JP4278367B2 - 金属を連続鋳造するための鋳型管体 - Google Patents
金属を連続鋳造するための鋳型管体 Download PDFInfo
- Publication number
- JP4278367B2 JP4278367B2 JP2002344045A JP2002344045A JP4278367B2 JP 4278367 B2 JP4278367 B2 JP 4278367B2 JP 2002344045 A JP2002344045 A JP 2002344045A JP 2002344045 A JP2002344045 A JP 2002344045A JP 4278367 B2 JP4278367 B2 JP 4278367B2
- Authority
- JP
- Japan
- Prior art keywords
- wall
- cooling
- pipe
- mold
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0406—Moulds with special profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/055—Cooling the moulds
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Description
【発明の属する技術分野】
本発明は、請求項1の上位概念における特徴による、金属を連続鋳造するための鋳型管体に関する。
【0002】
【従来の技術】
金属の連続鋳造の際に生じる熱を導出するために、鋳型管体を水案内ジャケット内に組み込むことは公知である。この場合、一方ではこの水案内ジャケットの内側寸法に、および他方ではこの鋳型管体の外側寸法に基づいて、熱工学的に精確に定義された間隙が形成され、この間隙を通って下から上へ冷却水が流れ、この冷却水が生じた熱を収容し、且つ搬出するように行われる。鋳型管体が、ビームブランク形態において使用される場合、従って、同様に、水案内ジャケットの内側輪郭も、このような型の外側輪郭に一致させねばならない。
【0003】
冷却水を用いての熱の導出は、更に、鋳型管体と水案内ジャケットとの間の間隙内における水の速度によって規定される。この間隙は、しかしながら、この鋳型管体のその都度の再校正の際に、磨耗に伴う損磨、およびこの損磨によって強制的に誘起される鋳型管体の壁厚の低減に基づいて拡大する。この水間隙の拡大は、しかし、水の速度の低減を、および従って、同様に熱導出の低減をも伴う。
【0004】
英国特許出願公開第954 719号明細書から、金属の連続鋳造のための鋳型に、鋳型管体の長手方向および横方向に延在する冷却穿孔を設けることが公知である。ビームブランク形態における鋳型管体の場合、ただし、冷却穿孔が、長手方向の延在に対して横方向に、ただ大きな経費だけでもって、この鋳型管体内に形成されるという問題がある。それに加えて、ビームブランク形態の特別な幾何学的な形状において、極度の局部的な熱負荷が、一方ではフランジ領域をおよび他方ではウェブ領域を区画する壁部分の間の移行部において発生する。この局部的な熱負荷は、都合の悪い幾何学的な移行部の状態において、鋳型管体の過熱およびこの鋳型管体の耐用期間の劇的な低減を誘起する。
【0005】
【発明が解決しようとする課題】
従って、この公知技術を出発点として、本発明の根底をなす課題は、金属を連続鋳造するための鋳型管体を提供することであり、この鋳型管体が改良された耐用期間を備えており、且つこの鋳型管体において局部的な過熱が回避される。
【0006】
【課題を解決するための手段】
この課題の第1の解決策は、請求項1の特徴部にある。
【0007】
請求項1の特徴により、ここで、これら移行部内において互いに隣接する、2つの冷却管路の間隔は、残りの壁部分内における隣接する冷却管路の間隔よりもより小さい。
【0008】
上記のことに伴って、先ず第一に、管形鋳型の外側輪郭に適合されるべき水案内ジャケットが、基本的に設けなくて済むことの利点が得られる。この製造経費の明確な低減は、特に、ビームブランク形態における鋳型管体の場合に認められる。
【0009】
管壁内における冷却管路を介しての熱の導出によって、如何なる変化する熱導出の諸条件も、もはや発生しない。再校正の回数は、冷却性能に対して影響しない。
【0010】
冷却管路は、基本的に全ての壁部分内において、管壁の端面において外へ出ている。この領域において溶接を実施することは、再校正の後の問題の無い組込みおよび確実な鋳型管体の封隙のために、問題無く可能であり、この溶接は、その場合に、この再校正の後に簡単に、新しい寸法に対して後加工される。
【0011】
冷却管路が円形の断面を有している場合、この場合に同様に多数の冷却管路の断面も長円形に変形されることの更なる利点は、詳しく言うとつまり、表面領域が鋳造管路に向かって拡大し、従って、比較的に高い熱導出を考慮に入れられることの意味において、管形鋳型の湾曲の後に、ビームブランク形態に対して与えられる。
【0012】
第2の解決策は、請求項2の特徴部にある。この特徴に従って、ただ丸くされた移行部内においてだけ、冷却管路を設けることも同様に可能であり、他方では、残りの壁部分並びに丸くされた移行部が、管壁の外側輪郭に適合された水案内ジャケットを介して冷却可能である。この解決策の場合、全管壁は、冷却管路でもって貫通されていない。反対に、もっぱら、領域内において冷却穿孔が設けられており、これら冷却穿孔内において、局部的な過熱が、鋳型管体の耐用期間の減少を誘起する。水案内ジャケットの、丸くされた管壁の移行部内に装入された冷却管路との組合せにより、局部的な過熱は、これら丸くされた移行部において回避され、且つ鋳型管体の耐用期間が増大される。
【0013】
請求項3の特徴より、水案内ジャケットを、および同時に、丸くされた移行部においておよび残りの管壁の壁部分において、冷却穿孔を設けることは同様に可能であり、その際、これら移行部内において互いに隣接する、2つの冷却管路の間隔は、残りの壁部分内における間隔よりもより小さい。
【0014】
移行部内において設けられた冷却管路が、管壁の上側の端面から、ほぼこの管壁の中間の高さ領域に至るまで延在することは可能である。このことによって、局部的に熱的に強く負荷された壁部分内における、強度な熱導出の結果がもたらされる(請求項4)。
【0015】
請求項1または2により、管壁の外側輪郭内において、冷却管路に接続された冷却媒体供給部および冷却媒体導出部が設けられている。これら冷却媒体供給部および冷却媒体導出部は、特に有利には、管壁の外側輪郭の中間の高さ領域において設けられている(請求項5)。冷却管路システムを形成するために、これら管壁の端面から装入されたこれら冷却管路は閉鎖され、且つ溢流管路を介して互いに結合されている。
【0016】
鋳型管体を冷却するために、冷却媒体供給部および冷却媒体導出部が、別個の冷却循環と接続することは基本的に可能である。有利には、しかし、管壁と水案内ジャケットとの間で流動する冷却媒体は、同様に冷却管路も貫通流動し、且つ、熱的により高い負荷の領域における、強度の熱導出の結果をもたらす(請求項6)。水案内ジャケットと管壁との間の間隙から冷却管路内への冷却剤侵入を容易にするために、管壁の外側輪郭、及び/またはこの水案内ジャケットに、適当な案内手段が設けられており、これら案内手段が、冷却媒体の流動経過を、これら冷却管路内へと導く。
【0017】
本発明による特徴は、特に有利には、二重T字形の断面を有する鋳型管体において、請求項7により認められる。
【0018】
鋳型管体は、有利には、銅または銅合金から成る。
【0019】
次に、本発明を、図において具体的に説明された実施例に基づいて詳しく説明する。
【0020】
【発明の実施の形態】
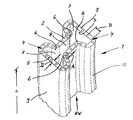
参照符号1により、図1および2において、ビームブランク形態の鋳型管体が、示されている。
【0021】
この鋳型管体1は、全周囲にわたって一定の管壁2の厚さDを有する、二重T字形の断面を備えている。
【0022】
鋳型管体1の内側輪郭3は、鋳込みストランドの断面を規定している。
【0023】
鋳造の際に生じる熱を導出するために、管壁2内に、鋳型管体1の全長Lにわたって延在する冷却管路4が装入されており、これら冷却管路は、矢印KWに従って、下から上へと、冷却水でもって作用可能である。即ち、これら冷却管路4は、管壁2の端面5内において終わっており、その際、ただ一方の端面5だけが認識可能である。
【0024】
冷却管路4は、穿孔処理によって、しかも鋳型管体1が湾曲される前に、管壁2内に装入される。この湾曲によって、これら冷却管路4は、部分的に、その場合に、内側輪郭3に向かってより大きな表面領域が形成されるように長円形に変形し、このことによって、熱導出が改良される。
【0025】
鋳型管体1の特別の内側輪郭3は、一方ではフランジ領域7をおよび他方ではウェブ領域8を区画する壁部分9の間で、丸くされた移行部6を備えている。これら移行部6内において互いに隣接する、2つの冷却管路4の間隔Aは、残りの壁部分9内における間隔Bよりもより小さい。
【0026】
図1および2の実施例において、冷却管路4が、鋳型管体1をこの鋳型管体の全長Lにわたって貫通しているのに対して、移行部6内において設けられた冷却管路4が、管壁2の上側の端面5から、ほぼこの管壁2の中間の高さ領域に至るまで延在することも、同様に可能である。これら冷却管路4は、冷却循環を形成するために、これら冷却管路の上側の端面において、互いに結合されており、且つ、管壁2の中間の高さ領域における冷却媒体供給部および冷却媒体導出部を介して、冷却媒体を供給される。
【0027】
付加的に、鋳型管体1は、管壁2の外側輪郭10に適合された水案内ジャケットの中へ埋設されており、従って、この鋳型管体1は、全体で、冷却媒体でもって貫通流動された冷却間隙によって囲繞されている。
【0028】
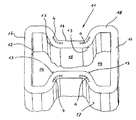
図3は、多少異なる透視の状態での、ビームブランク形態における内側輪郭12を有し、同様に一方ではフランジ領域14をおよび他方ではウェブ領域15を区画する壁部分16の間で、丸くされた移行部13を有する、鋳型管体11の更なる実施形態を示している。この実施例の場合、冷却管路4は、ただ移行部領域13内だけにおいて存在している。全鋳型管体11は、詳細には図示されていない方法で、この管壁18の外側輪郭17に適合された水案内ジャケットの中へ埋設されており、この水案内ジャケットを介して、残りの壁部分16およびこれら冷却管路4を備えた移行部領域が冷却される。
【図面の簡単な説明】
【図1】 透視の状態での、ビームブランク形態における鋳型管体の上側の端部分の図である。
【図2】 異なる透視の状態での、多少延長された図示における図1の鋳型管体の図である。
【図3】 更なる実施形態による、ビームブランク形態における鋳型管体の上側の端部分の図である。
【符号の説明】
1 鋳型管体
2 鋳型管体1の管壁
3 鋳型管体1の内側輪郭
4 冷却管路
5 管壁2の端面
6 フランジ領域7とウェブ領域8の間の移行部
7 フランジ領域
8 ウェブ領域
9 壁部分
10 鋳型管体1の外側輪郭
11 鋳型管体
12 鋳型管体11の内側輪郭
13 フランジ領域14とウェブ領域15の間の移行部
14 フランジ領域
15 ウェブ領域
16 管壁18の壁部分
17 管壁18の外側輪郭
18 管壁
A 間隔
B 間隔
D 管壁2の厚さ
L 鋳型管体1の長さ
KW 冷却水、 冷却媒体、 矢印
Claims (7)
- 金属を連続鋳造するための鋳型管体であって、この鋳型管体の管壁(2)が、一方ではフランジ領域(7)をおよび他方ではウェブ領域(8)を区画する壁部分(9)の間で、丸くされた移行部(6)を有する、ビームブランク形態の内側輪郭(3)を備えており、
その際、この内側輪郭(3)が、外側から供給された冷却媒体(KW)によって間接的に冷却可能であり、
且つその際、この管壁(2)内において、この管壁の長手方向で延在する冷却管路(4)が設けられている様式の上記鋳型管体において、
これら移行部内(6)において互いに隣接する、2つの冷却管路(4)の間隔(A)は、残りの壁部分(9)内における間隔(B)よりもより小さく構成されていること、
移行部(6)内において設けられた冷却管路(4)は、管壁(2)の上側の端面(5)から、ほぼこの管壁(2)の中間の高さ領域に至るまで延在すること、
を特徴とする鋳型管体。 - 金属を連続鋳造するための鋳型管体であって、この鋳型管体の管壁(18)が、一方ではフランジ領域(14)をおよび他方ではウェブ領域(15)を区画する壁部分(16)の間で、丸くされた移行部(13)を有する、ビームブランク形態の内側輪郭(12)を備えており、
その際、この内側輪郭(12)が、外側から供給された冷却媒体(KW)によって間接的に冷却可能であり、
且つその際、この管壁(18)内において、この管壁の長手方向に延在する冷却管路(4)が設けられている様式の上記鋳型管体において、
冷却管路(4)は、ただ丸くされた移行部(13)内においてだけ設けられており、且つ、残りの壁部分(16)並びに丸くされた移行部(13)が、管壁(18)の外側輪郭(17)に適合された水案内ジャケットを介して冷却可能であるように構成されていること、
移行部(13)内において設けられた冷却管路(4)は、管壁(18)の上側の端面(5)から、ほぼこの管壁(18)の中間の高さ領域に至るまで延在すること、
を特徴とする鋳型管体。 - 管壁(2)の外側輪郭(10)に適合された水案内ジャケットが設けられていることを特徴とする請求項1に記載の鋳型管体。
- 管壁(2、18)の外側輪郭(10、17)内において、冷却管路(4)に接続された冷却媒体供給部および冷却媒体導出部が設けられていることを特徴とする請求項1から3のいずれか一つに記載の鋳型管体。
- 冷却媒体供給部および冷却媒体導出部は、管壁(2、18)の中間の高さ領域において設けられていることを特徴とする請求項4に記載の鋳型管体。
- 冷却管路(4)は、管壁(2、18)と水案内ジャケットとの間で流動する冷却媒体(KW)によって貫通流動されているように構成されていることを特徴とする請求項2から5のいずれか一つに記載の鋳型管体。
- 鋳型管体は、二重T字形の断面を有していることを特徴とする請求項1から6のいずれか一つに記載の鋳型管体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10160135A DE10160135A1 (de) | 2001-12-07 | 2001-12-07 | Kokillenrohr zum Stranggießen von Metallen |
| DE10160135.2 | 2001-12-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003170250A JP2003170250A (ja) | 2003-06-17 |
| JP4278367B2 true JP4278367B2 (ja) | 2009-06-10 |
Family
ID=7708358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002344045A Expired - Lifetime JP4278367B2 (ja) | 2001-12-07 | 2002-11-27 | 金属を連続鋳造するための鋳型管体 |
Country Status (15)
| Country | Link |
|---|---|
| US (2) | US6736202B2 (ja) |
| EP (1) | EP1317978B1 (ja) |
| JP (1) | JP4278367B2 (ja) |
| KR (1) | KR20030047781A (ja) |
| CN (1) | CN1261257C (ja) |
| AT (1) | ATE353256T1 (ja) |
| BR (1) | BR0204987A (ja) |
| CA (1) | CA2412202C (ja) |
| DE (2) | DE10160135A1 (ja) |
| DK (1) | DK1317978T3 (ja) |
| ES (1) | ES2277610T3 (ja) |
| MX (1) | MXPA02012104A (ja) |
| PT (1) | PT1317978E (ja) |
| RU (1) | RU2302312C2 (ja) |
| TW (1) | TWI244952B (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10203967A1 (de) * | 2002-01-31 | 2003-08-14 | Km Europa Metal Ag | Kokillenrohr |
| DE10337205A1 (de) * | 2003-08-13 | 2005-03-10 | Km Europa Metal Ag | Flüssigkeitsgekühlte Kokille |
| EP1918042A1 (de) * | 2006-10-10 | 2008-05-07 | Concast Ag | Stranggiesskokille für Vorprofile |
| MY154390A (en) * | 2006-12-14 | 2015-06-15 | Cta Technology Proprietary Ltd | Manufacturing method for a multi-channel copper tube, and manufacturing apparatus for the tube |
| US20100313589A1 (en) * | 2009-06-13 | 2010-12-16 | Brent Alden Junge | Tubular element |
| US20120138281A1 (en) * | 2010-12-06 | 2012-06-07 | Transistor Devices, Inc. D/B/A Tdi Power | Heat Exchanger for Electronic Assemblies |
| DE202012004204U1 (de) * | 2011-05-03 | 2012-06-15 | Central Iron & Steel Research Institute | Abgeschrägte Schmalseitenkupferplatte für Gussform mit trichterförmig gekrümmter Oberfläche |
| CN102335728B (zh) * | 2011-10-26 | 2013-07-17 | 中冶南方工程技术有限公司 | 一种h形异型坯连铸结晶器 |
| CN102962415B (zh) * | 2012-12-14 | 2015-05-13 | 莱芜钢铁集团有限公司 | H型组合式结晶器 |
| US9295185B2 (en) | 2013-03-13 | 2016-03-22 | Transistor Devices, Inc. | Sealed enclosure for power electronics incorporating a heat exchanger |
| US9516794B2 (en) | 2014-10-31 | 2016-12-06 | Transistor Devices, Inc. | Modular scalable liquid cooled power system |
| KR101914083B1 (ko) * | 2016-11-30 | 2018-11-01 | 주식회사 포스코 | 주형 및 이의 제작방법 |
| KR102100794B1 (ko) * | 2018-08-02 | 2020-04-14 | 주식회사 포스코 | 주형 |
| CN110252983B (zh) * | 2019-06-17 | 2021-03-30 | 山东钢铁股份有限公司 | 一种微合金钢近终型异形连铸坯裂纹控制方法 |
| CN112170794B (zh) * | 2020-09-30 | 2022-03-08 | 江苏华龙铸铁型材有限公司 | 一种用于轨道型材生产的组合式腹冷结晶器 |
| CN114322574B (zh) * | 2021-12-22 | 2023-12-12 | 芜湖福记恒机械有限公司 | 一种闪速炉中的异形铜水套及其浇铸成型工艺 |
| DE102022208478A1 (de) * | 2022-08-16 | 2024-02-22 | Sms Group Gmbh | Kupferplatte mit lokalen Intensivkühlzonen |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2169893A (en) * | 1937-11-01 | 1939-08-15 | Chase Brass & Copper Co | Cooling means for continuous casting apparatus |
| GB954719A (en) | 1962-04-02 | 1964-04-08 | Continuous Casting Company Ltd | Improvements in the construction of continuous casting moulds |
| US3853309A (en) * | 1972-03-20 | 1974-12-10 | C Widmer | Components using cast-in cooling tubes |
| US3991822A (en) * | 1973-03-22 | 1976-11-16 | Olin Corporation | Metal tube having internal passages therein |
| JPS5213428A (en) * | 1975-07-23 | 1977-02-01 | Kawasaki Steel Co | Continuous casting for beam blanks |
| GB1524342A (en) * | 1977-01-12 | 1978-09-13 | Inst Elektroswarki Patona | Mould for electroslag casting of polygonal ingots |
| DE2740933C2 (de) * | 1977-09-10 | 1982-11-25 | GNS Gesellschaft für Nuklear-Service mbH, 4300 Essen | Transport- bzw. Lagerbehälter für radioaktive Stoffe, insbesondere bestrahlte Kernreaktorbrennelemente |
| JPS5775254A (en) * | 1980-10-29 | 1982-05-11 | Nippon Steel Corp | Method for continuous casting of beam blank and mold for this |
| US5314008A (en) * | 1992-05-22 | 1994-05-24 | Foster Wheeler Energy Corporation | Fluid-cooled jacket for an air-swept distributor |
| US5513691A (en) * | 1994-02-02 | 1996-05-07 | Sms Concast Inc. | Mold for continuous casting and method of making the mold |
| JPH0999345A (ja) * | 1995-10-04 | 1997-04-15 | Nomura Tokin:Kk | ビームブランク鋳造用鋳型 |
| DE19622424C2 (de) * | 1996-06-04 | 1998-10-29 | Martin Umwelt & Energietech | Rostelement und Rost mit Flüssigkeitskühlung |
| JP4578586B2 (ja) * | 1998-02-16 | 2010-11-10 | 中越合金鋳工株式会社 | ビームブランク鋳片の連続鋳造用鋳型 |
| DE19859040A1 (de) * | 1998-12-21 | 2000-06-29 | Km Europa Metal Ag | Kokillenrohr und Verfahren zum Rekalibrieren eines Kokillenrohrs |
| IT1310518B1 (it) * | 1999-01-13 | 2002-02-18 | Danieli Off Mecc | Dispositivo per colata continua ad alta velocita' e relativoprocedimento |
| IT1310517B1 (it) * | 1999-01-13 | 2002-02-18 | Danieli Off Mecc | Cristallizzatore per colata continua |
| US6612363B1 (en) * | 2002-06-10 | 2003-09-02 | Sms Demag Inc. | Beam blank mold for continuous casting |
-
2001
- 2001-12-07 DE DE10160135A patent/DE10160135A1/de not_active Withdrawn
-
2002
- 2002-11-19 CA CA002412202A patent/CA2412202C/en not_active Expired - Lifetime
- 2002-11-21 US US10/301,102 patent/US6736202B2/en not_active Expired - Lifetime
- 2002-11-27 JP JP2002344045A patent/JP4278367B2/ja not_active Expired - Lifetime
- 2002-12-03 DE DE50209433T patent/DE50209433D1/de not_active Expired - Lifetime
- 2002-12-03 PT PT02027024T patent/PT1317978E/pt unknown
- 2002-12-03 ES ES02027024T patent/ES2277610T3/es not_active Expired - Lifetime
- 2002-12-03 EP EP02027024A patent/EP1317978B1/de not_active Expired - Lifetime
- 2002-12-03 AT AT02027024T patent/ATE353256T1/de active
- 2002-12-03 DK DK02027024T patent/DK1317978T3/da active
- 2002-12-04 TW TW091135175A patent/TWI244952B/zh not_active IP Right Cessation
- 2002-12-05 BR BR0204987-2A patent/BR0204987A/pt not_active Application Discontinuation
- 2002-12-06 KR KR1020020077139A patent/KR20030047781A/ko not_active Application Discontinuation
- 2002-12-06 RU RU2002132960/02A patent/RU2302312C2/ru active
- 2002-12-06 CN CNB021545723A patent/CN1261257C/zh not_active Expired - Lifetime
- 2002-12-06 MX MXPA02012104A patent/MXPA02012104A/es active IP Right Grant
-
2004
- 2004-04-07 US US10/819,637 patent/US6942012B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1317978A1 (de) | 2003-06-11 |
| PT1317978E (pt) | 2007-03-30 |
| JP2003170250A (ja) | 2003-06-17 |
| BR0204987A (pt) | 2004-06-29 |
| CN1261257C (zh) | 2006-06-28 |
| TW200300713A (en) | 2003-06-16 |
| ES2277610T3 (es) | 2007-07-16 |
| DK1317978T3 (da) | 2007-06-04 |
| DE50209433D1 (de) | 2007-03-22 |
| CN1422714A (zh) | 2003-06-11 |
| DE10160135A1 (de) | 2003-06-18 |
| US20030106681A1 (en) | 2003-06-12 |
| RU2302312C2 (ru) | 2007-07-10 |
| US6736202B2 (en) | 2004-05-18 |
| CA2412202A1 (en) | 2003-06-07 |
| TWI244952B (en) | 2005-12-11 |
| CA2412202C (en) | 2009-08-25 |
| US6942012B2 (en) | 2005-09-13 |
| EP1317978B1 (de) | 2007-02-07 |
| KR20030047781A (ko) | 2003-06-18 |
| ATE353256T1 (de) | 2007-02-15 |
| MXPA02012104A (es) | 2004-10-15 |
| US20040188056A1 (en) | 2004-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4278367B2 (ja) | 金属を連続鋳造するための鋳型管体 | |
| KR100596911B1 (ko) | 제철 또는 제강 노용 냉각판 및 그의 제조방법 | |
| JP5046626B2 (ja) | 金属を連続鋳造する金型管 | |
| JPS63140743A (ja) | 鋼ストリップを連続鋳造するための鋳型 | |
| RU2002132960A (ru) | Трубчатый кристаллизатор для непрерывной разливки металлов (варианты) | |
| JP5256376B2 (ja) | 乾式冶金反応炉用冷却要素の製造方法および冷却要素 | |
| US20070068664A1 (en) | Method of manufacturing a cooling plate and a cooling plate manufactured with this method | |
| GB2177331A (en) | Continuous casting mould | |
| AU2001289934B2 (en) | Cooling element for shaft furnaces | |
| KR20030065403A (ko) | 주형 관 | |
| JPH035056A (ja) | ホットチャンバー・ダイキャストマシン用の注入容器 | |
| JP4495330B2 (ja) | 高炉炉壁用冷却パネル | |
| JP2005152963A (ja) | 車両用ホイールの鋳造金型 | |
| JP4318506B2 (ja) | 鋳型管体 | |
| KR20110020898A (ko) | 야금로용 냉각판 제조 방법 | |
| JP2005207726A (ja) | 熱交換器およびその製造方法 | |
| JP2019513905A (ja) | 吹付けランスチップ | |
| JP2004012020A (ja) | ステーブクーラおよびこれを用いた金属精錬方法 | |
| JPH0676639U (ja) | シリンダブロック構造 | |
| EP1153255B1 (en) | Pyrometallurgical reactor cooling element and its manufacture | |
| JP4624300B2 (ja) | 金型の冷却構造 | |
| JP2005305476A (ja) | 連続鋳造用鋳型 | |
| JPH04108943U (ja) | ホロ―連続鋳造機 | |
| JP2006326653A (ja) | 連続鋳造用水冷鋳型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080603 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080902 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081127 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20081219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090303 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090310 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120319 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4278367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120319 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130319 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130319 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140319 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |