JP4284850B2 - 水洗便器 - Google Patents
水洗便器 Download PDFInfo
- Publication number
- JP4284850B2 JP4284850B2 JP2000299560A JP2000299560A JP4284850B2 JP 4284850 B2 JP4284850 B2 JP 4284850B2 JP 2000299560 A JP2000299560 A JP 2000299560A JP 2000299560 A JP2000299560 A JP 2000299560A JP 4284850 B2 JP4284850 B2 JP 4284850B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- rim
- toilet
- wall
- toilet bowl
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Landscapes
- Sanitary Device For Flush Toilet (AREA)
- Producing Shaped Articles From Materials (AREA)
Description
【発明の属する技術分野】
本発明は、便器ボール部をリム部で取り囲んだ水洗便器に関する。
【0002】
【従来の技術】
便器ボール部を取り囲むリム部は、便座の着座部とされる。このため、リム部には、使用者の体重に耐えられる強度が必要とされる。よって、強度確保を図りつつ便器重量の軽減化等を実現するため、一般に、リム部は中空形状とされている。
【0003】
このような中空のリム部を有する水洗便器とするには、陶器の型成型手法から、リム部を含む便器上半部素地(リム部素地)と、ボール部を含む便器下半部素地(ボール部素地)とを別々に型成型し、その後、両素地の接合・焼成の工程が採られていた。
【0004】
【発明が解決しようとする課題】
上記した従来の水洗便器では、次のような問題点が指摘されるに至った。
【0005】
中空形状のリム部を含む便器上半部素地を型成型する場合、余剰の陶器原材料の排泥を考慮する必要がある。通常、この排泥は、中空部を構成する壁面に穿設された穿設孔を介して行われるものの、穿設孔の形成位置については特に考慮されていないことが現状であった。つまり、穿設孔がどの位置にあっても焼成前に穿設孔を陶器原材料で閉塞させれば、焼成後では穿設孔は比較的判別しづらくなり、特段の支障はなかった。或いは、穿設孔を、便器前方におけるリム部のボール部側側面に形成しておけば、使用者の目に付き難いことから、この場合には穿設孔を空けたままとしておくこともなされていた。
【0006】
ところが、近年になり、種々の便器洗浄手法が提案されており、便器ボール面の洗浄性向上のために、ボール部の上端部から洗浄水を噴出し、噴出された洗浄水をリム部内側の壁に沿って周回させながらボール面に洗浄水を行き渡らせ、ボール面を洗浄するようなことも行われつつある。こうした洗浄手法を採った場合、便器のリム部裏側の内周には、多数のリム孔が形成された洗浄水の通路を設ける構造(いわゆるボックスリム)」は設けられず、通常は、リム部と便器ボール部の接合部近辺に設けられた洗浄水噴出口から、リム部の内側側面に向けて水平方向に洗浄水を噴出していた。
【0007】
このような洗浄手法を採る便器において、リム部への荷重に対する強度を考慮してリム部側面を中空部を備えた構造とした場合、リム部の側面に穿設孔を設けると、この穿設孔に洗浄水噴出口から噴出された水が進入してしまう。すると、噴出洗浄水がリム部と便器ボール部の接合部に沿って便器ボール部周りに行き渡ることから、上記のように穿設孔を空けたままであるとその穿設孔から内部の中空部に洗浄水が進入してしまうようなことが起きる可能性があった。また、穿設孔を閉塞するにしても、閉塞部材が穿設孔から突出していたり陥没していたりすると、この突出閉塞部材に噴出洗浄水が衝突して流れを変え、外部に飛散するようなおそれもあった。閉塞部材が陥没している場合も同様であり、当該陥没部に噴出洗浄水が入り込んで跳ね上がってしまうようなおそれがあった。また、穿設孔を閉塞した形跡が外部に表れる場合には、便器の美感を損なってしまうことになる。
【0008】
また、このような洗浄手法を採る便器では、ボックスリム構造を設ける必要がないので、リム部側面に中空部を設けない構造とすることも可能である。こうした場合には、排泥用の穿設孔を設ける必要がないので、上述した洗浄水の中空部への進入等の問題は回避されるが、リム部側面の耐荷重性が弱くなるという別の問題を招致する。
【0009】
なお、排泥のための穿設孔は、上記のようにボール部の上端部から洗浄水を噴出するものに限らず、およそ中空のリム部を有する便器であれば必要である。こうした穿設孔が使用者の目に入る位置にあって閉塞部材の突出・陥没があると、見栄えを損なうことがあった。また、使用者の目に入る位置の穿設孔がそのままである場合も、やはり見栄えを損なっていた。
【0010】
本発明は、上記した問題点を解決するためになされ、中空状のリム部を有する水洗便器の見栄え向上と排泥用の穿設孔に伴う不具合の解消の両立を図ることを目的とする。
【0011】
【課題を解決するための手段およびその作用・効果】
本発明の水洗便器は、
便器ボール部をリム部で取り囲んだ水洗便器であって、
前記リム部は、
前記便器ボール部の上縁壁に接合される底部壁と、
該底部壁を底面壁として有し、泥漿の排出によって中空に構成される中空部と、
該中空部を構成する壁面に穿設された孔であって、前記泥漿の排出口となる穿設孔と
を備え、
該穿設孔を、前記リム部が前記便器ボール部に接合された後において、外部から視認不能な形態で設けたことを要旨とする。
【0012】
上記構成を備えた本発明の水洗便器によれば、中空部内の泥漿の排出口となる穿設孔は、リム部が便器ボール部に接合された後において、外部から視認不能な形態で設けられる。従って、水洗便器の美観をより向上させることができる。
【0013】
穿設孔を底部壁に形成することにより、該穿設孔を、リム部が便器ボール部に接合された後において、外部から視認不能な形態で設けることも好適である。上記構成の本発明の水洗便器では、リム部を便器ボール部の上縁壁に接合する以前にあっては、リム部の底部壁に設けた穿設孔で中空部を大気開放可能とする。従って、リム部を含む便器上半部素地の型成型の際には、この穿設孔を余剰の陶器原材料排泥用の穿設孔とできる。排泥完了済みのリム部の底部壁を便器ボール部の上縁壁に接合させれば、底部壁の穿設孔自体を覆い隠して、排泥用の穿設孔を便器完成後では見えなくするようにできる。この結果、見栄えを向上することができると共に、排泥用の穿設孔が外部に存在することに伴う不具合を解消することができる。
【0014】
この場合、前記便器ボール部を、前記上縁壁に、前記穿設孔と連通する上縁壁孔を有し、該上縁壁孔と前記穿設孔を介して前記中空部を前記便器ボール部の外側で大気開放するものとすることができる。こうすれば、リム部の中空部に存在するエアーを、便器焼成工程の間において、底部壁に形成された穿設孔と上縁壁孔を経て大気開放することができる。よって、焼成時の残存エアー膨脹による割れや亀裂等の発生を回避でき、好ましい。
【0015】
また、前記リム部を、前記中空部を前記便器ボール部の上縁壁と干渉しない領域まで形成して備えるものとし、該領域に前記中空部を構成する壁面に穿設された副穿設孔を設け、該副穿設孔により前記中空部を底部壁に形成された穿設孔とは別に大気開放するものとできる。こうしても、リム部の中空部に存在するエアーを、便器焼成工程の間において、副穿設孔を経て大気開放することができる。よって、焼成時の残存エアー膨脹による割れや亀裂等の発生を回避でき、好ましい。この場合、副穿設孔は便器ボール部の上縁壁と干渉しない領域にあることから、この副穿設孔を使用者の目に入らない場所、例えば洗浄水タンクの載置場所等に位置させることができる。よって、この副穿設孔については閉塞等を考慮しなくても見栄えを損なわないようにできる。しかも、この副穿設孔を、排泥時にリム部中空部にエアーを送り込む孔として利用できるので、エアー送り込みにより余剰の陶器原材料を確実、かつ効果的に底部壁に形成された穿設孔から排泥できる。
【0016】
穿設孔を、便器ボール部の後端部よりも後方に形成することにより、該穿設孔を、前記リム部が前記便器ボール部に接合された後において、外部から視認不能な形態で設けることも望ましい。こうすれば、リム部が便器ボール部に接合されることによって、穿設孔は、便器ボール部の裏側に隠れる。従って、水洗便器の美観を向上させるために、穿設孔を塞いだりする必要がない。
【0017】
穿設孔を、泥漿の複数通りの排出経路に応じて複数の箇所に形成してもよい。こうすれば、穿設孔からの排泥効率が高まり、美観の高い水洗便器を良好な品質で提供することができる。
【0018】
中空部を構成する壁面に穿設された孔であって、空気の供給口となる副穿設孔を備えるとともに、穿設孔および副穿設孔を、便器ボール部の後端部よりも後方に形成することにより、穿設孔および副穿設孔を、リム部が便器ボール部に接合された後において、外部から視認不能な形態で設けてもよい。こうすれば、リム部が便器ボール部に接合されることによって、穿設孔および副穿設孔は、ともに便器ボール部の後方に隠れる。従って、穿設孔および副穿設孔が水洗便器の外側から見えなくなり、水洗便器の美観をより一層向上させることができる。
【0019】
外部の給水源から給水された所定圧の水を直接にボール面上端部まで導き、該ボール面上端部から前記ボール部に洗浄水として吐出する吐出手段と、該吐出手段により吐出された洗浄水を前記リム部の中空部を構成する壁に沿って周回させながら、ボール面を洗浄する水洗便器とすることも好適である。このような水洗便器において、穿設孔を、リム部が便器ボール部に接合された後において、外部から視認不能な形態で設ければ、ボール部の上端部から噴出された洗浄水がボール面を周回している間に穿設孔や副穿設孔からボール部の裏側に進入してしまうことがない。また、このような洗浄水のボール部の裏側への進入を阻止するために、穿設孔や副穿設孔を塞ぐ必要がなく、製造上簡便である。
【0020】
リム部の内部に、所定の給水源から給水された水をボール部の上端部に案内する案内管を配置してもよい。こうすれば、ボール部の上端部から、強い水勢の洗浄水を噴出することが可能となり、洗浄効率をより一層高めることができる。
【0021】
本発明のリム部素地の製造方法は、
便器ボール部の形状を形取った素地であるボール部素地と接合されて焼成される素地であって、リム部の主形状を形取った素地であるリム部素地を製造する方法であって、
前記リム部の主形状が形取られた型に泥漿を流し込み、該流し込まれた泥漿の型への着肉により前記リム部素地を成形するリム部素地成形工程と、
該リム部素地が成形された後に、前記型に着肉しなかった泥漿を排出する泥漿排出工程と、
該泥漿が排出された後に、前記成形されたリム部素地を前記型から取り外す脱型工程と
を備え、
前記リム部素地成形工程は、前記泥漿を排出するための孔である穿設孔および前記泥漿排出用の空気を供給するための孔である副穿設孔が形成された前記リム部素地を成形する工程であり、
該リム部素地成形工程は、前記穿設孔を、前記リム部素地が前記ボール部素地に接合された後において、外部から視認不能な形態で形成する工程であること
を要旨とする。
【0022】
本発明のリム部素地の製造方法によれば、リム部素地成形工程において、泥漿を排出するための穿設孔および空気を供給するための副穿設孔が形成されたリム部素地を成形するとともに、この穿設孔を、リム部素地がボール部素地に接合された後において、外部から視認不能な形態で形成する。このため、リム部素地とボール部素地とが接合された後に焼成されると、泥漿の排出口となる穿設孔は外部から見えなくなる。従って、水洗便器の美観をより向上させるために、穿設孔を塞ぐ工程等のような新たな製造工程を設ける必要がなく、製造段階における簡単な製造と製造後における良好な美観を両立することができる。
【0023】
穿設孔を、ボール部素地におけるボール部の後端部よりも後方に形成することにより、該穿設孔を、リム部素地がボール部素地に接合された後において、外部から視認不能な形態で形成することも好適である。こうすれば、穿設孔を形成する位置として、排泥効率の良い位置を、ボール部素地のボール部に相当する部分よりも後方の範囲で広く選択することができる。
【0024】
穿設孔および副穿設孔を、ボール部素地におけるボール部の後端部よりも後方に形成することにより、該穿設孔および該副穿設孔を、リム部素地がボール部素地に接合された後において、外部から視認不能な形態で形成することも望ましい。かかる場合において、穿設孔を副穿設孔の近傍に形成すれば、穿設孔や副穿設孔を成形する型の管理がし易くなる。
【0025】
泥漿排出工程を、型を傾けて、型に着肉しなかった泥漿を排出する工程とすることも好適である。こうすれば、型内に残っている不要な泥漿を、効率よく排出することができる。
【0026】
また、泥漿排出工程を、副穿設孔に所定値以上の圧力で空気を供給し、型に着肉しなかった泥漿を排出する工程としてもよい。こうすれば、型に着肉しなかった泥漿は副穿設孔からの高圧の空気で吹き飛ばされるので、型内に残っている不要な泥漿を穿設孔から残らず排出することができる。
【0027】
リム部素地成形工程において、副穿設孔を所定値以上の断面積で形成することも可能である。こうすれば、単位時間あたりに副穿設孔に供給される空気量が増大するので、型内に残っている不要な泥漿を穿設孔から早期に排出することができる。また、リム部素地成形工程において、副穿設孔を複数形成した場合にも、上記と同様の効果を得ることができる。
【0028】
リム部素地成形工程を、穿設孔,副穿設孔,洗浄水が供給される供給孔および該供給孔から前記便器ボール部の上端部近傍まで連通された連通路が形成されたリム部素地を成形する工程とし、型から取り外されたリム部素地の前記連通路が形成された部分に、該連通路内の水を便器ボール部の上端部近傍に案内する案内素地を接着する接着工程を備えてもよい。案内素地が接着されたリム部素地とボール部素地とが接合された後に焼成されると、リム部内には、供給孔からの洗浄水を便器ボール部の上端部近傍に案内する形状の連通路が形成される。従って、強い水勢での洗浄水の噴出を、単純な工程かつ簡単な構造によって確保することが可能となる。
【0029】
外部の給水源から給水された所定圧の水を直接にボール面上端部まで導いて、該ボール面上端部から洗浄水として前記ボール部に吐出し、該吐出された洗浄水を前記リム部の中空部を構成する壁に沿って周回させながら、ボール面を洗浄する水洗便器の前記リム部素地を製造する方法とすることも好適である。このような水洗便器の製造手法を採れば、穿設孔が、リム部素地がボール部素地に接合された後において、外部から視認不能な形態で形成される。従って、「ボール部の上端部から噴出された洗浄水が、ボール面を周回している間に穿設孔や副穿設孔からボール部の裏側に進入してしまうこと」を防止するために、製造段階において穿設孔や副穿設孔を塞ぐ必要がなく、製造上簡便である。
【0030】
【発明の実施の形態】
以上説明した本発明の構成及び作用を一層明らかにするために、以下本発明の水洗便器について、その実施の形態を説明する。図1は本発明の第1実施例であるサイホンゼット式の便器10を、その採用する洗浄水噴出の様子と共に示す概略斜視図、図2は、便器10をその上面をほぼ全域に亘って破断して示す説明図であり、図3は便器10を図2における3−3線に沿って破断した概略縦断面を示す説明図、図4はリム部21を説明するため図2のA−A線、B−B線、C−C線、D−D線の各部でリム部21を破断した概略部分断面である。このサイホンゼット式の便器10は、洗浄に伴って、後述するゼット噴出口22からの洗浄水噴出とボール面上縁における洗浄水噴出を行う。以下、便器10の各部について、各図を参照しつつ説明する。
【0031】
これら図面に示すように、便器10は、汚物を受けるボール部20を備える。ボール部20の周壁は、便器10の非洗浄時でも溜水RWと接する覆水面23と、便器10の非洗浄時には溜水RWと接しない露出面24から構成されている。
【0032】
この便器10は、二つの洗浄水噴出系を有する。一方の噴出系(ゼット噴出系)は、洗浄水タンク70(図3参照)からのタンク洗浄水入り口である洗浄水給水孔40から、ボール部底部の凹部26に開口されたゼット噴出口22までの経路を有する。他方の経路(リムショット噴出系)は、洗浄水給水孔40から、ボール部20の上部側面に空けられたリム噴出口44までの経路を有する。このゼット噴出系とリムショット噴出系は、洗浄水給水孔40の直下近傍で、後述するように分岐形成されており、それぞれの噴出口に洗浄水を供給する。
【0033】
リム噴出口44は、洗浄水給水路41から洗浄水給水孔40近傍で分岐したリム給水路43の先端に位置するよう、ボール部20のボール面(詳しくは露出面24)上縁に形成されている。即ち、図2に示すように、洗浄水給水孔40からボール部20方向に向かう便器10の内部には、洗浄水タンク70からの洗浄水の流路である洗浄水給水路41が設けられている。この洗浄水給水路41は、洗浄水給水孔40の近傍において、水平方向に分岐されている。この洗浄水給水路41から分岐された流路がリム給水路43とされる。このリム給水路43は、案内壁43aによって、前述したリム噴出口44まで延出されている。洗浄水給水路41からリム給水路43に分岐された洗浄水は、上記の案内壁43aに沿ってスムーズにリム噴出口44に案内される。
【0034】
図3に示すように、洗浄水給水路41は、リム給水路43と分岐された後、斜め下向きの傾斜で延出される。このように延出された終端付近の側壁にはゼット給水孔45が設けられており、このゼット給水孔45は、トラップの吸引口25と対向する位置に形成されたゼット噴出孔22と、便器内部を湾曲するように形成されたゼット給水路46を介して接続されている(図2を参照)。
【0035】
図2および図3に示すように、洗浄水給水路41の途中の上側には、斜め下向きの角度で延出された区画壁41aが形成されている。洗浄水給水路41を流れてきた洗浄水のうち、リム給水路43方向に分岐しなかった洗浄水は、区画壁41aの斜面に案内されてゼット給水孔45に向かう。
【0036】
図2および図3に示すように、区画壁41aの上方におけるリム部21の内部には空隙42が形成されている。この空隙42は、同じくリム部21の内部に形成された中空部55とつながっている。この中空部55は、ボール部20の外周軌跡に沿って湾曲した形状に形成されている。
【0037】
区画壁41aには、図2および図3に示すように、直径約10mmの空気孔41bが空けられている。この空気孔41bから空隙42ないし中空部55へのエア排出により、洗浄水給水路41への速やかな洗浄水流入を経ることができ、洗浄水を速やかにゼット噴出口22から噴出することが可能となる。
【0038】
便器10は、その製造の過程で、リム部素地10aと、ボール部素地10bと、給水路遮蔽素地10cとされ、これらの素地を接合・なじみ処理した後、焼成して製造される。
【0039】
便器10の内部には、ボール部20に水を噴出するための上記の二系等の噴出系のほか、ボール部20内の汚物を排水ソケット並びに排水立ち上げ管に向けて排出するためのサイホントラップ管路が設けられている。なお、このサイホントラップ管路は、接続路31およびこれらに続く上昇路32、下降路33で構成されるが、これらの詳しい説明は省略する。
【0040】
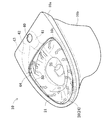
次に、リムショットによる洗浄水の挙動をリム部21の構成と関連付けて説明する。図5はリム噴出口44の周辺の概略斜視図である。
【0041】
図2ないし図5に示すように、便器10は、リム噴出口44からのリムショット洗浄水を案内すべく、次のような構成を有する。図2に示すように、便器10は、ボール部20の上端部(図2における向かって左側方向の端部)にリム噴出口44を備える。このリム噴出口44の前方には、図2において斜線で示すように、ボール面回りに旋回した経路の棚部50が形成されている。この棚部50は、ボール部20の上記した露出面24の上縁回りの領域に形成されており、リム噴出口44からのリムショット洗浄水を棚面に乗せて下流側(旋回軌跡の下流側)に流す。
【0042】
また、図4に示すように、便器10には、ボール部20の上縁回りのリム部21が、上記の棚部50を上部から覆うように形成されている。このリム部21は、棚部50の便器外側方向から上方に立ち上がって当該棚部をオーバーハングするオーバーハング部52を有する。そして、リム部21は、オーバーハング部52を棚部50の旋回経路に沿って形成することで、リム噴出口44からの噴出洗浄水RS(図2を参照、以下、リムショット洗浄水RSという)を案内する。つまり、リムショット洗浄水RSは、オーバーハング部52に沿ってボール部20内を周回しながら、徐々に露出面24の下方に行き渡る。これにより、ボール面が洗浄される。
【0043】
なお、オーバーハング部52の内面コーナー部53は、R形状や三角状の余肉付けとされているので、焼成時において当該コーナー部の亀裂発生を回避できると共に、オーバーハング部52の強度を向上することができる。また、オーバーハング部52を連続部54を介して棚部50から湾曲して立ち上げた。よって、リムショット洗浄水RSを案内するに際して、リムショット洗浄水RSをこの連続部54に集めつつ旋回経路に沿って下流に流すことができる。
【0044】
そして、図2および図4に示すように、上記したオーバーハング部52をリム部21の一部分とし、このリム部21には、その内部に中空部55を形成した。中空部55は、便座の着座部となるリム上面壁58と、リム部における便器外郭を形成する外郭壁59と、ボール部20上縁との接合壁60と、上記のオーバーハング部52とで囲まれて形成されている(図4(c),(d)を参照)。つまり、オーバーハング部52は、リム部の中空部55を構成する壁のうちの一つとなっている。図2に示すように、この中空部55は、リム噴出口44から離間した箇所、詳しくは、リムショット洗浄水RSがその流れの向きを棚部50とオーバーハング部52で変える箇所の付近から形成されている。そして、この中空部55は、ボール部20回りに湾曲し、既述した洗浄水給水路41の上部前方の空隙42に至るまで形成されている。
【0045】
次に、上記した便器10の製造方法について説明する。この製造方法では、中空部を備え一律な形状とされているリム部を有する既存の便器の製造方法と、リム部素地10aの型成型に用いる型構造が異なるに過ぎない。図6は便器10のうちリム部素地10aの型成型に用いる型構成を便器縦断面方向で示す説明図、図7は図4に示したリム部各部の横断面方向の型構造を示す説明図、図8はリム部21の要部とその部分の型構造を一部を拡大して示す説明図である。なお、各型は多孔質の吸引型であり、各型としては、石膏型や樹脂型等を用いることができる。
【0046】
図示するように、リム部素地10aの型成型に際しては、上型90と、下型91と、合わせ型92を用いる。上型90は、リム部21のオーバーハング部52或いはリム上面壁58と、外郭壁59と、洗浄水タンク70や図示しない便座の載置部上壁部69を形成するための型である。この上型90は、洗浄水給水孔40形成用の樹脂製、例えばテフロン製の凸部90aを有し、リム部21並びに載置部の上端アールの境界で下型91、合わせ型92と接合する。
【0047】
下型91は、リム噴出口44に洗浄水を分流供給するためのリム給水路43(図6では図示せず)を形成すると共に、空隙42を形成するための区画壁41aと、リム部21の接合壁60とを形成するための型である。この下型91は、空気孔41b形成用の樹脂製、例えばテフロン製の埋没材91a(図6を参照)と、リム部21の接合壁60における排泥孔61形成用の樹脂製、例えばテフロン製の埋没材91b(図8(b)を参照)を有する。なお、埋没材91bを設ける位置は、接合壁60上の任意の位置に定めることができる。
【0048】
合わせ型92は、リム部21のオーバーハング部52および内面コーナー部53並びにリム噴出口44を形成するための型であり、脱型に支障が無いようリム周りに分割されている。この場合、合わせ型92は、リム噴出口44の形成位置に樹脂製、例えばテフロン製の図示しない埋没部を有し、この埋没部によりリム噴出口44を形成する。
【0049】
これらの各型を接合して、接合された型の内部に形成された空間(以下、キャビティという)に素地の原料である泥漿を流し込む。泥漿は、陶器成分を含む原料を粉砕した後に、粉砕された原料に水等を加えて撹拌することにより形成される。
【0050】
このように泥漿を流し込むと、時間の経過に伴って、泥漿に含まれた陶器成分が型の表面に付着し、各型の型形状に倣って陶器成分が着肉する。この着肉された部分が素地となる。なお、本実施例では、型への着肉を効率的に実現するために、型の外側から各型を吸引する処理を行なっている。
【0051】
十分な型への着肉がなされた後、乾燥させて脱型すると、ボール面上縁のリム部21を含み、便器全体の上部構造を有するリム部素地10a(便器上半部素地)が形成される。各型の間に溜まっている水分を含む泥漿を余剰の泥漿として排出する際には、この便器上半部素地における空気孔41bから排泥のためのエアが送られる。この結果、便器素地の中空部、即ち空隙42や中空部55に残存していた余剰の泥漿は、接合壁60上に形成された排泥孔61から除去される。なお、第1実施例では、空気孔41b、排泥孔61の直径を、それぞれ約10mm,約16mmの大きさで形成している。
【0052】
また、既存の図示しない型(上型・下型或いは左右の型)を用いて、ボール部下方部や凹部26、上記トラップ管路、ボール部20等を含む便器下部構造を有するボール部素地10b(便器下半部素地)を型成型して準備する。更には、ボール部素地10bに形成済みのゼット給水路46用の凹所をその経路に亘って遮蔽する給水路遮蔽素地10cを成型して準備する。なお、この給水路遮蔽素地10cの成型も既存のものと変わることは無い。
【0053】
こうして各素地の準備が完了すると、各素地を端面同士で接合させて、その接合個所を指や刷毛等でなじみ処理に処し、焼成する。このような製造工程を採るに当たり、リム部素地10a成型用の下型91の型形状を変更するだけでよいので、低コスト化を図ることができる。なお、下型91と合わせ型92とを分割せずに、一体型とした場合でも成形可能である。
【0054】
以上説明した第1実施例によれば、便器上半部素地の型成型時にリム部21の接合壁60に排泥孔61を予め形成し、素地成型時にこの排泥孔61から支障なく余剰の陶器原材料を排泥する。そして、この排泥孔61自体を、リム部21とボール部20の接合を経てリム部21とボール部20の間に位置させたまま覆い隠して、便器完成後では見えないようにする。このため、第1実施例の便器10によれば、もはや排泥孔61を見ることができないため、便器外観の見栄えを向上できると共に、排泥孔61が外部に存在することに伴う不具合を確実に解消することができる。例えば、便器10の美観をより向上させるために、排泥孔61を塞ぐ工程等のような新たな製造工程を設ける必要がなく、製造段階における簡単な製造と製造後における良好な美観を両立することができる。
【0055】
しかも、第1実施例では、図8に示すように、ボール部20の側に、リム部21の排泥孔61と連通するボール部側穿設孔27を設け、このボール部側穿設孔27と排泥孔61を介してリム部21における中空部55をボール面外部で大気開放した。よって、リム部21の中空部55に存在するエアーを、便器焼成工程の間において、ボール部側穿設孔27と排泥孔61を経て大気放出できるので、焼成時の残存エアー膨脹による割れや亀裂等の発生を回避でき、品質向上を図ることができ好ましい。
【0056】
更に、リム部21の中空部55をボール部20の上縁と干渉しない空隙42まで形成するようにし、この空隙42に中空部55と連通する空気孔41bを設け、この空気孔41bにより中空部55を排泥孔61とは別に大気開放するようにした。よって、このボール部側穿設孔27によっても中空部55に存在するエアーを、便器焼成工程の間において大気放出することができるので、より効果的に焼成時の残存エアー膨脹による割れや亀裂等の発生を回避でき、好ましい。
【0057】
そして、この空気孔41bをボール部20の上縁と干渉しないボール部外側に設けることで、空気孔41bを使用者の目に入らないような場所、例えば洗浄水タンク70の載置場所等に位置させることができる。よって、この空気孔41bについては閉塞したり開口のままであっても使用者の目に触れないようにできるので、見栄えを損なうことがない。また、この空気孔41bを、排泥時にリム部21の中空部55にエアーを送り込む孔として利用できるので、エアー送り込みにより余剰の陶器原材料を確実、かつ効果的に排泥孔61から排泥できる。
【0058】
また、第1実施例の便器10は、ボール部20の上端部から噴出されたリムショット洗浄水RSをオーバーハング部52に沿って周回させながら、ボール面を洗浄する。このような便器10において、排泥孔61や空気孔41bは、リムショット洗浄水RSの周回経路であるオーバーハング部52には設けられず、便器10の外側から見えない位置(接合壁60や区画壁41a)に設ける。従って、周回中のリムショット洗浄水RSが、排泥孔61や空気孔41bからボール部20の裏側に進入してしまうことがない。また、このような洗浄水のボール部20の裏側への進入を阻止するために、排泥孔61や空気孔41bを塞ぐ必要がなく、製造上簡便である。
【0059】
次に、変形例について説明する。図9は変形例の便器10をその上面の一部を破断して示す説明図である。図示するように、この変形例では、中空部55をボール部20周りの途中までのものとし、この中空部55に連通する連通孔80を便器後方側の中空部55末端部に設けた。なお、この変形例であっても排泥孔61を上記したように接合壁60に有する。また、ゼット噴出口22へは、洗浄水給水路41における洗浄水通過孔47を経てタンク洗浄水を供給する。
【0060】
この変形例であっても、連通孔80はボール部20の上縁と干渉せずボール部外側に位置して、図示しない局部洗浄装置設置の装着により使用者の目に触れることはない。よって、この変形例によっても、空気孔41bを有する場合と同様の効果を奏することができる。
【0061】
以上説明した第1実施例では、不要な泥漿を排出する排泥孔61を、リム部21の中空部55を形成している4つの壁(オーバーハング部52、リム上面壁58、外郭壁59、接合壁60)のうち、ボール部20上縁と接合される接合壁60に形成することにより、リム部21とボール部20とが接合された便器10の完成後において、排泥孔61自体を便器10の外部から視認できないように構成した。なお、リム部21の接合壁60以外の部位に排泥孔61を設けた場合でっても、便器10の完成後において、排泥孔61を便器10の外部から視認不能とすることができる。例えば、排泥孔61を、ボール部20よりも後方に位置するリム部21に形成する構成を考えることができる。このような構成につき、以下に第2実施例として説明する。
【0062】
図10は本発明の第2実施例であるサイホンゼット式の便器110の上面をほぼ全域に亘って破断して示す説明図であり、図11は便器110を図10における3−3線に沿って破断した概略縦断面を示す説明図である。第2実施例の便器110は、前述した便器10とほぼ共通の各部を備える。第2実施例の便器110を示す各図では、この共通の各部につき、符号の下二桁を図1ないし図8と同じ数字を用いて表わしている。
【0063】
第2実施例の便器110は、排泥孔61および空気孔141bが設けられる形態が、第1実施例の便器10と異なる。即ち、図10に示すように、第2実施例の便器110には、ボール部120の後端部よりも後方(図10における線分X−Xよりも上方)に、二つの排泥孔161a,161bが設けられている。このうち、一の排泥孔161aは、空気孔141bの近傍の区画壁141aに設けられる(図11を参照)。これにより、洗浄水給水路141は、排泥孔161aおよび空気孔141bを介して空隙142と連通されている。
【0064】
また、空気孔141bは、第1実施例の場合と比較して、区画壁141aのより高い位置に設けられている。また、空気孔141bは、区画壁141aを略水平方向に穿設するように設けられている。
【0065】
他の一の排泥孔161bは、図10に示すように、洗浄水給水路141から分岐した直後のリム給水路143の底壁に設けられる。この排泥孔161bは、後述するように、リム部素地110aを成形した後に貼板素地で埋められて閉塞される。従って、図10に示した焼成後の便器110では、正確には排泥孔161bが存在しない状態となっているが、図10では、説明の便宜のため、リム部素地110aの段階で排泥孔161bが設けられていた位置を二点鎖線を用いて示している。
【0066】
上記した便器110の製造方法について説明する。図12および図13は、便器110のうちのリム部素地110aが成形される型の構成を便器縦断面方向で示す説明図であり、図12は、図10における3−3線に沿って破断した縦断面を示し、図13は、図10における4−4線に沿って破断した縦断面を示す。
【0067】
図12および図13に示すように、リム部素地110aの型成型に際しては、第1実施例におけるリム部素地10aの型成型と同様に、上型190と、下型191と、合わせ型192を用いる。このうち、下型191は、区画壁141aにおける空気孔141b形成用の埋没材191aを有する。この埋没材191aは、樹脂製であり、製造に用いられる樹脂としては、テフロン等を考えることができる。
【0068】
更に、下型191は、区画壁141aにおける排泥孔161a形成用の埋没材191bと、リム給水路143の底壁における排泥孔161b形成用の埋没材191cとを有する。これらの埋没材191b,191cは、樹脂製の管体で構成されている。
【0069】
これらの各型を接合し、埋没材191b,191c内の管路を通じてキャビティに泥漿を流し込むと、第1実施例と同様に、各型の型形状に倣って陶器成分が着肉する。
【0070】
十分な型への着肉によりリム部素地110aが成形された後、第2実施例では、各型の間に溜まっている水分を含む泥漿を余剰の泥漿として排出する処理を行なう。この排出処理は、図14に示すように、接合された状態の型を傾けることによって行なわれる。図14(A)は、傾けられた型の、図12の断面位置における様子を示し、図14(B)は、傾けられた型の、図13の断面位置における様子を示す。
【0071】
即ち、図14に示す状態において、下型91に設けられた三つの埋没材191a,191b,191cを取り外すと、リム部素地110aの、埋没材191b,埋没材191cが詰め込まれていた部分に形成された排泥孔161a,排泥孔161bから、中空部155,空隙142,リム給水路143内に残存する余剰の泥漿が排出される。余剰の泥漿が排出される経路につき、図15を用いて説明する。
【0072】
図15は、第2実施例の便器110の焼成前素地であるリム部素地110aにつき、脱型後のリム部素地110aの上面をほぼ全域に亘って破断して示す説明図である。図15に示すように、中空部155に溜まっている余剰の泥漿は、型の傾きに倣って矢印P方向に流動し、空隙142,排泥孔161aを通じて下型191の外側に排出される。また、リム給水路143に溜まっている余剰の泥漿は、型の傾きに倣って矢印Q方向に流動し、排泥孔161bを通じて下型191の外側に排出される。
【0073】
また、余剰の泥漿を排出する際には、泥漿が排出される前に、リム部素地110aの、埋没材191aが詰め込まれていた部分に形成された空気孔141bに、下型191の外側から加圧された空気を送り込む。これにより、中空部155に溜まっている余剰の泥漿が迅速かつ確実に下型191の外側に排出される。例えば、図15に示した中空部155のうちのR−R領域は、余剰の泥漿が排泥孔161aに向かって流れにくい部分であるが、空気孔141bから加圧された空気を供給すれば、加圧された空気が空隙142を通じて中空部155の隅々に行き渡るので、R−R領域に溜まっている泥漿を確実に排泥孔161aに導くことができる。なお、空気孔141bから供給する空気の圧力は、石膏型を用いる場合には7kPa以上、樹脂型を用いる場合には200kPa以上とすることが好ましい。
【0074】
なお、図15において、リム部21の側壁内に形成された中空部155を、リム部21の後端までの範囲に亘って形成するとともに、リム部21後端付近の中空部155の底壁に排泥孔を設ける構成としてもよい。この構成によれば、リム部21後端が下となるように一度型を傾けることにより、中空部155内の泥漿を直線的に排泥孔に導くことが可能となり、排泥速度を高めることができる。
【0075】
なお、第2実施例では、第1実施例と同様に、空気孔141bの直径を約10mm、二つの排泥孔161a,161bの直径を約16mmの大きさで、リム部素地110aに形成している。
【0076】
余剰の泥漿が排出された後、各型を脱型すると、図15に示したような、中空部155,空隙142およびリム給水路143という中空領域を有するリム部素地110aが形成される。次に、図16に示すように、リム部素地110aの排泥孔161bに、外側から貼板素地110eを貼り付け、貼板素地110eとリム部素地110aとの接合個所において、指や刷毛等でなじみ処理を行なう。このように排泥孔161bを閉塞することで、リム給水路143における洗浄水が排泥孔161bから便器110の下方の内部に漏れてしまうことを防止することができる。
【0077】
なお、もう一つの排泥孔161aは、貼板素地110eを貼り付けずに、孔が開いたままの状態にしておく。排泥孔161aが形成された空隙42は、ゼット噴出口122やリム噴出口144への洗浄水の流路ではないので、排泥孔161aからの洗浄水漏れを考慮する必要がないからである。また、万一、洗浄水給水路141からの洗浄水が空気孔141bから空隙142に進入したとしても、空隙142に進入して排泥孔161aから漏れた洗浄水は、再び洗浄水給水路141に戻るので、不具合は何ら生じないからである(図11を参照)。
【0078】
このように、排泥孔161bを閉塞した後、図15に示すリム部素地110aにおいて、リム給水路143の入口部N−Nにおける素地を、手または専用具によって切り破る。これにより、洗浄水給水路141からの洗浄水がリム給水路143に分岐可能となる。更に、リム部素地110aにおいて、リム給水路143の出口部M−Mにおける素地を、手または専用具によって切り破る。この切り破りによってリム噴出口144が形成され、リム給水路143を流れてきた洗浄水をボール部120に噴出することが可能となる。
【0079】
この後、第1実施例と同様に、上記のリム部素地110aに加えて、ボール部素地110b(便器下半部素地)、給水路遮蔽素地110cを成型して準備し、各素地を端面同士で接合する。次に、接合された素地を乾燥炉に入れ、素地を乾燥させる。十分な乾燥の後、乾燥後の素地に釉薬を施し、釉薬が施された素地を窯に入れて素地を焼成する。この焼成時において、リム部素地110aに形成された排泥孔161a,空気孔141bは、素地の爆裂を防止する役割を果たしている。こうした素地の焼成の完了により、図10および図11に示した便器110が完成する。
【0080】
以上説明した第2実施例の便器110によれば、排泥孔161aおよび排泥孔161bを、ボール部120の後端部よりも後方に設ける。このため、リム部121とボール部120とが接合された後の便器110においては、排泥孔161aおよび排泥孔161bがボール部120の裏側に位置するため、排泥孔161aおよび排泥孔161bを便器110の外側から見ることができなくなる。従って、便器110の美観をより向上させることができる。また、便器110の美観を向上させるために、排泥孔を塞いだりする必要がない。
【0081】
また、第2実施例の便器110では、中空部155や空隙142内の泥漿の排出口として排泥孔161aを設け、リム給水路143内の泥漿の排出口として排泥孔161bを設け、二種類の排泥経路ごとに排泥孔を配置する。従って、排泥孔からの排泥効率が高まり、美観の高い水洗便器を良好な品質で提供することができる。
【0082】
更に、第2実施例の便器110では、排泥孔161aおよび排泥孔161bに加えて、空気の供給口となる空気孔141bを、ボール部120の後端部よりも後方に設ける。従って、リム部121とボール部120とが接合された後の便器110においては、排泥孔161a,161bおよび空気孔141bを便器110の外側から見ることができなくなり、便器110の美観をより一層向上させることができる。
【0083】
また、第2実施例の便器110は、ボール部120の上端部から噴出されたリムショット洗浄水RSをオーバーハング部152に沿って周回させながら、ボール面を洗浄する。このような便器110において、排泥孔161a,161bや空気孔141bは、リムショット洗浄水RSの周回経路であるオーバーハング部152には設けられず、便器110の外側から見えない位置(区画壁141aやリム給水路143の底壁)に設ける。従って、周回中のリムショット洗浄水RSが、排泥孔161a,161bや空気孔141bからボール部120の裏側に進入してしまうことがない。また、このようなリムショット洗浄水RSのボール部120の裏側への進入を阻止するために、排泥孔161a,161bや空気孔41bを塞ぐ必要がなく、製造上簡便である。
【0084】
第2実施例において説明したリム部素地110aの製造方法によれば、リム部素地110aを成形するにあたり、リム部素地110aに排泥孔161a,161bを、接合されるボール部素地110bにおけるボール部の後端部よりも後方に形成する。このため、リム部素地110aとボール部素地110bとを接合した後に焼成すれば、焼成後の便器110の外側から排泥孔161aおよび排泥孔161bを見ることはできない。従って、便器10の美観をより向上させるために、排泥孔161a,161bを塞ぐ工程等のような新たな製造工程を設ける必要がなく、製造段階における簡単な製造と製造後における良好な美観を両立することができる。
【0085】
また、リム部素地110aにおいて、排泥孔161a,161bを、接合されるボール部素地110bにおけるボール部の後端部よりも後方に形成することで、ボール部の後端部よりも後方の任意の位置に排泥孔161a,161bを配置することができる。従って、排泥孔161a,161bを形成する位置を、排泥効率を考慮しながら広く選択することができる。
【0086】
上記のリム部素地110aの製造方法によれば、排泥孔161a,161bおよび空気孔141bを、接合されるボール部素地110bにおけるボール部の後端部よりも後方に形成するとともに、排泥孔161aを空気孔141bの近傍に形成する。従って、下型191や埋没材191a,191bの管理が容易となる。
【0087】
また、上記のリム部素地110aの製造方法によれば、型に着肉しなかった泥漿を、接合された状態の型を傾けることによって排出する。従って、型内に残っている不要な泥漿を、効率よく排出することができる。更に、この不要な泥漿の排出よりも早いタイミングで、空気孔141bに高圧の空気を供給する。これにより、排泥の際に中空部155が真空状態になることが有効に防止される。この結果、不要な泥漿の排出を、成形された中空部155の形状を崩すことなく、行なうことができる。
【0088】
以上説明した第2実施例については、以下のような変形例を考えることができる。第1の変形例は、空気孔141bの直径を10mm以上の値とし、空気孔141bの断面積をより大きくする構成である。こうすれば、単位時間あたりに空気孔141bに供給される空気量が増大するので、中空部155内に残っている不要な泥漿を排泥孔161aから早期に排出することができる。
【0089】
第2の変形例は、空気孔141bを複数の箇所に形成する構成である。例えば、区画壁141aに二つの空気孔141b,141cを設ける構成を考えることができる。こうすれば、単位時間あたりに中空部155に供給される空気量が増大するので、中空部155内に残っている不要な泥漿を排泥孔161aから早期に排出することができる。
【0090】
第2実施例の便器110では、図15および図10に示したように、リム給水路143の案内壁143aをリム部素地110aと一体として成形しているが、この案内壁143aをリム部素地110aとは別体として成形してもよい。このような例を第3実施例として図17に示す。図17は、第3実施例の便器210の焼成前素地であるリム部素地210aにつき、脱型後のリム部素地210aの上面をほぼ全域に亘って破断して示す説明図である。第3実施例の便器210は、前述した便器10とほぼ共通の各部を備える。図17では、この共通の各部につき、符号の下二桁を図1ないし図8と同じ数字を用いて表わしている。
【0091】
図17に実線で示すように、脱型後のリム部素地210aにおいては、リム噴出口244よりも上流側に、広範囲に亘ってリム給水路243領域が形成されている。第3実施例では、このリム部素地210aとは別に、泥漿による型成形によって案内壁素地210dを準備する。この案内壁素地210dは、図17に示すように、水平壁210daおよびこの水平壁210daと略直角をなす鉛直壁210dbとを有する。
【0092】
案内壁素地210dは、以下の要領でリム部素地210aに接合される。まず、案内壁素地210dが図17に二点鎖線で示す位置に配置されるように、鉛直壁210dbの端面をリム部素地210aの上壁(図示せず)に接合し、水平壁210daの端面を中空部255を形成する構成壁255aに接合する。リム部素地210aと案内壁素地210dとのなじみ処理を行なった後に、ボール部素地等と接合して焼成すれば、焼成後の便器210のリム給水路243領域内に、第2実施例の案内壁143aと同様の案内壁を設けることができる。
【0093】
この結果、リム部221内には、洗浄水給水路241からの洗浄水をリム噴出口244にスムーズに案内する形状のリム給水路243が形成される。従って、リム噴出口244に至るまでの洗浄水の乱流を防止し、リム噴出口244からの強い水勢での洗浄水の噴出を確保することができる。このような製造方法を採れば、リム部素地210aの型構造を単純なものとすることが可能となり、製造効率の向上(例えば、歩留まりの向上)に寄与することができる。また、第3実施例では、リム部221の側壁内に形成された中空部155を、リム部221の後端付近まで延出し、この延出終端の底壁に排泥孔261bを設ける。このため、中空部255内の余剰の泥漿は、2つの排泥孔261a,排泥孔261bのそれぞれに向かって流れる。従って、中空部255内の排泥効率をより高めることができる。
【0094】
以上説明した第3実施例の便器210では、リム給水路243の案内壁を別体として成形したが、リム給水路243を設けない構成とすることも可能である。このような構成を、第4実施例として図18に示す。図18は、本発明の第4実施例である便器310の上面を、一部を破断して示す説明図である。第4実施例の便器310は、前述した便器210とほぼ共通の各部を備える。図18では、この共通の各部につき、符号の下二桁を図10と同じ数字を用いて表わしている。
【0095】
図18に示すように、便器310は、ボール部320への給水装置として、一次側給水管386を介して給水源と接続されるバルブユニット382を備える。このバルブユニット382は、便器310の後側下部に設置されている。このバルブユニット382の吐水口は、リム噴出口344に装着されたリム噴出ノズル384と、リム給水管383を介して、リム部321の内部において接続されている。バルブユニット382を開弁することにより、バルブユニット382の吐水口からの水は、リム給水管383内を通り、ほぼ最短距離でリム噴出ノズル384に到達する。このように、バルブユニット382からの水がリム給水管383によってリム噴出口344の近辺まで案内されることにより、リム噴出ノズル384から、強い水勢の洗浄水を噴出することが可能となり、洗浄効率をより一層高めることができる。また、このような便器310を製造する際には、焼成前のボール部素地にリム給水路に相当する中空領域を設ける必要がないので、リム部素地の型構造をより一層単純なものとすることが可能となり、更なる製造効率の向上(例えば、歩留まりの向上)に寄与することができる。
【0096】
以上、本発明が実施される形態を説明したが、本発明はこうした実施例に何等限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々なる様態で実施し得ることは勿論である。
【0097】
例えば、上記実施例では、洗浄水タンクとして、便器に連結されるロータンク型タンクを用いたが、ロータンク型タンク以外のタンク、例えば、便器と洗浄管を介して接続されてトイレの壁等に設置される隅付き型や平付き型のタンクを用いてもよい。この場合に、洗浄水タンクを高い位置に設置してハイタンクとすることも可能である。また、便器10,110,210への給水装置として、洗浄水タンク以外の他の給水装置を用いても差し支えない。例えば、所定量の洗浄水を供給可能なフラッシュバルブを洗浄水給水孔40,140,240に接続する構成や、フラッシュバルブと同等の水道直結式の給水装置を便器10,110,210に内蔵する構成などを考えることができる。
【0098】
また、本発明は、サイホンゼット式便器10,110,210のみならず、これ以外の便器、例えば、ゼット噴出口を備えないサイホン式便器や洗い落とし便器等にも適用することができる。また、これらの便器と他の装置や部材との組み合わせを発明として把握することもできる。例えば、局部洗浄や暖房等の諸機能を実現する機能便座と組み合わせた衛生洗浄装置、収納用キャビネットや手洗装置と組み合わせたトイレキット装置、トイレ室内の構造体としての壁材,床材および天井材等を組み合わせたシステムトイレ装置等に適用することもできる。
【図面の簡単な説明】
【図1】本発明の第1実施例であるサイホンゼット式の便器10を、その採用する洗浄水噴出の様子と共に示す概略斜視図である。
【図2】便器10をその上面をほぼ全域に亘って破断して示す説明図である。
【図3】便器10を図2における3−3線に沿って破断した概略縦断面を示す説明図である。
【図4】リム部21を説明するため図2のA−A線、B−B線、C−C線、D−D線の各部でリム部21を破断した概略部分断面である。
【図5】リム噴出口44の周辺の概略斜視図である。
【図6】便器10のうちリム部素地10aの型成型に用いる型構成を便器縦断面方向で示す説明図である。
【図7】図4に示したリム部各部の横断面方向の型構造を示す説明図である。
【図8】リム部21の要部とその部分の型構造を一部を拡大して示す説明図である。
【図9】変形例の便器10をその上面の一部を破断して示す説明図である。
【図10】本発明の第2実施例であるサイホンゼット式の便器110の上面をほぼ全域に亘って破断して示す説明図である。
【図11】便器110を図10における3−3線に沿って破断した概略縦断面を示す説明図である。
【図12】リム部素地110aが成形される型の構成を、図10における3−3線に沿って破断した縦断面で示す説明図である。
【図13】リム部素地110aが成形される型の構成を、図10における4−4線に沿って破断した縦断面で示す説明図である。
【図14】型内から余剰の泥漿を排出する処理の様子を示す説明図である。
【図15】第2実施例の便器110の焼成前素地であるリム部素地110aにつき、脱型後のリム部素地110aの上面をほぼ全域に亘って破断して示す説明図である。
【図16】リム部素地110aの排泥孔161bに貼板素地110eが貼り付けられる様子を示す説明図である。
【図17】第3実施例の便器210の焼成前素地であるリム部素地210aにつき、脱型後のリム部素地210aの上面をほぼ全域に亘って破断して示す説明図である。
【図18】本発明の第4実施例である便器310の上面を、一部を破断して示す説明図である。
【符号の説明】
10…便器
10a…リム部素地
10b…ボール部素地
10c…給水路遮蔽素地
20…ボール部
21…リム部
22…ゼット噴出口
23…覆水面
24…露出面
25…吸引口
26…凹部
27…ボール部側穿設孔
31…接続路
32…上昇路
33…下降路
40…洗浄水給水孔
41…洗浄水給水路
41a…区画壁
41b…空気孔
42…空隙
43…リム給水路
43a…案内壁
44…リム噴出口
45…ゼット給水孔
46…ゼット給水路
47…洗浄水通過孔
50…棚部
52…オーバーハング部
53…内面コーナー部
54…連続部
55…中空部
58…リム上面壁
59…外郭壁
60…接合壁
61…排泥孔
69…載置部上壁部
70…洗浄水タンク
80…連通孔
90…上型
90a…凸部
91…下型
91a…埋没材
91b…埋没材
92…合わせ型
110…便器
110a…リム部素地
110b…ボール部素地
110c…給水路遮蔽素地
110e…貼板素地
120…ボール部
121…リム部
122…ゼット噴出口
140…洗浄水給水孔
141…洗浄水給水路
141a…区画壁
141b…空気孔
142…空隙
143…リム給水路
143a…案内壁
144…リム噴出口
152…オーバーハング部
155…中空部
161a…排泥孔
161b…排泥孔
190…上型
191…下型
191a…埋没材
191b…埋没材
191c…埋没材
192…合わせ型
210…便器
210a…リム部素地
210d…案内壁素地
210da…水平壁
210db…鉛直壁
221…リム部
240…洗浄水給水孔
241…洗浄水給水路
241a…区画壁
241b…空気孔
242…空隙
243…リム給水路
244…リム噴出口
252…オーバーハング部
255…中空部
255a…構成壁
261a…排泥孔
261b…排泥孔
310…便器
320…ボール部
321…リム部
323…覆水面
324…露出面
325…排出口
326…凹部
344…リム噴出口
350…棚部
352…オーバーハング部
382…バルブユニット
383…リム給水管
384…リム噴出ノズル
386…一次側給水管
RW…溜水
RS…リムショット洗浄水
Claims (8)
- 便器ボール部をリム部で取り囲み、洗浄水を前記リム部内側の壁に沿って周回させながらボール面を洗浄する水洗便器であって、前記リム部は、前記便器ボール部の上縁壁に接合される底部壁と、該底部壁を底面壁として有し、泥漿の排出によって中空に構成される中空部と、該中空部を構成する壁面に穿設された孔であって、前記泥漿の排出口となる穿設孔とを備え、該穿設孔を前記底部壁に形成することにより、前記穿設孔は、前記リム部が前記便器ボール部に接合された後において、外部から視認不能な形態で設けた水洗便器。
- 請求項1に記載の水洗便器であって、前記便器ボール部は、前記上縁壁に、前記穿設孔と連通する上縁壁孔を有し、該上縁壁孔と前記穿設孔を介して前記中空部を前記便器ボール部の外側で大気開放する、水洗便器。
- 請求項1に記載の水洗便器であって、前記リム部は、前記中空部を前記便器ボール部の上縁壁と干渉しない領域まで形成して備え、該領域に前記中空部を構成する壁面に穿設された副穿設孔を設け、該副穿設孔により前記中空部を前記穿設孔とは別に大気開放する、水洗便器。
- 便器ボール部をリム部で取り囲み、洗浄水を前記リム部内側の壁に沿って周回させながらボール面を洗浄する水洗便器であって、前記リム部は、前記便器ボール部の上縁壁に接合される底部壁と、該底部壁を底面壁として有し、泥漿の排出によって中空に構成される中空部と、該中空部を構成する壁面に穿設された孔であって、前記泥漿の排出口となる穿設孔とを備え、該穿設孔を便器ボール部の後端部よりも後方に形成することにより、該穿設孔は、前記リム部が前記便器ボール部に接合された後において、外部から視認不能な形態で設けた水洗便器。
- 前記穿設孔を、前記泥漿の複数通りの排出経路に応じて複数の箇所に形成した請求項4に記載の水洗便器。
- 請求項4に記載の水洗便器であって、前記中空部を構成する壁面に穿設された孔であって、空気の供給口となる副穿設孔を備え、該副穿設孔および前記穿設孔を、便器ボール部の後端部よりも後方に形成することにより、該穿設孔および副穿設孔は、前記リム部が前記便器ボール部に接合された後において、外部から視認不能な形態となる水洗便器。
- 外部の給水源から給水された所定圧の水を直接にボール面上端部まで導き、該ボール面上端部から前記ボール部に洗浄水として吐出する吐出手段と、該吐出手段により吐出された洗浄水を前記リム部の中空部を構成する壁に沿って周回させながら、ボール面を洗浄する請求項1ないし6のいずれかに記載の水洗便器。
- 前記リム部の内部に、所定の給水源から給水された水を前記ボール部の上端部に案内する案内管を配置した請求項7に記載の水洗便器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000299560A JP4284850B2 (ja) | 2000-03-31 | 2000-09-29 | 水洗便器 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000096503 | 2000-03-31 | ||
| JP2000-96503 | 2000-03-31 | ||
| JP2000299560A JP4284850B2 (ja) | 2000-03-31 | 2000-09-29 | 水洗便器 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001342671A JP2001342671A (ja) | 2001-12-14 |
| JP2001342671A5 JP2001342671A5 (ja) | 2007-11-01 |
| JP4284850B2 true JP4284850B2 (ja) | 2009-06-24 |
Family
ID=26589039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000299560A Expired - Fee Related JP4284850B2 (ja) | 2000-03-31 | 2000-09-29 | 水洗便器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4284850B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2532500B1 (de) * | 2011-06-07 | 2014-03-05 | Geberit International AG | Verfahren und Vorrichtung zur Herstellung von Keramikartikeln |
| JP5930508B2 (ja) * | 2011-08-24 | 2016-06-08 | Toto株式会社 | 水洗大便器 |
| JP6222842B2 (ja) * | 2014-03-31 | 2017-11-01 | 株式会社Lixil | 便器本体 |
| JP6479424B2 (ja) * | 2014-11-07 | 2019-03-06 | 株式会社Lixil | 便器本体及び便器本体の成形方法 |
| CN105108889B (zh) * | 2015-09-16 | 2017-05-03 | 惠达卫浴股份有限公司 | 一种方圈类坐便器立浇模型结构 |
| JP6605065B2 (ja) * | 2018-03-28 | 2019-11-13 | 株式会社Lixil | 便器本体 |
| JP2019167816A (ja) * | 2019-05-27 | 2019-10-03 | Toto株式会社 | 水洗大便器 |
-
2000
- 2000-09-29 JP JP2000299560A patent/JP4284850B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001342671A (ja) | 2001-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6997835B2 (ja) | サイフォン式水洗トイレ便器において使用するための水洗弁 | |
| JP3381261B2 (ja) | 水洗便器 | |
| JP3760916B2 (ja) | 大便器 | |
| CN106801461A (zh) | 无边缘型马桶 | |
| JP2001279791A (ja) | 水洗便器 | |
| JP2006104936A (ja) | 水洗便器 | |
| JPH0348299Y2 (ja) | ||
| JP4284850B2 (ja) | 水洗便器 | |
| JP3578169B2 (ja) | 水洗便器 | |
| JPH07324367A (ja) | 水洗便器 | |
| CN101392556B (zh) | 具有可变喷嘴的净身器 | |
| JP4517443B2 (ja) | 水洗便器 | |
| JP2002106048A (ja) | 水洗便器および便器のリム部素地を製造する方法 | |
| JP2002097704A (ja) | 水洗便器 | |
| JP2005113643A (ja) | 水洗便器 | |
| JP4337141B2 (ja) | 洋風水洗式便器。 | |
| JPH02190539A (ja) | 水洗便器 | |
| JP3823963B2 (ja) | 水洗便器 | |
| JP2004011413A (ja) | 水洗便器 | |
| JP2002106041A (ja) | 水洗便器 | |
| JP2616333B2 (ja) | 洋風便器の製造方法 | |
| JP2004084473A (ja) | 水洗便器 | |
| JP2002106044A (ja) | 水洗便器 | |
| JP4590762B2 (ja) | 水洗便器 | |
| JPH01163328A (ja) | 水洗式便器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070914 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090303 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090316 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4284850 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140403 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |