JP4032829B2 - 化粧シート - Google Patents
化粧シート Download PDFInfo
- Publication number
- JP4032829B2 JP4032829B2 JP2002155452A JP2002155452A JP4032829B2 JP 4032829 B2 JP4032829 B2 JP 4032829B2 JP 2002155452 A JP2002155452 A JP 2002155452A JP 2002155452 A JP2002155452 A JP 2002155452A JP 4032829 B2 JP4032829 B2 JP 4032829B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin
- decorative sheet
- resin layer
- olefin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Laminated Bodies (AREA)
Description
【産業上の利用分野】
本発明は、建築内装用、建具の表面や枠材、家電製品の表面材、床材等々の建築用資材に用いられる化粧シートに関するもので、木質ボード、無機系ボード類や金属板等に貼り合わせて化粧板として用いられる化粧シートに関する。
【0002】
【従来の技術】
従来より、建築内装用、建具の表面や枠材、家電製品の表面材、床材等々の建築用資材の用途に用いられる化粧シートとしては、塩化ビニル樹脂製のシートが用いられてきた。しかし、塩化ビニル樹脂は、焼却時に塩素ガスが発生し、酸性雨やダイオキシンの要因にもなると言われており、さらにはシートに添加された可塑剤のブリードアウトの問題も持ち上がっており、近年、環境問題の観点から塩化ビニル樹脂を用いない化粧シートが要求されつつある。
【0003】
上記理由により、近年、塩化ビニル樹脂製の化粧シートに替わる化粧シートとして、オレフィン系樹脂を使用した化粧シートが多く提案されている(例えば特開平2−128843、特開平4−83664、特開平6−1881、特開平6−198831、特開平9−328562等)。
【0004】
しかし、これらのオレフィン系樹脂を使用した化粧シートの場合、一般的なポリオレフィン樹脂シート、もしくは軟質ポリオレフィン樹脂シートを使用しているため、表面の耐傷付き性や耐候性が悪く、従来の塩化ビニル樹脂の化粧シートの表面傷付き性と比較すると格段に劣っていた。また、表面傷付き性向上のために、結晶化が高く、アイソタクティシチィの高いものを使用すると、耐候性劣化が激しい場合もあった。
【0005】
そこで、ポリオレフィン樹脂シート表面にトップコートとして樹脂を具備させることにより、表面艶の調整や表面傷付き性を向上させようとしている。また、耐候性も必要であるため、オレフィン樹脂系に耐候剤を存在させるとともにトップコート剤中への耐候剤の含有もなされるようになった。しかし、耐候剤の種類によっては、耐候剤としての機能が十分果たせないものや、ブリードアウトにより他の弊害をもたらすものも少なくない。
【0006】
また、化粧シートによっては、意匠性を向上させるために、木目様のエンボスを施す場合もある。このエンボス部は、他部分と比較すると層厚が薄くなる場合があり、その場合、耐候性も弱くなって、その部分からの劣化が始まり、導管部の白化や破断が生じることも多々見受けられる。
【0007】
【本発明が解決しようとする課題】
そこで本発明が解決しようとする課題は、上記問題点、すなわち、オレフィン系樹脂の化粧シートおよび化粧材での耐候性を向上させた化粧シートを提供することにある。
【0008】
【課題を解決するための手段】
本発明の請求項1に係る発明は、少なくとも透明オレフィン系樹脂層およびトップコート層をこの順で有する化粧シートであって、該透明オレフィン系樹脂層は凹凸エンボス模様を有しており、該凹凸エンボス模様のエンボス凹部面上には該トップコート層のみが施されている化粧シートにおいて、該透明オレフィン系樹脂層はフェノール系酸化防止剤を2000ppm、分子量450のトリアジン系紫外線吸収剤を2000ppmおよびヒンダードアミン系光安定剤を2000ppm含有しており、該トップコート層はトリアジン系紫外線吸収剤を含有する2液硬化型ウレタン系トップコート剤を該透明オレフィン系樹脂層にドライコートしてなり、耐候経時3000時間試験における340nmと500nmの紫外線吸収率の比(340nm/500nm)の耐候試験前後での差が0.05であることを特徴とする化粧シートである。
【0012】
このように、本発明の請求項1に係る化粧シートは、透明なオレフィン系樹脂層、特に透明ポリプロピレン樹脂層を少なくとも具備する化粧シートであって、この透明樹脂とは、半透明も含むものとする。そして、そのポリプロピレン樹脂層の樹脂中には、一般的には種々の添加剤が含まれているが、特に耐候剤としての紫外線吸収剤について、本用途においては従来ベンゾフェノン系やベンゾトリアゾール系紫外線吸収剤がコスト等の面からも一般的に使用されているが、本発明においては、その中でも分子量が430以上で有る紫外線吸収剤を選定する。
【0013】
さらに、本発明の請求項1に係る化粧シートは、耐候剤として、従来よりも分子量が大きい430以上のトリアジン系の紫外線吸収剤を用いることにより、トリアジン骨格がブリードを抑制して従来よりもブリードが少なく、揮発も少ないために、長期に亘る紫外線吸収能を保持することが可能である。
【0014】
化粧シート中への紫外線吸収剤の添加量は、使用する樹脂との相溶性の差により添加される量が制限される場合が多いが、オレフィン樹脂中には0.1重量部から5重量部、好ましくは、1重量部前後、また、化粧シートの最表層のトップコート中には、弊害のない限り、より多くの耐候剤を添加すれば、耐候性が向上する。しかし、コスト的な制限や、他添加剤との併用での添加量溶解制限や、着色、硬化阻害、耐候試験後のブリードアウトによる密着不良などが生じる場合がある。添加量としては、0.5重量部から10重量部、好ましくは、1重量部から3重量部程度であるが、実際のところ、化粧シートの必要とされる耐候性と添加による弊害とされる副作用との兼ね合いで適宜決定するとよい。
【0015】
また、意匠性向上の為に施されたエンボス模様に関しても、同部分は層厚が薄く、それに対応する耐候性を有する措置が施されていない場合は、他部分に比較して相対的に、早期に耐候性劣化が生じる。光と熱によって伸縮を繰り返し、さらに分子鎖が切れることにより、劣化が連鎖的に生じて行くが、層厚も薄い場合は、全体の収縮ひずみがエンボス部に集中し、さらに劣化を促進させ、激しい劣化度合いを示す。そこで、エンボス部への樹脂埋め込みが有効であることは既に知られている。
【0016】
化粧シートの厚みは30μm〜100μm、基材シートとラミネートさせたときの総厚は80μm〜250μm、好ましくは100μm〜150μm程度が適当である。またトップコートの厚みは、1μm〜40μmが適当であるが、このトップコート層厚に関しては、その用途や使用樹脂によって異なるものの、硬化条件やコスト、耐候性、表面物性、後加工性等々を鑑み、好ましくは5μm〜15μm程度の範囲が適当である。
【0017】
【発明の実施の形態】
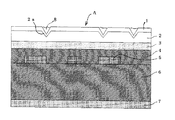
以下に、本発明の化粧シートについて、図面に従って詳細に説明すれば、図1は本発明の化粧シートAの一例を説明する側断面図であり、ここでは透明プロピレン樹脂などによるオレフィン系樹脂層2と、基材層6とをラミネートしたもので、さらにここでは表面にエンボス2aを施している。
【0018】
トップコート層1は、まず、化粧シートA表面の保護としての役割をもっており、表面硬度維持向上や耐汚染性向上、及び表面艶を調節する。使用される透明(又は半透明)材料としては、ポリウレタン系、アクリル系、アクリルシリコン系、フッ素系、エポキシ系、ビニル系、ポリエステル系、メラミン系、アミノアルキッド系、尿素系等から適宜選択できる。形態も、水性、エマルジョン、溶剤系等いずれも可能で、且つトップコートの硬化も1液タイプでも、硬化剤を用いた2液タイプでも良い。中でも、イソシアネートを用いたウレタン系のトップコートは、作業性、価格、樹脂自体の凝集力等の観点からも望ましい。
【0019】
前記イソシアネートには、トリレンジイソシアネート(TDI)、キシリレンジイソシアネート(XDI)、ヘキサメチレンジイソシアネート(HMDI)、メタジイソシアネート(MDI)、リジンジイソシアネート(LDI)、イソホロンジイソイアネート(IPDI)、メチルヘキサンジイソシアネート(HTDI)、メチルシクロヘキサノンジイソシアネート(HXDI)、トリメチルヘキサメチレンジイソシアネート(TMDI)等から適宜選択できるが、耐候性を考慮すると、2重結合を持つタイプよりも直鎖状の構造を持つタイプ、特にヘキサメチレンジイソシアネート(HMDI)が最適である。
【0020】
トップコート層1の表面硬度をさらに向上させるために、紫外線や電子線等の活性エネルギー線で硬化する樹脂の使用も可能であり、単独使用のほかに、熱硬化型と光硬化型のハイブリッド硬化型についても、表面硬度、硬化収縮や密着等の点からも有効的な場合もある。
【0021】
さらに、トップコート層1には耐候性を向上させる役割もあり、紫外線吸収剤および光安定剤を適宜添加するとよい。また、各種機能を付与するために、抗菌剤、防かび剤、難燃性等の機能性添加剤も適宜添加できる。さらに、表面の意匠性から艶調節のため、また耐摩耗性向上のために、アルミナ、シリカ、チッ化珪素、炭化珪素、ガラスビーズ等の無機フィラーを添加することもできる。
【0022】
難燃剤としては水酸化アルミニウム、水酸化マグネシウム等、またクエンチャーとしてはNiキレート系、紫外線吸収剤としてはベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系、サリシレート系、シアノアクリレート系等、光安定剤としてはヒンダードアミン系等を任意で組み合わせて添加するのが一般的である。
【0023】
特にトップコート層1は最表面に存在するため、化粧シートの耐候性に寄与する部分が大きい。そのためトップコート層1は、耐候性を十分考慮する必要があり、中でも紫外線吸収剤と光安定剤は必須であり、添加量は樹脂や溶剤中への溶解度により、その要求物性や多量添加による弊害も考慮して、各々、0.1重量部から10重量部程度、好ましくは0.2重量部〜3重量部程度が適当である。
【0024】
トップコート塗液は、溶剤系、無溶剤系、水系、エマルジョン系、ホットメルト系等、乾燥性と化粧シートの耐熱性、乾燥後のブロッキング性、また、化粧シートとの密着性等々を考慮して適宜選択すると良い。
【0025】
塗工方法も、その塗液の性状や粘度、塗布量に合わせ選択すると良い。特別な塗工方法は必要ないと思われ、グラビアコート、マイクログラビアコート、コンマコート、ナイフコート、リップコート等々の一般的な塗工方法より選択するとよい。
【0026】
塗布量は、トップコートの性能と要求物性、造膜や硬化等の関係にもよるが、通常厚みで1μm〜40μm程度、好ましくは3μm〜15μm程度が良い。また、意匠性向上の為に、トップコート層1の表面に、その下層の透明オレフィン系樹脂層2を含めて凹凸のエンボス模様2aを付けても構わない。
【0027】
エンボス模様2aに関しては、トップコート塗布前のオレフィン系樹脂層2に直接付与されるもので、その方法は製膜されたシートを熱及び圧力により凹凸模様を有するエンボス板を用いてエンボス模様2aを付与する方法や、押し出し機を用いて製膜する際に凹凸模様を有する冷却ロールを用いて冷却と同時にエンボス模様2aを設ける方法などがある。ここでは、エンボス模様2aの凹部に印刷インキや塗料、樹脂等を埋め込み、意匠性を向上させたり、樹脂の埋め込みにより耐候性を向上させることも可能である。また、トップコート塗布後の化粧シートのトップコート層1上より熱及び圧力により強制的にエンボス模様2aを付与することも可能である。
【0028】
透明なオレフィン系樹脂層2は、通常のポリプロピレンが良く、単独重合体すなわちホモポリマーでもよく、あるいは、エチレンやブテン等と共重合された2元、3元のランダムポリマー共重合体でも構わない。
【0029】
特に化粧シートAの表面強度を持たせる場合、オレフィン系樹脂層2として、高結晶化ポリプロピレンを用いるのが好ましいが、これに限ったわけではない。但し、表面硬度等を維持し、その他必要物性を維持していくために、他樹脂の混合も可能だが、高結晶化ポリプロピレンの物性に著しく悪影響を与えないならば、その目的の配合によって、適宜選定は可能である。但し、折り曲げ等の後加工を施す場合は、特に透明樹脂層を構成する高結晶化ポリプロピレン樹脂との相溶性が良いものが好ましい。
【0030】
また高結晶化ポリプロピレンという点では、初期曲げ弾性率が10000kgf/cm2 以上、22000kgf/cm2 以下、引張破断伸びが200%以上かつ分子量分布MWDが4以下のものや、mmmm分率(ペンタッド分率)が96%以上、MFR(メルトフローレート)が5g/10min(230℃)以上40g/10min(230℃)以下、分子量分布MWDが4以下の高結晶化ポリプロピレンが90〜100%である樹脂も使用できる。この場合、表面硬度が良好であり、かつ化粧シートAの後加工性としての折り曲げ性(Vカット)も良好となる。
【0031】
ここで透明オレフィン系樹脂層2として使用するポリオレフィン樹脂には、必要に応じて、酸化防止剤、熱安定剤、難燃剤、紫外線吸収剤、光安定剤、ブロッキング防止剤、触媒補捉剤、透明性を維持する範囲での着色剤、半透明化のための光散乱剤、艶調整剤等を添加することが出来る。
【0032】
酸化防止剤としては、フェノール系、イオウ系、リン系の酸化防止剤が用いられる。組み合わせは、任意の組み合わせが可能だが、多量添加による表面のブリードや、着色、紫外線吸収剤や光安定剤との相乗・拮抗作用には留意する必要がある。
【0033】
熱安定剤としてはヒンダードフェノール系、硫黄系、肥土レジン系等が用いられ、難燃剤としては水酸化アルミニウム、水酸化マグネシウム等、クエンチャーとしてNiキレート系、紫外線吸収剤としてはベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系、サリシレート系、シアノアクリレート系等、光安定剤としてはヒンダードアミン系等を任意で組み合わせて添加するのが一般的である。特に本用途では、耐候性を考慮する必要があり、紫外線吸収剤と光安定剤は必須であり、添加量は、その要求物性や添加される樹脂への相溶性にもよるが、各々、0.1重量部〜5重量部程度が好ましい。
【0034】
紫外線吸収剤に関しては、従来、コストや紫外線吸収範囲、種類の多さ、用途範囲の現状から、ベンゾフェノン系やベンゾトリアゾール系の使用が多く、主とされてきていた。しかしながら、樹脂反応型や架橋型でない限り、耐候性に関しては、熱、光、降雨等で、経時でブリードしたり、洗い流されたりして、吸収種の減少により、経時での退色や樹脂劣化が免れなかった。
【0035】
そこで、高耐候にするためには、紫外線吸収剤を高濃度に添加する必要があったが、逆にブリード等による密着不良や樹脂によっては、高濃度に添加出来ないといった制限を引き起こすこともあった。
【0036】
しかしながら、本発明において紫外線吸収剤の分子量が430以上であると、経時によるブリードが抑えられ、特に高濃度にしなくても長期に亘り、紫外線吸収能を保持することが可能であることを発見した。
【0037】
トリアジン系の紫外線吸収剤に関しては、吸収剤の分子量が430以上であると、樹脂との相溶性に問題が無く、従来の系よりも分子量も大きく、トリアジン骨格がブリードを抑制し、ブリードが少なく、揮発も少ないため、更に長期に亘る紫外線吸収能を保持することが可能である。TG/DTA(示差熱/熱重量同時測定)における結果でも、ベンゾトリアゾール系等々よりも、トリアジン系の揮発性は低く、耐熱性も高いため、長期に亘る耐候性を保持できる。
【0038】
さらに、この透明なオレフィン系樹脂層2中にも、切削性やその他物性の向上も考慮し、樹脂、添加剤分の他に、フィラー分を添加することができる。このフィラー分としては、有機成分フィラーとしてウレタン架橋粒子、アクリル架橋粒子、メラミン樹脂、天然コラーゲン等があり、また、無機フィラーとしては一般的なトップコート等にも用いられる、アルミナ、シリカ、窒化珪素、炭化珪素、ガラスビーズ、水酸化アルミ、炭酸カルシウム、等々が挙げらる。
【0039】
使用するフィラーの平均粒径は、製膜されるオレフィン系樹脂層2であるポリプロピレン膜厚と同等、あるいはそれより小さいものを使用する。添加量についても、好ましくは、樹脂分100重量部に対し、20〜80重量部程度がよく、範囲が広いのは、フィラーによってその比重が異なるため、樹脂分との体積比が大きく変わるからである。従って、添加量は、フィラーと樹脂とのなじみや押出適性への影響、その時の切削性を考慮し、適宜選択するとよく、フィラー分も1種だけでなく、2種以上の混合系で使用しても問題はない。
【0040】
さらに上記のフィラー分を適量添加することにより、そのオレフィン系樹脂層2の表面硬度を増したり、降伏点までの伸度を小さくすることができる。この様に樹脂自体伸びが少なく、さらに若干の脆性を出すことによって、後加工時の切削工程において、樹脂層が切削時の加工用の歯によってヒゲやバリといった毛羽立ちがなくなるのである。この様に、樹脂自体を上記のような性質を持たせるためにフィラーを添加し切削性を向上させるのである。したがって、樹脂に上記性質を持たせ得るフィラーであれば、無機、有機を問わず、前述したような種々のフィラーの使用が可能である。
【0041】
次に図1に示すように本発明の化粧シートAの一例を構成する構成層中には、接着性樹脂層3が存在し、この樹脂層3は、オレフィン系樹脂層2としての非極性のポリプロピレンと、その下層との密着性(接着性)が良好なら不要であるが、密着不良であったり、また密着が不足である場合に、この接着性樹脂層3を必要とするものである。
【0042】
この接着性樹脂層3は、ポリプロピレン、ポリエチレン、アクリル系等の樹脂に酸変性を施したもので、厚みは、その接着性向上の観点から2μm以上、また厚過ぎても接着性樹脂層3自体の柔軟性が表面硬度に影響したり接着性樹脂の凝集力や耐熱性の点から逆に接着強度を落としかねないので、20μm程度までが好ましい。また、この接着性樹脂層3の形成法は、接着強度向上の点から前述してきたポリプロピレン層であるオレフィン系樹脂層2との共押出ラミネートが好ましい。
【0043】
さらに図1に示すように、接着性樹脂層3の下には接着剤層4が存在し、これはその接着剤層4下層のインキ層5と、その接着剤層4上層のオレフィン系樹脂層2又は接着性樹脂層3との密着を向上させるための層であり、この接着剤層4が無くとも、目標とする接着強度が得られるのであれば、存在の必要はない。
【0044】
この接着剤層4としては、任意の樹脂系同志の接着強度向上に寄与するものであるならば、特に材料の限定はない。また材料的には、アクリル系、ポリエステル系、ポリウレタン系、エポキシ系等種々の材料が使用できるが、一般的には、塗膜凝集力の高い2液硬化型のポリウレタン系接着剤を用いることが多い。また、その塗工方法も、塗液粘度等によって適宜選択できるが、一般的には、グラビア版によるドライコートがなされ、低塗布量管理の意味からも好ましい方法といえる。また、接着剤層4の塗布量は、接着強度、コスト等を考慮し、適宜決定すると良いが、出来るだけ低塗布量が好ましい。
【0045】
また、この接着剤層4の塗布は、印刷によるインキ層5の施された基材層6側に塗布され、前述のポリプロピレン樹脂等のポリオレフィン樹脂によるオレフィン系樹脂層2、あるいは前述のポリプロピレン、ポリエチレン、アクリル系等の樹脂を酸変性した接着性樹脂による接着性樹脂層3とラミネートされることになる。このときの接着方法は、使用する樹脂にもよるが、熱ラミネート、押出ラミネート、ドライラミネート等々、その材料の特性に合わせて、種々選択するとよい。
【0046】
また、トップコート層1あるいはオレフィン系樹脂層2に、エンボス模様2a(エンボス凹部)を施す場合には、一旦各種方法でラミネートしたシートに、後から熱圧によりエンボスを入れる方法、冷却ロールに凹凸模様を設け、押出ラミネートと同時にエンボスを施す方法がある。また、押し出し時に同時エンボスを施した上記オレフィン系樹脂層2(透明樹脂層)と基材層6側とを熱あるいはドライラミネートで貼り合わせる方法等がある。さらに、エンボス凹部2aにインキや樹脂を埋め込み、意匠性や耐候性を向上させることも可能である。
【0047】
上記基材層6は、薄葉紙、チタン紙、樹脂含浸紙等の紙、ポリエチレン、ポリプロピレン、、ポリブチレン、ポリスチレン、ポリカーボネート、ポリエステル、ポリアミド、エチレン−酢酸ビニル共重合体、ポリビニルアルコール、アクリル等の合成樹脂、あるいは、これら合成樹脂の発泡体、エチレン−プロピレン共重合ゴム、エチレン−プロピレン−ジエン共重合ゴム、スチレン−ブタジエン共重合ゴム、スチレン−イソプレン−スチレンブロック共重合ゴム、スチレン−ブタジエン−スチレンブロック共重合ゴム、ポリウレタン等のゴム、有機系もしくは無機系の不織布、合成紙、アルミニウム、鉄、金、銀等の金属箔等から任意で選定可能である。また、基材層6は、図1中の透明樹脂層であるオレフィン系樹脂層2と同一であっても構わない。
【0048】
さらに、この基材層6中にも、切削性を向上させるために、樹脂、添加剤分の他に、フィラー分を添加することができる。このフィラー分としては、有機成分フィラーとして、ウレタン架橋粒子、アクリル架橋粒子、メラミン樹脂、天然コラーゲン等があり、また、無機フィラーとしては、一般的なトップコート等にも用いられる、アルミナ、シリカ、窒化珪素、炭化珪素、ガラスビーズ、水酸化アルミ、炭酸カルシウム、等々が挙げられる。また、この基材層6に透明樹脂を用いた場合には、隠蔽性を出すために、顔料等の添加も可能である。
【0049】
図1に示す基材層6上のインキ層5は、単層のインキ層であってもよいし、あるいは隠蔽を出すためのベタインキ層を施した後、その上に、さらに絵柄インキ層を施した複層のインキ層であってもよい。
【0050】
インキ使用の場合、そのバインダーとしては、硝化綿、セルロース、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール、ポリウレタン、アクリル、ポリエステル系等の単独もしくは各変成物の中から適宜選択すればよい。これらは水性、溶剤系、エマルジョン系で問題はなく、1液タイプでも、硬化剤を利用した2液タイプでも任意での選択が可能である。さらに、紫外線や電子線等の活性エネルギー線照射によりインキを硬化させることも可能であるが、着色インキを使用する場合は、紫外線による硬化よりも、電子線による硬化の方が厚み方向の有効なインキ層5の硬化が得られる場合もある。
【0051】
中でも、最も一般的な方法は、ウレタン系のインキでイソシアネート硬化させる方法である。これらバインダーの他に、インキに含まれている顔料、染料等の着色剤、体質顔料、溶剤、各種添加剤が添加されている。特によく用いられている顔料には、縮合アゾ、不溶性アゾ、キナクリドン、イソインドリン、アンスラキノン、イミダゾロン、コバルト、フタロシアニン、カーボン、酸化チタン、酸化鉄、雲母等のパール顔料等がある。また、インキの塗布とは別に各種金属の蒸着やスパッタリングで意匠性を施すこともある。また、インキ材料選定についてはインキ層の下の基材やインキ層の上にくる樹脂との接着性も要求される。
【0052】
さらに、隠蔽のために使用するベタインキは、基本的には、柄用インキとその材料は同様で構わないが、目的として隠蔽性を持たせる必要があるため、顔料としては不透明な顔料、酸化チタン、酸化鉄等を使用することが好ましい。また、隠蔽性を持たせるために、金、銀、銅、アルミ等の金属を添加することも可能であり、一般的にはフレーク状のアルミを添加させることが多い。また、隠蔽性インキの塗布量としては、2μm未満では隠蔽性を付与し難く、また10μm以上では隠蔽インキ層の樹脂成分の凝集力が弱くなるため2〜10μm程度が好ましい。
【0053】
インキ層5として、これら絵柄インキ層やベタインキ層を設ける方法は、グラビア印刷、オフセット印刷、スクリーン印刷、フレキソ印刷、静電印刷、インキジェット印刷等により、シート基材である基材層5に直接施すことができる。また、さらにインキ層5として隠蔽層を設ける場合は、コンマコーター、ナイフコーター、リップコーター、金属蒸着あるいはスパッタ法等を用いてもよい。
【0054】
トップコート層1を設ける方法も、隠蔽層や、ベタインキ層、絵柄インキ層を設けるのと同様の方法で何ら規定されるものではない。
【0055】
また、前述したポリプロピレンシートの成形方法は、特に製膜できれば問題なく、特に規定されるものではないが、押し出し機を用いるのが一般的である。
【0056】
前述してきたように、シートへの印刷や、シートの積層等、樹脂やインキが積層されている界面に対しては、その接着性を考慮し、可能であれば、その必要に応じて、その印刷や積層を施す前に、当該界面となる表面にコロナ処理、オゾン処理、プラズマ処理、電子線処理、紫外線処理、重クロム酸処理等の表面処理で表面を活性化してから、各々の工程を経ると効果的で良い場合がある。
【0057】
図1に示す本発明の化粧シートAのように、前述したような各層が存在する最終的な化粧シートの製造方法は、印刷インキ層5の施された基材樹脂シートである基材層6に接着剤層4が塗布されたものと、ポリプロピレン樹脂等の透明オレフィン系樹脂層2に接着性樹脂層3を共押ししたものとを、ドライラミ、押出ラミ、ドライラミ等で貼り合わせるのが適当である。なお、図1中の層構成は押出ラミネート時の構成を示し、ドライラミネートの場合には、さらに接着剤層4とインキ層5との間に、もう一層接着剤層が増える。
【0058】
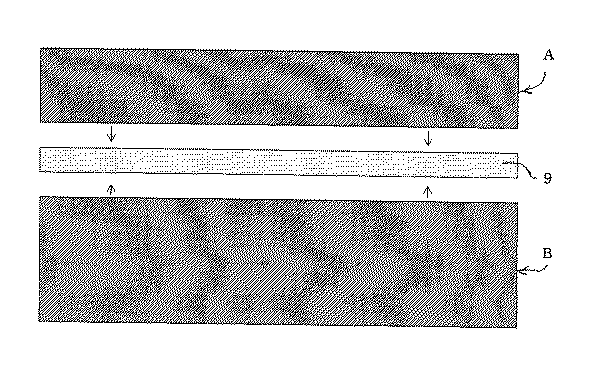
図1中、本発明の化粧シートAの基材層6の裏面に設けたプライマー層7は、本発明の化粧シートAと、図2に示す木質等の化粧板用基材Bとの接着性が不足している場合に用いられるもので、このプライマー層7がなくとも、密着性が十分である場合は特に必要とするものではない。
【0059】
ここで使用されるプライマー層7の材料も基本的には、前記絵柄層、隠蔽層、トップコート層等と同じものでよいが、シート状の基材層6裏面に施されるためウエブ状で巻き取りを行うことを考慮すると、化粧シート最表面(トップコート層1又は透明オレフィン系樹脂層2)と最裏面(基材層6又はプライマー層7)とのブロッキングの発生を避けることができて、かつプライマー層7の下層の接着剤層となる図2に示す化粧シートAと化粧板用基材Bとの接着に使用する接着剤層9との密着を高めるために、プライマー層中にシリカ、アルミナ、マグネシア、酸化チタン、硫酸バリウム等の無機充填剤を添加させても良い。なおプライマー層7の塗布厚みは、化粧板用基材Bとの密着を確保することが目的であるので、0.1μm〜3μmが妥当である。また、密着性をさらに向上させるためにその表面に層を設ける前に、前述したような表面処理を施すとなおよい。
【0060】
図1中のトップコート層1又は透明オレフィン系樹脂層2に施された凹凸エンボス模様の凹部2aへの埋め込み樹脂としては特に制約を受けるものではなく、ウレタン系、エポキシ系、ポリエステル系、エーテル系、尿素系、フッ素系、ビニル系、メラミン系、アクリルシリコン系、シリコーン系等々選択の幅は広く、形態も、水系、溶剤系、エマルジョン、1液硬化型、2液硬化型、熱硬化型、光硬化型等々選択できるが、樹脂との密着性、体積膨張、収縮の少ないもの、また着色のないものがより好ましく、トップコート層1あるいはオレフィン系樹脂層2と同じ樹脂でも構わない。密着性等を考慮すると、ウレタン系が一般的に用いられ、むしろトップコート層1あるいはオレフィン系樹脂層2と同じ樹脂の方が密着等の点からは良好である。また、ここへの耐候処方は、凹部2aの埋め込みのため、他部分より若干厚みが薄いことを考慮すると、弊害のない限り、埋め込み樹脂への耐候剤添加量は高濃度であることが好ましい。
【0061】
また場合によっては、トップコート層1、オレフィン系樹脂層2以外の樹脂層である接着性樹脂層3、接着剤層4への上記耐候剤の添加も可能であり、更なる耐候性向上も生じ、弊害のない範囲での添加量であればなおよい。
【0062】
【作用】
以上のように、本発明における化粧シートAは、ポリプロピレン樹脂等のオレフィン系樹脂を主体として、シート中に塩化ビニル樹脂を使用していないので、燃焼時に有害なガスが発生せず環境に優しいだけでなく、本発明のような耐候処方にすることにより、従来のポリプロピレン樹脂等のオレフィン系樹脂では得られない耐候性を有し、また、そのような耐候処方にした塗液を化粧シートA表面の凹凸エンボス模様の凹部2aに埋め込むことにより、耐候試験後の紫外線吸収能力維持や、退色、凹部の白化、劣化が軽減された耐候性の向上した化粧シートを得ることが可能になる。
【0063】
【実施例】
以下に、本発明の化粧シートの具体的実施例について説明する。
【0064】
<参考例>
ホモタイプの押出成型用ポリプロピレン樹脂に、フェノール系酸化防止剤(イルガノックス1010:チバスペシャリティーズ社製)を2000ppm、ベンゾトリアゾール系紫外線吸収剤(チヌビン234:分子量447 チバスペシャリティーズ社製)を2000ppm、ヒンダードアミン系光安定剤(キマソープ944:チバスペシャリティーズ社製)2000ppmが添加された樹脂を、押し出し機を用いて溶融押出し、同時に表面に木目様の凹凸エンボス模様2aを施し、厚さ約80μmの透明オレフィン系樹脂シートを作成し、オレフィン系樹脂層2を得た。そして、このオレフィン系樹脂シートによるオレフィン系樹脂層2の最表面に、トリアジン系紫外線吸収剤を含有する透明な2液硬化型ウレタン系トップコート剤をドライコートしてトップコート層1を形成した。
【0065】
続いて、上記オレフィン系樹脂層2の裏面(トップコート層1と反対)側に、木目模様が印刷された印刷インキ層5の表面に2μm程度の膜厚にて塗布された2液硬化型ウレタン系樹脂による接着剤層4を備えたポリエチレン樹脂による厚さ100μmのシート状の基材層6を押し出しラミネートして、本発明の化粧シートを得た。(図1参照)
【0066】
<実施例1>
ホモタイプの押出成型用ポリプロピレン樹脂に、フェノール系酸化防止剤(イルガノックス1010:チバスペシャリティーズ社製)を2000ppm、トリアジン系紫外線吸収剤A(分子量450 チバスペシャリティーズ社製)を2000ppm、ヒンダードアミン系光安定剤(キマソープ944:チバスペシャリティーズ社製)2000ppmが添加された樹脂を、押し出し機を用いて溶融押出し、同時に表面に木目様の凹凸エンボス模様2aを施し、厚さ約80μmの透明オレフィン系樹脂シートを作成し、透明オレフィン系樹脂層2を得た。
【0067】
そして、このオレフィン系樹脂層2の最表面に、トリアジン系紫外線吸収剤を含有する透明な2液硬化型ウレタン系トップコート剤をドライコートしてトップコート層1を形成した。
【0068】
続いて、上記オレフィン系樹脂層2の裏面(トップコート層1と反対)側に、木目模様が印刷された印刷インキ層5の表面に2μm程度の膜厚にて塗布された2液硬化型ウレタン系樹脂による接着剤層4を備えたポリエチレン樹脂による厚さ100μmのシート状の基材層6を押し出しラミネートして、本発明の化粧シートを得た。(図1参照)
【0069】
<比較例1>
上記実施例1におけるオレフィン系樹脂層2の樹脂中とトップコート層1のトップコート剤中とに添加される紫外線吸収剤として、ベンゾトリアゾール系の紫外線吸収剤(チヌビン326:分子量315チバスペシャリティーズ社製)を用いた以外は、上記実施例1と同様の方法で化粧シートを製造して、比較例1の化粧シートを得た。
【0070】
<比較例2>
上記実施例1におけるオレフィン系樹脂層2の樹脂中とトップコート層1のトップコート剤中とに添加される紫外線吸収剤として、トリアジン系の紫外線吸収剤(チヌビン1577:分子量425 チバスペシャリティーズ社製)を用いた以外は、上記実施例1と同様の方法で化粧シートを製造して、比較例2の化粧シートを得た。
【0071】
上記参考例、実施例1、比較例1−2として、上述した化粧シートに対し、耐候性試験機(サンシャインウエザーメーター:スガ試験機(株)製)に入庫して、JISK5400に準じたカーボンアーク耐候性試験を行い、耐候経時3000時間試験前後における上記参考例、実施例1の各々化粧シートAにおける透明オレフィン系樹脂層2の紫外線吸収能と、比較例1−2の各々化粧シートの透明オレフィン系樹脂層の紫外線吸収能を測定し、また上記参考例、実施例1の各々化粧シートAの色差およびエンボス凹部2aの白化、破断と、比較例1−2の各々化粧シートの色差およびエンボス凹部の白化、破断を目視にて判断評価した。
【0072】
紫外線吸収能に関しては、340nmと500nmの紫外線吸収率の比(340nm/500nm)の耐候試験前後での差を、色差に関しては、耐候試験前後での差分(△E)を測定した。
【0073】
また、目視評価は下記の様にして行った。
○:エンボス凹部、全く変化無し。
△:エンボス凹部、白化あり。
×:エンボス凹部、白化激しく、一部は破壊・破断している。
【0074】
評価結果を、下記表1に示す。
【0075】
【表1】
上記表1の結果から、本発明による材料にて作製された化粧シートは、従来の化粧シートと比較して、耐候性試験後における紫外線吸収能の向上が見られ、これにより退色や樹脂劣化を抑制することができ、表面凹部の白化、劣化も抑制できた。
【0077】
【発明の効果】
本発明の化粧シートは、オレフィン系樹脂を主体としていて、塩化ビニル樹脂を使用していないために、燃焼時に有毒なガスが発生せず、環境に優しく、また塩化ビニル樹脂に比較して耐候性の劣るオレフィン系樹脂を用いているにも関わらず、本発明の化粧シートには適量の耐候剤を用いているので、表面硬度を維持しながらも、耐候性の向上した環境に優しい化粧シートを提供することができる効果がある。
【図面の簡単な説明】
【図1】 本発明の化粧シートの一実施の形態を示す断面図。
【図2】 本発明の化粧シートを化粧板用基材に貼り合わせる場合を説明する断面図。
【符号の説明】
A…化粧シート B…化粧板用基材
1…トップコート層 2…オレフィン系樹脂層(ポリプロピレン樹脂層)
3…接着性樹脂層 4…接着剤層 5…インキ層 6…基材層
7…プライマー層 9…接着剤層
Claims (1)
- 少なくとも透明オレフィン系樹脂層およびトップコート層をこの順で有する化粧シートであって、該透明オレフィン系樹脂層は凹凸エンボス模様を有しており、該凹凸エンボス模様のエンボス凹部面上には該トップコート層のみが施されている化粧シートにおいて、該透明オレフィン系樹脂層はフェノール系酸化防止剤を2000ppm、分子量450のトリアジン系紫外線吸収剤を2000ppmおよびヒンダードアミン系光安定剤を2000ppm含有しており、該トップコート層はトリアジン系紫外線吸収剤を含有する2液硬化型ウレタン系トップコート剤を該透明オレフィン系樹脂層にドライコートしてなり、耐候経時3000時間試験における340nmと500nmの紫外線吸収率の比(340nm/500nm)の耐候試験前後での差が0.05であることを特徴とする化粧シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002155452A JP4032829B2 (ja) | 2002-05-29 | 2002-05-29 | 化粧シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002155452A JP4032829B2 (ja) | 2002-05-29 | 2002-05-29 | 化粧シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003340973A JP2003340973A (ja) | 2003-12-02 |
| JP4032829B2 true JP4032829B2 (ja) | 2008-01-16 |
Family
ID=29771978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002155452A Expired - Fee Related JP4032829B2 (ja) | 2002-05-29 | 2002-05-29 | 化粧シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4032829B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018101349A1 (ja) | 2016-11-29 | 2018-06-07 | 凸版印刷株式会社 | 化粧シート及び化粧シートの製造方法 |
| WO2018221610A1 (ja) | 2017-06-02 | 2018-12-06 | 凸版印刷株式会社 | 樹脂成型体、積層体及び化粧シート |
| US11148403B2 (en) | 2015-09-04 | 2021-10-19 | Toppan Printing Co., Ltd. | Decorative sheet |
| JP2024170665A (ja) * | 2021-10-20 | 2024-12-10 | Toppanホールディングス株式会社 | 樹脂成型体および化粧シート |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4800726B2 (ja) * | 2005-03-31 | 2011-10-26 | 大日本印刷株式会社 | 耐候剤組成物 |
| JP5196042B2 (ja) * | 2005-03-31 | 2013-05-15 | 大日本印刷株式会社 | 化粧シート |
| JP4619255B2 (ja) * | 2005-09-30 | 2011-01-26 | 大日本印刷株式会社 | 優れた耐汚染性を有する化粧シート |
| JP2007210273A (ja) * | 2006-02-13 | 2007-08-23 | Toppan Printing Co Ltd | 化粧シート |
| JP4797723B2 (ja) * | 2006-03-17 | 2011-10-19 | 凸版印刷株式会社 | 化粧シート |
| JP5239351B2 (ja) * | 2008-01-22 | 2013-07-17 | 凸版印刷株式会社 | 化粧シート |
| JP5365244B2 (ja) * | 2008-03-10 | 2013-12-11 | 凸版印刷株式会社 | 熱転写シート |
| JP2010179491A (ja) * | 2009-02-03 | 2010-08-19 | Toppan Cosmo Inc | 化粧シート |
| JP5187242B2 (ja) * | 2009-03-12 | 2013-04-24 | 株式会社トッパン・コスモ | 化粧シートおよびその製造方法 |
| EP3170874B1 (en) * | 2014-07-14 | 2019-04-10 | Denka Company Limited | Polyvinylidene fluoride resin adhesive film |
| JP2016132172A (ja) * | 2015-01-20 | 2016-07-25 | 株式会社トッパン・コスモ | 化粧シート |
| JP2016137585A (ja) * | 2015-01-26 | 2016-08-04 | 株式会社トッパン・コスモ | 化粧シート |
| JP6511843B2 (ja) * | 2015-02-10 | 2019-05-15 | 凸版印刷株式会社 | 化粧シート及び金属化粧部材 |
| CN107107593B (zh) | 2015-01-27 | 2019-11-19 | 凸版印刷株式会社 | 不燃性装饰片材、金属装饰部件及金属装饰部件的制造方法 |
| JP2018144438A (ja) * | 2017-03-08 | 2018-09-20 | 凸版印刷株式会社 | 化粧シートおよび化粧シートの製造方法 |
| EP3865300B1 (en) * | 2018-10-12 | 2025-11-05 | Dai Nippon Printing Co., Ltd. | Transparent resin film, decorative board, and method for producing decorative board |
-
2002
- 2002-05-29 JP JP2002155452A patent/JP4032829B2/ja not_active Expired - Fee Related
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11148403B2 (en) | 2015-09-04 | 2021-10-19 | Toppan Printing Co., Ltd. | Decorative sheet |
| WO2018101349A1 (ja) | 2016-11-29 | 2018-06-07 | 凸版印刷株式会社 | 化粧シート及び化粧シートの製造方法 |
| KR20190084981A (ko) | 2016-11-29 | 2019-07-17 | 도판 인사츠 가부시키가이샤 | 화장 시트 및 화장 시트의 제조 방법 |
| US10899117B2 (en) | 2016-11-29 | 2021-01-26 | Toppan Printing Co., Ltd. | Decorative sheet and method of producing decorative sheet |
| WO2018221610A1 (ja) | 2017-06-02 | 2018-12-06 | 凸版印刷株式会社 | 樹脂成型体、積層体及び化粧シート |
| KR20200015460A (ko) | 2017-06-02 | 2020-02-12 | 도판 인사츠 가부시키가이샤 | 수지 성형체, 적층체 및 화장 시트 |
| US11021598B2 (en) | 2017-06-02 | 2021-06-01 | Toppan Printing Co., Ltd. | Resin molded product, laminate, and decorative sheet |
| KR20230038306A (ko) | 2017-06-02 | 2023-03-17 | 도판 인사츠 가부시키가이샤 | 수지 성형체, 적층체 및 화장 시트 |
| KR20230038307A (ko) | 2017-06-02 | 2023-03-17 | 도판 인사츠 가부시키가이샤 | 수지 성형체, 적층체 및 화장 시트 |
| KR20250080905A (ko) | 2017-06-02 | 2025-06-05 | 도판 홀딩스 가부시키가이샤 | 수지 성형체, 적층체 및 화장 시트 |
| KR20250080904A (ko) | 2017-06-02 | 2025-06-05 | 도판 홀딩스 가부시키가이샤 | 수지 성형체, 적층체 및 화장 시트 |
| JP2024170665A (ja) * | 2021-10-20 | 2024-12-10 | Toppanホールディングス株式会社 | 樹脂成型体および化粧シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003340973A (ja) | 2003-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4032829B2 (ja) | 化粧シート | |
| US10987912B2 (en) | Embossed decorative sheet and method for producing the same | |
| JP5104358B2 (ja) | 化粧シート | |
| JP3772634B2 (ja) | 化粧シート | |
| JP4066623B2 (ja) | 化粧シート | |
| JP7052731B2 (ja) | 積層延伸フィルム、化粧シート用基材、化粧シート及び化粧板 | |
| JP2004066525A (ja) | 化粧シートおよび化粧板 | |
| WO2018008719A1 (ja) | 化粧シート用基材及び化粧シート | |
| JP2009101603A (ja) | 化粧シート | |
| JP5239351B2 (ja) | 化粧シート | |
| JP3823686B2 (ja) | 化粧シート | |
| JP4797723B2 (ja) | 化粧シート | |
| JP5217326B2 (ja) | 化粧シート | |
| JP7006393B2 (ja) | 化粧シートおよび化粧部材 | |
| JP5217325B2 (ja) | 化粧シート | |
| JP4803441B2 (ja) | 化粧シート | |
| JP5023494B2 (ja) | 化粧シート | |
| JP2001181985A (ja) | 床用シート及び床材 | |
| JP2008062416A (ja) | 化粧シート | |
| JP2005028837A (ja) | 化粧シート | |
| JP2011207019A (ja) | 化粧シート及び化粧材 | |
| JP4248728B2 (ja) | 化粧シートの製造方法 | |
| JP4325050B2 (ja) | 化粧シートの製造方法 | |
| JP2006321241A (ja) | 化粧シート | |
| JP2001287324A (ja) | 化粧シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050324 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070502 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070629 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070717 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071015 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070629 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111102 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121102 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121102 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131102 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |