JP4079679B2 - 半導体ウエハの不要物除去方法およびその装置 - Google Patents
半導体ウエハの不要物除去方法およびその装置 Download PDFInfo
- Publication number
- JP4079679B2 JP4079679B2 JP2002122236A JP2002122236A JP4079679B2 JP 4079679 B2 JP4079679 B2 JP 4079679B2 JP 2002122236 A JP2002122236 A JP 2002122236A JP 2002122236 A JP2002122236 A JP 2002122236A JP 4079679 B2 JP4079679 B2 JP 4079679B2
- Authority
- JP
- Japan
- Prior art keywords
- semiconductor wafer
- tape
- peeling
- edge member
- wafer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
【発明の属する技術分野】
この発明は、半導体ウエハ(以下、単に「ウエハ」という)の表面に存在する保護テープやレジストなどの不要物を精度よく剥離する技術に関する。
【0002】
【従来の技術】
従来パターン形成処理の済んだウエハの裏面を研磨(バックグラインド)する際には、予めウエハ表面に幅広の保護テープを貼付けるとともに、ウエハ外周からはみ出ている保護テープをウエハ外周縁に沿って切り抜き、表面全体が保護テープで保護されたウエハを、その表面側から吸盤で吸着保持して研磨処理を行なう。その後、不要物となった保護テープをウエハ表面からめくり取り除去している。
【0003】
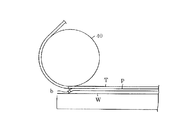
この保護テープをめくり取り除去する手段として、剥離テープを利用する除去方法があり、その概略が図14に示されている。この除去方法では、ウエハWの表面に貼り付けられている保護テープP(不要物)の上に、保護テープPの粘着力より強い粘着力を備えた剥離テープTを貼付け、ローラ40をウエハ上で転動させて図中右方向に走行させながら剥離テープTを巻き取ることにより、保護テープPを剥離テープTと一体に剥離してゆく。
【0004】
【発明が解決しようとする課題】
しかしながら、従来のローラを用いて剥離テープをウエハに貼り付ける方法では、次のような問題がある。
【0005】
すなわち、剥離テープに対するローラの当接部位が丸みを帯びて接触面積が大きいとともに、ローラの回転によって本来剥離テープ上に加わるべき押圧力が、ウエハ周縁部では極端に分散されてしまう。また、図14に示すように、ウエハ周端のべべリング部分bに貼り付けられた保護テープPは下方に傾斜しているので、その部分ではローラ40が空転してしまい剥離テープTを十分に押圧して保護テープPの端部表面に精度よく貼り付けることができない。その結果、ウエハWの周縁部では剥離テープTの貼り付けムラが発生してしまい端部から保護テープPを精度よく剥離することができなといった問題がある。
【0006】
この発明は、このような事情に鑑みてなされたものであって、剥離テープを半導体ウエハ上に精度よく貼り付けて不要物の除去を行なえる半導体ウエハの不要物除去方法およびその装置を提供することを主たる目的とする。
【0007】
【課題を解決するための手段】
この発明は、このような目的を達成するために、次のような構成をとる。
すなわち、請求項1に記載の発明は、半導体ウエハ上の不要物を剥離テープと一体に剥離する半導体ウエハの不要物除去方法において、
エッジ部材の先端で前記剥離テープの表面を押圧し、エッジ部材と半導体ウエハを相対的に水平移動させながらこの剥離テープを半導体ウエハ上に貼り付けた後に、この貼り付けた剥離テープをエッジ部材の先端で折り返して剥離してゆくことを特徴とするものである。
【0008】
(作用・効果)剥離テープの表面にエッジ部材の先端を当接させて移動させながら剥離テープを半導体ウエハ上に貼り付けることにより、エッジ部材の先端からの押圧力が局所的に剥離テープに伝達されるので、半導体ウエハ全面にわたって剥離テープを確実に貼り付けることができる。また、貼り付けた剥離テープは、エッジ部材の先端によりウエハ端部から確実に剥離することができる。
【0009】
また、請求項2に記載の発明は、請求項1に記載の半導体ウエハの不要物除去方法において、前記エッジ部材を半導体ウエハの周端から一方向に移動させて剥離テープを貼り付ける過程で、剥離テープの剥離を行なうことを特徴とするものである。
【0010】
また、請求項2に記載の発明は、請求項1に記載の半導体ウエハの不要物除去方法において、前記エッジ部材を半導体ウエハの周端から一方向に移動させて剥離テープを貼り付ける過程で、エッジ部材の移動に伴う剥離テープの貼付けと同時に、テープ貼付け移動方向とは反対側において、エッジ部材の先端で剥離テープを折り返して剥離しながら巻き取ることを特徴とするものである。
【0011】
(作用・効果)エッジ部材を半導体ウエハの周端から一方向に移動させることにより、剥離テープを半導体ウエハ上に貼り付けながら剥離し(請求項2)、またはエッジ部材を待機位置側から半導体ウエハの中間部位に移動して下降し、待機位置側に後退しながら半導体ウエハ上に剥離テープを貼り付け、その後、待機位置側の半導体ウエハ周端に到達するとエッジ部材を反転移動させて剥離テープを半導体ウエハ上に貼り付けながら剥離する(請求項3)ことにより、請求項1に記載の方法を好適に実施することができる。
【0012】
また、請求項4に記載の発明は、請求項1ないし請求項3のいずれかに記載の半導体ウエハの不要物除去方法において、前記不要物が、半導体ウエハの表面に貼り付けられた保護テープであることを特徴とするものである。
【0013】
また、請求項5に記載の発明は、請求項1ないし請求項3のいずれかに記載の半導体ウエハの不要物除去方法において、前記不要物が、半導体ウエハの表面に形成されたレジストであることを特徴とするものである。
【0014】
(作用・効果)半導体ウエハ上の不要物である保護テープ(請求項4)または半導体ウエハ上に形成されたレジスト(請求項5)のそれぞれが、剥離テープと一体となって剥離される。
【0015】
また、請求項6に記載の発明は、半導体ウエハ上の不要物を剥離テープと一体に剥離する半導体ウエハの不要物除去装置において、
前記半導体ウエハを載置保持する剥離テーブルと、
前記剥離テーブル上の半導体ウエハに剥離テープを供給するテープ供給部と、
前記供給される剥離テープの表面にエッジ部材の先端を当接させて前記半導体ウエハ上に剥離テープを貼り付けてゆくテープ貼付ユニットと、
前記半導体ウエハ上に貼り付けた剥離テープをエッジ部材の先端で折り返して巻き取りながら半導体ウエハ周端から剥離してゆくテープ剥離ユニットと、
前記半導体ウエハ上の不要物と共に剥離した処理済みの剥離テープを回収するテープ回収部と
を備えたことを特徴とするものである。
【0016】
(作用・効果)剥離テーブルに載置保持された半導体ウエハ上に剥離テープが供給され、テープ貼付ユニットに備わったエッジ部材の先端がこの剥離テープの表面に当接して移動することにより、半導体ウエハ上にこの剥離テープが貼り付けられる。貼り付けられた剥離テープは、テープ剥離ユニットにより剥離される。したがって、請求項1に記載の方法を好適に実現することができる。
【0017】
また、請求項7に記載の発明は、請求項6に記載の半導体ウエハの不要物除去装置において、前記テープ貼付ユニットと前記テープ剥離ユニットが一体構成されたテープ貼付・剥離ユニットであることを特徴とするものである。
【0018】
(作用・効果)テープ貼付ユニットとテープ剥離ユニットが一体構成されることにより、剥離テープの貼り付けおよび剥離を同時に実施することができる。また、同一ユニットにすることにより、装置構成の簡素化および小型化を実現することができる。
【0019】
また、請求項8に記載の発明は、請求項7に記載の半導体ウエハの不要物除去装置において、 前記半導体ウエハの一端側の待機位置から半導体ウエハの中間部位上方にエッジ部材を移動させた後に下降し、このエッジ部材の先端を前記剥離テープの表面に当接させてエッジ部材の待機位置方向に後退させながら半導体ウエハ上に剥離テープを貼り付け、エッジ部材が待機位置側の半導体ウエハの周端に到達すると、反転移動して剥離テープを貼り付けながらこの剥離テープの剥離を行なうように前記テープ貼付・剥離ユニットの移動を制御する移動制御手段を備えたことを特徴とするものである。
【0020】
(作用・効果)半導体ウエハの中間部位からテープ貼付ユニットの待機位置側に向かってエッジ部材を移動させて剥離テープを半導体ウエハ上に貼り付ける。その後、待機位置側にある半導体ウエハの周端にエッジ部材が到達すると、エッジ部材を反転移動させて剥離テープを貼り付けながらこの剥離テープの剥離を行なうようにテープ貼付・剥離ユニットの移動が移動制御手段により制御される。したがって、請求項3に記載の方法を好適に実現することができる。
【0021】
また、請求項9に記載の発明は、請求項6または請求項8に記載の半導体ウエハの不要物除去装置において、前記半導体ウエハ表面に対するエッジ部材の接触角度を調整する角度調整手段を備えたことを特徴とするものである。
【0022】
(作用・効果)角度調整手段によりエッジ部材の角度を任意に設定変更させて剥離テープの貼付および剥離を行なうことができる。したがって、硬さの異なった保護または剥離テープに応じてエッジ部材の接触角度を変更することにより、例えばテープ剥離時に加わる半導体ウエハへのストレスを軽減し、半導体ウエハの損傷などを抑制することができる。
【0023】
本発明は次のような解決手段も開示している。
【0024】
(1)半導体ウエハ上の不要物を剥離テープと一体に剥離する半導体ウエハの不要物除去方法において、
前記剥離テープの表面にエッジ部材の先端を当接して移動させながらこの剥離テープを半導体ウエハ上に貼り付ける貼付過程と、
前記半導体ウエハ上に貼り付けた剥離テープを剥離する剥離過程とを備え、
かつ、前記貼付過程および剥離過程でのエッジ部材の移動速度を半導体ウエハの周縁に近づくにつれて遅くすることを特徴とする半導体ウエハの不要物除去方法。
【0025】
従来パターン形成処理の済んだウエハの裏面を研磨(バックグラインド)する際には、予めウエハ表面に幅広の保護テープを貼付けるとともに、ウエハ外周からはみ出ている保護テープをウエハ外周縁に沿って切り抜き、表面全体が保護テープで保護されたウエハを、その表面側から吸盤で吸着保持して研磨処理を行なう。
【0026】
その後、不要物となった保護テープ上に、保護テープの粘着力より強い粘着力を備えた剥離テープを貼付け、ウエハ上でローラを一定速度で転動させながら剥離テープを巻き取ることにより、保護テープを剥離テープと一体に剥離している。
【0027】
しかしながら、図14に示すように、ウエハ端部のべべリング部分bでは保護テープPが下方に傾斜した状態で半導体ウエハに貼り付けられている。この部分bを含むウエハ全面に一定速度でローラ40を転動させながら剥離テープTを保護テープPの表面に貼り付けたのでは、べべリング部分bでのローラ40の押圧力が剥離テープTから保護テープPの表面に伝わる前にローラ40が空転して通過してしまうことがある。その結果、剥離テープTが保護テープPの表面に確実に貼り付いていないので、剥離テープTを剥離するときにウエハ端部から保護テープPを確りと剥離できないといった問題がある。
【0028】
前記(1)の発明によれば、エッジ部材の先端を剥離テープ表面に当接させて移動させながら剥離テープを保護テープ表面に貼り付ける際、ウエハの周縁領域でエッジ部材の移動速度が遅くなるようにされている。したがって、べべリングに沿って保護テープ端部が下方に傾斜を有していてもエッジ部材がゆっくりとその傾斜に沿って移動するので、エッジ部材の押圧力がその先端から剥離テープに確実に伝わる。したがって、保護テープ全面にわたって剥離テープを貼り付けムラなく貼り付けることができ、結果、この剥離テープの剥離に伴って、保護テープをウエハ端部から剥離テープと一体にして確実に剥離することができる。
【0029】
【発明の実施の形態】
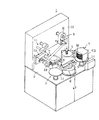
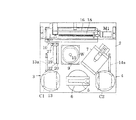
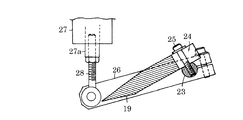
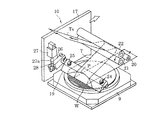
以下、本発明の実施形態である実施例を図面に基づいて説明する。図1は本発明に係る不要物除去装置の一例である半導体ウエハの保護テープ剥離装置の全体を示す斜視図、図2はその正面図、図3はその平面図、図4はテープ貼付けユニットおよびテープ剥離ユニットの正面図、図5はテープ剥離用のエッジ部材の支持構造を示す正面図、図6はテープ剥離作動状態を示す要部の斜視図である。
【0030】
実施例に係る半導体ウエハ(以下、単に「ウエハ」という)の保護テープ剥離装置1は、図1に示す基台2の左右に、表面に保護テープが貼り付けられたウエハが収納されたカセットが装填されるウエハ供給部3(図1の左側)と、保護テープの剥離処理されたウエハWをカセットC2に回収するウエハ回収部4(図1では右側)とが配備されている。このウエハ供給部3とウエハ回収部4との間には、ロボットアーム5を備えたウエハ搬送機構6が配備されている。また、基台2の右奥側にはアライメントステージ7が配備され、その上方にはウエハWに向けて剥離テープTを供給するテープ供給部8が配備されている。アライメントステージ7の左横には、ウエハWを吸着保持する剥離テーブル9と、この剥離テーブル9に保持されたウエハWの表面側の保護テープ上に剥離テープTを貼り付けると共に、保護テープと一体に剥離テープTを剥離するテープ貼付・剥離ユニット10と、ウエハWから保護テープを剥離処理したテープを回収するテープ回収部11とが配備されている。
【0031】
なお、ウエハ供給部3、ウエハ搬送機構5、アライメントステージ7、および剥離テーブル9は、基台2の上に配備されているのに対し、テープ供給部8およびテープ回収部11は基台2に立設した縦壁12の前面に装備されている。また、テープ貼付・剥離ユニット10は、縦壁12の下方開口部に臨設されている。
【0032】
以下、各部について具体的に説明する。
ウエハ供給部3は、保護テープが貼付けられた表面を上向きにした水平姿勢のウエハWを、上下に適当な間隔をもった状態でカセットに差込み収納して、カセット台13の上に装填するようになっている。
【0033】
カセット台13は、図3に示すように、エアーシリンダ13aによって旋回されて向き変更可能となっている。ウエハ回収部4も、保護テープ剥離処理の済んだウエハWを、上下に適当な間隔をもった状態でカセットC2に差込み収納して、カセット台14の上に装填するようになっている。このカセット台14もエアーシリンダ14aによって旋回されて向き変更可能となっている。
【0034】
ウエハ搬送機構6のロボットアーム5は水平進退および旋回可能に構成されており、ウエハ供給部3からのウエハWの取り出し、アライメントステージ7へのウエハWの供給、アライメントステージ7から剥離テーブル9へのウエハWの搬入、剥離テーブル9からの処理済みウエハWの搬出、および処理済みウエハWのウエハ回収部4への搬入等を行なう。
【0035】
テープ供給部8は、原反ロールRから導出した剥離テープTを剥離テーブル9の上方を通ってテープ貼付・剥離ユニット10にまで導くよう構成されている。なお、剥離テープTは、ウエハWの径よりも幅狭のものが利用される。
【0036】
図3に示すように、剥離テーブル9の中心には、上面が真空吸着面に構成された吸着パッド15が出退昇降可能に装備されるとともに、テーブル上面は、載置されたウエハWを位置ずれなく保持するための真空吸着面に構成されている。
【0037】
図4に示すように、テープ貼付・剥離ユニット10は、レール16に沿って左右移動可能に支持された可動台17を、モータM1で正逆駆動される送りネジ18によって左右水平に往復移動させるとともに、この可動台17に、テープ剥離用のエッジ部材19、ガイドローラ20、駆動回転される送り出しローラ21およびこれに対向する挟持ローラ22等を装備した構造となっている。
【0038】
また、テープ貼付・剥離ユニット10は、図示しない移動制御制手段によって、移動方向の両端(図4ではウエハWの左右両端)、つまりウエハWの周縁領域で移動速度が遅くなるように制御されている。
【0039】
図5および図6に示すように、テープ貼付・剥離用のエッジ部材19は、先端に先鋭なエッジを備えた、ウエハ直径より広幅の板材で構成されており、可動台17の前面に回動可能に突設支持された回転支軸23に、スリット24およびボルト25を介して出退調節可能に連結固定されている。
【0040】
また、回転支軸23の基部には操作アーム26が締め付け連結されるとともに、この操作アーム26の遊端部に枢支連結した連結ロッド28が、可動台17の前面に装着したエアーシリンダ27のピストンロッド27aに連結されており、ピストンロッド27aの出退作動に伴う操作アーム26の揺動によって回転支軸23が回動され、これによって、エッジ部材19のエッジが上下動するよう構成されている。
【0041】
なお、操作アーム26の遊端部から延出された連結ロッド28は、エアーシリンダ27のピストンロッド27aにネジ込み装着されており、連結ロッド28のネジ込み量を調節することで、ピストンロッド27aがストロークエンドまで突出作動した時の操作アーム26の揺動角度、換言すると、下限位置にあるエッジ部材19の角度を任意に調節することが可能となっている。なお、操作アーム26、エアーシリンダ27、ピストンロッド27a、および連結ロッド28は、本発明の角度調節手段を構成している。
【0042】
次に、上記実施例装置を用いてウエハ表面に貼り付けられた保護テープを剥離する一巡の動作について、図7〜図11を参照しながら説明する。
なお、本実施例では、図12に示すように、べべリングbにまで及ぶレベルGまでバックグラインドがなされた薄いウエハWに貼付けられた保護テープPを剥離する場合を例に採って説明する。
【0043】
先ず、ロボットアーム5がウエハ供給部3のカセットC1からウエハWを1枚吸着保持して取り出してアライメントステージ7上に移載し、ここでウエハWのオリエンテーションフラットやノッチ等の検出に基づいて、ウエハWの位置合わせが行なわれる。位置合わせが行われたウエハWは再びロボットアーム5に支持されて搬送され、剥離テーブル8上に供給される。
【0044】
剥離テーブル8上に搬入されたウエハWは、テーブル上に突出している吸着パッド15に受け取られた後、吸着パッド15の下降に伴って剥離テーブル8の上面に所定の姿勢および位置で載置され、保護テープPが貼付けられた表面が上向きの姿勢で吸着保持される。この時、図7に示すように、テープ貼付・剥離ユニット10は剥離テーブル9から後方(図7では左側)に離れた待機位置にある。
【0045】
図8示すように、剥離テーブル9の上にウエハWが装填されると、テープ貼付・剥離ユニット10はウエハWの上方へと前進移動する。待機位置側(図8では左側)のウエハWの周端から、例えば略1/4前方の地点(図8の右側)にエッジ部材19の先端が来るよう移動させ、この地点でエアーシリンダ27がストロークエンドまで突出作動させて操作アーム26の動作により、エッジ部材19が下限位置まで降下される。つまり、エッジ部材19の先端が剥離テープTの表面に当接し、この剥離テープTを保護テープPの表面に押圧する。なお、このエッジ部材19の下降位置はウエハWの端部から略1/4の地点に限定されるものではない。
【0046】
エッジ部材19が下降すると、図9に示すように、テープ貼付・剥離ユニット10が待機位置方向に後退移動(図9では右から左に移動)する。つまり、エッジ部材19の先端で剥離テープTを押圧しながら保護テープPの表面に、この剥離テープTを貼り付けてゆく。このとき、剥離テープ貼付過程でテープ貼付・剥離ユニット10の移動速度が、ウエハWの周縁に向かうにつれて遅く移動する。
【0047】
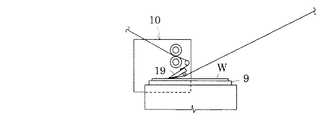
具体的には、図13に示すように、べべリング部位bにはみ出して下方に傾斜を有して貼り付けられている保護テープPの表面に沿ってエッジ部材19がゆっくりと移動する。したがって、エッジ部材19先端の押圧力が剥離テープTに確実に伝わるので、べべリング部位bを含む保護テープPの全面にわたって剥離テープを精度よく貼り付けられる。
【0048】
エッジ部材19の先端がウエハWの周端に到達すると、図10に示すように、テープ貼付・剥離ユニット10は反転移動(図10では左から右)する。このとき、エッジ部材19の先端部が剥離テープTを保護テープPの表面に押圧しながら移動されるとともに、その移動速度と同調された周速度で送り出しローラ21が剥離テープTを巻き取ってゆく。つまり、剥離テープTを剥離してゆくことにより保護テープPが一体になりウエハWの表面上から剥離されてゆく。
【0049】
なお、送り出しローラ21は、所定のトルク以上の負荷によって空転するスリップクラッチを介して図示しない駆動装置で回転駆動されており、剥離テープTに所定の張力を与えながら送り出すよう構成されている。
【0050】
図11に示すように、テープ貼付・剥離ユニット10がウエハW上を通過して保護テープPが完全に剥離されると、ウエハWはロボットアーム5によって剥離テーブル9上から搬出されて、ウエハ回収部4のカセットC2に差込み収納される。その後、テープ貼付・剥離ユニット10が元の待機位置に後退復帰移動されるとともに、剥離した処理済みの剥離テープTsの巻き取り回収が行なわれる。また、エッジ部材19も元の待機位置にまで上昇復帰される。
【0051】
以上で1回の保護テープ剥離工程が終了し、次のウエハWの受入れ待機状態となる。
【0052】
上述のように、エッジ部材19の先端をウエハWの中間部位に降下させて剥離テープTの表面に当接させ、このエッジ部材19の先端を剥離テープTに押圧しながらテープ貼付・剥離ユニット10の待機位置側のウエハWの周端方向に後退移動させるとともに、ウエハWの周端に近づくに従ってその移動速度を遅くすることで、ウエハWの周縁領域における保護テープPの表面に剥離テープTを確実に貼り付けることができる。
【0053】
つまり、剥離テープTの表面からエッジ部材19の押圧力が局所的に加わるようにゆっくりとエッジ部材19を移動させることにより、べべリング部位bで下方に傾斜して貼り付けられている保護テープPの表面にも剥離テープTを確実に貼り付けることができる。その結果、ウエハW周縁には剥離テープの貼り付けムラが発生していないので、ウエハ端部から確実に剥離テープTを保護テープPと一体にして剥離することができる。
【0054】
本発明は、上記の実施例に限らず、次のように変形実施することもできる。
(1)上記実施例では、テープ貼付・剥離ユニット10をウエハWの中間部位から待機位置に後退させながら剥離テープTを保護テープPの表面に貼り付ける方法を実施していたが、テープ貼付・剥離ユニット10の待機位置側から前方の一方向にこのテープ貼付・剥離ユニット10を移動させて剥離テープTを保護テープPの表面に貼付けながら剥離するようにしてもよい。
【0055】
(2)上記実施例では、剥離テープ貼付時にエッジ部材19がウエハWの周縁領域に近づくと、そのエッジ部材19の移動速度が遅くなるように調節していたが、エッジ部材19をウエハWの周端領域で所定の小ストロークで前後に往復移動させてもよい。このような動作をウエハ周縁領域で行なうことにより、ウエハ周縁領域における保護テープPの表面に剥離テープTをより一層確実に貼り付けることができる。
【0056】
(3)上記実施例装置では、ウエハWの周縁領域の保護テープP上における剥離テープTの貼付状況を確認する手段を備えていないが、剥離テープTの貼付状況をCCDカメラや各種センサ類を利用し、保護テープPの表面に剥離テープTが確実に貼り付けられているのを確認した後に、保護テープPの剥離を実行させるようにしてもよい。
【0057】
(4)上記実施例では、表面に保護テープPの貼り付けられたウエハWに剥離テープTを貼り付けていたが、裏面から粘着テープを貼り付けてリング状フレームに支持されたウエハWの表面に剥離テープTを貼り付け、保護テープPを剥離するようにしてもよい。
【0058】
(5)上記実施例では、保護テープP上に剥離テープTを貼り付けていたが、保護テープPの貼り付けていないウエハ表面に直接に剥離テープTを貼り付けて、表面に残存する不要物(レジスト)を除去するようにしてもよい。この方法は、パターン形成などに用いられた後に不要となった各種マスク類の剥離にも適用できる。
【0059】
(6)上記実施例では、剥離テープTの貼付および剥離を1つのユニットで行なっていたが、剥離テープTの貼付ユニットと剥離ユニットを別体に設けてもよい。
【0060】
【発明の効果】
以上の説明から明らかなように、本発明によれば、エッジ部材の先端を剥離テープ表面に当接させて押圧力を局所的に剥離テープ表面に加えながらウエハ上に貼り付けることにより、べべリングにより貼付けにくいウエハ周縁領域であっても剥離テープを保護テープ表面に精度高く貼り付けることができる。
【図面の簡単な説明】
【図1】実施例に係る保護テープ剥離装置の全体構成を示す斜視図である。
【図2】実施例に係る保護テープ剥離装置の全体正面図である。
【図3】実施例に係る保護テープ剥離装置の全体平面図である。
【図4】実施例装置に係るテープ貼付・剥離ユニットの正面図である。
【図5】テープ貼付・剥離用のエッジ部材の支持構造を示す正面図である。
【図6】テープ貼付・剥離状態を示す要部の斜視図である。
【図7】テープ貼付・剥離工程を説明する正面図である。
【図8】テープ貼付・剥離工程を説明する正面図である。
【図9】テープ貼付・剥離工程を説明する正面図である。
【図10】テープ貼付・剥離工程を説明する正面図である。
【図11】テープ貼付・剥離工程を説明する正面図である。
【図12】保護テープが貼付けられたバックグラインド前のウエハの一部を示す正面図である。
【図13】テープ貼付・剥離工程における要部を拡大した正面図である。
【図14】従来手段によるテープ貼付・剥離工程における要部を拡大した正面図である。
【符号の説明】
P … 保護テープ
T … 剥離テープ
W … ウエハ
3 … ウエハ供給部
4 … ウエハ回収部
6 … ウエハ搬送機構
7 … アライメントステージ
9 … 剥離テーブル
10 … テープ貼付・剥離ユニット
19 … エッジ部材
Claims (9)
- 半導体ウエハ上の不要物を剥離テープと一体に剥離する半導体ウエハの不要物除去方法において、
エッジ部材の先端で前記剥離テープの表面を押圧し、エッジ部材と半導体ウエハを相対的に水平移動させながらこの剥離テープを半導体ウエハ上に貼り付けた後に、この貼り付けた剥離テープをエッジ部材の先端で折り返して剥離してゆく
ことを特徴とする半導体ウエハの不要物除去方法。 - 請求項1に記載の半導体ウエハの不要物除去方法において、
前記エッジ部材を半導体ウエハの周端から一方向に移動させて剥離テープを貼り付ける過程で、エッジ部材の移動に伴う剥離テープの貼付けと同時に、テープ貼付け移動方向とは反対側において、エッジ部材の先端で剥離テープを折り返して剥離しながら巻き取る
ことを特徴とする半導体ウエハの不要物除去方法。 - 請求項1に記載の半導体ウエハの不要物除去方法において、
前記半導体ウエハ上への剥離テープの貼り付けおよび剥離は、以下のようにして行なわれる、
(1)前記半導体ウエハの一端側の待機位置から半導体ウエハの中間部位上方にエッジ部材を移動させた後に下降し、このエッジ部材の先端を前記剥離テープの表面に当接させてエッジ部材の待機位置方向に後退させながら半導体ウエハ上に剥離テープを貼り付けつる貼付過程と、
(2)前記貼付過程でエッジ部材の待機位置側にある半導体ウエハの周端にエッジ部材が到達すると、前記エッジ部材を反転移動させて半導体ウエハ上に剥離テープを貼り付けながら、この剥離テープを剥離してゆく貼付・剥離過程と
を備えたことを特徴とする半導体ウエハの不要物除去方法。 - 請求項1ないし請求項3のいずれかに記載の半導体ウエハの不要物除去方法において、
前記不要物が、半導体ウエハの表面に貼り付けられた保護テープであることを特徴とする半導体ウエハの不要物除去方法。 - 請求項1ないし請求項3のいずれかに記載の半導体ウエハの不要物除去方法において、
前記不要物が、半導体ウエハの表面に形成されたレジストであることを特徴とする半導体ウエハの不要物除去方法。 - 半導体ウエハ上の不要物を剥離テープと一体に剥離する半導体ウエハの不要物除去装置において、
前記半導体ウエハを載置保持する剥離テーブルと、
前記剥離テーブル上の半導体ウエハに剥離テープを供給するテープ供給部と、
前記供給される剥離テープの表面にエッジ部材の先端を当接させて前記半導体ウエハ上に剥離テープを貼り付けてゆくテープ貼付ユニットと、
前記半導体ウエハ上に貼り付けた剥離テープをエッジ部材の先端で折り返して巻き取りながら半導体ウエハ周端から剥離してゆくテープ剥離ユニットと、
前記半導体ウエハ上の不要物と共に剥離した処理済みの剥離テープを回収するテープ回収部と
を備えたことを特徴とする半導体ウエハの不要物除去装置。 - 請求項6に記載の半導体ウエハの不要物除去装置において、
前記テープ貼付ユニットと前記テープ剥離ユニットが一体構成されたテープ貼付・剥離ユニットであることを特徴とする半導体ウエハの不要物除去装置。 - 請求項7に記載の半導体ウエハの不要物除去装置において、
前記半導体ウエハの一端側の待機位置から半導体ウエハの中間部位上方にエッジ部材を移動させた後に下降し、このエッジ部材の先端を前記剥離テープの表面に当接させてエッジ部材の待機位置方向に後退させながら半導体ウエハ上に剥離テープを貼り付け、エッジ部材が待機位置側の半導体ウエハの周端に到達すると、反転移動して剥離テープを貼り付けながらこの剥離テープの剥離を行なうように前記テープ貼付・剥離ユニットの移動を制御する移動制御手段を備えたことを特徴とする半導体ウエハの不要物除去装置。 - 請求項6ないし請求項8のいずれかに記載の半導体ウエハの不要物除去装置において、
前記半導体ウエハ表面に対するエッジ部材の接触角度を調整する角度調整手段を備えたことを特徴とする半導体ウエハの不要物除去装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002122236A JP4079679B2 (ja) | 2002-04-24 | 2002-04-24 | 半導体ウエハの不要物除去方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002122236A JP4079679B2 (ja) | 2002-04-24 | 2002-04-24 | 半導体ウエハの不要物除去方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003318250A JP2003318250A (ja) | 2003-11-07 |
| JP4079679B2 true JP4079679B2 (ja) | 2008-04-23 |
Family
ID=29537906
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002122236A Expired - Fee Related JP4079679B2 (ja) | 2002-04-24 | 2002-04-24 | 半導体ウエハの不要物除去方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4079679B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4851414B2 (ja) * | 2007-10-04 | 2012-01-11 | 日東電工株式会社 | 保護テープ剥離方法およびこれを用いた装置 |
| JP5113621B2 (ja) * | 2008-05-14 | 2013-01-09 | リンテック株式会社 | シート剥離装置及び剥離方法 |
| JP5185868B2 (ja) * | 2009-03-27 | 2013-04-17 | リンテック株式会社 | シート剥離装置および剥離方法 |
| JP5723612B2 (ja) * | 2011-01-28 | 2015-05-27 | リンテック株式会社 | 板状部材の支持装置 |
| JP5977024B2 (ja) * | 2011-12-26 | 2016-08-24 | 日東電工株式会社 | 保護テープ剥離方法および保護テープ剥離装置 |
| JP6939945B2 (ja) * | 2016-09-23 | 2021-09-22 | 日本ゼオン株式会社 | 熱伝導シートの転写方法および転写装置 |
| CN106410230A (zh) * | 2016-10-13 | 2017-02-15 | 惠州市恒泰科技股份有限公司 | 电池头部绕胶机 |
| JP2021097069A (ja) | 2019-12-13 | 2021-06-24 | 日東電工株式会社 | シート状粘着材剥離装置 |
| JP2021097068A (ja) | 2019-12-13 | 2021-06-24 | 日東電工株式会社 | シート状粘着材剥離装置 |
-
2002
- 2002-04-24 JP JP2002122236A patent/JP4079679B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003318250A (ja) | 2003-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4502547B2 (ja) | 半導体ウエハの保護テープ除去方法およびその装置 | |
| KR100868142B1 (ko) | 보호테이프의 접착방법과 그 장치 및 보호테이프의 박리방법 | |
| KR100901934B1 (ko) | 보호테이프 절단방법 및 이를 이용한 보호테이프 접착장치 | |
| JP5261522B2 (ja) | 貼付装置及び貼付方法 | |
| JP4136890B2 (ja) | 保護テープの切断方法及び切断装置 | |
| TW200527526A (en) | Protective tape joining method and apparatus using the same as well as protective tape separating method and apparatus using the same | |
| JP5465944B2 (ja) | 保護テープ貼付け方法 | |
| JP4079679B2 (ja) | 半導体ウエハの不要物除去方法およびその装置 | |
| JP2004128147A (ja) | 半導体ウエハからの保護テープ除去方法およびその装置 | |
| JP2004165570A (ja) | 半導体ウエハからの保護テープ除去方法およびその装置 | |
| JP2004047976A (ja) | 保護テープ貼付方法およびその装置 | |
| JP4592289B2 (ja) | 半導体ウエハの不要物除去方法 | |
| JP5433542B2 (ja) | 両面粘着テープ剥離方法および両面粘着テープ剥離装置 | |
| JP6087515B2 (ja) | 半導体ウエハの保護テープ切断方法および保護テープ切断装置 | |
| JP4475772B2 (ja) | 保護テープ貼付け方法および保護テープ貼付け装置 | |
| JP4326363B2 (ja) | 粘着シート貼付け方法およびこれを用いた装置 | |
| JP2006140251A (ja) | シート切断方法及びマウント方法 | |
| JP2005019841A (ja) | 紫外線硬化型粘着テープの貼付け方法およびその装置並びにそれを用いて形成した物品 | |
| JP4886971B2 (ja) | 貼付装置 | |
| JP2013230532A (ja) | 半導体ウエハの保護テープ切断方法および保護テープ切断装置 | |
| JP2001063908A (ja) | 粘着テープ貼付け剥離装置 | |
| JP4632632B2 (ja) | 粘着テープ貼付け方法およびその装置 | |
| JP2011233697A (ja) | シート剥離装置及び剥離方法 | |
| JP4773063B2 (ja) | 貼付テーブル | |
| JP2005125459A (ja) | 半導体ウエハの保護テープ切断方法及び保護テープ切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080205 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4079679 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140215 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |