JP4559617B2 - 加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置 - Google Patents
加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置 Download PDFInfo
- Publication number
- JP4559617B2 JP4559617B2 JP2000384827A JP2000384827A JP4559617B2 JP 4559617 B2 JP4559617 B2 JP 4559617B2 JP 2000384827 A JP2000384827 A JP 2000384827A JP 2000384827 A JP2000384827 A JP 2000384827A JP 4559617 B2 JP4559617 B2 JP 4559617B2
- Authority
- JP
- Japan
- Prior art keywords
- fine powder
- groove
- vulcanized rubber
- supply device
- supply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Landscapes
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
- Air Transport Of Granular Materials (AREA)
Description
【発明の属する技術分野】
本発明は、加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置に関する。
【0002】
【従来の技術】
タイヤ等の加硫ゴムの摩耗試験に、従来から広く一般的に使用されている試験としてランボーン摩耗試験がある。このランボーン摩耗試験においては、回転砥石の周面に、ホルダーで保持した円板状の弾性体試験片の周面を押圧すると共に、回転砥石および弾性体試験片のそれぞれを、相互に平行な回転軸線の周りで異なる周速で回転駆動して弾性体試験片を摩耗させる摩耗試験方法である。
【0003】
この試験においては、実地(加硫ゴム製品の実際の使用時)の摩耗条件をいかに精度良くラボ(試験場所)で再現できるかが、実地とラボとの相関性の良否を決定する。
【0004】
前記試験における従来方法では、回転砥石は、JIS K6264に規定されるグラインダーであり、粘着防止剤は砂であったが、この条件では実地を再現できないことが判り、最近では路面をセイフティウォークにすることであらゆる路面条件を粗さで再現できることが一般的になってきている。
【0005】
前記摩耗試験装置は、例えば図6に示すように、回転砥石1が円板2の外周面にセイフティウォーク3を貼り付けて、円盤状の加硫ゴムからなる試験片4を取付け部5に取り付けている。取付け部5はアクチュエータ6で前後動するロッド7先端に設けている。そして、前記試験片4と前記回転砥石1をそれぞれ独立して定められた回転数で回転させながら、前記試験片4を前記回転砥石1の外周面にアクチュエータ6で押し付ける。それと共に、試験片4表面の粘着を防ぐためにホッパー8からヘリカルギヤーにより粘着防止剤の砂9を定量送りして導管10を介して重力により落下させて所定量供給するようになっている(特開平8−233716号など参照)。
【0006】
一方、前記のように粘着防止剤として砂を用いたのでは、セイフティウォークの研磨面も摩耗してしまい正確な摩耗試験ができないためにタルクあるいはコーンスターチが適していることが判ってきた。
【0007】
【発明の解決しようとする課題】
ここで、前記のタルクやコーンスターチなどの微粉体からなる粘着防止剤は、低スリップ域で必要とされる0.2〜0.5g/minという極めて微量な微粉体を正確に供給しなければならない。しかしながら、従来の供給装置では、下記のような理由から定量供給ができないという問題点があった。
【0008】
すなわち、前記図6の試験装置が採用するような,従来の一般的なヘリカルギヤー方式の砂供給装置では、ホッパー10下部に設けたヘリカルギヤー(図示省略)の歯間の凹部にまずホッパー内のタルクが重力で収容され、ヘリカルギヤーの回転により該凹部から落下して、前記図6の砂9と同じように、導管10で回転砥石1表面と試験片4との間の接触上部に落下して供給される。また、最近のエクストルウダー方式のタルクフィーダーも原理的には上記供給装置と同じである。
【0009】
しかるに、いずれの供給装置でも、タルクのように本来の外径が20〜80μmであるような超微粒子であると自然落下させるだけでは各微小粒同士がくっ付き合うので粘着防止剤の微紛が数万〜数十万個の集まった塊で落下し、さらに波状的に落下するため、試験片において落下したタルクの付着した部分はタルクが多すぎることになる。したがって、この際の試験片では、タルクの多すぎる部分と全く無い部分とが極端に分布し、スリップ域の異なる部分が分布することとなって、正確な摩耗試験ができないものであった。
【0010】
また、タルクその他の微粉体材料は湿度の影響を受け易く、ホッパー下部で重力と水分吸着によるケーキングを起こして詰まり、ヘリカルギヤーの歯溝間に入らないことが有る。したがって、微粉体の供給において、必要量を必要な状態で供給するのは極めてむずかしかった。よって、微粉体を均一で適量に供給できないため、正確な摩耗試験ができないという問題点があった。また、他の技術分野でも少量の微粉体を定量供給できる技術はなかった。
【0011】
なお、摩耗試験装置の他の従来技術として、特開平10−206370号公報において小さなスリップ率を設定して摩耗試験を行う技術が開示されているが、この場合にも、超微量の粘着剤の供給が必要となるにもかかわらず、現状の装置では微少量の粘着剤の供給が不可能であった。
【0012】
本発明は、前記の問題点に鑑みてなされたものであって、タルクなどの粘着防止剤の微粉体の供給量を任意特に少量かつ極めて正確に制御することが可能な加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置を提供することを目的とする。
【0013】
【課題を解決するための手段】
本発明は、前記課題を解決するため、次の構成を有する。
すなわち、本発明は、加硫ゴムの試験片を回転砥石の外周面に押しつけて当該試験片の摩耗を試験する加硫ゴムの摩耗試験装置に付設した、前記試験片表面に粘着防止剤の微粉体を定量供給する微粉体の定量供給装置において、
微粉体の定量供給装置は、粒径が20〜80μmの紛粒のものを主に含む粘着防止剤の粉粒体を定量供給するものであって、供給する粘着防止剤の微粉体量に対応した一定の断面積の凹溝が上面に円形を描くように形成された収容板手段を、その凹溝の中心軸を回転中心軸として装置フレーム上に回転可能に設置し、前記収容板手段を駆動モータで回転駆動するものであり、
収容板手段上に微粉体を投入する投入部材と、
投入された微粉体をならして凹溝内に収容する撹拌板部材と、
収容板手段上面の凹溝内以外の余分な微粉体を掻き取る遮蔽板部材と、
凹溝内に収容された微粉体を凹溝の長さ方向に連続的に負圧で吸い出し、吸い出した微粉体を空気と撹拌して対応個所に微粉体を搬送する微粉体搬送手段とを有し、
前記投入部材から収容板手段上に投入された微粉体が微粉体搬送手段側の収容板手段上に乗ってしまうのを防止するための仕切り板部材を、前記収容板手段の回転方向に沿って前記微粉体の投入箇所および前記微粉体の吸い出し箇所の間に設け、
前記駆動モータの制御によって前記収容板手段の回転数を制御し、これによって、微粉体を吸い出す凹溝長さを制御して、供給する微粉体量を0.1〜10g/minで制御する微粉体供給量制御手段を有していることを特徴とする加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置である。
【0016】
さらに、本発明において、収容板手段は円形平板であり、かつ、その回転軸中心を中心に同心円形状に断面積の異なる複数の凹溝が形成されていることが好適である。
【0019】
また、微粉体搬送手段は、凹溝上に吸出し管部を臨ませ、該吸出し管部の基部開口に空気の流れを作用させることにより発生するベンチュリー効果の負圧で微粉体を吸出しかつ前記空気の流れで空気と微粉体を混合・撹拌するエゼクター部と、空気と混合・撹拌された微粉体を対応箇所に向けて導く管路部とを有することが好適である。
【0020】
以上の本発明に係る加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置によれば、加硫ゴムの摩耗試験装置に供給する、粒径が20〜80μmの紛粒のものを主に含む粘着防止剤の微粉体量に対応した一定の断面積の凹溝が上面に形成された収容板部に対して、その上面の凹溝内に微粉体を収容するので、凹溝の幅と長さに応じて微粉体の収容量が決定されており、凹溝内に収容された微粉体を凹溝の長さ方向に連続的に負圧で吸い出し、吸い出した微粉体を空気と撹拌して対処個所に微粉体を供給することにより、所望量の微粉体を供給できる。
この場合に、微粉体を吸い出す凹溝長さを制御することにより供給する微粉体量を0.1〜10g/minで極めて正確に制御できる。
そして、凹溝の長さを時間あたりで均一にすることにより微粉体の吸出し量が正確に均一化でき、しかも、微粉体を空気撹拌しながら搬送供給するので微粉体がまとまることなく供給できる。
【0021】
したがって、弾性体に対するランボーン摩耗試験において粘着防止剤などの微粉体の供給に利用すれば、従来のホッパー等のヘリカルギヤーによる供給においては粘着防止剤としてのタルク、コーンスターチ等の微小粉末はまとまって落下してしまい、特に低スリップ域の0.2〜0.5g/minを供給することができなかったものが、タルクなど微粉体の落下量を極めて正確に制御することが可能になり、かつ、タルクなどの微粉体の落下形状を粒径通りの20〜80μmの超微粉末で落下させて供給することができるようになる。さらには、本発明の微粉体の定量供給方法および装置で加硫ゴムなどの弾性体試験において、あらゆる実地条件を再現することが可能になる。発明者の知見によれば、本発明により、摩耗試験における繰り返し再現性およびバラツキのレベルが大幅に向上した。また、低スリップ域の1〜3%の摩耗試験を高精度に実験することが可能になった。さらには、実地摩耗結果とラボでの実験結果の相関がr2=0.98レベルで取得が可能になった。
【0022】
なお、収容板手段はその上面に円形形状に沿って凹溝が形成され、微粉体供給量制御手段は、前記凹溝の中心を回転軸中心として前記収容板手段を回転させ、その回転数の制御で、微粉体供給量を制御するようになっているようにすれば、きめ細かく微粉体の供給量を制御できる。
【0023】
また、収容板手段を円形平板形であり、かつ、その回転軸中心を中心に同心円形状に断面積の異なる複数の凹溝が形成されているものにすれば、回転数の制御を同じくしても、供給する微粉体量を変化させることができ、条件変化を容易に行うことができる。
【0024】
また、収容板手段上に微粉体を投入する投入部材と、投入された微粉体をならして凹溝内に収容する撹拌板部材と、収容板手段上面の凹溝内以外の余分な微粉体を掻き取る遮蔽板部材と有することにすれば、凹溝内に常時正確に微粉体を収容でき、微粉体の正確な供給を保証できる。
【0025】
微粉体は粒径が20〜80μmの紛粒のものを主に含み、微粉体供給量制御手段は0.1〜10g/minで微粉体を供給可能になっていることにすれば、弾性体試験片の摩耗試験においてタルクなどの微粉体の粘着防止剤を特に低スリップ域で必要な微小量で定量かつ均一に供給することが可能になる。
【0026】
微粉体搬送手段は、凹溝上に吸出し管部を臨ませ、該吸出し管部の基部開口に空気の流れを作用させることにより発生するベンチュリー効果の負圧で微粉体を吸出しかつ前記空気の流れで空気と微粉体を混合・撹拌するエゼクター部と、空気と混合・撹拌された微粉体を対応箇所に向けて導く管路部とを有するものにすれば、空気と十分に微粉体を撹拌して各粒が均一に分離して固まることなく、粒子通りの微粉末の状態で供給できるものである。特に、供給するエアーを乾燥させれば、微粉体がケーキングを起こすことがなくなり微粉体を安定かつ円滑に供給することができる。さらには、微粉体供給手段でのエアー量を増量することにより、微粉体を粒径通りの微粉末として(粒径20〜80μm)各粒がより分離した状態でさらに均一な状態で供給できる。
【0027】
【発明の実施の形態】
以下、図面を参照して本発明の実施形態を詳細に説明する。
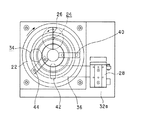
図1〜図4は実施形態にかかる微粉体の定量供給装置の説明図であり、図1は微粉体搬送手段としてのエゼクターなど要部説明図、図2(a),(b)は前記供給装置の全体正面図,側面図、図3は平面図、図4(a),(b)は撹拌板材,遮蔽板の説明図、図5は本発明の一例を摩耗試験に用いたときのトルク変化の説明図である。
【0028】
図1〜図4に示すように、実施形態の定量供給装置においては、供給する微粉体量に対応した一定の断面積の凹溝20が上面に形成されたタルクなどの微粉体の供給ロータ板(収容板手段)22と、前記供給ロータ板22の上面の凹溝20内に微粉体を撹拌して収容する、微粉体撹拌モータ24駆動の撹拌ファン26(微粉体収容手段)と、凹溝20内に収容された微粉体を凹溝20の長さ方向に連続的に負圧で吸い出し、吸い出した微粉体を空気と撹拌して必要対応個所に微粉体を搬送するエゼクター部(微粉体搬送手段)28と、前記供給ロータ板22を回転駆動する駆動モータ30と、該駆動モータ30の回転駆動を制御して微粉体を吸い出す凹溝20長さの制御を行い、これにより、供給する微粉体量を制御する図示しない微粉体供給量制御手段とを有する。この微粉体供給装置は、図1に示すように、弾性体の摩耗試験装置において、回転砥石1と試験片4との間に低スリップ域に対応して、タルク等の微粉体粘着防止剤を供給するのに使用するものを一例をしてあげている。
【0029】
次に各部を詳細に説明する。図1〜図3に示すように、前記供給ロータ板22はその上面に円形を描くように各所で同一断面積の半円形断面形状の凹溝20が形成されており、該ロータ板22は凹溝20の中心軸を回転軸中心として装置フレーム32上板32a上に回転可能に設置されている。前記装置フレーム32の上板32a下方には前記ロータ板22用の駆動モータ30が設けられており、駆動モータ30は例えばステッピングモータ、DCモータ、サーボモータ等回転数を高精度に制御できるモータである。この駆動モータ30は、数値制御用ユニットやコンピュータなどからなる微粉体供給量制御手段により、回転数制御を高精度に行って微粉体供給量を正確に制御できるようになっている。
【0030】
前記供給ロータ板22は、円形平板であり、かつ、その回転軸中心を中心に同心円形状に1つの凹溝20ばかりでなく、それぞれ断面積の異なる複数の凹溝20(20a,20b,20c…)を形成する。
【0031】
また、前記装置フレーム32上方には、全体的にカバー36で覆われているが、外部からあるいはホッパーから供給ロータ板22上に微粉体を投入するための投入口34がカバー36には開口している。そして、投入口34よりも供給ロータ22の回転方向下流には投入された微粉体をならして凹溝20内に充満させて収容する撹拌ファン(撹拌板)26とそのモータ24と、供給ロータ22上面に重力により遮蔽板部材40が面接触して凹溝20内以外の余分な微粉体を掻き取り各凹溝20(20a,20b,20c)内にその体積(断面積×長さ)通りに微粉体を充満させる遮蔽板部材40と、エゼクター部28の吸出し管部46が臨む吸い込み口42とが設けられている。
【0032】
図4に詳細に示すように、前記撹拌ファン26で撹拌後の微粉体は遮蔽板部材40の下部の鋭角の角部40aで供給ロータ表面の余分な微粉体が掻き取られて、各凹溝20(20a,20b,20c)内にのみ微粉体が収容された状態になり、微粉体の量が正確に凹溝20の内容積(体積)に対応したものになる。なお、符号44は、投入口34から投入された微粉体がエゼクター28側のロータ板22上に乗ってしまうのを防止するための仕切り板である。
【0033】
さらに、前記微粉体はタルクを初めとする粒径が20〜80μmの紛粒のものを主に含み、凹溝20の断面積と供給ロータ板22の回転速度の設定により0.1〜10g/minで微粉体を供給可能になっている。この場合には、供給ロータ22の駆動モータ30の回転速度は、最少0.01rpmでの制御が可能であることが好ましい。
【0034】
また、エゼクター部28は、図1に示すように、凹溝20上に吸い出し管部46先端46aを臨ませ、該吸出し管部46の基部46b開口に空気の流れを作用させることにより発生するベンチュリー効果の負圧で微粉体を吸出しかつ前記空気の流れで空気と微粉体を混合・撹拌するエゼクター本体48と、空気と混合・撹拌された微粉体を対応箇所に向けて導く管路50とを有する。エゼクター本体48は、主筒部48aの中央部に垂直方向に吸出し管部46基部46bが連結されている。
【0035】
微粉体供給においては、まず、吸出しエゼクター本体48の吸出し管部46先端を供給量に応じて選択した断面積の凹溝20に臨ませる。そして、主筒部内にジェット48bから高圧エアーを吹き込んでエアーの高速流を作り、前記吸出し管部46にベンチェリー効果による負圧を作用させる。これにより、吸出し管部46内の負圧で凹溝20内収容の微粉体を吸出す。吸い出された微粉体は主筒部48a内で空気と混合・撹拌されて前記管路50内をエアーの流れに乗って搬送されて、供給箇所(実施形態では回転砥石1と試験片4との接触部)に噴出される。
【0036】
なお、エゼクター本体48に吹き込むエアーはドライヤーでミストを除去した清浄なエアーを使用して、タルクなどの微粉体がケーキングすることを防止すると共に、微粉体の安定かつ円滑に供給できるようにしている。
【0037】
以上のように、実施形態の微粉体の定量供給方法および装置によれば、供給する微粉体量に対応した一定の断面積の凹溝20(20a,20b,20c)が上面に形成された供給ロータ板22に対して、その上面の凹溝20内に微粉体を収容するので、凹溝20の長さに応じて微粉体の収容量が決定されており、エゼクター部28により凹溝20内に収容された微粉体を凹溝20の長さ方向に連続的に負圧で吸い出し、吸い出した微粉体を空気と撹拌して対処個所に微粉体を供給することにより、所望量の微粉体を供給できる。この場合に、微粉体を吸い出す凹溝20の断面積の設定および長さの制御(供給ロータ板22の回転制御)をすることにより供給する微粉体量を極めて正確に制御できる。そして、凹溝20の長さを時間あたりで均一にすることにより微粉体の吸出し量が正確に均一化できるので、摩耗試験において、スリップ率に応じてタルク等の粘着防止剤の吸い込み量を各断面積の凹溝20(20a,20b,20c)の選択し、凹溝20に充満したタルクをエゼクター部28により吸い出して対応箇所に搬送して落下させる。また、エゼクター部28では、微粉体を空気撹拌しながら搬送供給するので微粉体がケーキングなどにより塊になることなく供給できる。
【0038】
したがって、弾性体に対するランボーン試験において粘着防止剤などの微粉体の供給に利用すれば、従来はホッパーなどからの自然落下による供給であったので粘着防止剤としてのタルクもコーンスターチも微小粉末では落下せずにまとまって落下し、特に低スリップ域の0.2〜10g/minを供給することができなかったものが、タルクなど微粉体の落下量を極めて正確に制御することが可能になり、かつ、タルクなどの微粉体の落下形状を粒径通りの20〜80μmの超微粉末で落下させて供給することができるようになる。また、エアーの増量により、さらに微粉末を粒径通りの微粉末で落下させることができる。
【0039】
さらには、前記微粉体の定量供給方法および装置で加硫ゴムなどの弾性体試験において、あらゆる実地条件を再現することが可能になる。
【0040】
そして、発明者の知見に寄れば、本発明を採用してタルク供給を制御して摩耗試験を行った結果、摩耗時のトルクの時間に対する変化曲線が図5に示すものになった。図5の摩擦トルク曲線で理解されるように、タルク量の適否が一目で判り修正を即時に行うことが可能である。また、従来方法ではトルク曲線は図5の十倍程度振れていたが(ケーキングなどによりタルクの固まりが落下したため)、本発明により、非常に供給量が安定した結果、データもバラツキが減少し、安定した。また、実地摩耗との相関を検討したところ、例えば、タイヤの摩耗実験の場合に路面粗さと路面上に存在する土および砂の状況がラボでの摩耗実験のタルクと条件が一致するため、極めて実地摩耗データと高い相関(r2=0.98)を実現した。さらには、摩耗紛および摩耗肌は極めて実施摩耗と近いものになった。
【0041】
供給ロータ板22はその上面に円形形状に沿って凹溝20が形成され、駆動モータ30により前記凹溝20の中心を回転軸中心として前記供給ロータ板22を回転させ、その回転数の制御で、微粉体供給量を制御するようになっているので、きめ細かく微粉体の供給量を制御できる。
【0042】
また、供給ロータ板22を円形平板であり、かつ、その回転軸中心を中心に同心円形状に断面積の異なる複数の凹溝20(20a,20b,20c)を形成したので、回転数の制御を同じくしても、供給する微粉体量を変化させることができ、条件変化を容易に行うことができる。
【0043】
また、供給ロータ板22上に微粉体を投入するホッパーなどの投入部材と、投入された微粉体をならして凹溝20内に充満収容する撹拌ファン26と、供給ロータ板22上面の凹溝20内以外の余分な微粉体を掻き取る遮蔽板部材40と有するので、凹溝20内に常時正確に微粉体を収容でき、正確な微粉体の正確な供給を保証できる。
【0044】
微粉体は粒径が20〜80μmの紛粒のものを主に含み、微粉体供給量制御手段は0.1〜10g/minで微粉体を供給可能になっていることにすれば、弾性体試験片の摩耗試験においてタルク等の微粉体の粘着防止剤を特に低スリップ域で必要な微小量で定量かつ均一に供給することが可能になる。
【0045】
なお、前記実施形態では、弾性体の摩耗試験装置のタルク供給装置として用いていたが、本発明の実施範囲はこれに限定されないことはもちろんであり、他の粘着防止剤以外の微粉体を供給すべき装置に同様に実施できる。
【0046】
【発明の効果】
以上説明したとおり本発明によれば、所望量の微粉体を供給できる。この場合に、微粉体を吸い出す凹溝長さを制御することにより供給する微粉体量を極めて正確に制御できる。そして、凹溝の長さを時間あたりで均一にすることにより微粉体の吸出し量が正確に均一化でき、しかも、微粉体を空気撹拌しながら搬送供給するので微粉体がまとまることなく供給できる。
【0047】
したがって、弾性体に対するランボーン摩耗試験において粘着防止剤などの微粉体の供給に利用すれば、従来はホッパーなどからのヘリカルギヤーによる供給であったので粘着防止剤としてのタルクもコーンスターチも微小粉末では落下せずにまとまって落下し、特に低スリップ域の0.2〜0.5g/minを供給することができなかったものが、タルクなど微粉体の落下量を極めて正確に制御することが可能になり、かつ、タルクなどの微粉体の落下形状を粒径通りの20〜80μmの超微粉末で落下させて供給することができるようになる。さらには、本発明の微粉体の定量供給方法および装置で加硫ゴムなどの弾性体試験において、あらゆる実地条件を再現することが可能になる。よって、摩耗試験結果の繰り返し再現性およびバラツキのレベルが大幅に向上した。
また、低スリップ域の1〜3%の摩耗試験を高精度に実験することが可能になった。さらには、実地摩耗結果とラボでの実験結果の相関がr2=0.98レベルで取得が可能になったなどの効果を奏する。
【図面の簡単な説明】
【図1】実施形態にかかる微粉体の定量供給装置の説明図であり、微粉体搬送手段としてのエゼクター等の要部説明図である。
【図2】(a),(b)は定量供給装置の断面視した全体正面図,側面図である。
【図3】前記定量供給装置の平面図である。
【図4】(a),(b)は撹拌板材,遮蔽板の説明図である。
【図5】本発明の一例を摩耗試験に用いたときのトルク変化の説明図である。
【図6】従来の耐摩耗試験装置における粘着防止剤の供給装置の説明図である。
【符号の説明】
20 凹溝
20a,20b,20c 断面積の異なる凹溝
22 供給ロータ板
24 撹拌モータ
26 撹拌ファン
28 エゼクター部
30 供給ロータ板駆動モータ
32 装置フレーム
34 投入口
36 カバー
40 遮蔽板部材
42 エゼクター孔
44 仕切り板
46 吸い出し管部
48 エゼクター本体
50 管路
Claims (3)
- 加硫ゴムの試験片を回転砥石の外周面に押しつけて当該試験片の摩耗を試験する加硫ゴムの摩耗試験装置に付設した、前記試験片表面に粘着防止剤の微粉体を定量供給する微粉体の定量供給装置において、
微粉体の定量供給装置は、粒径が20〜80μmの紛粒のものを主に含む粘着防止剤の粉粒体を定量供給するものであって、供給する粘着防止剤の微粉体量に対応した一定の断面積の凹溝が上面に円形を描くように形成された収容板手段を、その凹溝の中心軸を回転中心軸として装置フレーム上に回転可能に設置し、前記収容板手段を駆動モータで回転駆動するものであり、
収容板手段上に微粉体を投入する投入部材と、
投入された微粉体をならして凹溝内に収容する撹拌板部材と、
収容板手段上面の凹溝内以外の余分な微粉体を掻き取る遮蔽板部材と、
凹溝内に収容された微粉体を凹溝の長さ方向に連続的に負圧で吸い出し、吸い出した微粉体を空気と撹拌して対応個所に微粉体を搬送する微粉体搬送手段とを有し、
前記投入部材から収容板手段上に投入された微粉体が微粉体搬送手段側の収容板手段上に乗ってしまうのを防止するための仕切り板部材を、前記収容板手段の回転方向に沿って前記微粉体の投入箇所および前記微粉体の吸い出し箇所の間に設け、
前記駆動モータの制御によって前記収容板手段の回転数を制御し、これによって、微粉体を吸い出す凹溝長さを制御して、供給する微粉体量を0.1〜10g/minで制御する微粉体供給量制御手段を有していることを特徴とする加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置。 - 収容板手段は円形平板であり、かつ、その回転軸中心を中心に同心円形状に断面積の異なる複数の凹溝が形成されていることを特徴とする請求項1に記載の加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置。
- 微粉体搬送手段は、凹溝上に吸出し管部を臨ませ、該吸出し管部の基部開口に空気の流れを作用させることにより発生するベンチェリー効果の負圧で微粉体を吸出しかつ前記空気の流れで空気と微粉体を混合・撹拌するエゼクター部と、空気と混合・撹拌された微粉体を対応箇所に向けて導く管路部とを有することを特徴とする請求項1または2に記載の加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000384827A JP4559617B2 (ja) | 2000-12-19 | 2000-12-19 | 加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000384827A JP4559617B2 (ja) | 2000-12-19 | 2000-12-19 | 加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002181609A JP2002181609A (ja) | 2002-06-26 |
| JP4559617B2 true JP4559617B2 (ja) | 2010-10-13 |
Family
ID=18852203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000384827A Expired - Lifetime JP4559617B2 (ja) | 2000-12-19 | 2000-12-19 | 加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4559617B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9581525B2 (en) | 2012-09-30 | 2017-02-28 | Compagnie Generale Des Etablissements Michelin | Method of applying particulate material along a tire footprint during tire testing on a tire testing surface |
| US9702789B2 (en) | 2012-10-31 | 2017-07-11 | Compagnie Generale Des Etablissements Michelin | Method and apparatus for distributing particulate material along a tire footprint during tire test |
| CN110998274A (zh) * | 2017-08-03 | 2020-04-10 | 国际计测器株式会社 | 轮胎测试方法、轮胎测试装置及散布装置 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3900970B2 (ja) * | 2002-02-26 | 2007-04-04 | 石川島播磨重工業株式会社 | 粉末供給装置 |
| JP2007017423A (ja) * | 2005-06-08 | 2007-01-25 | Yokohama Rubber Co Ltd:The | 摩擦試験方法及び摩擦試験機 |
| JP5096222B2 (ja) * | 2008-04-28 | 2012-12-12 | 株式会社ブリヂストン | 情報表示用パネルの製造方法およびそれに用いる粒子供給装置 |
| JP6821981B2 (ja) * | 2016-07-12 | 2021-01-27 | 横浜ゴム株式会社 | ゴムの摩耗試験装置 |
| KR102473127B1 (ko) * | 2017-03-29 | 2022-12-01 | 메르크 파텐트 게엠베하 | 입상 물질을 투여하기 위한 투여 장치, 분사 장치, 및 입상 물질을 기판에 도포하기 위한 방법 |
| CN108535182B (zh) * | 2018-05-24 | 2020-09-01 | Oppo广东移动通信有限公司 | 点胶测试工装及其测试方法 |
| KR102188478B1 (ko) * | 2019-03-01 | 2020-12-11 | 조광영 | 미세입자 공급 장치 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05238544A (ja) * | 1991-11-01 | 1993-09-17 | Nisshin Flour Milling Co Ltd | 粉体供給装置 |
| JPH0632458A (ja) * | 1992-07-13 | 1994-02-08 | Osaka Gas Co Ltd | 粉体供給装置 |
| JPH08233716A (ja) * | 1995-02-28 | 1996-09-13 | Bridgestone Corp | 加硫ゴムの摩耗試験装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08178815A (ja) * | 1994-12-27 | 1996-07-12 | Bridgestone Corp | 摩耗試験機用荷重負荷装置 |
-
2000
- 2000-12-19 JP JP2000384827A patent/JP4559617B2/ja not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05238544A (ja) * | 1991-11-01 | 1993-09-17 | Nisshin Flour Milling Co Ltd | 粉体供給装置 |
| JPH0632458A (ja) * | 1992-07-13 | 1994-02-08 | Osaka Gas Co Ltd | 粉体供給装置 |
| JPH08233716A (ja) * | 1995-02-28 | 1996-09-13 | Bridgestone Corp | 加硫ゴムの摩耗試験装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9581525B2 (en) | 2012-09-30 | 2017-02-28 | Compagnie Generale Des Etablissements Michelin | Method of applying particulate material along a tire footprint during tire testing on a tire testing surface |
| US9702789B2 (en) | 2012-10-31 | 2017-07-11 | Compagnie Generale Des Etablissements Michelin | Method and apparatus for distributing particulate material along a tire footprint during tire test |
| CN110998274A (zh) * | 2017-08-03 | 2020-04-10 | 国际计测器株式会社 | 轮胎测试方法、轮胎测试装置及散布装置 |
| TWI803500B (zh) * | 2017-08-03 | 2023-06-01 | 日商國際計測器股份有限公司 | 散布裝置及輪胎測試裝置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002181609A (ja) | 2002-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4559617B2 (ja) | 加硫ゴムの摩耗試験装置に微粉体を定量供給する微粉体の定量供給装置 | |
| JP5183089B2 (ja) | 研磨材定量供給装置 | |
| JP5074136B2 (ja) | 研磨材定量供給装置 | |
| US7273075B2 (en) | Brush-sieve powder-fluidizing apparatus for feeding nano-size and ultra-fine powders | |
| US4227835A (en) | Apparatus for the metered supply of powder to a powder processing unit | |
| US3804303A (en) | System for metering particulate material | |
| JP7026966B2 (ja) | 粒体の定量フィーダ装置 | |
| TW201842972A (zh) | 用於配送粒狀材料之配料裝置、噴塗裝置及將粒狀材料施用於基板之方法 | |
| CN103362100B (zh) | 融雪剂撒布装置 | |
| JP5968295B2 (ja) | 粉粒体供給装置 | |
| JP2012006710A (ja) | 粉体切出装置及びこれを使用した粉体異物検査装置 | |
| US5005516A (en) | Device for aiding in measuring pigmented marking particle level in a magnetic brush development apparatus | |
| JP2007260584A (ja) | 粉体塗料供給装置 | |
| JP2003341851A (ja) | 粉体供給装置及び粉体供給方法 | |
| JPS60232329A (ja) | 粉末供給機 | |
| JP2004323151A (ja) | 粉粒体の連続定量供給装置 | |
| JP3020907U (ja) | 打粉装置 | |
| EP0456800B1 (en) | Magnetic brush development apparatus | |
| JPS6265829A (ja) | 粉体の供給装置 | |
| JP3185451B2 (ja) | 粒度分布測定用粉体供給装置 | |
| JPH01502649A (ja) | 粒状材料の被覆および顆粒化装置 | |
| JPH07133029A (ja) | 粉体供給装置 | |
| US4999675A (en) | Magnetic brush development apparatus including a self-adjustable take-off skive | |
| JP2689209B2 (ja) | ダスト排出装置 | |
| US5041875A (en) | Developer replenishment device with increased set up latitude |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100517 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100629 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100723 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4559617 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130730 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130730 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140730 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |