JP4535552B2 - 多液混合塗装装置 - Google Patents
多液混合塗装装置 Download PDFInfo
- Publication number
- JP4535552B2 JP4535552B2 JP2000055016A JP2000055016A JP4535552B2 JP 4535552 B2 JP4535552 B2 JP 4535552B2 JP 2000055016 A JP2000055016 A JP 2000055016A JP 2000055016 A JP2000055016 A JP 2000055016A JP 4535552 B2 JP4535552 B2 JP 4535552B2
- Authority
- JP
- Japan
- Prior art keywords
- paint
- coating
- color
- mixed
- coating liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B3/00—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements
- B05B3/02—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements
- B05B3/10—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements discharging over substantially the whole periphery of the rotating member
- B05B3/1064—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements discharging over substantially the whole periphery of the rotating member the liquid or other fluent material to be sprayed being axially supplied to the rotating member through a hollow rotating shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B3/00—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements
- B05B3/02—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements
- B05B3/10—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements discharging over substantially the whole periphery of the rotating member
- B05B3/1007—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements discharging over substantially the whole periphery of the rotating member characterised by the rotating member
- B05B3/1014—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements discharging over substantially the whole periphery of the rotating member characterised by the rotating member with a spraying edge, e.g. like a cup or a bell
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B3/00—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements
- B05B3/02—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements
- B05B3/10—Spraying or sprinkling apparatus with moving outlet elements or moving deflecting elements with rotating elements discharging over substantially the whole periphery of the rotating member
- B05B3/1092—Means for supplying shaping gas
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Nozzles (AREA)
- Electrostatic Spraying Apparatus (AREA)
- Coating Apparatus (AREA)
Description
【発明の属する技術分野】
本発明は、同時に供給される複数色の塗料や、主剤と硬化剤を混合して噴霧させる多液混合塗装装置及び多液混合塗装方法に関する。
【0002】
【従来の技術】
自動車ボディは、所定の標準色については製造計画に従って塗装されると共に、標準色以外の特殊な色については発注に応じて塗装することにより、ユーザの色のニーズに応えている。
【0003】
しかし最近では、ユーザの個性化が進み、自分の好みの色で単色塗装を行なうだけでは飽き足らず、例えば、ボディの前方から後方へ向かって赤から青へ徐々に変化する二色のグラデーション模様、さらには赤橙黄緑青紫というような虹色のグラデーション模様など他にはない自分だけのカラーデザインで塗装して欲しいという要望が高まっている。
【0004】
そして、例えば赤から青へ変化する二色のグラデーション模様で塗装する場合、従来は、最初に赤の単色塗装を行ってその塗膜を乾燥させた後、その上から青のぼかし塗装を行って再び塗膜を乾燥させていた。
【0005】
したがって、単色塗装の工程数と比較すると、色数の倍数分だけ工程が増え、また、塗料自体の色が赤から青に徐々に変化するわけではないので仕上がりもそれ程きれいでなく、高級な塗膜品質が要求される自動車塗装には不向きであった。
【0006】
このため本発明者は、二色の塗料をスタティックミキサに供給し、これらの流量をコントロールすることにより、各色塗料の混合比率を変えて、色が刻々と変化する混色塗料を噴霧して塗装する混色塗装装置を試作した。
【0007】
図4はこの混色塗装装置51を示すもので、例えば赤と青などの各色塗料を供給する塗料供給系52が塗装機53に接続されている。塗料供給系52は、各色塗料の塗料供給源P1、P2がギアポンプ54を介してスタティックミキサ55に接続され、当該ミキサ55で混合された塗料が塗料供給菅56を介して塗装機53に供給されるように成されている。
【0008】
また、塗装機53は、エアモータ57の管状回転軸58の先端に回転霧化頭59が取り付けられてなり、この回転霧化頭59に塗料を供給する細管状ノズル60が前記管状回転軸58内に非接触状態で挿通されると共に、この細管状ノズル60が前記塗料供給管56を介してスタティックミキサ55に接続されている。
【0009】
この塗装装置51によれば、塗料供給系52から供給された各色塗料はスタティックミキサ55で混合されて回転霧化頭59に供給されるので、各色塗料の供給流量をギアポンプ54,54で可変制御することにより混色塗料の色を刻々と変化させることができる。したがって、この混色塗料を用いて塗装すれば、単色塗装と同じ工程数でグラデーション模様を形成することができ、また、回転霧化頭59に供給される塗料の色が変化しているので仕上がりも綺麗で、高級な塗膜品質が得られる。
【0010】
【発明が解決しようとする課題】
しかしながら、スタティックミキサ55から回転霧化頭59に供給される塗料は必ず塗料供給管56と細管状ノズル60を通るので、混色塗料がスタティックミキサ55から吐出された後、回転霧化頭59で噴霧されるまでに所定時間のタイムラグを生じるということが判明した。
【0011】
したがって、色を変化させるタイミングをタイムラグの遅れ時間分だけ早めに設定しなければならず、しかも、その遅れ時間は、塗料供給量その他の塗装条件によって変化するので、そのタイミングを設定すること自体困難であった。
【0012】
また、遅れ時間を少しでも短くするために、スタティックミキサ55は塗装機53の周辺に配されるのが普通であるから、周辺機器類が増え、装置全体が大型化するという問題があった。
【0013】
そこで本発明は、色を変化させながら塗装する場合などに、スタティックミキサから吐出された後、回転霧化頭で噴霧されるまでのタイムラグを無くすと同時に、塗装機の周辺に配される機器類を少なくして装置全体を小型化することを技術的課題としている。
【0014】
【課題を解決するための手段】
この課題を解決するために、請求項1の発明は、エアモータにより駆動される管状回転軸の先端に回転霧化頭が取り付けられ、複数の塗液を前記回転霧化頭に供給して噴霧させる多液混合塗装装置において、
複数の塗液を混合する細管状のスタティックミキサが、前記管状回転軸内に非接触状態で挿入され、
その後端側が、複数の塗液流入口を形成したアタッチメントに接続されると共に、
その先端には、前記塗液流入口から流入されて当該ミキサ内で混合された混色塗料を回転霧化頭内に吐出させる塗液吐出口が形成されたことを特徴とする。
【0015】
本発明によれば、スタティックミキサが細管状に形成されて、エアモータの管状回転軸内に挿入されているので、外観は通常の塗装装置と変わらず、装置全体が大型化することもない。また、スタティックミキサで混合された混合塗液は、その先端から回転霧化頭内に吐出されるので、混合塗液がスタティックミキサから回転霧化頭に達するまでのタイムラグは無視し得る程度まで短縮される。
【0016】
請求項2の発明は、細管状スタティックミキサの後端側に形成された塗液流入口に、各色塗料を供給する複数の塗料供給系が夫々接続され、各塗料供給系に、各色塗料の総供給量を一定に維持したまま各色塗料の混合比を可変制御する流量コントローラが設けられているので、混合比を変えることにより色を変化させても、回転霧化頭に供給される塗料の総供給量が変動することがなく、グラデーション塗装などの装飾塗装を一定の塗装条件で行なうことができる。
【0017】
また、赤・青・黄の3原色と、白・黒の5色の塗料があれば、これらを混合することにより、ほとんど全ての色彩をカバーすることができ、単色塗装を行う場合でも色数を減少させることができるので、塗料供給系が簡素化される。
【0018】
請求項3の発明は、細管状スタティックミキサの後端側に形成された塗液流入口に、主剤と硬化剤を供給する塗液供給系が接続されてなるので、二液混合型の塗料を塗装する場合に、その主剤と硬化剤が細管状スタティックミキサ内で均一に混合されるので、硬化剤が満遍なく行き渡り、均一な塗膜を形成することができる。
【0019】
請求項4の発明は、細管状スタティックミキサの後端側に形成された塗液流入口に、主剤と硬化剤からなる二液混合型の各色塗料を供給する塗料供給系が複数組接続され、各塗料供給系に、夫々の塗料の主剤と硬化剤の配合比と各色塗料の総供給量を一定に維持したまま、各色塗料の混合比を可変制御する流量コントローラが設けられている。
【0020】
この発明によれば、各色塗料の混合比を可変制御して色を刻々と変えながら塗装する場合に、夫々の二液混合型塗料の主剤と硬化剤の配合比が一定に維持されるので同一条件で硬化させることができ、また、各色塗料の総供給量が一定に維持されるので、均一の塗膜厚さで塗装することができる。
【0021】
本発明に係る塗装装置を用いれば、複数の塗料の混合比率を変えてグラデーション模様の上塗り塗装を行う上塗り塗装工程の前に、当該上塗り工程で上塗りされるグラデーション模様の明度分布に応じた明度分布で中塗り塗装を行う中塗り塗装工程を行うことができる。
【0022】
この場合、グラデーション模様の上塗り塗装を行う上塗り工程の前に、そのグラデーション模様の明度分布に応じた明度分布で中塗り塗料が塗装されるので、上塗り塗料の明度が徐々に変化する場合でも、その微妙な色合いを正確に発現させることができる。
【0023】
さらに、中塗り工程で、高明度の塗料と低明度の塗料の混合比率を変えることにより前記グラデーション模様の明度分布に応じた明度分布で明度を変化させながら中塗り塗装を行なうことができるので、どんなに多くの上塗り塗料を用いる場合であっても、中塗り塗料の塗料供給系は二つで足りる。
【0024】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて具体的に説明する。図1は本発明に係る多液混合塗装装置を上塗り用の混色塗装装置に適用した例を示す説明図、図2は本発明に係る多液混合塗装装置を中塗り用の塗装装置に適用した例を示す説明図、図3は本発明に係る多液混合塗装装置を二液混合型塗料の混色塗装装置に適用した例を示す説明図である。
【0025】
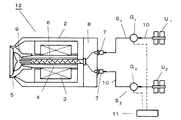
図1に示す上塗り用の混色塗装装置1は、各色塗料を同時に供給可能な複数の塗料供給系S1〜S5が塗装機2に接続されている。塗装機2は、エアモータ3の管状回転軸4の先端に回転霧化頭5が取り付けられ、前記管状回転軸4内に、複数の塗液を均一に混合するスタティックミキサ6が非接触状態で挿入されている。
【0026】
スタティックミキサ6は、その後端に、各色塗料の塗料供給系S1〜S5と接続される塗料流入口7…を形成したアタッチメント8が取り付けられ、先端には、前記塗液流入口7…から流入されて当該ミキサ6内で混合された混色塗料を回転霧化頭5内に吐出させる塗液吐出口9が形成されている。
【0027】
各塗料供給系S1〜S5は、赤・黄・青の3原色と白黒2色の計5色の塗料を個別に供給するもので、各色塗料と、洗浄液及び洗浄エアの洗浄流体とを選択的に供給する塗料供給バルブユニットU1〜U5から塗料流入口7…に至る塗料供給管10にギアポンプG1〜G5が介装されてなり、各ギアポンプG1〜G5は流量コントローラ11に接続されている。
【0028】
この流量コントローラ11は、各色塗料の総供給量を一定に維持したまま各色塗料の混合比を可変制御するように各ギアポンプG1〜G5の回転数をコントロールする。
【0029】
以上が、本発明の一構成例であって、次にその作用を説明する。例えば、赤−黄−青と順番に色が変化する装飾塗装を行う場合、まず、塗料供給系S1から赤色塗料を配合比100%で供給した後、赤色塗料を減らしながら黄色塗料を配合比100%まで徐々に増やしていき、さらにその後、黄色塗料を減らしながら青色塗料を配合比100%まで徐々に増やす。
【0030】
このとき、流量コントローラ11により、回転霧化頭5への総供給量が一定に維持されるので、色がどのように変化しても、均一な塗膜が形成される。また、各色塗料は、スタティックミキサ6を通過するときに均一に混合されるので、色むらを起こすことがなく、3色の塗料の配合比を変えていくことで回転霧化頭5に供給される塗料の色が赤−橙−黄橙−黄−黄緑−緑−青と徐々に変化してゆくので、仕上がりが綺麗で、単色塗装を同程度の極めて高品質の塗膜を形成することができる。
【0031】
しかも、混色塗料がスタティックミキサ6先端の塗液吐出口9から回転霧化頭5内に直接吐出されるので、流量コントローラ11で配合比を変化させるときにタイムラグがほとんどない。したがって、色の配合比を変化させるタイミングデータを予めプログラムするときも、タイムラグを考慮することなくリアルタイムで設定することができ、プログラムが簡素化される。
【0032】
なお、上述の説明では塗装機2に5色の塗料供給系S1〜S5を接続する場合について説明したが、本発明は2色以上であれば、その数は問わない。また、塗液として塗料のみを供給する場合に限らず、塗料に混ぜて特殊効果を発現させる添加剤などを供給しても良い。
【0033】
図2は本発明に係る多液混合塗装装置を中塗り用塗装装置12に適用した例を示す。なお、図1との共通部分は同一符号を付して詳細説明を省略する。
【0034】
一般に、中塗りは、明度の異なる無彩色(白・灰色・黒)の中塗り塗料から、上塗り塗料の色に応じた明度のものを選んで塗装している。上塗り塗料の微妙な色合いを正確に発現させるためには、上塗り塗料の色合いを最も生かす明度の中塗り塗料で塗装するのが理想的であるが、中塗り塗料は、それ程多くの種類があるわけではないので、必ずしも上塗り塗料に最適な明度の中塗り塗料で塗装することができなかった。また、全ての上塗り塗料に対応して最適な中塗り塗料を切替え供給できるようにすると、その数に応じて、中塗り塗料の塗料供給系を多数形成しなければ成らず、設備が複雑化する。
【0035】
そこで本例の中塗り用塗装装置12では、白(高明度の塗料)と黒(低明度の塗料)の2色の中塗り塗料を供給する二つの塗料供給系S6、S7を塗装機2に内蔵されたスタティックミキサ6の塗料流入口7、7に接続することにより、中塗り塗料の明度を白から黒に至るまで無段階に調整できるようにした。これにより、たった2色分の塗料供給系S6、S7だけで、全ての上塗り塗料に対応した明度の中塗り塗料を塗装機2に供給することができる。
【0036】
また、図1に示す混色塗装装置1と図2に示した塗装装置12を用いて、上塗り工程で複数の塗料の混合比率を変えてグラデーション模様の上塗り塗装を行う場合の多液塗装方法について説明すると、上塗り塗装工程の前に、当該上塗り工程で上塗りされるグラデーション模様の明度分布に応じた明度分布で中塗り塗装を行う中塗り塗装工程を設けた。
【0037】
この場合に、上塗り塗装工程では、図1に示すように、三原色と白黒の5色の塗料を同時に供給可能な複数の塗料供給系S1〜S5に塗装機2を接続した混色塗装装置1が用いられている。また、中塗り塗装工程では、図2に示すように、白黒2色の中塗り塗料を同時に供給可能な二つの塗料供給系S6、S7に塗装機2を接続した中塗り用塗装装置12が用いられている。
【0038】
そして、中塗り工程では、各塗料供給系S6、S7の流量コントロールを行なって、白黒の各色塗料の混合比率を変えることにより、上塗り工程で上塗りされるグラデーション模様の明度分布に応じた明度分布で中塗り塗装を行なうことができる。
【0039】
これにより、上塗り塗装工程で、色や明度が徐々に変化するグラデーション模様を施す場合でも、その明度分布に応じた明度分布で中塗り塗装を行うことができ、上塗り塗料の明度が徐々に変化する場合でも、その微妙な色彩変化を正確に発現させることができる。
【0040】
図3は本発明に係る多液混合塗装装置を二液混合型塗料の混色塗装装置20に適用した例を示す。なお、図1との共通部分は同一符号を付して詳細説明を省略する。
【0041】
本例の混色塗装装置20は、赤青2色の二液混合型塗料の塗料供給系S11、S12が、塗装機2に接続されている。二液混合型塗料は、主剤と硬化剤を混合させて硬化させるもので、各塗料供給系S11、S12は主剤供給系21と硬化剤供給系22を備えている。
【0042】
また、夫々の塗料供給系S11、S12の主剤供給系21と硬化剤給系22には、ギアポンプG11、G21、G12、G22が介装され、その夫々が流量コントローラ23に接続されている。この流量コントローラ23は、夫々の二液混合型塗料の主剤と硬化剤の配合比を一定に維持すると共に、各塗料供給系S11、S12から供給される各色塗料の総供給量を一定に維持したまま、各色塗料の混合比を可変制御するように、各ギアポンプG11、G21、G12、G22の回転数を制御する。
【0043】
これによれば、赤青2色の二液混合型塗料を用いて、赤から青へ色が徐々に変化するグラデーション塗装を行なうことができる。なお、色数は2色に限るものでなく、図1で示した例と同様に、5色やそれ以上であってもよい。
【0044】
また、図示は省略するが、複数の硬化剤供給系をまとめて、一つの硬化剤供給系で供給するようにしても良い。この場合は、各色塗料の主剤の総供給量に応じた流量で硬化剤を供給するように流量コントロールを行なえば良い。
【0045】
さらに、1色の二液混合型塗料を塗布する場合も本発明を適用し得る。この場合、主剤と硬化剤の配合比を一定に維持したまま、塗料の供給量を可変制御できるようにしておけば、塗装条件によって塗料供給量を変えても、一定の塗装品質維持できる。
【0046】
【発明の効果】
以上述べたように、請求項1の発明によれば、スタティックミキサが細管状に形成されて、エアモータの管状回転軸内に挿入されているので、外観は通常の塗装装置と変わらず大型化することがないだけでなく、スタティックミキサで混合された混合塗液が回転霧化頭に達するまでのタイムラグは無視し得る程度まで短縮することができるという大変優れた効果を奏する。
【0047】
請求項2の発明によれば、各色塗料の総供給量を一定に維持したまま各色塗料の混合比を可変制御する流量コントローラが設けられているので、回転霧化頭に供給される塗料の総供給量が変動することがなく、グラデーション塗装などの装飾塗装を一定の塗装条件で行なうことができるという効果がある。
【0048】
請求項3の発明によれば、二液混合型の塗料を供給する場合に、その主剤と硬化剤が細管状スタティックミキサ内で均一に混合されるので、硬化剤が満遍なく行き渡り、均一な塗膜を形成することができるという効果がある。
【0049】
請求項4の発明によれば、複数色の二液混合型の塗料を混合比を可変制御して色を刻々と変えながら塗装する場合に、夫々の二液混合型塗料の主剤と硬化剤の配合比が一定に維持されるので同一条件で硬化させることができ、また、各色塗料の総供給量が一定に維持されるので、均一の塗膜厚さで塗装することができるという効果がある。
【0050】
また、グラデーション模様の上塗り塗装を行う上塗り工程の前に、そのグラデーション模様の明度分布に応じた明度分布で中塗り塗料を塗装することができるので、上塗り塗料の明度が徐々に変化する場合でも、その微妙な色合いを正確に発現させることができるという効果がある。
【0051】
さらに、高明度の塗料と低明度の塗料の混合比率を変えることにより明度を変化させることができるので、どんなに多くの上塗り塗料を用いる場合であっても、中塗り塗料の塗料供給系は二つで足り、塗料供給系を簡素化することができるという大変優れた効果がある。
【図面の簡単な説明】
【図1】本発明を上塗り用の混色塗装装置に適用した例を示す説明図。
【図2】本発明を中塗り用の塗装装置に適用した例を示す説明図。
【図3】本発明を二液混合型塗料の混色塗装装置に適用した例を示す説明図。
【図4】本発明者が試作した混色塗装装置を示す説明図。
【符号の説明】
1………混色塗装装置
S1〜S5、S5、S6、S11、S12………塗料供給系
3………エアモータ
4………管状回転軸
5………回転霧化頭
6………スタティックミキサ
7………塗料流入口
11、23………流量コントローラ
12………中塗り用塗装装置
Claims (4)
- エアモータ(3)により駆動される管状回転軸(4)の先端に回転霧化頭(5)が取り付けられ、複数の塗液を前記回転霧化頭(5)に供給して噴霧させる多液混合塗装装置において、
複数の塗液を混合する細管状のスタティックミキサ(6)が、前記管状回転軸(4)内に非接触状態で挿入され、
その後端側が、複数の塗液流入口(7…)を形成したアタッチメント(8)に接続されると共に、
その先端には、前記塗液流入口(7…)から流入されて当該ミキサ(6)内で混合された混色塗料を回転霧化頭(5)内に吐出させる塗液吐出口(9)が形成されたことを特徴とする多液混合塗装装置。 - 前記スタティックミキサ(6)の後端側に形成された塗液流入口(7…)に、各色塗料を供給する複数の塗料供給系(S1〜S5)が夫々接続され、当該各塗料供給系(S1〜S5)に、各色塗料の総供給量を一定に維持したまま各色塗料の混合比を可変制御する流量コントローラ(11)が設けられてなる請求項1記載の多液混合塗装装置。
- 前記スタティックミキサ(6)の後端側に形成された塗液流入口(7…)に、主剤と硬化剤を供給する塗液供給系(S11)が接続されてなる請求項1記載の多液混合塗装装置。
- 前記スタティックミキサ(6)の後端側に形成された塗液流入口(7…)に、主剤と硬化剤からなる二液混合型の各色塗料を供給する塗料供給系(S11、S12)が複数組接続され、当該各塗料供給系(S11、S12)に、夫々の塗料の主剤と硬化剤の配合比及び各色塗料の総供給量を一定に維持したまま、各色塗料の混合比を可変制御する流量コントローラ(23)が設けられて成る請求項1記載の多液混合塗装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000055016A JP4535552B2 (ja) | 2000-02-29 | 2000-02-29 | 多液混合塗装装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000055016A JP4535552B2 (ja) | 2000-02-29 | 2000-02-29 | 多液混合塗装装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001239190A JP2001239190A (ja) | 2001-09-04 |
| JP4535552B2 true JP4535552B2 (ja) | 2010-09-01 |
Family
ID=18576203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000055016A Expired - Fee Related JP4535552B2 (ja) | 2000-02-29 | 2000-02-29 | 多液混合塗装装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4535552B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102138080B1 (ko) * | 2020-02-13 | 2020-07-27 | (유)다수 | 공용화 지그 플레이트 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6660325B2 (en) * | 2001-12-27 | 2003-12-09 | E. I. Du Pont De Nemours And Company | Process for the application of aqueous multi-component coating agents |
| US6733842B1 (en) * | 2003-05-01 | 2004-05-11 | E. I. Du Pont De Nemours And Company | Process for the high-speed rotary application of liquid coating agents |
| US6929823B2 (en) * | 2003-05-01 | 2005-08-16 | E. I. Du Pont De Nemours And Company | Process for the high-speed rotary application of liquid, pigmented coating agents |
| JP4768331B2 (ja) * | 2005-06-28 | 2011-09-07 | トリニティ工業株式会社 | 塗装機 |
| FR2890876B1 (fr) * | 2005-09-19 | 2007-11-30 | Sames Technologies Soc Par Act | Installation de projection de produit de revetement multi-composant |
| DE102006022570A1 (de) * | 2006-05-15 | 2007-11-29 | Dürr Systems GmbH | Beschichtungseinrichtung und zugehöriges Betriebsverfahren |
| MX2012001216A (es) * | 2009-07-29 | 2012-06-25 | Graco Minnesota Inc | Control de flujo variable utilizando bombas lineales. |
| JP5723448B2 (ja) * | 2011-06-09 | 2015-05-27 | Abb株式会社 | 色替弁装置 |
| JP2013147579A (ja) * | 2012-01-20 | 2013-08-01 | Heishin Engineering & Equipment Co Ltd | 塗布剤基準装置 |
| KR101183572B1 (ko) | 2012-06-25 | 2012-09-17 | 주식회사이화정공 | 도로 표지용 액상 도료 배합기 |
| JP6497703B2 (ja) * | 2015-08-10 | 2019-04-10 | トリニティ工業株式会社 | 静電塗装装置 |
| US20190105670A1 (en) * | 2016-03-28 | 2019-04-11 | Honda Motor Co., Ltd. | Coating device and coating method |
| FR3053608B1 (fr) | 2016-07-11 | 2021-04-23 | Exel Ind | Jupe pour projecteur rotatif de produit de revetement comprenant au moins trois series de buses d'ejection d'air distinctes |
| WO2018163714A1 (ja) * | 2017-03-08 | 2018-09-13 | 本田技研工業株式会社 | 塗装装置及び方法 |
| KR101926141B1 (ko) | 2017-08-03 | 2018-12-06 | 주식회사 파인디앤씨 | 조형물 채색시스템 |
| CN110369237A (zh) * | 2019-07-31 | 2019-10-25 | 东莞市德懋机电有限公司 | 一种渐变色喷涂方法及其喷涂装置 |
| EP4049762A4 (en) * | 2019-10-25 | 2023-12-13 | Kawasaki Jukogyo Kabushiki Kaisha | ROBOTIC SYSTEM EQUIPPED WITH A PAINTING ROBOT |
| WO2021152794A1 (ja) * | 2020-01-30 | 2021-08-05 | エービービー シュヴァイツ エージー | 塗装装置 |
| CN113550978B (zh) * | 2021-06-25 | 2022-11-18 | 哈尔滨工业大学 | 一种紧凑型气动高速静压空气主轴 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5790763U (ja) * | 1980-11-20 | 1982-06-04 | ||
| JPH04131156A (ja) * | 1990-09-25 | 1992-05-01 | Asahi Okuma Ind Co Ltd | 二液型塗料用色替え塗装装置 |
| JPH0737350U (ja) * | 1993-12-15 | 1995-07-11 | 本田技研工業株式会社 | 中塗り塗装装置 |
| JPH1052656A (ja) * | 1996-08-12 | 1998-02-24 | Nissan Motor Co Ltd | 静電塗装装置 |
-
2000
- 2000-02-29 JP JP2000055016A patent/JP4535552B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102138080B1 (ko) * | 2020-02-13 | 2020-07-27 | (유)다수 | 공용화 지그 플레이트 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001239190A (ja) | 2001-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4535552B2 (ja) | 多液混合塗装装置 | |
| US4397422A (en) | Full spectrum selective color producing and spraying device | |
| US4508271A (en) | Airbrush assembly | |
| CN106079912B (zh) | 涂布装置和相关的涂布方法 | |
| US5571562A (en) | Method of producing a multi-patterned coating | |
| CN101758012A (zh) | 一种多色喷涂方法 | |
| JP3833792B2 (ja) | 多彩色模様塗装を施す塗装装置及び塗装方法 | |
| JPH06226154A (ja) | 塗装装置 | |
| JP3804466B2 (ja) | 塗装装置 | |
| JP2001276687A (ja) | 混合塗布装置、混合塗布方法及び表面加飾品 | |
| CN113291090A (zh) | 一种美术绘画用颜料自动计量调色装置 | |
| JP3562350B2 (ja) | 多色塗装用の塗装装置および塗装方法 | |
| JP3541378B2 (ja) | 回転霧化静電塗装装置 | |
| JP4283921B2 (ja) | 色替え塗装システム | |
| JP2002273328A (ja) | 多色模様塗膜の形成方法 | |
| JP2572944B2 (ja) | 立体多彩模様塗板の製造方法 | |
| JP3969953B2 (ja) | 塗装装置における多数ノズルの調色方法 | |
| JPS61215755A (ja) | 糸を染色する方法及び装置 | |
| JP2005199181A (ja) | 塗装装置 | |
| JPH11226460A (ja) | ニードルレス二液同心ノズルスプレーガン | |
| JPH0852391A (ja) | 多種塗材の同時塗装方法及びその塗装に用いるスプレーガン | |
| JPH01293163A (ja) | 多彩色模様の塗装法 | |
| CN1116840C (zh) | 适合普通电吹风机使用可彩色染发和图形式染发的装置 | |
| JP2001157857A (ja) | 混色塗装方法及び混色塗装装置 | |
| RU2299938C1 (ru) | Устройство для нанесения рисунка на мех и его окрашивания |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100518 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100615 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130625 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4535552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |