JP4491230B2 - 3次元物体の模型を製作する方法および装置 - Google Patents
3次元物体の模型を製作する方法および装置 Download PDFInfo
- Publication number
- JP4491230B2 JP4491230B2 JP2003520600A JP2003520600A JP4491230B2 JP 4491230 B2 JP4491230 B2 JP 4491230B2 JP 2003520600 A JP2003520600 A JP 2003520600A JP 2003520600 A JP2003520600 A JP 2003520600A JP 4491230 B2 JP4491230 B2 JP 4491230B2
- Authority
- JP
- Japan
- Prior art keywords
- binder
- printhead
- binder solution
- dimensional object
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000000034 method Methods 0.000 title abstract description 36
- 239000000463 material Substances 0.000 claims abstract description 86
- 239000011230 binding agent Substances 0.000 claims description 152
- 238000007639 printing Methods 0.000 claims description 25
- 239000007921 spray Substances 0.000 claims 1
- 239000000843 powder Substances 0.000 description 48
- 239000010410 layer Substances 0.000 description 43
- 239000003086 colorant Substances 0.000 description 23
- 238000010586 diagram Methods 0.000 description 13
- 238000004140 cleaning Methods 0.000 description 11
- 238000000151 deposition Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- 239000012459 cleaning agent Substances 0.000 description 7
- 230000001276 controlling effect Effects 0.000 description 7
- 239000000976 ink Substances 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 230000008021 deposition Effects 0.000 description 5
- 239000002699 waste material Substances 0.000 description 5
- 238000004040 coloring Methods 0.000 description 4
- 238000011960 computer-aided design Methods 0.000 description 4
- 238000010146 3D printing Methods 0.000 description 3
- 238000003491 array Methods 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000002595 magnetic resonance imaging Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 206010028980 Neoplasm Diseases 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 210000004204 blood vessel Anatomy 0.000 description 1
- 238000009395 breeding Methods 0.000 description 1
- 230000001488 breeding effect Effects 0.000 description 1
- 238000002591 computed tomography Methods 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 238000005094 computer simulation Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000013500 data storage Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000012938 design process Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000008447 perception Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000009738 saturating Methods 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000001060 yellow colorant Substances 0.000 description 1
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/16552—Cleaning of print head nozzles using cleaning fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/12—Spreading-out the material on a substrate, e.g. on the surface of a liquid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/357—Recycling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N1/00—Scanning, transmission or reproduction of documents or the like, e.g. facsimile transmission; Details thereof
- H04N1/46—Colour picture communication systems
- H04N1/56—Processing of colour picture signals
- H04N1/58—Edge or detail enhancement; Noise or error suppression, e.g. colour misregistration correction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/002—Coloured
- B29K2995/0021—Multi-coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/16535—Cleaning of print head nozzles using wiping constructions
- B41J2/16541—Means to remove deposits from wipers or scrapers
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Multimedia (AREA)
- Signal Processing (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Ink Jet (AREA)
- Magnetic Resonance Imaging Apparatus (AREA)
- Apparatus For Radiation Diagnosis (AREA)
Description
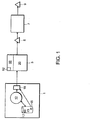
装置内部で空気を循環させることにより、さまざまな問題を解決できる。1つの特定の問題は空中浮遊している粉末、つまり飛散した粉末であり、これによりプリンタ機構および電子構成部品が汚染され、結果的に装置の信頼性が低下する。また、粉末は装置の上蓋内部に堆積し、結果的に装置動作を監視するオペレータ能力を低下させる。
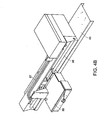
図4Aは、単色および多色モードの両方で高速プリントするのに特に適している高速プリント3次元プリンタの構成部品を示す。キャリッジ85が往復運動するようにガントリ40に取り付けられている。キャリッジ85は、レール86上でy軸(高速軸)に沿って往復運動できる。図4Bには、上蓋を閉じた状態のキャリッジ85、およびガントリ40が、結合剤コンジット87と共に示されている。図4Cは上蓋を開いたキャリッジ85を示している。
造形速度を最大化することは、ユーザの重要な関心事項である。造形時間は2つの主要な要素、すなわち粉末の拡散と結合剤溶液の堆積とを有する。粉末の拡散速度はいくつかの要因で制限される。これら要因には、平滑な表面層の維持および飛散粉末量の最小化を必要とすることが挙げられる。したがって、造形速度を増加させる1つの方法は、結合剤の堆積速度を増加させることである。結合剤の堆積速度を増加させる1つの方法は、複数のプリントヘッドを利用することである。
カラーのインク・ジェット・プリントヘッドをプリンタに組み込むことにより、様々なカラーまたはインクをプリントする能力を提供できる。システムはこれらのプリントヘッドを利用して液体結合剤を堆積させるため、これらプリントヘッドにより、多孔質材料を結合させる材料としてカラー結合剤を堆積できる。特に、粉末材料はホワイトまたは無色であり、インクを吸収して粉末に色を付けることができる。結果的に、本発明の実施形態は、実質的にフルカラーの3次元造形物を造形し、造形物全体にわたって色を変化させることができる。
図11Aは圧力制御されたコンジット87A−145Dにより供給されるプリントヘッド145A−145Dのシステムの概略ブロック図である。図に示すように、結合剤供給システムは複数のプリントヘッド145A、145B、145C、145Dを含み、これらプリントヘッドは、複数の結合剤供給リザーバ175、112、114、116および廃液収容器155に接続されている。図のように、イエロー結合剤供給リザーバ112はイエローに指定されたプリントヘッド145Bに接続され、マゼンタ結合剤供給リザーバ114はマゼンタに指定されたプリントヘッド145Cに、またシアン結合剤供給リザーバ116はシアンに指定されたプリントヘッド145Dに接続されている。透明結合剤供給リザーバ175は透明色に指定されたプリントヘッド145Aおよび色の指定されたプリントヘッド145B、145C、145Dのそれぞれに接続されている。すべてのプリントヘッド145A〜145Dは廃液収容器155に接続されている。詳細は以下に述べる。
3次元物体の模型を製作する方法および装置を、その特定の実施形態に関して図示し、説明してきたが、当業者には、添付の特許請求の範囲に定義された本発明の精神と範囲から逸脱することなく、形態または細部に各種の変更を加えるのが可能であることは理解されるであろう。これらおよび他のすべての均等物も特許請求の範囲に包含されるものとする。
24 材料供給チャンバ
25 供給ピストン
26 造形チャンバ
27 造形テーブル
28 オーバーフロー・シュート
31 フィルタ
34 ブロワ−
81 バケット
82 取付け台
83 上部プレート
Claims (4)
- 造形材料のベッドを充填できる造形チャンバと、
前記造形チャンバを横断して移動するように取り付けられた複数のプリントヘッドと、
前記プリントヘッドの外部の少なくとも1つの結合剤供給源と、
各結合剤供給源を少なくとも1つのプリントヘッドに接続する複数のコンジットと、
前記プリントヘッドにコマンドを発行するソフトウェア命令を格納するコンピュータ読出し可能なメモリと、
を備え、
前記ソフトウェア命令がコマンドを発行して、プリントヘッドに対して、前記結合材供給源に含まれる着色結合剤溶液を、3次元物体の表面からその物体の内部に延びるバンド状に噴射するように命令し、前記バンドが前記3次元物体の縁部で先細り形状を有し、隣接する前記バンド間に、前記縁部から前記物体内部に延びる先細り形状の着色されないセクションを残す、
3次元物体を製作する装置。 - 請求項1において、前記ソフトウェア命令がコマンドを発行して、プリントヘッドに対して、前記バンドの前記先細り形状の部分に高濃度の着色結合剤溶液をプリントするように命令する、3次元物体を製作する装置。
- 造形材料のベッドが充填される造形チャンバを設け、
前記造形チャンバを横断して移動する複数のプリントヘッドを取り付け、
前記プリントヘッドの外部に少なくとも1つの結合剤供給源を設け、
各結合剤供給源を、複数のコンジットを通して少なくとも1つのプリントヘッドに接続し、
前記3次元物体の表面からその物体の内部に延びるバンドに前記結合材供給源に含まれる着色結合剤溶液を供給し、前記バンドが前記3次元物体の縁部で先細り形状を有し、隣接する前記バンド間に、前記縁部から前記3次元物体内部に延びる先細り形状の着色されないセクションを残す、
3次元物体を製作する方法。 - 請求項3において、さらに、前記バンドの前記先細り形状の部分に高濃度の前記着色結合剤溶液をプリントすることを含む、3次元物体を製作する方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/851,502 US6989115B2 (en) | 1996-12-20 | 2001-05-08 | Method and apparatus for prototyping a three-dimensional object |
| PCT/US2002/014591 WO2003016067A2 (en) | 2001-05-08 | 2002-05-08 | Method and apparatus for prototyping a three-dimensional object |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008201111A Division JP4537476B2 (ja) | 2001-05-08 | 2008-08-04 | 3次元物体の模型を製作する方法および装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004538191A JP2004538191A (ja) | 2004-12-24 |
| JP2004538191A5 JP2004538191A5 (ja) | 2005-12-22 |
| JP4491230B2 true JP4491230B2 (ja) | 2010-06-30 |
Family
ID=25310926
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003520600A Expired - Lifetime JP4491230B2 (ja) | 2001-05-08 | 2002-05-08 | 3次元物体の模型を製作する方法および装置 |
| JP2008201111A Expired - Lifetime JP4537476B2 (ja) | 2001-05-08 | 2008-08-04 | 3次元物体の模型を製作する方法および装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008201111A Expired - Lifetime JP4537476B2 (ja) | 2001-05-08 | 2008-08-04 | 3次元物体の模型を製作する方法および装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6989115B2 (ja) |
| EP (2) | EP1385704B1 (ja) |
| JP (2) | JP4491230B2 (ja) |
| AT (1) | ATE533610T1 (ja) |
| CA (1) | CA2447573C (ja) |
| HK (1) | HK1059761A1 (ja) |
| WO (1) | WO2003016067A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200004929A (ko) * | 2017-04-20 | 2020-01-15 | 엑스와이지프린팅, 인크. | 입체 인쇄 장치 |
Families Citing this family (272)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6007318A (en) * | 1996-12-20 | 1999-12-28 | Z Corporation | Method and apparatus for prototyping a three-dimensional object |
| US7037382B2 (en) * | 1996-12-20 | 2006-05-02 | Z Corporation | Three-dimensional printer |
| US8545569B2 (en) | 2001-05-25 | 2013-10-01 | Conformis, Inc. | Patient selectable knee arthroplasty devices |
| US8735773B2 (en) | 2007-02-14 | 2014-05-27 | Conformis, Inc. | Implant device and method for manufacture |
| US8882847B2 (en) | 2001-05-25 | 2014-11-11 | Conformis, Inc. | Patient selectable knee joint arthroplasty devices |
| US8083745B2 (en) | 2001-05-25 | 2011-12-27 | Conformis, Inc. | Surgical tools for arthroplasty |
| US7468075B2 (en) | 2001-05-25 | 2008-12-23 | Conformis, Inc. | Methods and compositions for articular repair |
| US7534263B2 (en) | 2001-05-25 | 2009-05-19 | Conformis, Inc. | Surgical tools facilitating increased accuracy, speed and simplicity in performing joint arthroplasty |
| WO2001034371A2 (en) * | 1999-11-05 | 2001-05-17 | Z Corporation | Material systems and methods of three-dimensional printing |
| US20010050031A1 (en) * | 2000-04-14 | 2001-12-13 | Z Corporation | Compositions for three-dimensional printing of solid objects |
| WO2002026419A1 (de) | 2000-09-25 | 2002-04-04 | Generis Gmbh | Verfahren zum herstellen eines bauteils in ablagerungstechnik |
| AU2002310193B8 (en) | 2001-05-25 | 2007-05-17 | Conformis, Inc. | Methods and compositions for articular resurfacing |
| US8439926B2 (en) | 2001-05-25 | 2013-05-14 | Conformis, Inc. | Patient selectable joint arthroplasty devices and surgical tools |
| DE10216013B4 (de) | 2002-04-11 | 2006-12-28 | Generis Gmbh | Verfahren und Vorrichtung zum Auftragen von Fluiden |
| WO2003096308A1 (en) * | 2002-05-10 | 2003-11-20 | Nagoya Industrial Science Research Institute | Three-dimensional model |
| US7087109B2 (en) * | 2002-09-25 | 2006-08-08 | Z Corporation | Three dimensional printing material system and method |
| US20040080078A1 (en) * | 2002-10-25 | 2004-04-29 | Collins David C. | Methods and systems for producing a desired apparent coloring in an object produced through rapid prototyping |
| US7589868B2 (en) * | 2002-12-11 | 2009-09-15 | Agfa Graphics Nv | Method and apparatus for creating 3D-prints and a 3-D printing system |
| EP2292413B1 (en) | 2003-05-01 | 2016-09-07 | Stratasys Ltd. | Rapid prototyping apparatus |
| EP1475220A3 (en) * | 2003-05-09 | 2009-07-08 | FUJIFILM Corporation | Process for producing three-dimensional model, and three-dimensional model |
| WO2004106041A2 (en) * | 2003-05-23 | 2004-12-09 | Z Corporation | Apparatus and methods for 3d printing |
| US7807077B2 (en) | 2003-06-16 | 2010-10-05 | Voxeljet Technology Gmbh | Methods and systems for the manufacture of layered three-dimensional forms |
| US7141617B2 (en) * | 2003-06-17 | 2006-11-28 | The Board Of Trustees Of The University Of Illinois | Directed assembly of three-dimensional structures with micron-scale features |
| US7645403B2 (en) * | 2003-06-24 | 2010-01-12 | Hewlett-Packard Development Company, L.P. | Method of improving color quality in an object produced by solid freeform fabrication |
| US20050087897A1 (en) * | 2003-10-23 | 2005-04-28 | Nielsen Jeffrey A. | Systems and methods for reducing waste in solid freeform fabrication |
| DE102004008168B4 (de) | 2004-02-19 | 2015-12-10 | Voxeljet Ag | Verfahren und Vorrichtung zum Auftragen von Fluiden und Verwendung der Vorrichtung |
| US20050280185A1 (en) * | 2004-04-02 | 2005-12-22 | Z Corporation | Methods and apparatus for 3D printing |
| DE102004025374A1 (de) * | 2004-05-24 | 2006-02-09 | Technische Universität Berlin | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Artikels |
| US7387359B2 (en) * | 2004-09-21 | 2008-06-17 | Z Corporation | Apparatus and methods for servicing 3D printers |
| US7824001B2 (en) * | 2004-09-21 | 2010-11-02 | Z Corporation | Apparatus and methods for servicing 3D printers |
| US20100023155A1 (en) * | 2004-10-26 | 2010-01-28 | 2089275 Ontario Ltd. | Method for the automated production of three-dimensional objects and textured substrates from two-dimensional or three-dimensional objects |
| US20060159869A1 (en) * | 2005-01-14 | 2006-07-20 | Laura Kramer | Reactive materials systems and methods for solid freeform fabrication of three-dimensional objects |
| US20060214335A1 (en) * | 2005-03-09 | 2006-09-28 | 3D Systems, Inc. | Laser sintering powder recycle system |
| US7357629B2 (en) * | 2005-03-23 | 2008-04-15 | 3D Systems, Inc. | Apparatus and method for aligning a removable build chamber within a process chamber |
| US7520740B2 (en) * | 2005-09-30 | 2009-04-21 | 3D Systems, Inc. | Rapid prototyping and manufacturing system and method |
| CA2623834A1 (en) | 2005-09-30 | 2007-04-12 | Conformis, Inc. | Joint arthroplasty devices |
| US20070126157A1 (en) * | 2005-12-02 | 2007-06-07 | Z Corporation | Apparatus and methods for removing printed articles from a 3-D printer |
| TWI434675B (zh) | 2006-02-06 | 2014-04-21 | Conformis Inc | 患者可選擇式關節置換術裝置及外科工具 |
| US8623026B2 (en) | 2006-02-06 | 2014-01-07 | Conformis, Inc. | Patient selectable joint arthroplasty devices and surgical tools incorporating anatomical relief |
| EP2001656B1 (en) * | 2006-04-06 | 2014-10-15 | 3D Systems Incorporated | KiT FOR THE PRODUCTION OF THREE-DIMENSIONAL OBJECTS BY USE OF ELECTROMAGNETIC RADIATION |
| CN101426748A (zh) | 2006-04-21 | 2009-05-06 | 21世纪国际新技术株式会社 | 成像用组合物、使用成像用组合物的立体图像的制造方法及三维结构体的制造方法 |
| WO2007127899A2 (en) * | 2006-04-28 | 2007-11-08 | Halliburton Energy Services, Inc. | Molds and methods of forming molds associated with manufacture of rotary drill bits and other downhole tools |
| KR101537494B1 (ko) | 2006-05-26 | 2015-07-16 | 3디 시스템즈 인코오퍼레이티드 | 3d 프린터 내에서 재료를 처리하기 위한 인쇄 헤드 및 장치 및 방법 |
| DE102006030350A1 (de) | 2006-06-30 | 2008-01-03 | Voxeljet Technology Gmbh | Verfahren zum Aufbauen eines Schichtenkörpers |
| DE102006038858A1 (de) | 2006-08-20 | 2008-02-21 | Voxeljet Technology Gmbh | Selbstaushärtendes Material und Verfahren zum schichtweisen Aufbau von Modellen |
| EP2055268A4 (en) | 2006-08-21 | 2012-05-30 | Next21 Kk | BONE MODEL, BONE FILLER AND METHOD FOR PRODUCING THE BONE FILLER |
| EP2082754A4 (en) | 2006-11-11 | 2012-10-31 | Univ Tokyo | BONE DEFECTS COMPENSATION LOAD, CONTROLLED RELEASE CARRIER AND METHODS OF MAKING SAME |
| JP5189598B2 (ja) * | 2006-12-08 | 2013-04-24 | スリーディー システムズ インコーポレーテッド | 過酸化物硬化を用いた三次元印刷材料系および方法 |
| US8142860B2 (en) | 2006-12-21 | 2012-03-27 | Agfa Graphics Nv | 3D-inkjet printing methods |
| EP2109528B1 (en) * | 2007-01-10 | 2017-03-15 | 3D Systems Incorporated | Three-dimensional printing material system with improved color, article performance, and ease of use and method using it |
| US20080170112A1 (en) * | 2007-01-17 | 2008-07-17 | Hull Charles W | Build pad, solid image build, and method for building build supports |
| EP2591756A1 (en) | 2007-02-14 | 2013-05-15 | Conformis, Inc. | Implant device and method for manufacture |
| US7968626B2 (en) | 2007-02-22 | 2011-06-28 | Z Corporation | Three dimensional printing material system and method using plasticizer-assisted sintering |
| WO2008107866A1 (en) * | 2007-03-07 | 2008-09-12 | Objet Geometries Ltd. | Rapid production apparatus |
| WO2008157412A2 (en) | 2007-06-13 | 2008-12-24 | Conformis, Inc. | Surgical cutting guide |
| US20080309665A1 (en) * | 2007-06-13 | 2008-12-18 | 3D Systems, Inc., A California Corporation | Distributed rapid prototyping |
| US7744364B2 (en) | 2007-06-21 | 2010-06-29 | Stratasys, Inc. | Extrusion tip cleaning assembly |
| US10226919B2 (en) | 2007-07-18 | 2019-03-12 | Voxeljet Ag | Articles and structures prepared by three-dimensional printing method |
| DE102007033434A1 (de) | 2007-07-18 | 2009-01-22 | Voxeljet Technology Gmbh | Verfahren zum Herstellen dreidimensionaler Bauteile |
| EP2188114B1 (en) | 2007-07-25 | 2018-09-12 | Stratasys Ltd. | Solid freeform fabrication using a plurality of modeling materials |
| US7625200B2 (en) * | 2007-07-31 | 2009-12-01 | Stratasys, Inc. | Extrusion head for use in extrusion-based layered deposition modeling |
| US20090091591A1 (en) * | 2007-10-07 | 2009-04-09 | Yohanan Sivan | Printing Systems And Methods For Generating Relief Images |
| DE102007049058A1 (de) | 2007-10-11 | 2009-04-16 | Voxeljet Technology Gmbh | Materialsystem und Verfahren zum Verändern von Eigenschaften eines Kunststoffbauteils |
| DE102007050679A1 (de) | 2007-10-21 | 2009-04-23 | Voxeljet Technology Gmbh | Verfahren und Vorrichtung zum Fördern von Partikelmaterial beim schichtweisen Aufbau von Modellen |
| DE102007050953A1 (de) * | 2007-10-23 | 2009-04-30 | Voxeljet Technology Gmbh | Vorrichtung zum schichtweisen Aufbau von Modellen |
| GB0818493D0 (en) * | 2008-10-09 | 2008-11-19 | Reedhycalog Uk Ltd | Drilling tool |
| DE102008058378A1 (de) | 2008-11-20 | 2010-05-27 | Voxeljet Technology Gmbh | Verfahren zum schichtweisen Aufbau von Kunststoffmodellen |
| US7991498B2 (en) | 2009-02-03 | 2011-08-02 | Objet Geometries Ltd. | Method and system for building painted three-dimensional objects |
| US8808303B2 (en) | 2009-02-24 | 2014-08-19 | Microport Orthopedics Holdings Inc. | Orthopedic surgical guide |
| US8808297B2 (en) | 2009-02-24 | 2014-08-19 | Microport Orthopedics Holdings Inc. | Orthopedic surgical guide |
| US9017334B2 (en) | 2009-02-24 | 2015-04-28 | Microport Orthopedics Holdings Inc. | Patient specific surgical guide locator and mount |
| US8545209B2 (en) * | 2009-03-31 | 2013-10-01 | Microjet Technology Co., Ltd. | Three-dimensional object forming apparatus and method for forming three-dimensional object |
| US8342833B2 (en) * | 2009-03-31 | 2013-01-01 | Microjet Technology Co., Ltd. | Three-dimensional object forming apparatus |
| EP2419035B1 (en) | 2009-04-16 | 2017-07-05 | ConforMIS, Inc. | Patient-specific joint arthroplasty methods for ligament repair |
| DE102009029765B4 (de) | 2009-06-18 | 2024-10-17 | Concept Laser Gmbh | Vorrichtung zum Herstellen eines dreidimensionalen Objektes |
| DE102009030113A1 (de) | 2009-06-22 | 2010-12-23 | Voxeljet Technology Gmbh | Verfahren und Vorrichtung zum Zuführen von Fluiden beim schichtweisen Bauen von Modellen |
| JP5543740B2 (ja) * | 2009-08-07 | 2014-07-09 | 株式会社コンピュータシステム研究所 | 立体模型製造方法および立体模型 |
| DE102009056695B4 (de) * | 2009-12-02 | 2012-03-29 | Prometal Rct Gmbh | Druckkopf-Reinigungsvorrichtung |
| DE102010006939A1 (de) | 2010-02-04 | 2011-08-04 | Voxeljet Technology GmbH, 86167 | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| US8222908B2 (en) * | 2010-02-16 | 2012-07-17 | Stratasys, Inc. | Capacitive detector for use in extrusion-based digital manufacturing systems |
| DE102010013733A1 (de) | 2010-03-31 | 2011-10-06 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102010013732A1 (de) | 2010-03-31 | 2011-10-06 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102010014969A1 (de) | 2010-04-14 | 2011-10-20 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle |
| DE102010015451A1 (de) | 2010-04-17 | 2011-10-20 | Voxeljet Technology Gmbh | Verfahren und Vorrichtung zum Herstellen dreidimensionaler Objekte |
| CN201685457U (zh) * | 2010-06-02 | 2010-12-29 | 研能科技股份有限公司 | 立体成型机构 |
| DE102010027071A1 (de) | 2010-07-13 | 2012-01-19 | Voxeljet Technology Gmbh | Vorrichtung zum Herstellen dreidimensionaler Modelle mittels Schichtauftragstechnik |
| WO2012085914A1 (en) | 2010-12-21 | 2012-06-28 | Objet Ltd. | Method and system for reuse of materials in additive manufacturing systems |
| DE102010056346A1 (de) | 2010-12-29 | 2012-07-05 | Technische Universität München | Verfahren zum schichtweisen Aufbau von Modellen |
| DE102011007957A1 (de) | 2011-01-05 | 2012-07-05 | Voxeljet Technology Gmbh | Vorrichtung und Verfahren zum Aufbauen eines Schichtenkörpers mit wenigstens einem das Baufeld begrenzenden und hinsichtlich seiner Lage einstellbaren Körper |
| US8512024B2 (en) | 2011-01-20 | 2013-08-20 | Makerbot Industries, Llc | Multi-extruder |
| DE202011003443U1 (de) * | 2011-03-02 | 2011-12-23 | Bego Medical Gmbh | Vorrichtung zur generativen Herstellung dreidimensionaler Bauteile |
| JP5703911B2 (ja) * | 2011-04-01 | 2015-04-22 | セイコーエプソン株式会社 | 造形複合装置 |
| US9207355B2 (en) | 2011-05-26 | 2015-12-08 | Baker Hughes Incorporated | Method for physical modeling of reservoirs |
| DE102011111498A1 (de) | 2011-08-31 | 2013-02-28 | Voxeljet Technology Gmbh | Vorrichtung zum schichtweisen Aufbau von Modellen |
| DE102011082873A1 (de) * | 2011-09-16 | 2013-03-21 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung und Schichtbauverfahren zum Herstellen von dreidimensionalen Formteilen |
| US9408686B1 (en) | 2012-01-20 | 2016-08-09 | Conformis, Inc. | Devices, systems and methods for manufacturing orthopedic implants |
| DE102012004213A1 (de) | 2012-03-06 | 2013-09-12 | Voxeljet Technology Gmbh | Verfahren und Vorrichtung zum Herstellen dreidimensionaler Modelle |
| JP5772668B2 (ja) | 2012-03-08 | 2015-09-02 | カシオ計算機株式会社 | 3次元造形方法及び造形物複合体並びに3次元造形装置 |
| US9486226B2 (en) | 2012-04-18 | 2016-11-08 | Conformis, Inc. | Tibial guides, tools, and techniques for resecting the tibial plateau |
| DE102012010272A1 (de) | 2012-05-25 | 2013-11-28 | Voxeljet Technology Gmbh | Verfahren zum Herstellen dreidimensionaler Modelle mit speziellen Bauplattformen und Antriebssystemen |
| US9675471B2 (en) | 2012-06-11 | 2017-06-13 | Conformis, Inc. | Devices, techniques and methods for assessing joint spacing, balancing soft tissues and obtaining desired kinematics for joint implant components |
| DE102012012363A1 (de) | 2012-06-22 | 2013-12-24 | Voxeljet Technology Gmbh | Vorrichtung zum Aufbauen eines Schichtenkörpers mit entlang des Austragbehälters bewegbarem Vorrats- oder Befüllbehälter |
| CN105666875B (zh) | 2012-09-05 | 2017-09-12 | 阿普雷奇亚制药公司 | 三维打印系统和设备组件 |
| US8888480B2 (en) | 2012-09-05 | 2014-11-18 | Aprecia Pharmaceuticals Company | Three-dimensional printing system and equipment assembly |
| US9636229B2 (en) | 2012-09-20 | 2017-05-02 | Conformis, Inc. | Solid freeform fabrication of implant components |
| WO2014047514A1 (en) | 2012-09-21 | 2014-03-27 | Conformis, Inc. | Methods and systems for optimizing design and manufacture of implant components using solid freeform fabrication |
| DE102012109262A1 (de) * | 2012-09-28 | 2014-04-03 | Bundesrepublik Deutschland, vertreten durch das Bundesministerium für Wirtschaft und Technologie, dieses vertreten durch den Präsidenten der BAM, Bundesanstalt für Materialforschung und -prüfung | Verfahren zur Stabilisierung eines Pulverbetts mittels Unterdruck für die additive Fertigung |
| DE102012020000A1 (de) | 2012-10-12 | 2014-04-17 | Voxeljet Ag | 3D-Mehrstufenverfahren |
| DE102013004940A1 (de) | 2012-10-15 | 2014-04-17 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von dreidimensionalen Modellen mit temperiertem Druckkopf |
| DE102012022859A1 (de) | 2012-11-25 | 2014-05-28 | Voxeljet Ag | Aufbau eines 3D-Druckgerätes zur Herstellung von Bauteilen |
| DE102013003303A1 (de) * | 2013-02-28 | 2014-08-28 | FluidSolids AG | Verfahren zum Herstellen eines Formteils mit einer wasserlöslichen Gussform sowie Materialsystem zu deren Herstellung |
| US9643362B2 (en) * | 2013-03-15 | 2017-05-09 | Microsoft Technology Licensing, Llc | Full color three-dimensional object fabrication |
| MX365513B (es) | 2013-03-15 | 2019-06-06 | Aprecia Pharmaceuticals LLC | Forma de dosificacion de dispersion rapida que contiene levetiracetam. |
| EP3007879B1 (en) * | 2013-06-10 | 2019-02-13 | Renishaw Plc. | Selective laser solidification apparatus and method |
| US11077607B2 (en) * | 2013-10-21 | 2021-08-03 | Made In Space, Inc. | Manufacturing in microgravity and varying external force environments |
| EP2851179B1 (en) * | 2013-09-19 | 2017-11-22 | SDD Holding B.V. | Device for printing simultaneously three dimensional objects |
| US10676219B2 (en) | 2016-10-01 | 2020-06-09 | Shay C. Colson | Printing packaging in expanded material |
| US11292622B2 (en) | 2013-10-07 | 2022-04-05 | Shay C. Colson | 3D printed vehicle packaging |
| US9248611B2 (en) | 2013-10-07 | 2016-02-02 | David A. Divine | 3-D printed packaging |
| US10981680B2 (en) | 2013-10-07 | 2021-04-20 | Shay C. Colson | 3-D printed package customization |
| US11716211B2 (en) | 2016-10-01 | 2023-08-01 | James L. Schmeling | 3D-printed packaging with blockchain integration |
| US11292241B2 (en) | 2016-05-25 | 2022-04-05 | Shay C. Colson | 3-D packaging and shipping based on aggregate data |
| KR101346704B1 (ko) | 2013-10-18 | 2013-12-31 | 이재식 | 멀티칼라 제품성형이 가능한 3d 프린터 |
| DE102013018182A1 (de) | 2013-10-30 | 2015-04-30 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von dreidimensionalen Modellen mit Bindersystem |
| CN104647754A (zh) | 2013-11-18 | 2015-05-27 | 精工爱普生株式会社 | 三维立体造形物、制造方法和装置及装置控制方法和程序 |
| US9744726B2 (en) * | 2013-11-25 | 2017-08-29 | Xerox Corporation | 3D print manufacturing of packages with personalized labeling technology |
| DE102013018031A1 (de) | 2013-12-02 | 2015-06-03 | Voxeljet Ag | Wechselbehälter mit verfahrbarer Seitenwand |
| JP6264006B2 (ja) | 2013-12-10 | 2018-01-24 | セイコーエプソン株式会社 | 造形方法および造形装置 |
| DE102013020491A1 (de) | 2013-12-11 | 2015-06-11 | Voxeljet Ag | 3D-Infiltrationsverfahren |
| DE102013021091A1 (de) * | 2013-12-18 | 2015-06-18 | Voxeljet Ag | 3D-Druckverfahren mit Schnelltrockenschritt |
| EP2886307A1 (de) | 2013-12-20 | 2015-06-24 | Voxeljet AG | Vorrichtung, Spezialpapier und Verfahren zum Herstellen von Formteilen |
| EP3086920B1 (en) * | 2013-12-23 | 2019-07-24 | The Exone Company | Methods and systems for three-dimensional printing utilizing multiple binder fluids |
| WO2015100085A2 (en) * | 2013-12-23 | 2015-07-02 | The Exone Company | Methods and systems for three-dimensional printing utilizing a jetted-particle binder fluid |
| JP2015131398A (ja) | 2014-01-09 | 2015-07-23 | セイコーエプソン株式会社 | 三次元造形物の製造方法、三次元造形物製造装置、インクセットおよび三次元造形物 |
| JP6387614B2 (ja) | 2014-01-09 | 2018-09-12 | セイコーエプソン株式会社 | 三次元造形物の製造方法およびインクセット |
| DE112014006189T5 (de) * | 2014-01-16 | 2016-09-29 | Hewlett-Packard Development Company, L.P. | Erzeugen von dreidimensionalen Objekten |
| KR101971413B1 (ko) | 2014-01-16 | 2019-04-22 | 휴렛-팩커드 디벨롭먼트 컴퍼니, 엘.피. | 입체 물체 생성 |
| WO2015108551A1 (en) * | 2014-01-16 | 2015-07-23 | Hewlett-Packard Development Company, L.P. | Generating three-dimensional objects |
| DE112014006185B4 (de) | 2014-01-16 | 2023-08-24 | Hewlett-Packard Development Company, L.P. | Vorrichtung zum Erstellen von dreidimensionalen Gegenständen |
| US10889059B2 (en) | 2014-01-16 | 2021-01-12 | Hewlett-Packard Development Company, L.P. | Generating three-dimensional objects |
| JP6645973B2 (ja) * | 2014-01-26 | 2020-02-14 | ストラタシス リミテッド | 3次元印刷オブジェクトの着色 |
| US9415546B2 (en) | 2014-01-29 | 2016-08-16 | Xerox Corporation | System and method for controlling material drop volume in three dimensional object printing |
| WO2015117054A1 (en) * | 2014-02-02 | 2015-08-06 | Worcester Polytechnic Institute | Method and system for fabricating thermal insulation for retrofit applications |
| US10307970B2 (en) | 2014-02-20 | 2019-06-04 | Made In Space, Inc. | In-situ resource preparation and utilization methods |
| JP2015174427A (ja) * | 2014-03-18 | 2015-10-05 | セイコーエプソン株式会社 | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 |
| JPWO2015141782A1 (ja) * | 2014-03-19 | 2017-04-13 | シーメット株式会社 | プリントヘッドユニット、三次元積層造形装置、三次元積層造形方法および造形物 |
| WO2015142546A1 (en) * | 2014-03-21 | 2015-09-24 | Carbon3D, Inc. | Method and apparatus for three-dimensional fabrication with gas injection through carrier |
| JP6289201B2 (ja) * | 2014-03-26 | 2018-03-07 | 株式会社ミマキエンジニアリング | 三次元造形物製造用インク及びその利用 |
| DE102014004692A1 (de) | 2014-03-31 | 2015-10-15 | Voxeljet Ag | Verfahren und Vorrichtung für den 3D-Druck mit klimatisierter Verfahrensführung |
| US9162509B1 (en) * | 2014-03-31 | 2015-10-20 | Xerox Corporation | System for detecting inoperative inkjets in printheads ejecting clear ink using thermal substrates |
| JP6519100B2 (ja) | 2014-04-23 | 2019-05-29 | セイコーエプソン株式会社 | 焼結造形方法、液状結合剤、および焼結造形物 |
| JP6461488B2 (ja) * | 2014-05-21 | 2019-01-30 | 株式会社ミマキエンジニアリング | 三次元構造物を形成する形成装置 |
| DE102014007584A1 (de) | 2014-05-26 | 2015-11-26 | Voxeljet Ag | 3D-Umkehrdruckverfahren und Vorrichtung |
| WO2015186750A1 (ja) | 2014-06-04 | 2015-12-10 | 三菱日立パワーシステムズ株式会社 | 立体造形システム、造形データの提供装置及び提供方法 |
| US9399256B2 (en) | 2014-06-20 | 2016-07-26 | Velo3D, Inc. | Apparatuses, systems and methods for three-dimensional printing |
| TW201609934A (zh) | 2014-07-01 | 2016-03-16 | 精工愛普生股份有限公司 | 三維造形用組合物、三維造形物之製造方法及三維造形物 |
| DE102014109706A1 (de) * | 2014-07-10 | 2016-01-14 | Bundesrepublik Deutschland, Vertreten Durch Den Bundesminister Für Wirtschaft Und Energie, Dieser Vertreten Durch Den Präsidenten Der Bundesanstalt Für Materialforschung Und -Prüfung (Bam) | Aufbau und Verwendung einer geometrisch dicht gepackten Pulverschicht |
| JP2016033940A (ja) * | 2014-07-31 | 2016-03-10 | 株式会社東芝 | ガス絶縁変圧器 |
| JP2016033959A (ja) * | 2014-07-31 | 2016-03-10 | 株式会社東芝 | 負荷時タップ切換器および負荷時タップ切換器用切換開閉器 |
| US10946556B2 (en) | 2014-08-02 | 2021-03-16 | Voxeljet Ag | Method and casting mold, in particular for use in cold casting methods |
| KR102199789B1 (ko) * | 2014-08-07 | 2021-01-08 | 삼성전자주식회사 | 조형물 형성 장치 및 조형물 형성 장치의 제어 방법 |
| CN104260341B (zh) * | 2014-08-19 | 2016-09-21 | 英华达(上海)科技有限公司 | 一种结合材料喷头和颜料喷头的3d打印方法及系统 |
| CN104260353B (zh) | 2014-09-24 | 2017-01-25 | 英华达(上海)科技有限公司 | 快速成型系统及其方法 |
| JP6397293B2 (ja) * | 2014-09-29 | 2018-09-26 | 株式会社Screenホールディングス | 立体造形装置および立体造形物の製造方法 |
| US10052823B2 (en) | 2014-10-08 | 2018-08-21 | Xerox Corporation | System and method for test pattern formation during three-dimensional object printing |
| EP3221125B1 (en) * | 2014-11-20 | 2019-08-28 | Hewlett-Packard Development Company, L.P. | Generating three-dimensional objects |
| JP6421562B2 (ja) * | 2014-11-25 | 2018-11-14 | セイコーエプソン株式会社 | 三次元造形物の製造方法および三次元造形物製造装置 |
| JP6532390B2 (ja) * | 2014-12-02 | 2019-06-19 | 株式会社ミマキエンジニアリング | 立体物造形装置および立体物造形方法 |
| US20160151975A1 (en) | 2014-12-02 | 2016-06-02 | Mimaki Engineering Co., Ltd. | Apparatus for forming three-dimensional object and method for forming three-dimensional object |
| CN105751496A (zh) * | 2014-12-19 | 2016-07-13 | 研能科技股份有限公司 | 页宽喷印的快速成型装置 |
| CN105751494A (zh) * | 2014-12-19 | 2016-07-13 | 研能科技股份有限公司 | 页宽喷印的快速成型装置 |
| CN105751498A (zh) * | 2014-12-19 | 2016-07-13 | 研能科技股份有限公司 | 页宽喷印的快速成型装置 |
| CN105751497A (zh) * | 2014-12-19 | 2016-07-13 | 研能科技股份有限公司 | 页宽喷印的快速成型装置 |
| DE102015006533A1 (de) | 2014-12-22 | 2016-06-23 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Schichtaufbautechnik |
| GB201500607D0 (en) * | 2015-01-14 | 2015-02-25 | Digital Metal Ab | Additive manufacturing method, method of processing object data, data carrier, object data processor and manufactured object |
| CN105835359A (zh) * | 2015-01-16 | 2016-08-10 | 研能科技股份有限公司 | 快速成型装置的打印模块 |
| TWI606914B (zh) * | 2015-01-16 | 2017-12-01 | 研能科技股份有限公司 | 快速成型裝置之列印模組 |
| TWI604943B (zh) * | 2015-01-30 | 2017-11-11 | 研能科技股份有限公司 | 快速成型裝置之列印模組 |
| US20170341307A1 (en) * | 2015-01-30 | 2017-11-30 | Hewlett-Packard Development Company, L.P. | Fabricating three dimensional objects |
| CN105984147B (zh) * | 2015-02-04 | 2018-11-30 | 三纬国际立体列印科技股份有限公司 | 立体打印装置 |
| EP3230047B1 (en) * | 2015-03-05 | 2021-11-10 | Hewlett-Packard Development Company, L.P. | System, method and computer storage medium for generating three-dimensional objects |
| DE102015103726A1 (de) * | 2015-03-13 | 2016-09-15 | Exone Gmbh | 3D-Drucker mit Beschichter und Beschichter-Reinigungsvorrichtung |
| CN106032061B (zh) * | 2015-03-16 | 2018-05-22 | 研能科技股份有限公司 | 立体成型装置 |
| DE102015003372A1 (de) | 2015-03-17 | 2016-09-22 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Doppelrecoater |
| GB201505458D0 (en) | 2015-03-30 | 2015-05-13 | Renishaw Plc | Additive manufacturing apparatus and methods |
| US9286554B1 (en) | 2015-04-01 | 2016-03-15 | Xerox Corporation | System and method for halftone printing in a three-dimensional object printer |
| CN107530954B (zh) * | 2015-05-15 | 2021-06-04 | 惠普发展公司有限责任合伙企业 | 用于产生三维对象的系统和方法 |
| DE102015006363A1 (de) | 2015-05-20 | 2016-12-15 | Voxeljet Ag | Phenolharzverfahren |
| CN107530966B (zh) * | 2015-07-09 | 2021-06-18 | 惠普发展公司有限责任合伙企业 | 生成具有目标表面粗糙度的三维物体 |
| US9707785B2 (en) | 2015-07-16 | 2017-07-18 | Xerox Corporation | System and method for analysis of compact printed test patterns |
| JP2017030177A (ja) * | 2015-07-30 | 2017-02-09 | セイコーエプソン株式会社 | 立体物造形装置、立体物造形装置の制御方法、立体物造形装置を用いた立体物の生産方法、立体物造形装置と通信可能な情報処理装置、及び、立体物造形システム |
| JP6582684B2 (ja) | 2015-07-30 | 2019-10-02 | セイコーエプソン株式会社 | 立体物造形装置、立体物造形装置と通信可能な情報処理装置、立体物造形装置の制御方法、立体物造形装置を用いた立体物の生産方法、及び、立体物造形システム |
| CN106427249B (zh) * | 2015-08-12 | 2019-06-07 | 三纬国际立体列印科技股份有限公司 | 粉末式3d打印的打印信息处理方法 |
| CN107921471B (zh) | 2015-08-21 | 2023-05-23 | 阿普雷奇亚制药有限责任公司 | 三维打印系统和设备组件 |
| DE102015011503A1 (de) | 2015-09-09 | 2017-03-09 | Voxeljet Ag | Verfahren zum Auftragen von Fluiden |
| DE102015011790A1 (de) | 2015-09-16 | 2017-03-16 | Voxeljet Ag | Vorrichtung und Verfahren zum Herstellen dreidimensionaler Formteile |
| US10733911B2 (en) | 2015-10-14 | 2020-08-04 | Humanetics Innovative Solutions, Inc. | Three-dimensional ribs and method of three-dimensional printing of ribs for crash test dummy |
| US10395561B2 (en) | 2015-12-07 | 2019-08-27 | Humanetics Innovative Solutions, Inc. | Three-dimensionally printed internal organs for crash test dummy |
| US10065270B2 (en) | 2015-11-06 | 2018-09-04 | Velo3D, Inc. | Three-dimensional printing in real time |
| US10471697B2 (en) | 2015-11-13 | 2019-11-12 | R3 Printing, Inc. | System and method for on-demand colorization for extrusion-based additive construction |
| US10913259B2 (en) | 2015-11-20 | 2021-02-09 | Ricoh Company, Ltd. | Three-dimensional shaping apparatus and three-dimensional shaping system |
| JP6699287B2 (ja) * | 2015-11-20 | 2020-05-27 | 株式会社リコー | 立体造形装置および立体造形システム |
| DE102015015353A1 (de) | 2015-12-01 | 2017-06-01 | Voxeljet Ag | Verfahren und Vorrichtung zur Herstellung von dreidimensionalen Bauteilen mittels Überschussmengensensor |
| US10286603B2 (en) | 2015-12-10 | 2019-05-14 | Velo3D, Inc. | Skillful three-dimensional printing |
| JP2017105101A (ja) * | 2015-12-11 | 2017-06-15 | 株式会社ミマキエンジニアリング | 三次元造形物、並びにこれを生成する三次元造形装置及び方法 |
| DE102015122460A1 (de) * | 2015-12-21 | 2017-06-22 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur Herstellung dreidimensionaler Objekte |
| WO2017143077A1 (en) | 2016-02-18 | 2017-08-24 | Velo3D, Inc. | Accurate three-dimensional printing |
| US10696036B2 (en) | 2016-03-01 | 2020-06-30 | Ricoh Company, Ltd. | Apparatus and method of fabricating three-dimensional object |
| DE102016002777A1 (de) | 2016-03-09 | 2017-09-14 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Baufeldwerkzeugen |
| CN105728717A (zh) * | 2016-04-28 | 2016-07-06 | 苏州艾泰普机械有限公司 | 一种3d打印机 |
| EP3390009B1 (en) * | 2016-05-12 | 2022-02-16 | Hewlett-Packard Development Company, L.P. | Airflow component |
| US10765658B2 (en) | 2016-06-22 | 2020-09-08 | Mastix LLC | Oral compositions delivering therapeutically effective amounts of cannabinoids |
| EP3263316B1 (en) | 2016-06-29 | 2019-02-13 | VELO3D, Inc. | Three-dimensional printing and three-dimensional printers |
| US11691343B2 (en) | 2016-06-29 | 2023-07-04 | Velo3D, Inc. | Three-dimensional printing and three-dimensional printers |
| DE102016008656B4 (de) | 2016-07-20 | 2023-03-30 | Voxeljet Ag | Vorrichtung und Verfahren zum Herstellen von 3D-Formteilen sowie Verwendung einer Folie und eines Unterdruckmittels |
| US11260585B2 (en) * | 2016-07-22 | 2022-03-01 | Hewlett-Packard Development Company, L.P. | Indexing in 3D printing |
| EP3436240B1 (en) * | 2016-07-29 | 2022-08-31 | Hewlett-Packard Development Company, L.P. | Build material layer quality level determination |
| US9987682B2 (en) | 2016-08-03 | 2018-06-05 | 3Deo, Inc. | Devices and methods for three-dimensional printing |
| US20180093418A1 (en) | 2016-09-30 | 2018-04-05 | Velo3D, Inc. | Three-dimensional objects and their formation |
| CN107876778A (zh) * | 2016-09-30 | 2018-04-06 | 珠海天威飞马打印耗材有限公司 | 一种熔融沉积成型的金属三维打印机及其打印方法 |
| US10150282B2 (en) | 2016-10-14 | 2018-12-11 | Xerox Corporation | System and method for additive manufacture of chemical delivery devices using halftone screening |
| US20180111196A1 (en) * | 2016-10-21 | 2018-04-26 | Velo3D, Inc. | Operation of three-dimensional printer components |
| US10569561B2 (en) | 2016-10-27 | 2020-02-25 | Hewlett-Packard Development Company, L.P. | Valves for fluid ejection devices |
| US20180126462A1 (en) | 2016-11-07 | 2018-05-10 | Velo3D, Inc. | Gas flow in three-dimensional printing |
| DE102016013610A1 (de) | 2016-11-15 | 2018-05-17 | Voxeljet Ag | Intregierte Druckkopfwartungsstation für das pulverbettbasierte 3D-Drucken |
| US20180186080A1 (en) | 2017-01-05 | 2018-07-05 | Velo3D, Inc. | Optics in three-dimensional printing |
| US10919286B2 (en) * | 2017-01-13 | 2021-02-16 | GM Global Technology Operations LLC | Powder bed fusion system with point and area scanning laser beams |
| CN110114204A (zh) | 2017-02-10 | 2019-08-09 | 惠普发展公司,有限责任合伙企业 | 熔融模块 |
| US10449710B2 (en) * | 2017-02-17 | 2019-10-22 | Thermwood Corporation | Methods and apparatus for compressing material during additive manufacturing |
| US20180250744A1 (en) | 2017-03-02 | 2018-09-06 | Velo3D, Inc. | Three-dimensional printing of three-dimensional objects |
| US20180281284A1 (en) | 2017-03-28 | 2018-10-04 | Velo3D, Inc. | Material manipulation in three-dimensional printing |
| TWI711487B (zh) * | 2017-04-21 | 2020-12-01 | 三緯國際立體列印科技股份有限公司 | 噴頭清潔模組 |
| CN108724731B (zh) * | 2017-04-21 | 2020-06-09 | 三纬国际立体列印科技股份有限公司 | 喷头清洁模组 |
| JP6441415B1 (ja) * | 2017-06-27 | 2018-12-19 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
| DE102017006860A1 (de) | 2017-07-21 | 2019-01-24 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Spektrumswandler |
| BR112020001860A2 (pt) * | 2017-07-28 | 2020-07-28 | Hewlett-Packard Development Company, L.P. | impressora tridimensional |
| CN109421264A (zh) * | 2017-08-30 | 2019-03-05 | 三纬国际立体列印科技股份有限公司 | 喷墨方法以及立体打印装置 |
| DE102017122849A1 (de) | 2017-10-02 | 2019-04-04 | Stefan Fischer | Fluidversorgungssystem für einen 3D-Drucker |
| EP3486004B1 (en) * | 2017-11-16 | 2021-09-15 | CL Schutzrechtsverwaltungs GmbH | Build material application device and apparatus for additively manufacturing three-dimensional objects |
| US12042987B2 (en) | 2017-11-27 | 2024-07-23 | Hewlett-Packard Development Company, L.P. | Selective deposit of a functional agent |
| US10272525B1 (en) | 2017-12-27 | 2019-04-30 | Velo3D, Inc. | Three-dimensional printing systems and methods of their use |
| FR3076760B1 (fr) * | 2018-01-15 | 2020-02-07 | Chanel Parfums Beaute | Procede de post-traitement d'une piece obtenue par fabrication additive a partir d'une poudre d'un materiau plastique |
| US10144176B1 (en) | 2018-01-15 | 2018-12-04 | Velo3D, Inc. | Three-dimensional printing systems and methods of their use |
| US10814388B2 (en) | 2018-01-24 | 2020-10-27 | General Electric Company | Heated gas circulation system for an additive manufacturing machine |
| US10814395B2 (en) * | 2018-01-24 | 2020-10-27 | General Electric Company | Heated gas circulation system for an additive manufacturing machine |
| US20210402697A1 (en) * | 2018-04-30 | 2021-12-30 | Hewlett-Packard Development Company, L.P. | Computations of values for build material recyclability ratio selections |
| DE102018006473A1 (de) | 2018-08-16 | 2020-02-20 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen durch Schichtaufbautechnik mittels Verschlussvorrichtung |
| EP3877150B1 (de) * | 2018-11-08 | 2024-10-23 | Technische Universität Berlin | Druckkopf für die additive fertigung von faserverbundwerkstoffen |
| EP3880435B1 (en) | 2018-11-12 | 2024-03-27 | Össur Iceland EHF | Additive manufacturing system and corresponding components for elastomeric materials |
| DE102019000796A1 (de) | 2019-02-05 | 2020-08-06 | Voxeljet Ag | Wechselbare Prozesseinheit |
| WO2020237144A1 (en) | 2019-05-23 | 2020-11-26 | General Electric Company | Additive manufacturing recoat assemblies including sensors and methods for using the same |
| US12042988B2 (en) | 2019-05-23 | 2024-07-23 | General Electric Company | Additive manufacturing apparatuses and methods |
| EP3972813A2 (en) | 2019-05-23 | 2022-03-30 | General Electric Company | Additive manufacturing apparatuses and methods for using the same |
| EP3972761A2 (en) | 2019-05-23 | 2022-03-30 | General Electric Company | Cleaning fluids for use in additive manufacturing apparatuses and methods for monitoring status and performance of the same |
| DE202019102983U1 (de) | 2019-05-27 | 2019-07-04 | Exone Gmbh | Druckkopfreinigungsvorrichtung für einen 3D-Drucker und 3D-Drucker mit einer Druckkopfreinigungsvorrichtung |
| WO2020242542A1 (en) | 2019-05-29 | 2020-12-03 | Wright Medical Technology, Inc. | Preparing a tibia for receiving tibial implant component of a replacement ankle |
| CA3148849A1 (en) | 2019-07-26 | 2021-02-04 | Velo3D, Inc. | Quality assurance in formation of three-dimensional objects |
| KR102078813B1 (ko) * | 2019-07-29 | 2020-02-19 | 주식회사 에스에프에스 | 3차원 프린터 및 3차원 프린터의 조형 박스 정렬 방법 |
| DE102019122286B4 (de) | 2019-08-20 | 2024-09-19 | Kumovis GmbH | 3D-Drucker zum 3D-Druck von Kunststoffen für medizinische Anwendungen |
| DE102019122291A1 (de) | 2019-08-20 | 2021-02-25 | Kumovis GmbH | Positioniersystem für ein Additiv-Manufacturing-System sowie Additiv-Manufacturing-System |
| DE102019122302A1 (de) | 2019-08-20 | 2021-02-25 | Kumovis GmbH | Druckkopf für ein additives Manufacturing-System sowie Additiv-Manufacturing-System |
| KR102100351B1 (ko) * | 2019-10-08 | 2020-04-13 | 주식회사 에스앤티 | 3d 프린터용 공정 스테이지 및 그를 가지는 3d 프린터 |
| KR102100353B1 (ko) * | 2019-10-08 | 2020-04-13 | 주식회사 에스앤티 | 프린팅 헤드장치를 가지는 3d 프린터 |
| KR102084892B1 (ko) * | 2019-10-08 | 2020-05-26 | 주식회사 에스앤티 | 3d 프린터용 파우더 공급장치 및 그를 가지는 3d 프린터 |
| KR102084893B1 (ko) * | 2019-10-08 | 2020-05-26 | 주식회사 에스앤티 | 파우더 클리닝 장치를 가지는 3d 프린터 |
| KR102113758B1 (ko) * | 2019-10-08 | 2020-06-03 | 주식회사 에스앤티 | 파우더방식 3d 프린터 |
| DE102019007595A1 (de) | 2019-11-01 | 2021-05-06 | Voxeljet Ag | 3d-druckverfahren und damit hergestelltes formteil unter verwendung von ligninsulfat |
| WO2021097042A1 (en) | 2019-11-12 | 2021-05-20 | Ossur Iceland Ehf | Ventilated prosthetic liner |
| WO2021212110A1 (en) | 2020-04-17 | 2021-10-21 | Eagle Engineered Solutions, Inc. | Powder spreading apparatus and system |
| WO2022093691A1 (en) * | 2020-10-29 | 2022-05-05 | General Electric Company | Print head assembly and methods for using the same |
| WO2022187244A1 (en) | 2021-03-01 | 2022-09-09 | Carpenter Technology Corporation | Metal powder management system for additive manufacturing |
| CN116901435A (zh) * | 2021-09-18 | 2023-10-20 | 重庆理工大学 | 一种高质量3d打印机及其打印装置 |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2775758A (en) | 1951-05-25 | 1956-12-25 | Munz Otto John | Photo-glyph recording |
| US3428503A (en) | 1964-10-26 | 1969-02-18 | Lloyd D Beckerle | Three-dimensional reproduction method |
| DE2623823A1 (de) * | 1976-05-28 | 1977-12-08 | Sapco Systemanalyse & Projektb | Vorrichtung zur zufuehrung von granulat- oder pulverfoermigen kunststoffen unter vakuum |
| US4247508B1 (en) | 1979-12-03 | 1996-10-01 | Dtm Corp | Molding process |
| US5076869A (en) | 1986-10-17 | 1991-12-31 | Board Of Regents, The University Of Texas System | Multiple material systems for selective beam sintering |
| US5296062A (en) | 1986-10-17 | 1994-03-22 | The Board Of Regents, The University Of Texas System | Multiple material systems for selective beam sintering |
| DE3751819T2 (de) * | 1986-10-17 | 1996-09-26 | Univ Texas | Verfahren und Vorrichtung zur Herstellung von gesinterten Formkörpern durch Teilsinterung |
| US5017753A (en) | 1986-10-17 | 1991-05-21 | Board Of Regents, The University Of Texas System | Method and apparatus for producing parts by selective sintering |
| US4944817A (en) | 1986-10-17 | 1990-07-31 | Board Of Regents, The University Of Texas System | Multiple material systems for selective beam sintering |
| US4863538A (en) | 1986-10-17 | 1989-09-05 | Board Of Regents, The University Of Texas System | Method and apparatus for producing parts by selective sintering |
| US5155324A (en) | 1986-10-17 | 1992-10-13 | Deckard Carl R | Method for selective laser sintering with layerwise cross-scanning |
| EP0289116A1 (en) | 1987-03-04 | 1988-11-02 | Westinghouse Electric Corporation | Method and device for casting powdered materials |
| DE3713794A1 (de) | 1987-04-24 | 1988-11-10 | Siemens Ag | Vorrichtung zum reinigen und verschliessen der duesenflaeche eines tintenkopfes |
| US5015312A (en) * | 1987-09-29 | 1991-05-14 | Kinzie Norman F | Method and apparatus for constructing a three-dimensional surface of predetermined shape and color |
| GB2233928B (en) * | 1989-05-23 | 1992-12-23 | Brother Ind Ltd | Apparatus and method for forming three-dimensional article |
| US5053090A (en) | 1989-09-05 | 1991-10-01 | Board Of Regents, The University Of Texas System | Selective laser sintering with assisted powder handling |
| US5088047A (en) | 1989-10-16 | 1992-02-11 | Bynum David K | Automated manufacturing system using thin sections |
| US5121329A (en) | 1989-10-30 | 1992-06-09 | Stratasys, Inc. | Apparatus and method for creating three-dimensional objects |
| US5204055A (en) | 1989-12-08 | 1993-04-20 | Massachusetts Institute Of Technology | Three-dimensional printing techniques |
| US5387380A (en) | 1989-12-08 | 1995-02-07 | Massachusetts Institute Of Technology | Three-dimensional printing techniques |
| US5127037A (en) | 1990-08-15 | 1992-06-30 | Bynum David K | Apparatus for forming a three-dimensional reproduction of an object from laminations |
| AU9065991A (en) | 1990-11-09 | 1992-06-11 | Dtm Corporation | Controlled gas flow for selective laser sintering |
| US5155321A (en) | 1990-11-09 | 1992-10-13 | Dtm Corporation | Radiant heating apparatus for providing uniform surface temperature useful in selective laser sintering |
| DK0500225T3 (da) * | 1991-01-31 | 1996-02-05 | Texas Instruments Inc | System, fremgangsmåde og proces til computerstyret fremstilling af tredimensionale genstande udfra computerdata |
| US5252264A (en) | 1991-11-08 | 1993-10-12 | Dtm Corporation | Apparatus and method for producing parts with multi-directional powder delivery |
| US5342919A (en) | 1992-11-23 | 1994-08-30 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therewith |
| US5490882A (en) | 1992-11-30 | 1996-02-13 | Massachusetts Institute Of Technology | Process for removing loose powder particles from interior passages of a body |
| US5352405A (en) | 1992-12-18 | 1994-10-04 | Dtm Corporation | Thermal control of selective laser sintering via control of the laser scan |
| US6146567A (en) * | 1993-02-18 | 2000-11-14 | Massachusetts Institute Of Technology | Three dimensional printing methods |
| WO1994019112A2 (en) | 1993-02-18 | 1994-09-01 | Massachusetts Institute Of Technology | High speed, high quality three dimensional printing |
| SE504560C2 (sv) | 1993-05-12 | 1997-03-03 | Ralf Larson | Sätt och anordning för skiktvis framställning av kroppar från pulver |
| DE4417083A1 (de) | 1994-05-16 | 1995-11-23 | Eos Electro Optical Syst | Beschichtungsvorrichtung, insbesondere für eine Einrichtung zum stereolithographischen Bilden eines dreidimensionalen Objekts |
| WO1995034468A1 (en) | 1994-06-14 | 1995-12-21 | Soligen, Inc. | Powder handling apparatus for additive fabrication equipment |
| US5859775A (en) | 1994-10-19 | 1999-01-12 | Bpm Technology, Inc. | Apparatus and method including deviation sensing and recovery features for making three-dimensional articles |
| BR9607005A (pt) * | 1995-02-01 | 1997-10-28 | 3D Systems Inc | Revestímento rápido de objetos tridimensionais formados em uma base transversal seccional |
| US6136252A (en) * | 1995-09-27 | 2000-10-24 | 3D Systems, Inc. | Apparatus for electro-chemical deposition with thermal anneal chamber |
| US5902441A (en) | 1996-09-04 | 1999-05-11 | Z Corporation | Method of three dimensional printing |
| US6007318A (en) * | 1996-12-20 | 1999-12-28 | Z Corporation | Method and apparatus for prototyping a three-dimensional object |
| US6612824B2 (en) * | 1999-03-29 | 2003-09-02 | Minolta Co., Ltd. | Three-dimensional object molding apparatus |
| EP1296776A4 (en) * | 2000-06-01 | 2004-12-08 | Univ Texas | SELECTIVE DIRECT LASER SINTERING OF METALS |
-
2001
- 2001-05-08 US US09/851,502 patent/US6989115B2/en not_active Expired - Fee Related
-
2002
- 2002-05-08 WO PCT/US2002/014591 patent/WO2003016067A2/en active Application Filing
- 2002-05-08 EP EP02789141A patent/EP1385704B1/en not_active Expired - Lifetime
- 2002-05-08 EP EP10182753.3A patent/EP2261009B1/en not_active Expired - Lifetime
- 2002-05-08 CA CA002447573A patent/CA2447573C/en not_active Expired - Fee Related
- 2002-05-08 JP JP2003520600A patent/JP4491230B2/ja not_active Expired - Lifetime
- 2002-05-08 AT AT02789141T patent/ATE533610T1/de active
-
2004
- 2004-04-01 HK HK04102394.4A patent/HK1059761A1/xx not_active IP Right Cessation
-
2008
- 2008-08-04 JP JP2008201111A patent/JP4537476B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200004929A (ko) * | 2017-04-20 | 2020-01-15 | 엑스와이지프린팅, 인크. | 입체 인쇄 장치 |
| KR102097041B1 (ko) | 2017-04-20 | 2020-04-06 | 엑스와이지프린팅, 인크. | 입체 인쇄 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003016067A9 (en) | 2004-05-27 |
| JP2008302701A (ja) | 2008-12-18 |
| US6989115B2 (en) | 2006-01-24 |
| US20020079601A1 (en) | 2002-06-27 |
| JP2004538191A (ja) | 2004-12-24 |
| EP2261009A1 (en) | 2010-12-15 |
| CA2447573A1 (en) | 2003-02-27 |
| WO2003016067A2 (en) | 2003-02-27 |
| CA2447573C (en) | 2009-12-01 |
| EP1385704B1 (en) | 2011-11-16 |
| EP2261009B1 (en) | 2017-07-12 |
| WO2003016067A3 (en) | 2003-11-27 |
| ATE533610T1 (de) | 2011-12-15 |
| JP4537476B2 (ja) | 2010-09-01 |
| HK1059761A1 (en) | 2004-07-16 |
| EP1385704A2 (en) | 2004-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4491230B2 (ja) | 3次元物体の模型を製作する方法および装置 | |
| JP5059832B2 (ja) | 三次元物体をプロトタイピングするための方法及び装置 | |
| CN1073510C (zh) | 制造油墨喷射管的方法 | |
| JP2004538191A5 (ja) | ||
| WO1998028124A9 (en) | Method and apparatus for prototyping a three-dimensional object | |
| US20050225007A1 (en) | Method and apparatus for rapid prototyping using computer-printer aided to object realization | |
| JP2005503939A (ja) | 3次元プリンタ | |
| CN1911635A (zh) | 计算机与打印机辅助实物化的快速成型装置 | |
| CN109070462B (zh) | 在3d打印中形成微观结构 | |
| JP6699287B2 (ja) | 立体造形装置および立体造形システム | |
| CN107848196A (zh) | 打印试剂的分配 | |
| CN110576601A (zh) | 一种多喷头3d打印方法 | |
| KR102725015B1 (ko) | 노즐 막힘 방지용 클리너 분사장치의 운용방법 | |
| JP2020111027A (ja) | 印刷装置および印刷方法 | |
| CN214215195U (zh) | 一种自动化uv喷墨打印机 | |
| CN106985384A (zh) | 粉末式3d印表机的分散列印方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050509 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080205 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080430 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090723 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091022 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100309 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100405 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4491230 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130409 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140409 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |