヤーを有する、最終品としての本体は、接触ソケットに挿入される末端ピンとの電気的な結合を収容し提供する双曲面の型を形成する。
【0014】
本体10に対して溶接されるか、或いは伝導性で永久的に固着される双曲面の接触部材を備える本体10は、機械的で伝導性の取り付けを提供する、回転、クリンプ、変形、又は他の適切な手段などの適切な技術によって接尾16に機械的で電気的に取り付けられる。接尾は、特定の要求に適合するために様々なタイプとなりうる。例えば、接尾は図2に示すようにハンダ・カップ型であり、図10に示すようにクリンプ型であり、図11に示すようにピンの末端であり、図12に示すように表面実装パッドであるかもしれない。接尾は、代替的な構造で本体と完全に形成されるかもしれない。
【0015】
接触ソケットは、通常、ハウジング又は容器内に接触ソケットを固定するための一つ以上の保持要素を有する。図13及び14に例示される実施態様において、保持要素は、関連するハウジングに接触ソケットを配位して留める翼又は外に向かった角度のタブ30の形状である。タブは本体10に不可欠でありうるか、又は本体に固着された個別の要素でありうる。保持要素は、本来周知のように、バーブ又は肋材などの別の形態でありうる。
【0016】
上に記載の実施態様において、管状本体10は、接触ソケットへの挿入中に嵌合ピンを受取り、導くための入り口部を定義するリップ12を有する。リップはまた、接触ソケットへの嵌合ピンの挿入中において、ワイヤー18の向き合う端の損傷を防ぐために有利である。代替となる実施態様において、図15に示されるようにリップは削除される。
【0017】
新規の接触ソケットは、電気技術で周知の様々な物質から組み立て可能である。例えば、管状本体は金めっきした銅合金であり、さらに伝導性ワイヤーも金めっきした銅合金でありうる。物質のめっきの有無は、特定のユーザの要求と規格に依存して採用される。
【0018】
本発明による接触ソケットは、周知の技術において重要な利点を提供する。接触ワイヤーは、管状の接触本体の内側に直接的に、伝導性で永久的に固着されて、従来の双曲面の接触部材のように接触ワイヤーを固定するために追加的なスリーブ又は管は必要としない。したがって、新規の接触ソケットは、与えられた現在の格付けにおいて従来の双曲面の接触部材の直径よりも実質的に短い直径を有する。直径の短縮は、電子組立品の小型化が非常に望ましい、コネクタ、回路ボード又は他の要素の絶縁物質内に接触ソケットを位置付けるために必要な中心距離を短縮する。
【0019】
接触ソケットの本体は、従来の設計によって必要とされる正確に機械加工された部分よりも安価である、絞り加工によって製造できる。新規の接触ソケットはまた、従来の双曲面の接触部材が取り除かれた構造に不可欠である、2つの180度反転して曲がったように、かかるソケットの組み立てにおいて少数のワイヤーを使用する。かかる理由において、また追加的なスリーブ又は管の除去により、新規の接触ソケットは従来の双曲面のソケットよりも低コストで組み立て可能である。
【0020】
従来の双曲面のソケットにおけるような、かかるソケットの最終組立中において、ルーズワイヤーか、又は移動性ワイヤーの取り付けに依存しない、レーザー溶接を用いる組立技術は、接触ワイヤーの一貫した取り付けと信頼できる丈夫な製品を保証する、大容量自動化製造工程において適切である。かかる要因は製造時における高い生産性に寄与し、さらに製造の低コスト化に寄与する。
【0021】
新規の接触ソケットが、ワイヤー接触アセンブリと呼ばれる、溶接されたか、又は伝導性で永久的に固着されたワイヤーを有する本体に対して個別に組み立てられて取り付けられる接尾を有する。このようにして、同一のワイヤー接触アセンブリは、棚卸しと製造要求を簡素化し、コストを減少する、様々な接尾型に取り付けできる。
【0022】
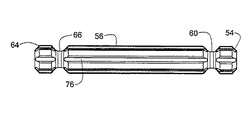
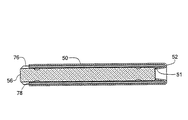
本発明の好ましい実施態様は、図16から始まって例示され、ここで主軸は接触ワイヤーの組立中に採用され、取り付けできる様々な接尾に組み立てられた接触ソケットを部分的に保持する。図16乃至18を参照するに、適切な金属又は別の伝導性物質の管状本体50は、嵌合ピンの末端を受取るための入り口部を定義する反転した構成52の外部端を有する。管状本体50のもう一方の端53は、主軸の合致端に対して管状本体の機械的で伝導性の取り付けを提供するように、回転、クリンプ、変形、又は他の適切な手段によって接合部58で主軸56の一方の端54に取り付けられる。管状本体に取り付け可能である、主軸端54は、管状本体の向かい合う部分がクリンプされるか、或いは固定される、周辺の溝60を有する。管状本体50は、管状本体の反転した端52の環状の陥凹51の一端と、及び管状本体及び嵌合する主軸端との間のもう一方の端において、伝導性で永久的に固着された、複数の伝導性ワイヤー62を有する。ワイヤーは、上に記載のように双曲面型を形成するように縦軸に対する角度で位置される。主軸の外部端64は、回転、クリンプ、変形、又は他の適切な手段によって主軸端64に機械的で伝導性の取り付けが可能な合致端70を有する、接尾68を受けるように形成される。接尾の向き合う部分は、接合部65で主軸の周辺の溝66にクリンプされるか、或いは固定される。図22に示される保持リング又はクリップ72は主軸56に配置され、一つ以上の外側に向かう翼又はタブ74を有するクリップは、関連するハウジングへ接触ソケットを適応させてロックすることができる。接尾68の外部端は、特定の要求に適合するために様々な型となりうる。例えば、接尾は図16に示されるようなハンダ・カップであり、図19に示されるようにクリンプ型であり、図20に示されるようにピンの末端であり、或いは図21に示されるように表面実装パッドであるかもしれない。
【0023】
図18で示される最良の形態として、主軸56は、主軸の長さに対する縦方向に沿って形成された複数の溝又は通路76を有する。例示された実施態様において、6つの溝又は通路は、主軸周辺に関して等置された主軸に提供される。伝導性ワイヤーは、下記にさらに記載されるように、接触ソケットの組立中にそれぞれの各溝76に位置される。
【0024】
図16の好ましい実施態様の接触ソケットの製造方法は、図17乃至28と共に記載される。図17は、反転した端52と管状の反対の端53を有する管状本体50を示している。図18は主軸の周辺に関して等置された、縦方向のワイヤーを受ける溝76を備える主軸を示す。主軸は、主軸にそれぞれ形成された周辺の溝60、66を各々有する、第一端54及び第二端64を有する。図6に関して既に記載された手法と同様に、本体50はグリッパーあごによって保持され、主軸上に位置される。図23に示されるように、ワイヤー78は、ワイヤーの外部端が反転した端52の内部の環状の陥凹51に接する位置に対する主軸56のそれぞれの溝76に挿入される。反転した端は、図24A及び24Bに示されるように、ワイヤーを機械的で電気的に固定するために適所にかしめされるか、クリンプされるか、又は適切に処理する。かかる実施態様において、反転した端は、ワイヤー間の領域に管の端部分を変形するように内部にかしめされるか、クリンプされるか、或いは適切に処理する。かしめか、クリンプか、又は適切な処理は、反転した端の内部から反転した端の外部に向かう、力を外に適用する、拡張穿孔鋏などの適切なツールによって達成される。
【0025】
次ぎに、本体50と主軸56は、図25に示されるように管状本体の反対の端で主軸の位置を決めるためにお互いに相関して移動され、本体と主軸はワイヤー78の角度配位を生じるために所定の角度範囲によってお互いに相関して回転される。ワイヤー78の端は、管状本体の向き合う部分と周辺の溝66の領域の主軸との間に伝導性で永久的に固着される。図26に示されるように、本体50は、管状本体に主軸端を固定するため、双曲面の接触部材型にワイヤーを固定するために接合部67で主軸の溝66にかしめされるか、クリンプされるか、或いは固定される。
【0026】
上に記載のように、主軸と管状本体は、組立工程中に異なる方向にお互いに相関して移動できる。例えば、主軸は固定され、本体は固定された主軸に関して移動可能である。或いは、管状本体は固定され、主軸は固定された管状本体において移動可能である。さらなる代替として、主軸と本体の両者は、お互いが移動可能な関係であるかもしれない。相関する移動のかかる様々な形態は、採用される特定の組立機械によって決定される。
【0027】
図16に示される実施態様において溶接が必要とされないことが認識されるだろう。ワイヤーは管状本体に機械的に接続される。このようにして、取り付けられた主軸を備える接触ソケットは一つの形態で組み立て可能であり、さらに様々な接尾はユーザの要求に適合するように主軸の合致端に取り付けられる。接尾が個別に組み立て可能で、取り付けられた主軸を備える接触ソケットに必要とされるように取り付けられるために、異なる接尾を有する様々な異なる接触ソケットを組み立てる必要性は存在しない。かかる手法において、主軸は、組立ツールとしての役割、及び組み立てられた接触ソケットの接続部分としての役割をする。
さらに、主軸は、主軸の外部端が様々な型の接尾に取り付け可能である、接尾の組立段階の一部である。接尾は上に例示された様々な型であるか、又は接尾は特定のユーザの適用に適合するために別の型となりうる。
【0028】
上に記載の実施態様のように、接触ソケットは、ハウジング又は容器に接触ソケットを固定するための一つ以上の保持機能か、又は装置を有する。図22に示されるように、保持機能又は装置は、一つ以上の外部に向かった角度のタブ74か、又は関連するハウジング若しくは容器に接触ソケットを適応させてロックすることができる、別の保持要素を有する保持リング又はクリップ72の形態になりうる。保持要素はバーブ又は肋材などの様々な別の形態となることが可能で、個別の支持構造に提供でき、又は例示のように本体50に不可欠である。
【0029】
図27A乃至27Dに示される、代替となる実施態様において、管状本体の反転した端は、反転した端の外側から反転した端の内側に向かい、内側に力を適用する適切なツールによって接合部69において外部でかしめされるか、クリンプされるか、又は固定される。
【0030】
図16に示される型の実施態様のさらなる代替となる実行として、伝導性ワイヤーは、本体との伝導性の接触部材で存続するが、特に高い電流における接触部材の使用中に、ワイヤーが加熱される場合に発生可能な熱膨張を適合するのに縦方向に移動可能であるように、図28A及び28Bに示されるように管状本体の反転した端でかしめできるか、クリンプされるか、又は固定される。
【0031】
管状本体の反対端のワイヤーは、本体と主軸を備える伝導性の接触部材で実質的に固定されるために上に記載のようにかしめされるか、クリンプされるか、又は固定される。代替として、管状本体の両端における伝導性ワイヤーは、本体を備える伝導性の接触部材で維持されるが、熱膨張を適合する縦軸方向に移動可能であるようにかしめされるか、クリンプされるか、又は固定されうる。
【0032】
特定の規格又は性能の要求に適合するような目的において、伝導性ワイヤーは、ここに記載された初期の実施態様のように管状本体の一端又は両端で溶接できる。
【0033】
本発明はここに特定に示されて記載されたものに限定されないが、様々な代替と修正は本発明の趣旨と範囲を逸脱しない限り当業者においてなされるだろう。
【図面の簡単な説明】
【図1】従来の双曲面の接触ソケットの切断図である。
【図2】本発明と一致する接触ソケットの実施態様の切断図である。
【図3】図2の接触ソケットの末端図である。
【図4】図2の実施態様で使用される管状本体の実施態様の切断図である。
【図5】図2の新規の接触ソケットの組み立てに利用できる主軸の側面図である。
【図6】管状本体内に挿入された主軸の切断図である。
【図7】管状本体の一方の端で伝導ワイヤーの位置を例示する切断側面図である。
【図8】管状本体の反対の端で伝導ワイヤーの位置を例示する切断側面図である。
【図9】伝導ワイヤーの角度の配位を例示する切断側面図である。
【図10】クリンプの接尾を例示する切断側面図である。
【図11】ピンの接尾を例示する切断側面図である。
【図12】表面実装パッドの接尾を例示する切断側面図である。
【図13】実装タブを例示する切断側面図である。
【図14】図13の実施態様の末端図である。
【図15】本発明と一致する接触ソケットの代替となる実施態様を例示する図である。
【図16】本発明と一致する接触ソケットの好ましい実施態様の切断図である。
【図17】図16の実施態様で使用される管状本体の好ましい実施態様の切断図である。
【図18】図16の実施態様で使用される主軸の好ましい実施態様の側面図である。
【図19】図16の実施態様のクリンプの接尾を例示する切断図である。
【図20】図16の実施態様のピンの接尾を例示する切断図である。
【図21】図16の実施態様の表面実装パッドの接尾を例示する切断図である。
【図22】図16の実施態様で使用される保持クリップの絵画図である。
【図23】管状本体内に挿入された主軸と伝導性ワイヤーの切断図である。
【図24A】管状本体の反転した端の内部の様相の変形による反転した端内に固定されたワイヤーを例示する、管状本体の主軸と伝導性ワイヤーの切断図である。
【図24B】図24Aの部分的な末端図である。
【図25】管状本体に固定される位置における主軸の切断図である。
【図26】主軸に固定された管状本体を例示する切断図である。
【図27A】管状本体の反転した端の外部の様相の変形を例示する、管状本体と主軸の側面図である。
【図27B】ワイヤーが管状本体の反転した端内に固定された、管状本体内の主軸と伝導性ワイヤーの切断図である。
【図27C】図27Aの部分的な末端図である。
【図27D】主軸に固定された管状本体を例示する切断図である。
【図28A】縦に移動可能な伝導性のワイヤーを提供する管状本体の反転した端の変形を例示する、切断図である。
【図28B】図28Aの部分的な末端図である。
【符号の説明】
10 管状本体
12 リップ
14 入り口部
16 接尾
17 接合部
18 伝導性ワイヤー
20 主軸
22 溝
24 グリッパーあご
28 溶接ヘッド
30 タブ
50 管状本体
51 環状の陥凹
52 反転した構成
53 一端
54 一方の端
56 主軸
58 接合部
60 溝
62 伝導性ワイヤー
64 主軸の外部端
65 接合部
66 溝
68 接尾
69 接合部
70 合致端
72 保持リング又はクリップ
74 タブ
76 溝
78 ワイヤー
Claims (40)
- 接触ソケットであって、
外部端及び内部端を有する電気的に伝導性物質の円周上に統合された管状本体と、
前記外部端で前記管状本体の内部表面に対してのみ固定された第一端及び前記内部端で前記管状本体の前記内部表面に対してのみ固定された第二端を有する、複数の伝導性ワイヤーと、
前記本体の前記内部端に取り付けられた接尾と、
を有し、
前記ワイヤーは、双曲面型を形成するために前記本体の縦軸に対して角度をなして位置し、互いに間隔を有する、
接触ソケット。 - 前記管状本体の前記外部端は、前記ワイヤーの前記第一端に接する停止を定義し且つ嵌合ピンのための入り口部を定義し、また前記嵌合ピンの挿入中に前記ワイヤーの前記第一端を保護する、環状領域を有する、
請求項1に記載の接触ソケット。 - 前記環状領域は、前記管状本体の反転した外部端によって定義される、
請求項1に記載の接触ソケット。 - 前記環状領域は、前記管状本体の前記外部端のリップによって定義される、
請求項1に記載の接触ソケット。 - 前記接尾は、電気的な嵌合装置に対して取り付けるための形態を有する、
請求項1に記載の接触ソケット。 - 前記接尾は、前記管状本体の前記内部端に取り付けられた一端を有する主軸を有する、
請求項1に記載の接触ソケット。 - 前記接尾は、前記管状本体の前記内部端に取り付けられた一端及び接尾端に取り付け可能な外部端を有する主軸を有する、
請求項1に記載の接触ソケット。 - 前記接尾は、前記管状本体に取り付けられる、
請求項5に記載の接触ソケット。 - 前記接尾は、前記管状本体と一体である、
請求項5に記載の接触ソケット。 - 前記接尾は、ハンダ・カップを有する、
請求項5に記載の接触ソケット。 - 前記接尾は、クリンプコネクタを有する、
請求項5に記載の接触ソケット。 - 前記接尾は、ピンの末端を有する、
請求項5に記載の接触ソケット。 - 前記接尾は、表面実装パッドを有する、
請求項5に記載の接触ソケット。 - 前記管状本体は、金めっきした銅合金である、
請求項1に記載の接触ソケット。 - 前記管状本体は、絞り加工工程によって形成される、
請求項1に記載の接触ソケット。 - 前記接尾は、絞り加工工程によって形成される、
請求項1に記載の接触ソケット。 - 前記ワイヤーは、金めっきした銅合金である、
請求項1に記載の接触ソケット。 - 接触ソケットの組立方法であって、
外部端及び内部端を有する電気的に伝導性の物質の管状本体を提供するステップと、
周囲に配置された複数の伝導性ワイヤーを提供するステップと、
前記管状本体に前記ワイヤーを位置付けするステップと、
前記管状本体の前記外部端における前記本体の内部表面に対してのみ前記ワイヤーの第一端を固定するステップと、
双曲面型を形成するために前記本体に相関して前記ワイヤーを回転するステップと、
前記管状本体の前記内部端における前記本体の内部表面に対してのみ前記ワイヤーの第二端を固定するステップと、
を有する方法。 - 前記管状本体の前記内部端に接尾を取り付けるステップ、
を有する請求項18に記載の方法。 - 前記管状本体は、絞り加工工程によって形成される、
請求項18に記載の方法。 - 前記接尾は、絞り加工工程によって形成される、
請求項19に記載の方法。 - 前記接尾及び前記管状本体は、絞り加工工程によって形成される、
請求項19に記載の方法。 - 前記取り付けステップは、レーザー溶接によって提供される、
請求項18に記載の方法。 - 前記取り付けステップは、前記管状本体の機械的な変形によって提供される、
請求項18に記載の方法。 - 接触ソケットの組立方法であって、
外部端及び内部端を有する電気的に伝導性物質の管状本体を提供するステップと、
第一及び第二端を有する主軸を提供するステップと、
前記主軸の周囲に位置される複数の伝導性ワイヤーを提供するステップと、
前記本体の前記外部端に前記ワイヤーの前記第一端を整列させる位置に対して前記主軸及び前記管状本体を相関的に移動し、前記本体の内部表面に接するステップと、
前記本体に前記ワイヤーの前記第一端を取り付けるステップと、
双曲面型に前記ワイヤーを形成するために前記本体に関して前記主軸を回転し縦方向に移動するステップと、
前記主軸と前記本体の前記内部端における前記本体の前記向き合う内部表面との間に前記ワイヤーの前記第二端を取り付けるステップと、
を有する方法。 - 前記取り付けステップは、前記管状本体の機械的な変形によって提供される、
請求項25に記載の方法。 - 前記管状本体の前記内部端に前記主軸を取り付けるステップを有する、
請求項25に記載の方法。 - 前記主軸に接尾を取り付けるステップを有する、
請求項25に記載の方法。 - 前記管状本体の前記内部端に前記主軸の前記第一端で前記主軸を取り付けるステップを有する、
請求項25に記載の方法。 - 前記接尾は、前記主軸の前記第二端で前記主軸に取り付けられる、
請求項29に記載の方法。 - 前記主軸は、前記主軸の長さに沿って縦方向に形成され且つ前記主軸の周辺に等置された複数の溝を有し、
前記伝導性ワイヤーは、前記主軸のそれぞれの前記溝に位置される、
請求項25に記載の方法。 - 前記取り付けステップは、前記本体の前記第一端及び前記第二端において前記本体に対する前記ワイヤーの伝導性の取り付けと、前記ワイヤーが縦方向に移動可能であるように前記本体に対する前記ワイヤーの前記第一端及び前記第二端の少なくとも一つの機械的な取り付けを有する、
請求項25に記載の方法。 - 前記取り付けステップは、前記ワイヤーの前記第一端及び前記第二端が縦方向に移動可能であるように、前記ワイヤーを前記ワイヤーの前記第一端及び前記第二端で前記本体に伝導性に取り付けることを有する、
請求項25に記載の方法。 - 接触ソケットであって、
外部端及び内部端を有する電気的な伝導性物質の円周上に統合された管状本体と、
前記外部端で前記管状本体の内部表面に対してのみ取り付けた第一端を有し、さらに前記内部端で前記管状本体の内部表面に対してのみ取り付けた第二端を有する、複数の伝導性ワイヤーと、
前記管状本体の前記内部端に取り付けられた一端及び電気的な嵌合装置に取り付けるための形態を有する接尾端に取り付けられた外部端を有する主軸と、
を有し、
前記ワイヤーは、双曲面型を形成するために前記本体の縦軸に対して角度をなして位置し、互いに間隔を有する、
接触ソケット。 - 前記管状本体の前記外部端は、前記ワイヤーの前記第一端に接する停止を定義し且つ嵌合ピンのための入り口部を定義し、また前記嵌合ピンの挿入中に前記ワイヤーの前記第一端を保護する、環状領域を有する、
請求項34に記載の接触ソケット。 - 前記環状領域は、前記管状本体の反転した外部端によって定義される、
請求項34に記載の接触ソケット。 - 前記接尾端は、ハンダ・カップを有する、
請求項34に記載の接触ソケット。 - 前記接尾端は、クリンプコネクタを有する、
請求項34に記載の接触ソケット。 - 前記接尾端は、ピンの末端を有する、
請求項34に記載の接触ソケット。 - 前記接尾端は、表面実装パッドを有する、
請求項34に記載の接触ソケット。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US8487702A | 2002-02-28 | 2002-02-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004031313A JP2004031313A (ja) | 2004-01-29 |
| JP2004031313A5 JP2004031313A5 (ja) | 2006-02-02 |
| JP4564717B2 true JP4564717B2 (ja) | 2010-10-20 |
Family
ID=27733375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003047807A Expired - Lifetime JP4564717B2 (ja) | 2002-02-28 | 2003-02-25 | 双曲面の電機的な接触部材 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US6767260B2 (ja) |
| EP (1) | EP1341267B1 (ja) |
| JP (1) | JP4564717B2 (ja) |
| CN (1) | CN1286214C (ja) |
| AT (1) | ATE376267T1 (ja) |
| DE (1) | DE60316859T2 (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6767260B2 (en) * | 2002-02-28 | 2004-07-27 | Qa Technology Company, Inc. | Hyperboloid electrical contact |
| US6848922B2 (en) * | 2003-03-10 | 2005-02-01 | Hypertronics Corporation | Socket contact with integrally formed arc arresting portion |
| US7805838B2 (en) * | 2007-08-02 | 2010-10-05 | Hypertronics Corporation | Method of forming an electrical connector |
| EP2183828B1 (en) | 2007-08-27 | 2015-12-02 | QA Technology Company, Inc. | Hyperboloid electrical contact |
| US7828609B2 (en) * | 2008-05-30 | 2010-11-09 | BYD Company Ltd. | Line spring jack and its assembly method |
| WO2010034343A1 (en) * | 2008-09-24 | 2010-04-01 | Neurotech | Hyperboloid electrical connector assembly |
| EP2209166B1 (de) * | 2009-01-14 | 2017-09-27 | Delphi Technologies, Inc. | Elektrische Verbindung |
| US20100191299A1 (en) * | 2009-01-27 | 2010-07-29 | Mark Ayzenberg | Electrical Contact of Biocompatible Material |
| DE102010008112A1 (de) * | 2010-02-15 | 2011-08-18 | Amphenol-Tuchel Electronics GmbH, 74080 | Hochstromkontaktelement |
| US8869373B2 (en) | 2010-07-02 | 2014-10-28 | Lear Corporation | Arbor insertion tool |
| US8636551B2 (en) | 2011-01-07 | 2014-01-28 | Hypertronics Corporation | Electrical contact with embedded wiring |
| US9325095B2 (en) | 2011-05-05 | 2016-04-26 | Lear Corporation | Female type contact for an electrical connector |
| US8876562B2 (en) | 2011-05-05 | 2014-11-04 | Lear Corporation | Female type contact for an electrical connector |
| US8840436B2 (en) | 2011-05-05 | 2014-09-23 | Lear Corporation | Electrically conducting terminal |
| US8808039B2 (en) * | 2011-08-22 | 2014-08-19 | Lear Corporation | Connector assembly and terminal retainer |
| US8858264B2 (en) | 2012-11-28 | 2014-10-14 | Lear Corporation | Electrical terminal retainer and receptacle assembly |
| CN104272535B (zh) * | 2013-02-22 | 2019-03-19 | 古河电气工业株式会社 | 压接端子的制造方法、压接端子及线束 |
| US9490562B2 (en) * | 2013-07-18 | 2016-11-08 | Qa Technology Company, Inc. | Reduced diameter hyperboloid electrical contact |
| JP6146668B2 (ja) * | 2013-09-27 | 2017-06-14 | 株式会社オートネットワーク技術研究所 | 端子金具 |
| EP2866306B1 (de) * | 2013-10-23 | 2020-07-29 | Aptiv Technologies Limited | Kontaktbuchse für eine elektrische Steckverbindung |
| JP2015159094A (ja) * | 2014-02-25 | 2015-09-03 | 矢崎総業株式会社 | 接続端子 |
| FR3037449B1 (fr) * | 2015-06-09 | 2018-07-13 | Renault S.A.S. | Dispositif devidoir de cable electrique |
| DE102015122303B3 (de) * | 2015-12-15 | 2017-04-20 | Amphenol-Tuchel Electronics Gmbh | Steckverbinderbuchse |
| KR102227622B1 (ko) * | 2016-02-26 | 2021-03-15 | 로젠버거 호흐프리쿠벤츠테흐닉 게엠베하 운트 코. 카게 | 동축 플러그 커넥터용 외부 전도체 장치 |
| CN109411931A (zh) * | 2018-11-23 | 2019-03-01 | 绵阳市华永盛科技有限公司 | 一种密排线簧插孔及加工方法 |
| TWI733369B (zh) * | 2020-03-12 | 2021-07-11 | 連展科技股份有限公司 | 電源端子接線裝置及其方法 |
| CN111430968A (zh) * | 2020-03-24 | 2020-07-17 | 中航光电科技股份有限公司 | 无内套线簧孔及其组装方法 |
| CN116979340B (zh) * | 2023-08-03 | 2024-09-06 | 广州煜立光电科技有限公司 | 一种电连接端子的制作方法及该方法制成的电连接端子 |
Family Cites Families (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1833145A (en) | 1925-07-07 | 1931-11-24 | Wilhelm Harold Frederick | Connecter |
| US2434358A (en) | 1943-08-04 | 1948-01-13 | Frank Louis | Clamping connector and carrier |
| US2681441A (en) | 1952-05-17 | 1954-06-15 | Elcon Mfg Co | Electrical connector socket |
| US2900631A (en) | 1955-07-06 | 1959-08-18 | John W Love | Centering and mounting means for cathode ray tubes and the like |
| DE1082957B (de) | 1957-03-06 | 1960-06-09 | Heinrich Hamm | Verfahren und Vorrichtung zur Herstellung elektrischer Schiebekontakte, deren Kontaktmantel aus federnden Kontaktdraehten besteht |
| DE1415491A1 (de) | 1958-02-21 | 1968-10-03 | Schaltbau Gmbh | Verfahren und Einrichtung zur maschinellen Fertigung von Federkoerben mit einseitig in einer Ringnut eingespannten Federenden |
| US3229356A (en) | 1959-02-24 | 1966-01-18 | Curtiss Wright Corp | Method of making connector socket |
| FR1232356A (fr) | 1959-03-28 | 1960-10-07 | Dispositifs d'agrafage des connecteurs | |
| ES261126A1 (es) | 1959-09-22 | 1961-12-16 | Bonhomme Franaois Robert | Procedimiento aportados a las maquinas para fabricar cubiertas de hielos de contacto multiples para dispositivos de contacto de clavija y alojamiento |
| FR1274578A (fr) | 1960-09-12 | 1961-10-27 | Perfectionnements apportés aux systèmes connecteurs du type broche et douille | |
| US3557428A (en) | 1965-06-23 | 1971-01-26 | Connectronics Corp | Machines for manufacturing electric connector sockets |
| FR1456535A (fr) | 1965-06-23 | 1966-07-08 | Perfectionnements apportés aux douilles de contact électrique à fils élastiques inclinés, et aux procédés et machines pour leur fabrication | |
| US3704496A (en) | 1969-07-02 | 1972-12-05 | Lev Vasilievich Kuznetsov | Machine for assembling contact sockets for electrical connections of the plug-and-socket type |
| FR2052019A5 (ja) | 1969-07-04 | 1971-04-09 | Bonhomme F R | |
| DE1934580A1 (de) | 1969-07-08 | 1971-02-04 | Erhard Krebs | Wendelsteckerbuchse,insbesondere als elektrisches Verbindungselement |
| FR2165117A6 (ja) | 1971-12-17 | 1973-08-03 | Bonhomme F R | |
| FR2415889A1 (fr) | 1978-01-25 | 1979-08-24 | Bonhomme F R | Perfectionnements apportes aux douilles, pour dispositifs de contact electrique a fiche et douille, et a leurs procedes de fabrication |
| SU771779A1 (ru) | 1978-02-01 | 1980-10-15 | За витель | Способ сборки контактного гиперболоидного гнезда |
| DE3267086D1 (en) | 1981-03-16 | 1985-12-05 | Connei Spa | A socket member for an electrical connector and a method for making same |
| IT1146805B (it) | 1981-10-28 | 1986-11-19 | Connei Spa | Spinotto per dispositivi di contatto del tipo a boccola e spinotto e procedimento per la sua fabbricazione |
| DE3342742C2 (de) | 1983-11-25 | 1985-10-24 | Otto Dunkel GmbH Fabrik für elektrotechnische Geräte, 8260 Mühldorf | Verfahren zur Herstellung von Kontaktfederbuchsen |
| SU1274038A1 (ru) | 1984-02-28 | 1986-11-30 | Предприятие П/Я Р-6509 | Гиперболоидное контактное гнездо |
| DE3412875A1 (de) | 1984-04-05 | 1985-10-17 | Otto Dunkel GmbH Fabrik für elektrotechnische Geräte, 8260 Mühldorf | Verfahren zur herstellung von kontaktfederbuchsen |
| DE3412874C1 (de) | 1984-04-05 | 1985-08-22 | Otto Dunkel GmbH Fabrik für elektrotechnische Geräte, 8260 Mühldorf | Verfahren zur Herstellung von Kontaktfederbuchsen |
| DE3412877A1 (de) | 1984-04-05 | 1985-10-17 | Otto Dunkel GmbH Fabrik für elektrotechnische Geräte, 8260 Mühldorf | Verfahren zur herstellung von kontaktfederbuchsen |
| US4662706A (en) | 1985-04-25 | 1987-05-05 | Elcon Products International Company | Electrical device |
| US4657335A (en) | 1986-01-30 | 1987-04-14 | K & K Stamping | Radially resilient electrical socket |
| US4734063A (en) | 1986-01-30 | 1988-03-29 | Joseph J. Koch | Radially resilient electric socket |
| DE3608276A1 (de) | 1986-03-12 | 1987-09-17 | Dunkel Otto Gmbh | Kontaktelement in form einer kontaktfederbuchse bzw. eines gefederten steckerstiftes und verfahren zu dessen herstellung |
| DE3615915A1 (de) | 1986-05-12 | 1987-11-19 | Dunkel Otto Gmbh | Kontaktelement fuer elektrische steckverbinder |
| IT1208261B (it) | 1987-03-25 | 1989-06-12 | Connei Spa | Contatto femmina composito atto a ricevere un contatto maschio del tipo a spinotto |
| IT1208262B (it) | 1987-03-25 | 1989-06-12 | Connei Spa | Boccola per dispositivi di contatto del tipo a boccola e spinotto |
| US4812129A (en) * | 1987-08-06 | 1989-03-14 | Itt Corporation | Surface mount connector |
| JPH0616416Y2 (ja) | 1988-08-04 | 1994-04-27 | モレックス インコーポレーテッド | 低挿入力型多ピン電気コネクタ |
| DE3915644A1 (de) | 1989-05-12 | 1990-11-15 | Dunkel Otto Gmbh | Kontaktstift-kontaktbuchsen-baueinheit |
| US5152696A (en) | 1990-04-26 | 1992-10-06 | Cray Research, Inc. | Z-axis connectors for stacked printed circuit board assemblies |
| US5033982A (en) | 1990-05-31 | 1991-07-23 | Sun Microstamping, Inc. | Electrical connector |
| DE4024456A1 (de) | 1990-08-01 | 1992-02-06 | Dunkel Otto Gmbh | Kontaktstift-kontaktfederbuchsen-baueinheit |
| US5203813A (en) | 1991-08-06 | 1993-04-20 | Airborn, Inc. | Low entry force connector socket method of manufacture |
| US5326289A (en) | 1993-07-12 | 1994-07-05 | Leisey Donald R | Female hyperboloid electrical connector and the method for fabricating same |
| FR2709024B1 (fr) | 1993-08-09 | 1995-09-08 | Peugeot | Contact électrique femelle. |
| DE4432596A1 (de) * | 1993-09-16 | 1995-03-23 | Whitaker Corp | Modulartige elektrische Kontaktanordnung |
| FR2711852B1 (fr) | 1993-10-22 | 1996-01-05 | Framatome Connectors Internal | Contact électrique femelle du type douille. |
| JPH07288145A (ja) | 1993-12-13 | 1995-10-31 | United Technol Automot Inc | 挿入力が弱くてよい、めすおよびおすコネクタ |
| US5667413A (en) | 1995-11-13 | 1997-09-16 | Alcoa Fujikura Ltd. | Socket-type electrical connector |
| FR2754639B1 (fr) * | 1996-10-15 | 1999-01-08 | Frb Connectron | Procede de fabrication d'un contact femelle de raccordement electrique et contact obtenu par un tel procede |
| DE29705134U1 (de) | 1997-03-20 | 1997-05-07 | Ingos Elektronik Handelsgesell | Steckerbuchse |
| DE29705603U1 (de) | 1997-03-27 | 1997-05-07 | INGOS Elektronik-Handelsgesellschaft mbH, 94571 Schaufling | Elektrischer Stecker |
| US6062919A (en) | 1997-08-29 | 2000-05-16 | Thomas & Betts International, Inc. | Electrical connector assembly having high current-carrying capability and low insertion force |
| US6004172A (en) * | 1998-04-01 | 1999-12-21 | Tri-Star Electronics International, Inc. | Two piece pin/socket contact |
| US6102746A (en) | 1999-04-30 | 2000-08-15 | Hypertronics Corporation | Coaxial electrical connector with resilient conductive wires |
| US6328615B1 (en) | 2000-03-02 | 2001-12-11 | Itt Manufacturing Enterprises, Inc. | Contact formed of joined pieces |
| FR2809238B1 (fr) | 2000-05-22 | 2003-11-28 | Frb Connectron | Element femelle de connecteur electrique |
| GB0020154D0 (en) | 2000-08-17 | 2000-10-04 | Smiths Industries Plc | Electrical contacts |
| GB0023290D0 (en) | 2000-09-22 | 2000-11-08 | Smiths Industries Plc | Electrical contacts and methods of manufacture |
| ES2843503T3 (es) | 2001-10-05 | 2021-07-19 | Amphenol Corp | Conector eléctrico con resiliencia radial mejorada y método para su fabricación |
| JP2005510038A (ja) | 2001-10-18 | 2005-04-14 | コネクテック・リミテッド | 電気コネクター格子アンカー及びその製造方法 |
| US6767260B2 (en) * | 2002-02-28 | 2004-07-27 | Qa Technology Company, Inc. | Hyperboloid electrical contact |
| KR100885843B1 (ko) * | 2002-08-31 | 2009-02-27 | 엘지디스플레이 주식회사 | 유기전계발광 표시소자 및 그 제조방법 |
-
2003
- 2003-02-11 US US10/364,737 patent/US6767260B2/en not_active Expired - Lifetime
- 2003-02-25 JP JP2003047807A patent/JP4564717B2/ja not_active Expired - Lifetime
- 2003-02-27 AT AT03445025T patent/ATE376267T1/de not_active IP Right Cessation
- 2003-02-27 CN CNB031064450A patent/CN1286214C/zh not_active Expired - Lifetime
- 2003-02-27 DE DE60316859T patent/DE60316859T2/de not_active Expired - Lifetime
- 2003-02-27 EP EP03445025A patent/EP1341267B1/en not_active Expired - Lifetime
-
2004
- 2004-06-04 US US10/860,862 patent/US7191518B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN1444312A (zh) | 2003-09-24 |
| DE60316859D1 (de) | 2007-11-29 |
| US20040237301A1 (en) | 2004-12-02 |
| EP1341267A2 (en) | 2003-09-03 |
| ATE376267T1 (de) | 2007-11-15 |
| EP1341267A3 (en) | 2004-09-15 |
| DE60316859T2 (de) | 2008-07-17 |
| JP2004031313A (ja) | 2004-01-29 |
| US7191518B2 (en) | 2007-03-20 |
| EP1341267B1 (en) | 2007-10-17 |
| CN1286214C (zh) | 2006-11-22 |
| US6767260B2 (en) | 2004-07-27 |
| US20030162447A1 (en) | 2003-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4564717B2 (ja) | 双曲面の電機的な接触部材 | |
| EP2183828B1 (en) | Hyperboloid electrical contact | |
| US7331821B2 (en) | Electrical connector | |
| US4072394A (en) | Electrical contact assembly | |
| EP0105766A1 (en) | Socket contact for electrical connector and method of manufacture | |
| US5960540A (en) | Insulated wire with integral terminals | |
| JP2006528824A (ja) | 電気コネクタ接点 | |
| JPH0526706Y2 (ja) | ||
| JPH07211360A (ja) | 接続要素 | |
| JPS63250074A (ja) | 複合雌型接点デバイス | |
| US9490562B2 (en) | Reduced diameter hyperboloid electrical contact | |
| US4262987A (en) | Electrical connector | |
| EP0026117B1 (en) | Electrical contact for an electrical connector and method of making same | |
| JP2022524821A (ja) | 一体型ソケットコンタクト | |
| KR20240118147A (ko) | 전기적 플러그 연결을 위한 2부품형 접점 소자, 그리고 이러한 접점 소자의 제조 방법 | |
| JP4067663B2 (ja) | リード線と導電金具を有する電気部品およびその製造方法 | |
| CA1153439A (en) | Electrical contact assembly | |
| JP2717941B2 (ja) | 同軸コネクタ | |
| JPH0998013A (ja) | 同軸型給電ケーブル用プラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051208 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080630 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080812 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100616 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100802 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130806 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4564717 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |