JP4532060B2 - タイヤ組立ドラムをタイヤ自動組立システムのワークステーションに正確に揃える方法 - Google Patents
タイヤ組立ドラムをタイヤ自動組立システムのワークステーションに正確に揃える方法 Download PDFInfo
- Publication number
- JP4532060B2 JP4532060B2 JP2002277094A JP2002277094A JP4532060B2 JP 4532060 B2 JP4532060 B2 JP 4532060B2 JP 2002277094 A JP2002277094 A JP 2002277094A JP 2002277094 A JP2002277094 A JP 2002277094A JP 4532060 B2 JP4532060 B2 JP 4532060B2
- Authority
- JP
- Japan
- Prior art keywords
- rail
- tire building
- flat
- tire
- drum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/005—General arrangement or lay-out of plants for the processing of tyres or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
Description
【発明の属する技術分野】
本発明は、タイヤ自動組立機械に関し、特に、移動するタイヤ組立ドラムをタイヤ自動組立システムの動作軸に正確に揃える方法および装置に関する。
【0002】
【従来の技術】
大部分の空気入りタイヤの構成の各部材は、タイヤの適切な性能を得るためにタイヤを良好に一様にするように組み立てる必要があることがよく知られている。例えば、トレッドがタイヤの外周に沿って「蛇行している」と、タイヤを動作させた際にふらつきが生じる原因になる。例えば、偏ったカーカスプライ(タイヤの一方の側のコードが他方の側のコードよりも長い)が、静的な不均衡および半径方向の力の変動を含む、タイヤが一様でないことによる様々な問題の原因となる場合がある。例えば、経線方向に対称的でない(例えば、トレッドがビード間の中央にない)タイヤが、連結の不均衡、横方向の力の変動、およびコニシティを含む、タイヤが一様でないことによる様々な問題の原因となる場合がある。したがって、タイヤの性能の通常の要求を満たすために、タイヤ業界では、一般に、良好な一様性を有するタイヤを組み立てることにかなりの努力が払われている。タイヤの一様性は、一様であり、半径方向、横方向、周方向、および経線方向に対称的であり、それによって、静的な均衡および動的な均衡を有し、また、タイヤをロードホイール上で荷重をかけた状態で動作させるタイヤ一様性機械で測定した時の、半径方向の力の変動、横方向の力の変動、および接線方向の力の変動も含む、タイヤの一様性の測定値が受け入れることができる結果になる、タイヤの寸法および質量の分布を意味すると一般に考えられている。
【0003】
ある程度のタイヤの非一様性は、組立後の工程時に(例えば、研削によって)、および/または使用時に(タイヤ/車輪の組立体のリムにバランスウエイトを取り付けることによって)補正することができるが、タイヤをできるだけ一様にするのが好ましい(その方が一般に効果的である)。通常のタイヤ組立機械は、タイヤの各部材が、例えば、インナーライナ、1つまたは2つ以上のカーカスプライ、任意の側壁補強部材およびビードエリアインサート(例えばエイペックス)、側壁、およびビードワイヤリング(ビード)を含む連続する層として周りを覆うタイヤ組立ドラムを有している。この積層の後で、カーカスプライの端部がビードの周りで覆われ、タイヤはドーナツ状に膨らまされ、トレッド/ベルトパッケージが取り付けられる。通常、タイヤ組立ドラムは、工場の床の上の固定位置に配置され、部材の様々な層は、各部材を所望の精度で配置できるように、固定されたドラム上の基準点に位置合わせされた工具を使用して、手作業で、または自動的に取り付けられる。工具は、一般に、タイヤ組立ドラムに対して固定され、例えば、タイヤ組立ドラムを支持するのと同一のフレーム(機械のベース)から延びるアーム上のガイドホイールである。
【0004】
【特許文献1】
米国特許第4314864号明細書
【特許文献2】
米国特許第1309894号明細書
【0005】
【発明が解決しようとする課題】
本発明は、タイヤ組立ドラムがもはや固定されておらず、その代わりに、フレキシブル生産システム(FMS)における動作片となり、タイヤ組立ドラムが、連続するワークステーションにおいて連続的な部材層を取り付けるために、自動ワークステーションの間で移動させられる場合に生じる、位置揃えおよび位置合わせの特有の問題を解決しようとするものである。本発明において、FMSは、精密パレットコンベアが使用できなくなるほど大きな動作片(タイヤ組立ドラム)を有しており、したがって、タイヤ組立ドラムは、タイヤ組立ドラムをワークステーションに対して位置決めする際にそれ自体では十分な精度を実現できる必要のない他の手段によって移動させられる(推進される)。ワークステーションは、各々がワークステーションのタイヤ組立装置(工具)の中心線、すなわち「動作軸」を有している。したがって、解決すべき1つの問題は、タイヤ組立ドラムの軸を各ワークステーションの動作軸に正確に揃えることである。このように軸を揃えることは、タイヤ組立ドラムの回転軸の全ドラム長に沿った各点を、ワークステーションの動作軸から正確に所定の距離内に位置させることを含み、すなわち、タイヤ組立ドラムの回転軸をワークステーションの動作軸に一致させることを含んでいる。第1の問題に関連する第2の問題は、タイヤ組立ドラムの長手方向の位置を各ワークステーションに対して正確に位置合わせすることである。この両方の問題の解決策によって、タイヤ組立ドラムは各ワークステーションの工具および装置に対して三次元的に所望の精度で位置決めされる。
【0006】
米国特許第4314864号明細書(Loeffler等、1982年)には、タイヤ組立体ドラム(11)を、案内路(20)上で、案内路に沿って長手方向に間隔をおいて配置された複数のワークステーション(A〜G)を通って長手方向に移動可能なキャリッジ(12)上のドラム支持体(15)に載せる、タイヤを組み立てる方法および装置が開示されている。オペレータの操作の下で、キャリッジ/ドラムは、タイヤ組立体を連続的に操作するために、最初のステーションから最後のステーションへと各ステーションに連続的に移動させられる。各ワークステーションに固定して配置された機械的な基準面(30)が、キャリッジに固定された、機械的な位置決め器(31)に係合するように設けられており、タイヤ組立ドラムをワークステーションに対して正確に位置決めするために、連続的な各ステーションで機械的な基準面に位置決め器を係合させるブラダ(42)が選択的に設けられている。最後のワークステーションでの作業後に、キャリッジは第1のワークステーションに戻される。キャリッジはオペレータのプラットフォーム(16)に取り付けられており、オペレータのプラットフォームを移動させる駆動システム(22)によって推進され、プラットフォームと共に長手方向に移動する。このキャリッジは、案内路を形成する個別のトラックすなわちレール(20)に載って進む車輪(19)上に個別に支持されている。同様に、車輪(21)が、駆動システムによって駆動されて、地面に沿って転がる、オペレータのプラットフォームの下方に設けられている。オペレータは、通常、動力およびシーケンスパネルと制御装置に即座に手が届く状態でオペレータのプラットフォーム上に位置している。キャリッジの車輪とレールは、鉄道のレールとフランジ付き車輪に似た構成になっている。プラットフォームは、キャリッジを様々なワークステーションに停止させ、しかも比較的正確に停止させるように制御される。厳密な位置決めは、キャリッジをブラダによって下降させた際に、各ワークステーションに固定された機械的な基準面と相互に合わせられる、キャリッジ上の機械的な位置決め器によって得られる。機械的な基準面は、床に固定された円錐台状の少なくとも3つのドグ(30)を有しているのが好ましい。機械的な位置決め器は、キャリッジのフレームに固定された、各々が、円錐台状ドグの1つに合わさるように周囲が円錐状に先細にされた開口(33)を有する向き決めプレート(31)を有している。キャリッジを、ドグ上に絶対的に揃える際にプラットフォームと独立に移動可能にするために、先細のピン(45)とブラケット(53)が、キャリッジをプラットフォームに取り付けるのに用いられている。先細のピンは、キャリッジ上に鉛直に取り付けられており、直径の小さい長い軸部を有している。ブラケットは、オペレータのプラットフォーム上に取り付けられており、また、キャリッジがドグ上へと下降させられ、先細のピンが下降する際に、直径の小さい軸部がブラケットの穴内へと移動し、それによって、ピンとブラケットの間、したがってキャリッジとプラットフォームの間で相対的な移動が可能になるような、先細のピンの円錐状の部分にぴったり合わさって係合する鉛直な先細の穴を有している。開示されたタイヤ組立装置/方法の制約は、1つのタイヤ組立ドラムのみが、全てのワークステーションにおいてワークステーションを順次使用して一度に1つのタイヤのみを組み立てるのに用いられ、その後、次のタイヤの組立を開始するために、第1のステーションに戻すように方向が反転されることである。さらに、正確に位置決めする際に、ドグと方向付けプレートの間の表面でスライドが生じ、それによって磨耗が起こり、その結果、精度が失われ、メンテナンスのために部品を交換する必要がある。
【0007】
米国特許第1309894号明細書(Kilborn、1919年、Goodyear社に譲渡されている)には、複数のカーカス取付けユニット(5、図1)が直線的に「揃えられて」配置され、トレッディング/ステッチング機械(12)が、一連のカーカス支持ユニットの各々に断続的に揃えられるように経路(7)上に載って動く、タイヤ組立の、初期の形態の自動化が開示されている。図4を参照すると、この経路は、従来の鉄道のレールおよび車輪と同様にレール上に車輪を保持するためにフランジ(28,26)を有する車輪(22,18)が載る、平坦な頂上部を有する一対のレール(23,24)を有しているのが分かる。2つの前輪(22)と2つの後輪(18)がある。トレッディング/ステッチング機械は、レールから降りて、機械が車輪のフランジで転がることができる大きさの、前輪上の追加のフランジ(28)によって床上に載って動くことができる。この機械は、線路上で、機械をタイヤのカーカスに対して中央に合わせるのにポインタ(58、図3)を用いる人間のオペレータによって「どのタイヤよりも前に中央位置に容易に押し込まれ、機械の重量が、タイヤのどのトレッドを縫い付ける間も機械を静止させておくのに役立つ」。「オペレータは、タイヤカーカスの中心にマークを付け、機械を、ポインタ(58)を用いてタイヤ上のこのマークに揃えて配置しさえすればよい。」
本発明の目的は、タイヤ自動組立システムにおいて、移動するタイヤ組立ドラムを揃える方法および装置を提供することによって、従来技術の制約を克服することにある。
【0008】
【課題を解決するための手段】
本発明によれば、タイヤ自動組立システムの3つまたは4つ以上のワークステーションを通って移動する3つまたは4つ以上のタイヤ組立ドラムを揃える方法は、各タイヤ組立ドラムを3つまたは4つ以上のワークステーションを通って、各タイヤ組立ドラムの回転軸が、3つまたは4つ以上のワークステーションを通って延びる動作軸に一致するように独立して移動させるステップを含む。
【0009】
本発明によれば、この方法は、3つまたは4つ以上のワークステーションを、共通の直線状の動作軸に揃え、かつこの軸に沿って間隔をおいて配置するように位置決めするステップをさらに含む。
【0010】
本発明によれば、この方法は、3つまたは4つ以上のワークステーションを通って動作軸に平行に延びる2つの互いに概ね平行なレールからなるレールシステムを設けるステップと、各タイヤ組立ドラムをレールシステムに載せて3つまたは4つ以上のワークステーションを通って移動させるステップをさらに含む。他のステップは、互いに概ね平行なレールの両方を、各タイヤ組立ドラムがそれに載って3つまたは4つ以上のワークステーションを通って移動する時に、各タイヤ組立ドラムを支持し鉛直方向に揃えることと、互いに概ね平行なレールの一方を、各タイヤ組立ドラムがそれに載って3つまたは4つ以上のワークステーションを通って移動する時に、各タイヤ組立ドラムを横方向に揃えるのに用いることを含んでいる。他のステップは、ほぼ平坦な頂上部を2つの互いに概ね平行なレールの第1のレール上に設けることと、ほぼ逆V字形の頂上部を2つの互いに概ね平行なレールの第2のレール上に設けることと、第1のレールに載るように各タイヤ組立ドラムに取り付けられた少なくとも1つのフラットローラを設けることと、第2のレールに載るように各タイヤ組立ドラムに取り付けられた、V字形に取り付けられた少なくとも2対のローラ対を設けることを含んでいる。
【0011】
本発明によれば、この方法は、走行する自己推進式の搬送器を用いて各タイヤ組立ドラムをレールシステムに沿って独立して移動させるステップと、各タイヤ組立ドラムを搬送器の1つにフレキシブルに取り付けるステップをさらに含んでいる。他のステップは、タイヤ組立ドラムをレールシステムへと移動させ、レールシステムから移動させるために搬送器に載せることと、タイヤ組立ドラムを、レールシステムに載せて3つまたは4つ以上のワークステーションを通って移動させるために搬送器から持ち上げる入口ランプをレールシステムに設けることと、タイヤ組立ドラムを、3つまたは4つ以上のワークステーションを通って移動させない間、レールシステムに載せる代わりに搬送器に載せるために下降させる出口ランプをレールシステムに設けることを含んでいる。他のステップは、タイヤ組立ドラムを入口ランプの所でレールシステムへと横方向に漏斗式に狭い通路に通すようにすることと、入口ランプに載り上がらせ、出口ランプから降ろすために、タイヤ組立ドラムに取り付けられたフラットローラを設けることを含んでいる。
【0012】
本発明によれば、タイヤ自動組立システムの3つまたは4つ以上のワークステーションを通って移動する3つまたは4つ以上のタイヤ組立ドラムを揃える装置は、各タイヤ組立ドラムを、各タイヤ組立ドラムの回転軸が、3つまたは4つ以上のワークステーションを通って延びる動作軸に一致するように、3つまたは4つ以上のワークステーションを通って独立に移動させる手段を有している。
【0013】
本発明によれば、この装置は、3つまたは4つ以上のワークステーションを通って動作軸に平行に延びる2つの互いに概ね平行なレールからなるレールシステムと、各タイヤ組立ドラムをレールシステムに載せて3つまたは4つ以上のワークステーションを通って移動させることを可能にする手段をさらに有している。この装置は、各タイヤ組立ドラムが3つまたは4つ以上のワークステーションを通って移動する時に、互いに概ね平行なレールの両方を、各タイヤ組立ドラムを支持し鉛直方向に揃えるのに用いる手段と、互いに概ね平行なレールの一方を、各タイヤ組立ドラムがそれに載って3つまたは4つ以上のワークステーションを通って移動する時に、各タイヤ組立ドラムを横方向に揃えるのに用いる手段と、各タイヤ組立ドラムを独立して移動させる手段と、各タイヤ組立ドラムを、この移動させる手段にフレキシブルに取り付ける手段をさらに有している。この装置は、タイヤ組立ドラムを支持し、レールシステムへと、およびレールシステムから移動させる手段と、タイヤ組立ドラムが3つまたは4つ以上のワークステーションを通って移動する間、タイヤ組立ドラムの支持をレールシステムに変更する、レールシステムの入口手段と、3つまたは4つ以上のワークステーションを通って移動しない間、タイヤ組立ドラムの支持をレールシステムに載せる代わりに、前述の支持し、移動させる手段に変更する、レールシステムの出口手段をさらに有している。
【0014】
本発明によれば、移動するタイヤ組立ドラムをタイヤ自動組立システムの動作軸に正確に揃える装置であって、タイヤ自動組立システムは、動作軸に揃えられた取付けドラムを備える1つまたは2つ以上のワークステーションと、複数のタイヤ組立ドラムを有し、各タイヤ組立ドラムは各ワークステーションへと、および各ワークステーションから独立して移動させられ、この装置は、合計で少なくとも1つの支持用フラットローラをドラム支持フレームの横方向の一方の側部の下に有し、V字形に取り付けられた、合計で少なくとも2対の支持ローラをドラム支持フレームの反対側の横方向の側部の下に有するドラム支持フレームと、1つまたは2つ以上のワークステーションを通過する互いに概ね平行な第1および第2のレールを有し、第1のレールは、少なくとも1つの支持用フラットローラが第1のレールに載るように実質的に平坦な頂上部を有し、第2のレールは、V字形に取り付けられた少なくとも2対の支持ローラ対が第2のレールに載るように実質的に逆V字形の頂上部を有するレールシステムと、ドラム支持フレーム、支持用フラットローラ、およびV字形に取り付けられた支持ローラ対がタイヤ組立ドラムと第1および第2のレールに対して位置決めされ、第1および第2のレールが動作軸に対して位置決めされ、少なくとも1つの支持用フラットローラが第1のレールに載り、V字形に取り付けられた少なくとも2対の支持ローラ対が第2のレールに載った時に、タイヤ組立ドラムが、レールシステムに載り、動作軸に正確に揃えられるような、各装置部材の位置決め部材とを有する装置が開示される。
【0015】
本発明によれば、この装置は、1つまたは2つ以上のワークステーションが、共通の直線状の動作軸に揃えられ、この動作軸に沿って間隔をおいて配置され、互いに概ね平行な第1および第2のレールが、1つまたは2つ以上のワークステーションの全てを連続的に通過する1組のレールを有することを特徴としている。
【0016】
本発明によれば、この装置は、タイヤ組立ドラムを独立して移動させるためにレールシステムに沿って走行する自己推進式の搬送器と、タイヤ組立ドラムと搬送器の間のフレキシブルな取付け部材をさらに有している。この装置は、漏斗式に狭い通路に通すようにするための側面ランプをレールシステムの、タイヤ組立ドラムがレールシステムに載ってワークステーションを通って移動するためにレールシステムに入る端部上に備える入口ランプと、レールシステムの、タイヤ組立ドラムがレールシステムに載ってワークステーションを通って移動した後でレールシステムから出る端部上の出口ランプと、実質的にV字形の第2のレールの、第2のレールとその入口ランプおよび出口ランプ上に実質的に平坦な上面を形成するために先端を切り取られた頂上部と、V字形に取り付けられた少なくとも2対のローラ対の前方に取り付けられた前部フラットローラ、および後方に取り付けられた1つの後部フラットローラであって、前部フラットローラおよび後部フラットローラは第2の入口ランプに載り上がり、第2の出口ランプから降りるように位置決めされ、かつ第2のレール上で前部フラットローラおよび後部フラットローラが使用されるのを避けるために隙間を有する前部フラットローラおよび後部フラットローラと、V字形に取り付けられた支持ローラを第2のレール上へと横方向に漏斗式に狭い通路に通すようにするために、漏斗式に狭い通路に通すようにする側面ランプに接触するように配置された、ドラム支持フレーム上の側部ローラをさらに有している。
【0017】
【発明の実施の形態】
以下、本発明の実施の形態について図面を参照して説明する。
【0018】
選択された図におけるある部材は、図を明瞭にするために、一定の縮尺比で図示されていない場合がある。図の中の断面図は、「薄片」の、すなわち「近傍を見た」断面図の形態であり、図を明瞭にするために、真の断面図において見えるであろう背景の線を省略している場合がある。
【0019】
各図の部材は、通常、以下のように番号付けされている。参照番号の最上位の数字(百の桁)は、図番に応じたものとしている。図1〜3の部材は、通常、100〜199の範囲の番号を付けられている。図4〜6の部材は、通常、200〜299の範囲の番号を付けられている。図7の部材は、300〜399の範囲、図8,9の部材は400〜499の範囲の番号を通常付けられている。各図面に亘る同様な部材は、類似した参照番号によって引用されている場合がある。例えば、ある図の部材199は、他の図の部材299と似たものであり、場合によっては同一のものである場合がある。各図の部材は、同様な(同一を含む)部材を1つの図面において類似した番号で参照できるように番号を付けられている場合がある。例えば、ひとまとめにして199として引用する複数の部材を個別に、199a、199b、199cなどとして引用する場合がる。あるいは、関連しているが変更されている部材は、同じ番号を付けられ、アクセント符号によって区別されている場合がある。例えば、109、109’、および109’’は、類似しているかまたはある点で関連しているが、大きく変更されている3つの異なる部材であり、例えば、タイヤ109は静的に不均衡であるのに対して、他のタイヤ109’は同様の構成であるが連結が不均衡である。同じまたは互いに異なる図中の同様な部材の間のこのような関係は、必要に応じて特許請求の範囲および要約書を含む明細書を通して明らかになろう。
【0020】
本発明は、タイヤ組立ドラムが、1つまたは2つ以上のワークステーションを有するタイヤ自動組立システム(FMS、すなわちフレキシブル生産システム)における移動する動作片を含み、このタイヤ組立ドラムが各ワークステーションへと、および各ワークステーションから移動させられる(推進される)場合に、このタイヤ組立ドラムをワークステーションの工具(「取付けドラム」などのタイヤ組立装置)に対して正確に配置することに関する。各ワークステーションの取付けドラムは、動作軸に鉛直方向および水平方向に揃えられ、長手方向に動作軸に沿って位置している。動作軸は、最初のタイヤ組立操作が最初のワークステーションで行われ、最後のタイヤ組立操作が最後のワークステーションで行われるように、1つまたは2つ以上のワークステーションの全てを第1のワークステーションから最後のワークステーションへと順に通って直線的に延びているのが好ましい。したがって、タイヤ組立ドラムの軸を各ワークステーションで動作軸に正確に揃え、タイヤ組立ドラムの長手方向の基準点を、これに対応するワークステーションの長手方向の基準点に各ワークステーションで正確に位置決めすることによって、タイヤ組立ドラムを各ワークステーションで正確に配置することができる。タイヤ組立ドラムは、通常、精密パレットコンベアを使用できないほど大きく、したがって、好ましい実施形態において、タイヤ組立ドラムは、工場の床の上に車輪で載って移動する自己駆動式の搬送器によって移動させられる。搬送器は、それ自体では、タイヤ組立ドラムをワークステーションの取付けドラムに対して位置決めする際に十分な精度を実現することができないので、本発明は、タイヤ組立ドラムを正確に配置する付加的な方法および手段を提供する。
【0021】
図1には、本発明の位置決め方法および手段を組み込んだタイヤ自動組立システム(FMS)100の好ましい実施形態が示されている。複数の自己駆動自動誘導式の搬送器、すなわちAGV102(102a,102b,102c,102d,102eの5つが示されている)は、これらに対応するタイヤ組立ドラム120(120a,120b,120c,120d,120e)を、複数のワークステーション110(110a,110b,110c,110dの4つが示されている)を通って矢印105で示す方向に移動させる。AGV102は、第1のワークステーション110aから最後のワークステーション110dまでのワークステーション110を通って、次に第1のワークステーション110aに輪を描いて戻る楕円形の経路として図1に示されている、工場の床に埋め込まれた誘導ワイヤ104によって定められた経路を辿る。ワークステーション110は、共通の直線状の動作軸111に揃えられ、動作軸111に沿って間隔をおかれており、AGV102の誘導ワイヤ104は、各ワークステーション110を通っている位置で動作軸111に概ね平行になっている。V字形レール131(動作軸111に正確に平行である)と、フラットレール132(動作軸111に概ね平行である)と、V字形レール入口ランプ133と、V字形レール出口ランプ135と、フラットレール入口ランプ134と、フラットレール出口ランプ136を有するレールシステム130も動作軸111に平行であり、各ワークステーション110を通っている。各ワークステーション110は、1つまたは2つ以上の取付けドラム112(112a,112b,112c,112d,112e,112f,112gの7つが示されている)と、1つまたは2つ以上の供給リール113(113a,113b,113c,113d,113e,113f,113gの7つが示されている)と、取入れサーバ114(114a,114b,114c,114dの4つが示されている)を有している。取付けドラム112は、動作軸111に鉛直方向および水平方向に正確に揃えられており、動作軸111に長手方向に沿って、各ワークステーション110に、例えば、取入れサーバ114の前面上に設けられた、ワークステーション長手方向基準点115(115a,115b,115c,115dの4つが示されている)に対して所定の位置に配置されている。AGV102は、自己駆動され、誘導ワイヤ104を辿るように自動化されているが、例えば無線信号および/または近接スイッチによる外部制御にも従い、それによって、AGV102は、次のワークステーション110に進む前に各ワークステーションで適切な時間の間停止させるように制御することができる。
【0022】
未加工のタイヤカーカスを組み立てる、タイヤ自動組立システム(FMS)100の代表的な操作手順は以下のとおりである。未加工のタイヤを組み立てるプロセスの最初のステップでは、AGV102aによって、空のタイヤ組立ドラム120aを第1のワークステーション110aに移動させ、AGV102aを第1のワークステーション110a内の概ね所望の停止点で停止させる。取入れサーバ114aを、横方向(矢印107の方向)にタイヤ組立ドラム120aの背後の位置まで延ばし、タイヤ組立ドラム120aをAGV102aから係合解除しつつタイヤ組立ドラム120aに連結させ、取入れサーバ114aによって、ドラム基準点125(図3(A)に示されている)をワークステーション長手方向基準点115aと合わせることによってタイヤ組立ドラム120aを長手方向の正確な位置に移動させる。同時に、以下に詳しく説明するように、タイヤ組立ドラム120aがレールシステム130によって動作軸111に正確に揃えられ、それによって、タイヤ組立ドラム120aが第1のワークステーション110aの取付けドラム112a,112eに対して三次元的に正確に配置される。今や、取付けドラム112によって、供給リール113からタイヤ部材を引き出して、第1のタイヤ部材層を取り付けることができる。好ましい実施形態では、取入れサーバ114によってタイヤ組立ドラムに/タイヤ組立ドラムから電力および制御信号が伝えられる。例えば、1つのインナーライナを供給リール113eから引き出し、取付けドラム112eによって取り付け、一対のトウガードを(二重の)供給リール113aから引き出し、取付けドラム112aによって取り付ける。取付けプロセスがワークステーション110aにおいて完了したら、タイヤ組立ドラム120aを取入れサーバ114aから外し、AGV102aに再連結し、取入れサーバ114aを外して、AGV102とタイヤ組立ドラム120の経路から離れた位置に引っ込め、それにより、AGV102aによってタイヤ組立ドラム120aを次のワークステーション110bに移動させることができるようにする。道を空けるために、ワークステーション110a,110b,110c,110d内にある全てのAGV102a,102b,102c,102dを、ほぼ同時に移動させるが、互いに連結する必要はない。未加工のタイヤカーカスを組み立てるプロセスの次のステップでは、AGV102aによってタイヤ組立ドラム120aを第2のワークステーション110bに移動させ、そこで第1のワークステーション110aに関して説明したのと同様の操作を行い、それによって、他のタイヤカーカス部材を第2のワークステーション110bの供給リール113b,113fから取り付ける。これとほぼ同時に、AGV102eによって空のタイヤ組立ドラム102eを、第1のタイヤカーカス部材を取り付けるために第1のワークステーション110aに移動させている。上記のステップを繰り返して、AGV102によってタイヤ組立ドラム120を全てのワークステーション110を順次通って移動させ、それによって、タイヤカーカス部材をタイヤ組立ドラム120上に適切な順序で取り付る。部材の取付けが最後のワークステーション110dにおいて完了した後、組み立てられた未加工のタイヤカーカスを、次のタイヤ製造段階(不図示)での他の処理のためにタイヤ組立ドラム120から取り外し、こうしてタイヤ組立ドラム120eを空にすることができ、したがって、タイヤ組立ドラム120eをAGV102eによって誘導ワイヤ104の経路に沿って元の位置に戻し、別の未加工タイヤカーカスを組み立てるプロセスを第1のワークステーション110aにおいて開始する準備を整えることができる。内側のビードワイヤリングを、組み立てられた未加工のタイヤカーカスを取り外した後の任意の時に空のタイヤ組立ドラム120eに取り付けてもよく、最後のワークステーション110dにおける、カーカスの取り外し操作の一部として取り付けるのが好都合である。
【0023】
図2には、ワークステーション110が、タイヤ組立ドラム120が取付けドラム112に対して正確に配置された状態で示されている(部分的に破断して示されている)。取入れサーバ114はタイヤ組立ドラム120まで延ばされそれに連結されており、それによって、タイヤ組立ドラム120の長手方向の正確な位置が確立されている。タイヤ組立ドラム120はドラム支持フレーム122によって支持されており、ドラム支持フレーム122はAGV102の上方に位置している。V字形レール131とフラットレール132を有するレールシステム130の一部が、ドラム支持フレーム122の底部に取り付けられたスケート(1つのフラットスケート140が示されている)を介してタイヤ組立ドラム120を支持し揃え、それによってタイヤ組立ドラム120を動作軸111に正確に揃え、すなわち、タイヤ組立ドラム120の回転軸121(図3(C)も参照)を動作軸111に正確に一致させているのが示されている。
【0024】
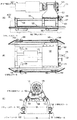
図3(A)、図3(B)、および図3(C)には、重要な部材が取り付けられたドラム支持フレーム122のそれぞれ側面図、底面図、および後端面図が示されている。参考のために、AGV102が図3(A)および図3(C)に点線で示されており、V字形レール131およびフラットレール132の断面が図3(C)に示されている。タイヤ組立ドラム120は、タイヤビードのような完全なリングをタイヤ組立中に取り付けることができるようにし、また、完成した未加工のタイヤカーカスを取り外すことができるようにするために、ドラム支持フレーム122に片持ち梁式に取り付けられている。タイヤ組立ドラム120は、中心の回転軸121の周りに回転することができ、タイヤ組立ドラム120とドラム支持フレーム122の間の1つまたは2つ以上の軸受(不図示)内で回転する。
【0025】
ドラム基準点125は、タイヤ組立ドラム120の後方に面する端面であるが、タイヤ組立ドラム120またはドラム支持フレーム122上の任意の固定点であってよい。タイヤ組立ドラム120とドラム支持フレーム122の間の軸受連結部に「遊び」が存在する可能性があるので、ドラム基準点125は、タイヤ組立ドラム120を長手方向に最良の精度で位置決めするために、図示のように、タイヤ組立ドラム120の剛性部分にすることが好ましい。連結アーム126がドラム支持フレーム122の後方の端部に取り付けられており、取入れサーバ114により、ドラム基準点125をワークステーション長手方向基準点115(図1参照)に合わせることによってタイヤ組立ドラム120を長手方向の正確な位置に移動させるのに用いられる。連結アーム126は、クランクアーム127を介してAGV102にフレキシブルに取り付けられており、それによって、ドラム支持フレーム122を、したがってタイヤ組立ドラム120を、ドラム支持フレーム122がAGV102上に直接載っていない時、すなわちタイヤ組立ドラム120がレールシステム130に載っている時でも移動させる、AGV102用の手段を構成している。あるいは、ドラム支持フレーム122は、レールシステム130に載っていない時、AGV102上に載っている時にドラム支持フレーム122を支持する一対のローラ123および一対のパッド124を有している。連結アーム126とクランクアーム127で構成された、ドラム支持フレーム122とAGV102の間のフレキシブルな連結部126/127によって、AGV102は、タイヤ組立ドラム120がレールシステム130によって動作軸111に正確に揃えるように上昇させられ、下降させられ、横方向に移動させられる時に、ドラム支持フレーム122をAGV102に対して制限された範囲で移動させることができるようにし、また、長手方向に正確に位置決めするために一時的に連結を解除できるようにしつつ、ドラム支持フレーム122(したがって、タイヤ組立ドラム120)を移動させることができるようにされている。
【0026】
タイヤ組立ドラム120を正確に動作軸111に揃えることができるようにするために、レールシステム130のフラットレール132とV字形レール131にそれぞれ載るように構成された支持用フラットローラ144および支持ローラ対154をそれぞれ有するフラットスケート140およびV字形スケート150がドラム支持フレーム122の下面に取り付けられている。ドラム支持フレーム122の各側の、前方に1つ、後方に1つの2つのスケートによって、回転軸121はタイヤ組立ドラムの全長にわたって確実に揃えられる。複数の支持ローラが、ドラム支持フレーム122および付属品の重量を十分に支持するためにフラットスケート140とV字形スケート150に用いられているが、正確な揃えを行うのに十分な最小限の構成が、ドラム支持フレーム122のV字形レール131側のV字形に取り付けられた2対の支持ローラ対154と、ドラム支持フレーム122のフラットレール132側の単一の支持用フラットローラ144を含むことが分かる。適切な3点支持と適切な位置決め制御を行うために、V字形に取り付けた2対の支持ローラ対154を(1つまたは2つのV字形スケートにおいて)互いに間隔をおいて離して配置する必要があり、図3(B)にV字形スケート150について示されているように、ドラム支持フレーム122の前方の端部と後方の端部の近くに配置するのが好ましい。単一の支持用フラットローラ144は、ドラム支持フレーム122の反対側の前後方向の中央の近くに配置するのが好ましい。特に、フラットスケート140およびV字形スケート150とV字形レール131およびフラットレール132の構成についての以下の説明を考慮すると、適切に位置決めされV字形に取り付けられた2対の支持ローラ対154を正確にそろえられたV字形レール131上に載せることによって、水平面内での揃えが行われ、単一の支持用フラットローラ144を適切な高さに位置するフラットレール132に載せることによって鉛直面内での揃えが行われ、V字形に取り付けられた2対の支持ローラ対154をV字形レール131に載せ、単一の支持用フラットローラ144をフラットレール132に載せることによる、三角形の配置によって、ドラム支持フレーム122の安定した3点支持が行われる(面積と高さの比が適切であると仮定する)ことが分かる。
【0027】
図4には、レールシステム230(130に対応)が示されており、図5(A)〜図6(D)には、レールシステム230の、他の視点で見た構成が示されている。レールシステム230は、互いに概ね平行であるV字形レール231とフラットレール232の間を通る必要のあるAGV102の幅「Wv」(図3(C)参照)に合わせるのに十分な大きさの幅「Wr」だけ離れているV字形レール231(131に対応)とフラットレール232(132に対応)を有している。上述のように、レールシステム230は、支持面(例えば、工場の床)に適切に取り付けられた場合、タイヤ自動組立システム(FMS)100の各ワークステーション110を通っており、V字形レール231は動作軸111に正確に平行になっており、フラットレール232はV字形レール231に概ね平行になっており、V字形レール231およびフラットレール232の高さは、タイヤ組立ドラム120が、V字形レール231およびフラットレール232にそれぞれ載っているV字形スケート150およびフラットスケート140を有するドラム支持フレーム122によって支持された時に、タイヤ組立ドラム120が正確に揃えられるように調整されている。V字形スケート150とフラットスケート140がV字形レール231とフラットレール232の側方上面291および上面292にそれぞれ載るので、載せられる側方上面291および上面292(すなわち、支持面)を前述のように平行に配置し、高さを調整する必要があることが分かる。スライドすることによる磨耗を回避するために、フラットレール232はV字形レール231にできるだけ平行にするのが好ましい。レールシステム230は、V字形レール入口ランプ233(133に対応)と、V字形レール出口ランプ235(135に対応)と、フラットレール入口ランプ234(134に対応)と、フラットレール出口ランプ236(136に対応)をさらに有している。V字形レール231とフラットレール232の各々は、単一の、一定の長さのスチールまたは他の適切な材料であることが好ましいが、十分に直線状で滑らかな表面を有するように公知の手段によって結合された、より短い長さのものから構成してもよい。ベースプレート239a,239bが、例えば、比較的広い底部、より高い剛性、床に取り付けるのに好都合なフランジ、レールシステム230の様々な部品の全てを一緒に保持する手段などが得られるようにするために、V字形レール231とフラットレール232、およびV字形レール入口ランプ233、フラットレール入口ランプ234、V字形レール出口ランプ235、フラットレール出口ランプ236に(例えば、ねじによって)任意に取り付けられている。各ベースプレート239a,239bは、単一の、一定の長さのスチールまたは他の適切な材料であることが好ましいが、結果として得られる連結部がレールシステム230の他の様々な部品の連結部と一致しないように組み合わされるのが好ましい、より短い長さのものから構成してもよい。
【0028】
図6(B)の断面図を参照すると、フラットレール232が、幅に亘って延び、端部から端部へ連続的に延びている、実質的に直線的で同じ高さで水平で「平坦な」上面292を有しているのが示されているが、長い縁部は、鋭い角を無くすように斜にするかまたは丸めてもよい。フラットレール232は、単一の、一定の長さのスチールまたは他の適切な材料であるのが好ましいが、結果として得られる連結部が、レールシステム230の他の様々な部品(例えば、ベースプレート239b)の連結部と一致しないように連結するのが好ましく、また、連結部によってフラットレール232の平坦な上面に凹凸が生じないように連結する必要がある、より短い長さのものから構成してもよい。図4、図5(C)、および図5(D)を参照すると、フラットレール232の入口の端部は、上面292に凹凸の無い連結部でフラットレ−ル入口ランプ234に連結されており、フラットレール232の出口の端部は上面292に凹凸の無い連結部でフラットレ−ル出口ランプ236に連結している。
【0029】
図6(A)の断面図を参照すると、V字形レール231が、端部から端部まで連続的に延びている、実質的に直線的な、先端を切り取られた逆V字形の側方上面291/上面293を有しているのが示されている。この逆V字形の2つの側方上面291(291a,291b)は、V字形レール231の、V字形スケート150の重量に対する反力が、支持のために同様に上向きに向き、揃えのために同様に横方向に向くように、鉛直線に対して等しい角度θをなしており、この角度θは450であるのが好ましい。逆V字形の頂点は、以下に説明するように、V字形スケート150上にも存在するフラットローラ用の隙間を生じさせる平坦な上面293を形成するのに十分な程度に先端を切られている。V字形レール231は、単一の、一定の長さのスチールまたは他の適切な材料であることが好ましいが、結果として得られる連結部が、レールシステム230の他の様々な部品(例えば、ベースプレート239a)の連結部と一致しないように結合されるのが好ましく、また、V字形レール231の側方上面291/上面293に凹凸の無い連結部で結合する必要がある、より短い長さのものから構成してもよい。図4、図5(A)、および図5(B)を参照すると、V字形レール231の入口の端部は、側方上面291/上面293に凹凸の無い連結部でV字形レール入口ランプ233に連結されており、V字形レール231の出口の端部は、側方上面291/上面293に凹凸の無い連結部でV字形レール出口ランプ235に連結されている。
【0030】
V字形スケート150とフラットスケート140をそれぞれV字形レール231とフラットスケート232上に入れるのを容易にするために、V字形レール入口ランプ233とフラットレール入口ランプ234が設けられている。図6(C)および図6(D)を参照すると、AGV102が比較的速く移動しても、V字形スケート150とフラットスケート140がV字形レール入口ランプ233とフラットレール入口ランプ234を転がり上がる時にタイヤ組立ドラム120が円滑に徐々に持ち上げられるように、V字形レール入口ランプ233とフラットレール入口ランプ234が、数度程度、例えば2度の角度αの緩い上向きの勾配を有する平坦な上面293,292をどのように形成しているかが側方断面図によって示されている。図5(B)および図5(D)の詳細図と図6(A)および図6(B)の断面図を参照すると、V字形レール入口ランプ233とフラットレール入口ランプ234が共に、フラットローラが角度αのV字形レール入口ランプ233とフラットレール入口ランプ234に載る平坦な上面293,292をそれぞれ形成しているのが分かる。V字形レール入口ランプ233の場合、V字形に形作られたレールの、先端を切り取られた頂点によって平坦な上面293が形成されている。後述するように、V字形スケート150は、V字形スケート150,450がV字形レール入口ランプ233に円滑に載るのを可能にする特別な前部フラットローラ(図8(A)の456)を前方の端部に有している。当業者には、水平なスケートにV字形に取り付けられたローラ対が、望ましくない磨耗を生じさせるスライドもせずに傾斜したV字形レールに載り上がることはできないことが分かる。
【0031】
V字形スケート150とフラットスケート140がそれぞれV字形レール231とフラットレール232から離れるのを容易にするために、V字形レール出口ランプ235とフラットレール出口ランプ236が設けられている。図6(C)および図6(D)を参照すると、AGV102が比較的速く移動しても、V字形スケート150とフラットスケート140がV字形レール出口ランプ235とフラットレール出口ランプ236から転がり降りる時にタイヤ組立ドラム120が円滑に徐々に下降させられるように、V字形レール出口ランプ235とフラットレール出口ランプ236が、数度程度、例えば2度の角度βの緩い下向きの勾配を有する平坦な上面293,292をどのように形成しているかが側方断面図によって示されている。図5(A)および図5(C)の詳細図を参照すると、V字形レール出口ランプ235とフラットレール出口ランプ236が共に、フラットローラが角度βのV字形レール出口ランプ235とフラットレール出口ランプ236を降りる平坦な上面293,292をそれぞれ形成しているのが分かる。V字形レール出口ランプ235の場合、V字形レール入口ランプ233の場合と同様に、V字形に形作られたレールの、先端を切り取られた頂点によって平坦な上面293が形成されている。後述するように、V字形スケート150は、V字形スケート150,450が円滑にV字形レール出口ランプ235から降りるのを可能にする特別な後部フラットローラ(図8(A)の457)を後方の端部に有している。
【0032】
図5(B)、図5(D)、図6(A)、および図6(B)には、レールシステム230に入るV字形スケート150,450とフラットスケート140,340を漏斗式に狭い通路に通すようにする、レールシステム230の側面ランプの構成も示されている。V字形に取り付けられた支持ローラ対154,454がV字形レール231に載る際にV字形スケート150,450によって横方向の正確な位置決めが行われるので、V字形スケート150,450を、それがV字形レール入口ランプ233を通ってレールシステム230に入る時に漏斗式に狭い通路に通すようにすることが重要である。適切な入口角度γ(例えば、約5度)を有する、図示のようにV字形レール入口ランプ233の両側に取り付けられた側面ランプ237,238によって、V字形スケート150,450はV字形レール231に横方向に揃えられる。V字形スケート150,450はドラム支持フレーム122に取り付けられているので、V字形スケート150,450を横方向に揃えることによって、ドラム支持フレーム122と、タイヤ組立ドラム120やフラットスケート140,340のような、ドラム支持フレーム122に取り付けられた他の全ての部材も横方向に揃えられる。漏斗式に狭い通路に通すようにする他の方法では、ドラム支持フレーム122の一方の側に取り付けられたV字形スケート150,450とこれに対応する、ドラム支持フレーム122の反対側に取り付けられたフラットスケート140,340との間の間隔が一定であると仮定し、したがって、V字形レール入口ランプ233の外側に取り付けられた側面ランプ237と(V字形レール入口ランプ233の内側に取り付けられた側面ランプ238aの代わりに)フラットレール入口ランプ234の外側に取り付けられた側面ランプ238bが設けられる。全ての側面ランプ237,238a,238bは、互いに類似した適切な入口角度γ(例えば約5度)を有している。スケートについての後述の説明から分かるように、V字形スケート150,450(およびフラットスケート140,340)は、側面ランプ237および238aまたは238bに接触して転がるように適切に取り付けられた側部鉛直ローラ459および458または348を有している。V字形に取り付けられた支持ローラ対154,454によって、それらがV字形レール231に接触する時にある量だけのセンタリングが自然に行われる(漏斗式に狭い通路に通すようにされる)が、このセンタリングの量は限られており、また、V字形レール231および支持ローラ対154,454の支持ローラにスライドによる磨耗が起こり、したがって、磨耗を生じるスライドではなく転がりの作用によって所望のセンタリングを行う、本発明の側面ランプ237および238aまたは238bと側部鉛直ローラ459および458または348を使用するのが有利であることが分かる。
【0033】
図7(A)、図7(B)、および図7(C)には、タイヤ自動組立システム(FMS)100のレールシステム230と共に用いるのに適したフラットスケート340(140に対応)が様々な視点で示されている。フラットスケート340は、フラットレール232上を矢印341で示されている方向に転がるように構成されている。最低限の構成において、フラットスケート340は、少なくとも1つの支持用フラットローラ344を保持する剛直なフラットスケート本体342を有している。支持用フラットローラ344は、耐久性のある堅い材料、好ましくはスチールで作られており、ローラの半径を、タイヤ組立ドラム120を正確に揃えるための、システム全体の要求に合った精度で維持しつつ、かけられる荷重を支持するのに適したシャフトとブッシング、または好ましくはローラ軸受を含んでいる。図示の実施形態では、3つの支持用フラットローラ344(344a,344b,344c)が、フラットスケート340に対する荷重負荷を適切に分配するために設けられている。フラットスケート本体342は、フラットレール出口ランプ236から転がり降りる間、隙間を生じさることができるように、最後部の支持用フラットローラ344cの後方で部分的に切り取られている。前部フラットローラ346が、フラットレール入口ランプ234に転がり上がるために設けられており、フラットスケート本体342は前部フラットローラ346の前方で適切に切り取られている。前部フラットローラ346は、支持用フラットローラ344よりも広く、また支持用フラットローラ344の取付け高さHrよりもわずかに低い高さHfに取り付けられているのが好ましい。この余分の幅によって、側面ランプ237および238aまたは238bによって、フラットスケート340が、支持用フラットローラ344をフラットレール232上にセンタリングするように、横方向に漏斗式に狭い通路に通すようにされている間、通常起こる、フラットスケート340とフラットレール232の位置ずれに、前部フラットローラ346が、フラットレール入口ランプ234の上面292に接触することによって対処できるようにすることができる。前部フラットローラ346は、漏斗式に狭い通路に通すようにされている間に横方向にスライドさせられる場合があり、それによって場合によっては、前部フラットローラ346の転がり面が不均等に磨耗するので、より低い取付け高さHfによって、前部フラットローラ346が、フラットスケート340がフラットレール232の水平で平坦な上面292上を転がっている時に荷重を支持するのが防がれている。フラットスケート340のこの実施形態には、フラットスケート340の前方の端部の外側の縁部から突き出ており、任意の側面ランプ238bに接触して転がるのに適している側部鉛直ローラ348も図示されている。フラットスケート本体342は、側部鉛直ローラ348の外側の部分の周りで部分的に切り取られているのが好都合である。
【0034】
図8(A)、図8(B)、図8(C)、図9(A)、および図9(B)には、タイヤ自動組立システム(FMS)100のレールシステム230と共に用いるのに適したV字形スケート450(150に対応)が様々な視点で示されている。V字形スケート450は、V字形レール231上を矢印451で示されている方向に転がるように構成されている。最低限の構成において、V字形スケート450は、転がり面が鉛直線に対して等しい角度θをなすように(図9(A)参照)V字形に取り付けられた2つの支持ローラ453/455を有する、V字形に取り付けられた少なくとも1つの支持ローラ対454を保持する剛直なV字形スケート本体452を有している。この角度θは、V字形レール232の逆V字形の2つの側方上面291の角度θ(図6(A)参照)と実質的に同じである。V字形に取り付けられた支持ローラ453/455は、耐久性のある堅い材料、好ましくはスチールで作られており、タイヤ組立ドラム120を正確に揃えるための、システム全体の要求に合った精度でローラの半径を維持しつつ、かけられる荷重負荷を支持するのに適したシャフトとブッシング、または好ましくはローラ軸受を含んでいる。図示の実施形態では、V字形に取り付けられた2つの支持ローラ対454(454a、454b)が、V字形スケート450に対する荷重負荷を適切に分配するために設けられており、各支持ローラ対454は2つの支持ローラ453/455(453a/455a、453b/455b)を有している。後部フラットローラ457が、V字形レール出口ランプ235の、先端を切り取られた頂点の平坦な上面293を転がり降りるために設けられており、V字形スケート本体452は後部フラットローラ457の後方で適切に部分的に切り取られている。前部フラットローラ456が、V字形レール入口ランプ233の、先端を切り取られた頂点の平坦な上面293を転がり上るために設けられており、V字形スケート本体452は前部フラットローラ456の前方で適切に部分的に切り取られている。前部フラットローラ456は、側面ランプ237および238aまたは238bによって、V字形スケート450が、V字形に取り付けられた支持ローラ対454をV字形レール231にセンタリングするように、横方向に漏斗式に狭い通路に通すようにされている間に通常起こる、V字形スケート450とV字形レール231の位置ずれに、V字形レール入口ランプ233の、先端を切り取られた頂点の平坦な上面293に接触することによって対処できるようにするのに十分な幅を有しているのが好ましい。図8(B)および図9(A)を参照すると、後部フラットローラ457は、V字形に取り付けられた支持ローラ対454がV字形レール231(図9(A)に点線で示されている)に載った時に、V字形スケート450がレールシステム230に完全に入った後、V字形に取り付けられた支持ローラ対454のみがV字形レール231に接触し、後部フラットローラ457はV字形レール231に接触しないように、すなわち、後部フラットローラ457と、V字形レール231の、相対高さHrvに位置する、先端を切り取られた頂点の平坦な上面293の間の隙間Cが零にはならないように決められた高さHfに取付けられている。図8(B)および図9(B)を参照すると、前部フラットローラ456は、V字形に取り付けられた支持ローラ対454がV字形レール231(図9(B)に点線で示されている)に載った時に、V字形スケート450がレールシステム230から出るまで、V字形に取り付けられた支持ローラ対454のみがV字形レール231に接触し、前部フラットローラ456はV字形レール231に接触しないように、すなわち、前部フラットローラ456と、V字形レール231の、相対高さHrvに位置する、先端を切り取られた頂点の平坦な上面293との間の隙間C’(場合によってはCに等しい)が零にはならないように決められた高さHf’に取り付けられている。V字形スケート450のこの実施形態には、V字形スケート450の前方の端部の外側の縁部から突き出ており、側面ランプ237に接触して転がるのに適している側部鉛直ローラ459と、V字形スケート450の前方の端部の内側の縁部から突き出ており、任意の側面ランプ238aに接触して転がるのに適している側部鉛直ローラ458も図示されている。V字形スケート本体452は、側部鉛直ローラ458,459の外側の部分の周りで部分的に切り取られているのが好都合である。
【0035】
上述のように、本発明によれば、漏斗式に狭い通路に通すようにする2つの方法、すなわち、側面ランプ237および238aをこれらにそれぞれ対応する側部鉛直ローラ459および458と共に使用する好ましい方法と、側部鉛直ランプ237および238bをこれらにそれぞれ対応する側部鉛直ローラ459および348と共に使用する他の方法を使用することができる。もちろん、フラットスケート340を、図7(A)に示されているように、側部鉛直ローラ348を取り付けることができるフラットスケート本体342を有する単一の構成とし、V字形スケート450を、図8(A)に示されているように、側部鉛直ローラ458と459の両方を取り付けることができるV字形スケート本体452を有する単一の構成とするのが好都合な場合もある。この場合、これらのスケートの構成によって、ユーザが、単に適切な側面ランプ237および238aまたは237および238bを取り付けることによって、漏斗式に狭い通路に通すようにする方法のどちらを使用するかを決めることができる。側部鉛直ローラ348と側部鉛直ローラ458のどちらか不要な方を、コストを節約するために、取り付けなくてもよい。
【0036】
移動するタイヤ組立ドラム120をタイヤ自動組立システム(FMS)100の動作軸111に正確に揃える方法を実施可能にする装置について詳しく説明した。この際、図示した実施形態のタイヤ自動組立システム(FMS)100は、動作軸111に揃えられた取付けドラム112を有する4つのワークステーション110を有しており、タイヤ組立ドラム120は各ワークステーション110に出し入れされる。正確な揃えを行うこの方法では、合計で少なくとも1つの支持用フラットローラ144,344を有する精密ローラスケートを含む1つまたは2つ以上のフラットスケート140,340をドラム支持フレーム122の一方の側の下に有し、V字形に取り付けられた支持ローラ453/455からなる、合計で少なくとも2対の支持ローラ対154,454を有する精密ローラスケートを含む1つまたは2つ以上のV字形スケート150,450をドラム支持フレーム122の他方の側の下に有する、2つの側部を有する剛性のドラム支持フレーム122を用いており、また、複数のワークステーション110を通っている互いに概ね平行な第1および第2のレールを有し、第1のレールが、実質的に平坦な上面292を有するフラットレール132,232であり、第2のレールが、頂上部が実質的に逆V字形になっているV字形レール131,231であるレールシステム130,230を用いている。この方法では、ドラム支持フレーム122、フラットスケート140,340、およびV字形スケート150,450をタイヤ組立ドラム120、フラットレール132,232、およびV字形レール150,450に対して位置決めし、フラットレール132,232およびV字形レール131,231を動作軸111に対して位置決めし、それによって、フラットスケート140,340がフラットレール132,232上に載り、V字形スケート150,450がV字形レール131,231上に載った時に、タイヤ組立ドラム120が動作軸111に正確に揃えられ、すなわち、タイヤ組立ドラム120の回転軸121がタイヤ自動組立システム(FMS)100のワークステーション110の動作軸111に正確に揃えられるようにしている。
【0037】
本発明の方法は、少なくともタイヤ組立ドラム120がワークステーション110内に位置する時に、1つまたは2つ以上のフラットスケート140,340をフラットレール132,232上に載せ、1つまたは2つ以上のV字形スケート150,450をV字形レール131,231上に載せることを含んでいる。タイヤ組立ドラム120は、ワークステーション110内に位置していない時には、誘導ワイヤ104によって定められた楕円形の経路のような任意の経路に沿って移動することができ、レールシステム130,230上に載っている必要はなく、したがって、この方法は、タイヤ組立ドラム120を揃えられていない状態から正確に揃えられた状態にすることをさらに含み、タイヤ組立ドラム120を正確に揃えられた状態から揃えられていない状態にすることも含んでいる。揃えられていない状態から正確に揃えられた状態にするのを可能にするために、フラットレール入口ランプ134,234がフラットレール132,232の入口の端部に設けられており、V字形レール入口ランプ133,233がV字形レール131,231の入口の端部に設けられており、緩く上向きに傾斜した平坦な上面293,292および漏斗式に狭い通路に通すようにするための側面ランプ237および238aまたは238bがフラットレール入口ランプ134,234およびV字形レール入口ランプ133,233に設けられており、前部フラットローラ346,456および側部鉛直ローラ459および458または348がフラットスケート140,340およびV字形スケート150,450上に設けられており、フレキシブルな連結部126/127がドラム支持フレーム122とAGV102の間に設けられている。さらに、正確に揃えられた状態から揃えられていない状態にするのを可能にするために、フラットレール出口ランプ136,236がフラットレール132,232の出口の端部に設けられており、V字形レール出口ランプ135,235がV字形レール131,231の出口の端部に設けられており、緩く下向きに傾斜した上面293,292がフラットレール出口ランプ136,236およびV字形レール出口ランプ135,235上に設けられており、最後部の支持用フラットローラ344cである後部フラットローラおよび後部フラットローラ457がフラットスケート140,340およびV字形スケート150,450上に設けられている。
【0038】
タイヤ自動組立システム(FMS)100の好ましい実施形態において、複数のワークステーション110は、レールシステム130,230が、V字形レール131,231およびフラットレール132,232からなる一対のレールと、V字形レール入口ランプ133,233およびフラットレール入口ランプ134,234からなる一対の入口ランプと、V字形レール出口ランプ135,235およびフラットレール出口ランプ136,236からなる一対の出口ランプを有することができるように、共通の直線的な動作軸111に揃えられ、この動作軸111に沿って間隔をおいて配置されている。したがって、上述のように、好ましい実施形態の機器を用いる、本発明の方法は以下の機能を含んでいる。AGV102によって移動させられるタイヤ組立ドラム120は、前方のフラットスケート140,340およびV字形スケート150,450が、第1のワークステーション110aの前に位置するフラットレール入口ランプ134,234およびV字形レール入口ランプ133,233に入り始めるまで、AGV102の頂上部に載っている。AGV102が(誘導ワイヤ104の経路を辿って)引き続き前進すると、側部鉛直ローラ459および458または348が、タイヤ組立ドラム120の、前方のV字形スケート150,450をV字形レール131,231に横方向に揃えるのに必要な横方向への移動を生じさせるように、漏斗式に狭い通路に通すようにするための側面ランプ237および238aまたは238bと相互に作用し合い、この際、前部フラットローラ346,456が、緩く上向きに傾斜した平坦な上面292,293に載り、それによって、タイヤ組立ドラム120の前方の端部の、タイヤ組立ドラム120を鉛直方向に揃えるのを可能にするのに必要な上昇が、タイヤ組立ドラム120が、AGV102の代わりに、正確に揃えられたレールシステム130,230上に支持されることによって生じさせられる。前部フラットローラ346,456がフラットレール入口ランプ134,234およびV字形レール入口ランプ133,233から離れる際、支持用フラットローラ144,344および支持ローラ対154,454が、支持面である上面292および側方上面291に接触し、タイヤ組立ドラム120の前方の端部をさらに上昇させ、それによって、前方のフラットスケート140,340およびV字形スケート150,450の支持用フラットローラ144,344および支持ローラ対154,454がレールシステム130,230上に載るまで、前部フラットローラ346,456は、引き続き重量を支持し、V字形レール131,231およびフラットレール132,232の平坦な上面292,293上を転がる。AGV102が(誘導ワイヤ104の経路を辿って)引き続き前進すると、進入プロセスが後方のフラットスケート140,340およびV字形スケート150,450に対して繰り返され、その結果、一旦、後方のフラットスケート140,340およびV字形スケート150,450がフラットレール入口ランプ134,234およびV字形レール入口ランプ133,233を通過し、後方のフラットスケート140,340およびV字形スケート150,450の支持用フラットローラ144,344および支持ローラ対154,454がレールシステム130,230の支持面である上面292および側方上面291に載ると、タイヤ組立ドラム120(およびドラム支持フレーム122)全体がAGV102から持ち上げられ、タイヤ組立ドラム120の回転軸121がタイヤ自動組立システム100のワークステーション110の動作軸111に鉛直方向および水平方向に正確に揃えられて、正確に揃えられたレールシステム130,230上に載る。AGV102によってタイヤ組立ドラム102を全てのワークステーション110を通って移動させた後、前方のフラットスケート140,340およびV字形スケート150,450、それに続いて後方のフラットスケート140,340およびV字形スケート150,450が、フラットレール出口ランプ136,236およびV字形レール出口ランプ135,235を介して、正確に揃えられたレールシステム130,230から出る。V字形に取り付けられた最後の支持ローラ対454bがV字形レール出口ランプ135,235に入ると、支持ローラ対454bは、後部フラットローラ457がV字形レール131,231の平坦な上面293に載り始めるまで、V字形レール出口ランプ135,235の緩く下向きに傾斜した支持面である側方上面291から転がり降り、その後、V字形スケート150,450の後部フラットローラ457とフラットスケート140,340の最も後方の支持用フラットローラ344cは、V字形レール出口ランプ135,235およびフラットレール出口ランプ136,236の、緩く下向きに傾斜した平坦な上面293,292から転がり降りる際に、タイヤ組立ドラム120を徐々に下降させるように協働して制御する。後方のフラットスケート140,340およびV字形スケート150,450がV字形レール出口ランプ135,235およびフラットレール出口ランプ136,236から出た後、ドラム支持フレーム122(およびタイヤ組立ドラム120)は、AGV102上に完全に載る位置へと下降させられる。
【0039】
AGV102は、本発明の上述した実施形態では、タイヤ組立ドラム120をタイヤ自動組立システム(FMS)100を通って移動させる好ましい手段として使用しているが、ドラム支持フレーム122によって保持されているタイヤ組立ドラム120を、本発明に従って上述したように、タイヤ組立ドラム120をタイヤ自動組立システム100のワークステーション110の動作軸111に正確に揃えるフラットスケート140,340およびV字形スケート150,450およびV字形レール131,231およびフラットレール132,232に載せることを可能にするどのような推進手段も使用できることが理解されるべきである。したがって、全てのそのような推進手段は本発明の範囲内にあると考えられるべきである。
【図面の簡単な説明】
【図1】本発明による、タイヤ自動組立システム(FMS)の概略図である。
【図2】本発明による、取付けドラムに対して正確に配置されたタイヤ組立ドラムを示す、FMSのワークステーションの斜視図である。
【図3】本発明による、ドラム支持フレーム上のタイヤ組立ドラムの図であり、図3(A)は側面図、図3(B)は底面図、図3(C)は端面図である。
【図4】本発明によるレールシステムの平面図である。
【図5】図5(A)は、本発明による、図4のレールシステムのV字形レール出口ランプの平面図、図5(B)はV字形レール入口ランプの平面図、図5(C)はフラットレール出口ランプの平面図、図5(D)はフラットレール入口ランプの平面図である。
【図6】図6(A)は、本発明による、図5(B)の2F−2F線に沿って切断した、V字形レール入口ランプの端面断面図、図6(B)は、図5(D)の2G−2G線に沿って切断した、フラットレール入口ランプの端面断面図、図6(C)は、図5(D)の2H−2H線に沿った、図4のレールシステムのフラットレールの側面図、図6(D)は、図5(B)の2I−2I線に沿った、図4のレールシステムのV字形レールの側面図である。
【図7】本発明による、フラットスケートの図であり、図7(A)は斜視図、図7(B)は側面図、図7(C)は底面図である。
【図8】本発明による、V字形スケートの図であり、図8(A)は斜視図、図8(B)は側面図、図8(C)は底面図である。
【図9】図9(A)は、本発明による、図8(C)の4D−4D線に沿って切断した、V字形スケートの端面断面図、図9(B)は、図8(C)の4E−4E線に沿って切断した、V字形スケートの端面断面図である。
【符号の説明】
100 タイヤ自動組立システム
102,102a,102b,102c,102d,102e AGV
104 誘導ワイヤ
110a,110b,110c,110d ワークステーション
111 動作軸
112a,112b,112c,112d,112e 取付けドラム
113a,113b,113c,113d,113e,113f,113g 供給リール
114a,114b,114c,114d 取入れサーバ
115a,115b,115c,115d ワークステーション長手方向基準点
120a,120b,120c,120d,120e タイヤ組立ドラム
121 回転軸
122 ドラム支持フレーム
123 ローラ
124 パッド
125 ドラム基準点
126 連結アーム
127 クランクアーム
130,230 レールシステム
131,231 V字形レール
132,232 フラットレール
133,233 V字形レール入口ランプ
134,234 フラットレール入口ランプ
135,235 V字形レール出口ランプ
136,236 フラットレール出口ランプ
140,340 フラットスケート
144,454a,454b,454c 支持ローラ対
150,450 V字形スケート
154 支持用フラットローラ
237,238a,238b 側面ランプ
239a,239b ベースプレート
292,293 上面
291a,291b 側方上面
342 フラットスケート本体
344a,344b,344c 支持用フラットローラ
346,456 前部フラットローラ
348,458,459 側部鉛直ローラ
452 V字形スケート本体
453a,453b,455a,455b 支持ローラ
457 後部フラットローラ
Claims (3)
- タイヤ自動組立システム(100)の3つまたは4つ以上のワークステーション(110a,110b,110c,110d)を通って移動する3つまたは4つ以上のタイヤ組立ドラム(120a,120b,120c,120d,120e)を揃える方法において、
前記3つまたは4つ以上のワークステーションを通って延びる動作軸(111)に平行に延びる概ね平行な2本のレールを有するレールシステム(130,230)を準備するステップと、
複数の自己推進式の搬送器を使って前記タイヤ組立ドラムの各々を、前記3つまたは4つ以上のワークステーションを通って延びているレールシステムへと移動させたり、該レールシステムから離れた所に運び去ったりするステップと、
前記各タイヤ組立ドラムを前記自己推進式の搬送器の一つずつに支持させるステップと、
前記各搬送器が前記レールシステムに沿って走行するように前記各搬送器を使って前記各タイヤ組立ドラムを独立して移動させるステップと、
前記レールシステムに設けられた入口ランプによって、前記タイヤ組立ドラムを前記搬送器から持ち上げて前記レールシステム上へ載せるステップと、
前記各タイヤ組立ドラムの回転軸が前記動作軸に一致するように、前記レールシステム上に前記各タイヤ組立ドラムを位置させるステップと、
前記搬送器が前記レールシステムに設けられた出口ランプから出て前記入口ランプへ移動するとき、該出口ランプによって、前記各タイヤ組立ドラムをそれぞれの前記搬送器上に下降させて載せるステップと、
を含むことを特徴とする方法。 - タイヤ自動組立システム(100)の3つまたは4つ以上のワークステーション(110a,110b,110c,110d)を通って移動する3つまたは4つ以上のタイヤ組立ドラム(120a,120b,120c,120d,120e)を揃える装置において、
前記3つまたは4つ以上のワークステーション(110a,110b,110c,110d)を通って延びる動作軸(111)に平行に延びる概ね平行な2本のレールを有し、前記各タイヤ組立ドラムの回転軸が前記動作軸に一致するように、前記各タイヤ組立ドラムを位置させることができるレールシステム(130,230)と、
前記各タイヤ組立ドラム(120a,120b,120c,120d,120e)を運搬でき、前記タイヤ組立ドラムを前記レールシステムの外側から前記3つまたは4つ以上のワークステーションを通って延びる前記レールシステムへ移動したり、前記タイヤ組立ドラムを前記レールシステムから前記レールシステムの外側へ移動したりする複数の自己推進式の搬送器(102)と、
前記各タイヤ組立ドラムを前記自己推進式の搬送器の一つにフレキシブルに取り付ける手段と、
前記レールシステムに設けられた入口ランプであって、前記搬送器が独立して前記各タイヤ組立ドラムを前記レールシステムの外側から前記3つまたは4つ以上のワークステーションを通って延びる前記レールシステムへ移動させるとき、前記タイヤ組立ドラムを前記レールシステム上へ載せるために前記搬送器から持ち上げる入口ランプと、
前記レールシステムに設けられた出口ランプであって、前記搬送器が独立して前記各タイヤ組立ドラムを前記レールシステムから前記レールシステムの外側へ移動させるとき、前記タイヤ組立ドラムを、前記レールシステム上に載せていたのに代えて前記搬送器上へ下降させる出口ランプと、
を有することを特徴とする装置。 - 移動するタイヤ組立ドラム(120a,120b,120c,120d,120e)をタイヤ自動組立システム(100)の動作軸(111)に正確に揃える装置であって、前記タイヤ自動組立システム(100)は、前記動作軸(111)に揃えられた取付けドラムを有する1つまたは2つ以上のワークステーション(110a,110b,110c,110d)と、各々が前記各ワークステーション(110a,110b,110c,110d)内へと、および該各ワークステーションから外へ独立して移動させられる複数のタイヤ組立ドラム(120a,120b,120c,120d,120e)を有する装置において、
合計で少なくとも1つの支持用フラットローラ(144,344a,344b)をドラム支持フレームの横方向の一方の側部の下に有し、V字形に取り付けられた合計で少なくとも2対の支持ローラ対(154,454)を前記ドラム支持フレームの横方向の反対側の側部の下に有するドラム支持フレーム(122)と、
1つまたは2つ以上の前記ワークステーション(110a,110b,110c,110d)を通過する互いに概ね平行な第1および第2のレールを有し、前記第1のレール(133、232)は、少なくとも1つの前記支持用フラットローラ(144,344a,344b)が前記第1のレール(133,232)上に載るようにほぼ平坦な頂上部を有し、前記第2のレール(131、231)は、V字形に取り付けられた少なくとも2対の前記支持ローラ対(154,454)が前記第2のレール(131,231)上に載るようにほぼ逆V字形の頂上部を有するレールシステム(130,230)と、
前記ドラム支持フレーム(122)、前記支持用フラットローラ(144,344a,344b)、およびV字形に取り付けられた前記支持ローラ対(154,454)は前記タイヤ組立ドラム(120a,120b,120d,120e)と前記第1のレール(133,232)および第2のレール(131,231)に対して位置決めされ、前記第1のレール(133,232)および前記第2のレール(131,231)は前記動作軸(111)に対して位置決めされ、少なくとも1つの前記支持用フラットローラ(144,344a,344b)が前記第1のレール(133、232)上に載り、V字形に取り付けられた少なくとも2対の前記支持ローラ対(154、454)が前記第2のレール(131、231)上に載ったときに、前記タイヤ組立ドラム(120a、120b、120c、120d、120e)は、前記レールシステム(130,230)上に載り、前記動作軸(111)に正確に揃えられるような、各装置部材の位置決め部材とを有することを特徴とする装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/960,078 US6966958B2 (en) | 2001-09-21 | 2001-09-21 | Precision alignment of tire building drum to automated tire building system working axis |
| US09/960078 | 2001-09-21 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003145638A JP2003145638A (ja) | 2003-05-20 |
| JP2003145638A5 JP2003145638A5 (ja) | 2005-11-04 |
| JP4532060B2 true JP4532060B2 (ja) | 2010-08-25 |
Family
ID=25502762
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002277094A Expired - Fee Related JP4532060B2 (ja) | 2001-09-21 | 2002-09-24 | タイヤ組立ドラムをタイヤ自動組立システムのワークステーションに正確に揃える方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6966958B2 (ja) |
| EP (1) | EP1295699A3 (ja) |
| JP (1) | JP4532060B2 (ja) |
| KR (1) | KR100913649B1 (ja) |
| CN (1) | CN1275760C (ja) |
| AU (1) | AU2002300945B2 (ja) |
| BR (1) | BR0203760A (ja) |
| CA (1) | CA2402832A1 (ja) |
| MX (1) | MXPA02008774A (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6863760B2 (en) | 2001-09-21 | 2005-03-08 | The Goodyear Tire & Rubber Company | Stabilizer for cantilevered tire building drum |
| US6793752B2 (en) * | 2001-09-21 | 2004-09-21 | The Goodyear Tire & Rubber Company | Precision longitudinal registration of tire building drum to automated tire building system work station |
| US7195047B2 (en) * | 2003-12-11 | 2007-03-27 | The Goodyear Tire And Rubber Company | Tire manufacturing module and method of manufacturing tires |
| JP4502720B2 (ja) * | 2004-06-15 | 2010-07-14 | 株式会社ブリヂストン | 生タイヤの成型方法およびタイヤ成型システム |
| PL2276625T3 (pl) * | 2008-04-18 | 2012-04-30 | Pirelli | Sposób i urządzenie do montażu opon |
| US8991804B2 (en) * | 2011-10-07 | 2015-03-31 | The Goodyear Tire & Rubber Company | Method and apparatus for adjusting a tire building machine |
| EP3218175B1 (en) | 2014-12-15 | 2018-03-07 | Pirelli Tyre S.p.A. | Method for managing a carcass structure building line, process and plant for building tyre carcass structures |
| JP6694267B2 (ja) * | 2015-12-22 | 2020-05-13 | 株式会社ブリヂストン | タイヤ製造装置 |
| JP6490572B2 (ja) * | 2015-12-22 | 2019-03-27 | 株式会社ブリヂストン | タイヤ製造装置及びタイヤ製造方法 |
| NL2019085B1 (en) * | 2017-06-16 | 2018-12-24 | Vmi Holland Bv | Tire building system and method |
| JP6962096B2 (ja) * | 2017-09-22 | 2021-11-05 | 住友ゴム工業株式会社 | タイヤ形成方法 |
| CN111873507B (zh) * | 2020-06-12 | 2021-05-07 | 联亚智能科技(苏州)有限公司 | 一种鼓装置 |
| CN114347531A (zh) * | 2022-01-19 | 2022-04-15 | 北京智思迪科技有限公司 | 一种带束层贴合系统、贴合方法及其应用 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1964363A (en) * | 1930-07-11 | 1934-06-26 | Morgan & Wright | Method and apparatus for manufacturing tires |
| US2818907A (en) * | 1955-05-26 | 1958-01-07 | Goodrich Co B F | Tire building machinery |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1309894A (en) | 1919-07-15 | Fi-anograph co | ||
| US1333150A (en) | 1919-04-26 | 1920-03-09 | Harry F Bartlett | Tire-building buck |
| GB372043A (en) | 1930-07-11 | 1932-05-05 | Morgan & Wright | Improvements in methods and apparatus for manufacturing tires |
| US2336596A (en) * | 1941-02-08 | 1943-12-14 | Nat Cylinder Gas Co | Torch cutting machine |
| GB1010597A (en) | 1961-09-01 | 1965-11-24 | Dunlop Rubber Co | Improvements in or relating to the production of pneumatic tyres |
| US3355339A (en) * | 1963-11-07 | 1967-11-28 | American Mach & Foundry | Method and apparatus for making solid tires |
| US3389032A (en) * | 1964-01-17 | 1968-06-18 | Uniroyal Inc | Tire building methods |
| US3268095A (en) | 1964-04-06 | 1966-08-23 | J W Durbin | Pipe racking device |
| BE754263A (fr) | 1969-08-06 | 1971-02-01 | Uniroyal Englebert France | Machine pour la fabrication de bandages pneumatiques |
| GB1321302A (en) | 1970-03-23 | 1973-06-27 | British Iron Steel Research | Skid rail |
| US3721354A (en) * | 1970-07-27 | 1973-03-20 | Rohr Industries Inc | Materials handling system |
| DE2141081A1 (de) | 1971-08-17 | 1973-02-22 | Koppers Gmbh Heinrich | Einrichtung zum aufnehmen des aus waagerechten verkokungsoefen ausgestossenen kokses |
| US4067453A (en) | 1976-04-19 | 1978-01-10 | Western Gear Corporation | Pipe delivery system |
| GB1597491A (en) | 1977-01-25 | 1981-09-09 | Sparrows Contract Services Ltd | Apparatus for raising large heavy loads |
| US4314864A (en) * | 1980-05-07 | 1982-02-09 | The Firestone Tire & Rubber Company | Method and apparatus for building a tire |
| US4443290A (en) * | 1982-06-08 | 1984-04-17 | The Firestone Tire & Rubber Company | Work station |
| US4718810A (en) * | 1985-12-06 | 1988-01-12 | Lico, Inc. | High speed transporter for multiple station production line |
| US4836880A (en) | 1988-03-04 | 1989-06-06 | Haas Herbert G | Tire assembly machine |
| EP0414554A3 (en) | 1989-08-24 | 1992-10-28 | Bridgestone Corporation | Tire building method and apparatus |
| JPH03270835A (ja) * | 1990-03-22 | 1991-12-03 | Bridgestone Corp | 異サイズタイヤの混合生産方法 |
| JPH0414437A (ja) * | 1990-05-09 | 1992-01-20 | Bridgestone Corp | 循環運行台車ユニットの移送方法 |
| CA2025334C (en) | 1990-09-13 | 2002-11-26 | Norbert Hamy | Transportation system |
| IT1250033B (it) | 1991-10-31 | 1995-03-30 | Firestone Int Dev Spa | Supporto ausiliario per pneumatici di veicoli stradali. |
| IT1254431B (it) | 1992-02-11 | 1995-09-25 | Pirelli | Impianto per il confezionamento di carcasse di pneumatici per ruote di veicoli |
| IT1261392B (it) | 1993-12-21 | 1996-05-20 | Bridgestone Firestone Tech | Dispositivo di trasferimento per un assieme di secondo stadio di un pneumatico radiale. |
| FR2715602A1 (fr) * | 1994-02-02 | 1995-08-04 | Sedepro | Assemblage et vulcanisation de pneumatiques. |
| US5473657A (en) | 1994-02-08 | 1995-12-05 | Analogic Corporation | X-ray tomographic scanning system |
| JPH0811232A (ja) * | 1994-06-29 | 1996-01-16 | Bridgestone Corp | タイヤ成形システム |
| US5551619A (en) | 1995-02-14 | 1996-09-03 | Bridgestone/Firestone, Inc. | Tread strip centering guide for tire building machines |
| JPH1191729A (ja) | 1997-09-19 | 1999-04-06 | Shikoku Kakoki Co Ltd | チューブ成形方法と装置及び包装容器製造機械 |
| JP2001247037A (ja) * | 2000-03-04 | 2001-09-11 | Hiroshi Shimizu | 離脱防止レール・逆y字型ボルト車 |
-
2001
- 2001-09-21 US US09/960,078 patent/US6966958B2/en not_active Expired - Fee Related
-
2002
- 2002-09-06 AU AU2002300945A patent/AU2002300945B2/en not_active Ceased
- 2002-09-09 MX MXPA02008774A patent/MXPA02008774A/es active IP Right Grant
- 2002-09-11 CA CA002402832A patent/CA2402832A1/en not_active Abandoned
- 2002-09-13 BR BR0203760-2A patent/BR0203760A/pt not_active Application Discontinuation
- 2002-09-18 KR KR1020020056972A patent/KR100913649B1/ko not_active IP Right Cessation
- 2002-09-19 EP EP02021249A patent/EP1295699A3/en not_active Withdrawn
- 2002-09-23 CN CNB021425124A patent/CN1275760C/zh not_active Expired - Fee Related
- 2002-09-24 JP JP2002277094A patent/JP4532060B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1964363A (en) * | 1930-07-11 | 1934-06-26 | Morgan & Wright | Method and apparatus for manufacturing tires |
| US2818907A (en) * | 1955-05-26 | 1958-01-07 | Goodrich Co B F | Tire building machinery |
Also Published As
| Publication number | Publication date |
|---|---|
| BR0203760A (pt) | 2003-06-03 |
| CN1275760C (zh) | 2006-09-20 |
| KR20030025844A (ko) | 2003-03-29 |
| KR100913649B1 (ko) | 2009-08-24 |
| AU2002300945B2 (en) | 2007-01-25 |
| CA2402832A1 (en) | 2003-03-21 |
| CN1408534A (zh) | 2003-04-09 |
| JP2003145638A (ja) | 2003-05-20 |
| US20030056878A1 (en) | 2003-03-27 |
| US6966958B2 (en) | 2005-11-22 |
| EP1295699A2 (en) | 2003-03-26 |
| MXPA02008774A (es) | 2003-03-27 |
| EP1295699A3 (en) | 2004-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4344124B2 (ja) | タイヤ組立ドラムをタイヤ自動組立システムのワークステーションに対して長手方向に正確に位置決めする方法 | |
| JP4532060B2 (ja) | タイヤ組立ドラムをタイヤ自動組立システムのワークステーションに正確に揃える方法 | |
| KR101369386B1 (ko) | 차륜용 타이어 제조 방법 및 장치 | |
| KR100894776B1 (ko) | 타이어 카카스상에 2개의 비드를 장착하는 방법 및카카스상에 비드를 설정하는 방법 | |
| US8800629B2 (en) | Tire ply applier | |
| KR100894775B1 (ko) | 다수의 타이어 카카스를 동시에 성형하는 방법 | |
| JP2001079955A (ja) | タイヤ組み立てドラム用フィーダ | |
| US7104303B2 (en) | Stabilizer for cantilevered tire building drum | |
| CA1273276A (en) | Method and apparatus for applying tread stock to a tire carcass | |
| JP6215529B2 (ja) | プライをタイヤ組立てドラムに貼り付ける方法 | |
| US5035567A (en) | Unloader for tire building system | |
| JP2002532284A (ja) | グリーンタイヤ自動搬送装置 | |
| EP0309600A1 (en) | Method and apparatus for applying tread stock to a tire carcass |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050920 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050920 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20050920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100323 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100511 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100610 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130618 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |