JP3944573B2 - Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材 - Google Patents
Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材 Download PDFInfo
- Publication number
- JP3944573B2 JP3944573B2 JP2002374229A JP2002374229A JP3944573B2 JP 3944573 B2 JP3944573 B2 JP 3944573B2 JP 2002374229 A JP2002374229 A JP 2002374229A JP 2002374229 A JP2002374229 A JP 2002374229A JP 3944573 B2 JP3944573 B2 JP 3944573B2
- Authority
- JP
- Japan
- Prior art keywords
- superconducting wire
- wire
- temperature range
- treatment
- superconducting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/01—Manufacture or treatment
- H10N60/0184—Manufacture or treatment of devices comprising intermetallic compounds of type A-15, e.g. Nb3Sn
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49014—Superconductor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
Description
【0001】
【発明の属する技術分野】
この出願の発明は、Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材に関するものである。さらに詳しくは、この出願の発明は、比較的低コストであって、丸線および平角線のいずれをも製造可能であって、より超伝導特性を安定化することができるNb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材に関するものである。
【0002】
【従来の技術とその課題】
この出願の発明者らは、従来より、各種の超伝導線材の製造方法について鋭意研究を重ねてきており、高磁界特性と耐歪特性に優れたNb3Al超電導材料については、その特長を失わせることなく、安定性、交流特性ともに優れた極細多芯構造の長尺超電導線材を製造することに既に成功している(特許第2021986号)。
【0003】
しかしながら、一般に、超伝導状態の線材に電流を流すと、電流は線材の表面から流れはじめて均等には流れないため、線材中のエネルギーが局部的に開放されてその部分の超伝導を破壊してジュール熱を発生し、線材全体にまで超伝導状態の破壊が拡大してしまうという問題がある。この問題は多芯線において特に深刻であり、上記のNb3Al超伝導線材の実用化のためには、超伝導が破れた部分の電流をバイパスさせて線材のジュール熱の冷却を早めるための安定化材の複合化が不可欠とされている。そしてこの安定化材がより有効に作用するためには、安定化材とマトリックス材の境界での電気抵抗および熱的抵抗を極力小さくすることが望まれる。
【0004】
そして上記の急熱急冷変態法により作成したNb3Al超伝導線材の安定材としては、一般に、Cu,Ag等の電気抵抗が小さく、熱伝導率の大きい金属が用いられ、この金属を、(1)Cuイオンプレーティング法、(2)内部Ag複合安定化法、あるいは(3)外部Cu圧接複合化法により超伝導線材に複合化するようにしている。
【0005】
この(1)Cuイオンプレーティング法は、急熱急冷処理を施して得たNb3Al超伝導線材に、極薄いCuをイオンプレーティング法により配設してマトリックス材とCuの間に強固な接合を形成したのち、メッキ法によって所望の厚みのCuを追加配設して安定化する方法である。この方法は、マトリックス材と安定化材料に良好な界面が得られる反面、工程数が多く、また真空チャンバー内での処理となるために極めて高コストになるという問題がある。
【0006】
(2)内部Ag複合安定化法は、Nb3Al前駆体線材中にマトリックス材との反応性の小さいAgを安定化材として組み込んでおく方法である。この方法は、Agが急熱急冷処理時に融点を超過する温度に曝されるため、Agが断線しないようにマトリックス材で支ておく必要があり、Ag比をあまり多くすることができず、現実的には、Ag比は0.4以下の割合で調整されている。これでは、超伝導線材の用途によっては十分な安定化効果が得られないという問題がある。またAgは高価であるため、コスト高となってしまっている。この方法において、安定化材として融点の高いCuを用いることも可能ではあるが、Cuはマトリックス材と反応してしまうためにその対策が必要となるという問題が生じる。
【0007】
そして、(3)外部Cu圧接複合化法は、急熱急冷処理を施して得たNb3Al超伝導線材にCuテープを被せたのち、線材を丸から平角に加工することでCuとNb(マトリックス材)の間にせん断変形を発生させ、マトリックス材とCuを圧接する方法(特開2000−113748号)である。この方法は極めて安価な方法であり、また、せん断変形が大きい部分でマトリックス材とCuの界面に優れた接合が得られるという利点がある。しかしながら、この方法は安定化材としてのCu比が0.3〜0.6程度に限定されてしまい、また優れた接合は全界面の60%程度でしか得られず、安定化の面からは十分なものとはいえなかった。そして何よりも、この方法によると、超伝導線材は平角線として得られ、需要が最も多い丸線としては製造することができないという欠点がある。
【0008】
そこで、この出願の発明は、以上の通りの事情に鑑みてなされたものであり、従来技術の問題点を解消し、比較的低コストであって、丸線および平角線のいずれをも製造可能であって、より超伝導特性を安定化することができるNb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材を提供することを課題としている。
【0009】
【課題を解決するための手段】
そこで、この出願の発明は、以上の通りの事情に鑑みてなされたものであり、従来技術の問題点を解消し、以下の通りの発明を提供する。
【0010】
すなわち、まず第1には、この出願の発明は、Nb/Al複合体芯材を、マトリックス材としてのNb、Ta、Nb基希薄合金あるいはTa基希薄合金に複数本埋め込んだ極細多芯構造を有する前駆体線材に、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(A)安定化材としてのCuまたはAgを被覆したのち、
(B)40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施し、
(C)次いで680〜850℃の温度範囲で1〜200時間の熱処理を行うことを特徴とするNb3Al極細多芯超伝導線材の製造方法を提供する。
【0011】
そして、この出願の発明は、上記発明の方法において、第2には、工程(A)の前あるいは後に、(D)断面減少率60%以下の冷間加工を施すことを特徴とする製造方法を、第3には、工程(B)の熱間等方圧成形(HIP)処理は、安定化材としてCuを被覆した場合は300℃以上で、Agを被覆した場合は280℃以上で行うことを特徴とする製造方法を、第4には、工程(B)(C)に代えて、(BC)680〜850℃の温度範囲の40気圧以上の圧力の不活性ガス雰囲気下で、1〜200時間の熱間等方圧成形(HIP)処理を施すことを特徴とする製造方法を、 第5には、工程(A)(B)に先立って、工程(C)を行うことを特徴とする製造方法を提供する。
【0012】
さらにこの出願の発明は、第6には、Nb/Al複合体芯材を、マトリックス材としてのNb、Ta、Nb基希薄合金あるいはTa基希薄合金に複数本埋め込んだ極細多芯構造を有する前駆体線材に、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(C)680〜850℃の温度範囲で1〜200時間の熱処理を行ったのち、
(A)安定化材としてのAlを被覆し、
(B)230〜500℃の温度範囲、40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施すことを特徴とするNb3Al極細多芯超伝導線材の製造方法を提供する。
【0013】
加えてこの出願の発明は、第7には、上記いずれかの方法で製造されたことを特徴とするNb3Al極細多芯超伝導線材を提供する。
【0014】
【発明の実施の形態】
この出願の発明は、上記の通りの特徴を持つものであるが、以下にその実施の形態について詳しく説明する。
【0015】
この出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法は、急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(A)安定化材としてのCuまたはAgを被覆したのち、
(B)40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施し、
(C)次いで680〜850℃の温度範囲で1〜200時間の熱処理を行うことを特徴としている。
【0016】
この出願の発明において、Nb3Al極細多芯超伝導線材は、フィラメント状のNb/Al複合体芯材とマトリックス材からなる極細多芯構造を有する前駆体線材に対して、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得るようにしている。
【0017】
前駆体線材におけるNb/Al複合体芯材は、急熱急冷処理によりNb−Al過飽和固溶体、より好ましくはNb−21〜28at%Al合金を形成するような組成であることが好ましい。この組成から外れると、得られる超伝導線材の特性が著しく劣化するために好ましくない。さらにこのNb/Al複合体芯材は、Nb中に1μm以下の寸法のAlが均一に分散された構成であることが、得られる超伝導線材の特性が高くなるために望ましい。Alの形状については、粒状、糸状、薄膜状等の任意の形状であってよく、この場合の寸法とは、上記形状における直径や厚さ等を示している。このようなNb/Al複合体芯材は、たとえば、rod-in-tube法、clad-chip-extrusion法、jelly-roll法あるいはpowder-in-tube法などの各種の方法で作成することができる。
【0018】
また、マトリックス材は、極細多芯構造の形成等のための冷間加工性に優れること、2000℃近傍への急熱時に強度が保たれること、Nb3Al超伝導特性に影響を与えないこと等から、Nb、Ta、Nb基希薄合金あるいはTa基希薄合金が選択されている。なお、この出願の発明において、希薄合金とは、合金元素の含有量が単一元素で3%以下、合計で5%以下であって、NbあるいはTaの含有量が95%以上の合金であることが好ましい例として示される。
【0019】
そして上記の急熱急冷処理によって、Nb/Al複合体芯材はNb−21〜28at%Al合金フィラメント(Nb−Al過飽和固溶体)へと変化する。上記のとおり急加熱を行わないと、Nb/Al複合体芯材とマトリックス材との間で拡散反応が起こるために好ましくない。また、上記のとおりの急冷を行わないと、Nb−Al過飽和固溶体が生成されず、Nb/Al化合物がフィラメント中に生成して線材が脆くなってしまうために好ましくない。なお、この出願の発明において、2000℃近傍の温度とは、およそ1700〜2100℃程度、より限定的には1900〜2100℃程度程度の温度範囲とすることができる。
【0020】
このようなNb3Al超伝導線材に対して施す上記の工程(A)〜(C)は、Nb3Al超伝導線材を安定化し、また安定化材とマトリックス材との界面の接合を良好に形成するものである。
【0021】
上記の工程(A)においては、Nb3Al超伝導線材に安定化材としてのCuあるいはAgを被覆するようにしている。ここで安定化材の被覆の手段は特に制限されることはない。たとえば、Nb3Al超伝導線材にCuメッキあるいはAgメッキを施すようにしてもよいし、Nb3Al超伝導線材を無酸素銅製のCu管あるいは純銀のAg管に挿入するようにしても良い。より具体的には、Nb3Al超伝導線材の端部までCuメッキあるいはAgメッキを施したり、Nb3Al超伝導線材を完全にCu管あるいはAg管内に収めて管の両端をつぶした後真空中で溶接して大気(酸素)が内部に入らないようにすることが好ましい。ここで、安定化材の量は、超伝導線材の用途等に応じて広い範囲で設定することができる。たとえば、安定化材がCuの場合、Cu比が小さく0.1以下のものから、Cu比が大きく50以上のものまで、任意に設定することができる。いずれにしろ、Nb3Al超伝導線材の全体が、所望の量の安定化材で覆われた線材の形態であることが重要である。ここで、後者の手法において真空中で溶接するのは、Nb3Al超伝導線材と安定化材の間に空気が無いほうが、次工程の熱間等方圧成形(HIP)においてCu管あるいはAg管が潰れて接合界面が良好になるためである。また、理由は定かではないものの、Cu管についてはタフピッチ銅のように酸素を含有するものでは良好な界面が得られらなかった。
【0022】
工程(B)においては、40気圧以上の圧力の不活性ガス雰囲気下で10分以上のHIP処理を施すことで、安定化材/マトリックス材の界面に良好な接合を得るようにしている。圧力が40気圧未満であったり、時間が10分未満であると、良好な安定化材/マトリックス材界面が得られないため好ましくない。また、処理温度については、安定化材としてCuを被覆した場合は300℃以上で、Agを被覆した場合は280℃以上で行うことが、良好な接合が実現できるために好ましい。
【0023】
工程(C)においては、680〜850℃の温度範囲で1〜200時間の熱処理を行うことで、Nb−21〜28at%Al合金フィラメントをNb3Alフィラメントへと変態させるようにしている。
【0024】
これによって、安定化効果の高いNb3Al極細多芯超伝導線材が製造される。たとえば、このNb3Al極細多芯超伝導線材に絶縁皮膜を被せて曲げ等によりコイル状に巻き込めば、優れた超伝導特性を有するNb3Al極細多芯超伝導マグネットを得ることができる。なお、この絶縁被覆と所望の形状への加工は、工程(B)の前に行うことも可能である。
【0025】
またこの出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法においては、工程(A)の前あるいは後に、(D)断面減少率60%以下の冷間加工を施すことを特徴としている。急熱急冷処理後のNb3Al超伝導線材は、マトリックス材およびNb−21〜28at%Al合金フィラメントともに、組成加工性に優れている。そのため、安定化材による被覆の前または後に、断面減少率60%以下の軽度の冷間加工を施すことで、得られるNb3Al極細多芯超伝導線材の特性を向上させることができる。
【0026】
さらに、この出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法においては、工程(B)(C)に代えて、工程(BC)680〜850℃の温度範囲の40気圧以上の圧力の不活性ガス雰囲気下で、1〜200時間の熱間等方圧成形(HIP)処理を施すことで、工程(B)および(C)を同時に行うようすることも可能とされる。
【0027】
一方で、この出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法においては、安定化材としてAlを用いることが可能とされる。ただし、Alの融点(660℃)は、工程(C)における変態のための熱処理温度よりも低いので、Nb3Al極細多芯超伝導線材へのAlの配設は、工程(C)の後に行わなければならない。
【0028】
そこで、安定化材としてAlを用いる場合には、急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(C)680〜850℃の温度範囲で1〜200時間の熱処理を行ったのち、
(A)安定化材としてのAlを被覆し、
(B)230〜500℃の温度範囲、40気圧以上の圧力の不活性ガス雰囲気下で10分以上のHIP処理を施すようにしている。
【0029】
ここで、安定化材としてのAlの被覆には、上記のCu、Agの場合と同様に、Nb3Al伝導線材をAl管で真空封入したり、Alメッキ、Alコンフォーム押出し加工等の手法を利用することができる。
【0030】
また、HIP処理の温度については、230℃未満では良好な接合界面が形成されず、500℃を超えるとAlがマトリックス材と拡散反応して厚い中間化合物を形成してしまうために好ましくない。
【0031】
これによっても、前記の方法と同様に、安定化特性に優れたNb3Al極細多芯超伝導線材を得ることができる。また、Alは素粒子の透過率が高いので、安定化材としてAlを用いたNb3Al極細多芯超伝導線材は、高エネルギー物理学の研究に使用する超伝導マグネット等として極めて有用となる。
【0032】
以上のこの出願の発明のNb3Al極細多芯超伝導線材の製造方法は、何よりも、安定化材とマトリックス材との界面の接合を極めて良好なものとすることができ、安定化特性に優れた超伝導線材を得ることができる。しかも、この方法は、簡便であって、従来の(1)Cuイオンプレーティング法および(2)内部Ag複合安定化法に比べて低コストである。そして、広い範囲で安定化材の量を設定することができ、また安定化材としてAlを用いることもできる。そしてこの出願の発明の方法は、従来の(3)外部Cu圧接複合化法に比べるとコスト高となるものの、得られる線材の安定化特性や用途の面では大幅に優れている。すなわち、この出願の発明の方法は、従来の超伝導線材の製造方法と比べて、全体として最も優れたものであるといえる。
【0033】
以下に実施例を示し、この発明の実施の形態についてさらに詳しく説明する。
【0034】
【実施例】
(実施例1)
at%で3:1となるような厚さのNb箔とAl箔を重ねてロール状に巻き込んで、押出し加工および伸線加工により線状に加工(jelly-roll法)し、所定長の線材に切断した。この線材を、120本束ねてNbパイプ中に詰め込み、押出し加工および伸線加工により、Nbマトリックス中に120芯のNb/Al複合体が埋め込まれた極細多芯線構造を有する長尺の前駆体線材を作成した。
【0035】
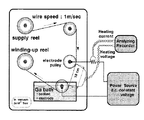
この前駆体線材を、図1に示す急熱急冷装置を使って1m/sの速度で移動させながら、通電加熱により0.1秒間で2000℃まで加熱し、次いで、Ga浴中を通過させることで急冷させた。ここで、この線材中のNb/Al複合体がNb−Al固溶体に変わっていることが確認された。
【0036】
次いでこの線材に、銅比が(a)0.4および(b)0.2となるようにCuメッキし、断面減少率5%程度の軽度の伸線加工を加えた。そして、アルゴン雰囲気下で、900気圧、600℃のHIP処理を1時間施した後、真空中、800℃で10時間の変態熱処理を行い、Nb3Al極細多芯超伝導線材を得た。
【0037】
この超伝導線材について、4.2Kでの超伝導特性を調べ、その結果を図2に示した。また比較のために、HIP処理を行わず、後は同様にして作成した超伝導線材についても調べ、あわせて図2に示した。
【0038】
図2から、17T以上の高磁場中で臨界電流密度Icが小さい場合には、HIP処理の有無は臨界電流値に大きな影響は与えていないが、16T以下の低磁場では臨界電流値が極めて大きくなるため、HIP処理したほうが見かけの超伝導臨界電流密度が大きくなることがわかった。換言すると、この出願の発明の方法により作成した超伝導線材は、超伝導電流が多く流れている場合であっても、安定度が高いことが示された。
【0039】
また、各超伝導線材を90°に曲げ、その断面を観察したところ、HIP処理した線材では界面が強固に接合しているのに対し、HIP処理なしの線材ではCuとマトリックスが剥れていることが確認された。
【0040】
このHIP処理した線材に絶縁被覆を施してソレノイド状に巻きこむことで、Nb3Al超伝導マグネットが作成できた。
(実施例2)
実施例1と同様に急熱急冷して得たNb/Nb−25at%Al線材に、無酸素銅のパイプを被せ、銅と線材が軽く接触する程度に伸線加工した後、線材の両端に余っている銅パイプを万力で挟んで潰した。この潰れた部分を真空中で溶接することで、長尺の銅パイプにNb/Nb−25at%Al線材を真空封入した。この線材に対して、アルゴン雰囲気下、900気圧、600℃のHIP処理を1時間施した後、真空中、800℃で10時間の変態熱処理を行い、Nb3Al極細多芯超伝導線材を得た。
【0041】
この超伝導線材の断面を観察したところ、HIP処理によって銅管は潰れ、Nb表面に強固に銅が接合されているのが確認された。
【0042】
この超伝導線材と、HIP処理を行わずに同様に作製した超伝導線材とについて、超伝導特性を調べたところ、図2と同様の傾向が見られ、HIP処理が超伝導特性の安定化に有効であることが確認された。
(実施例3)
実施例1と同様に急熱急冷して得た線材にCuメッキをした後、その表面にアルミナ繊維を巻き込んで耐熱性の絶縁処理を施し、内径20mm、外径30mm、総ターン数150のソレノイド状コイルに巻き込んだ。このものに、900気圧、800℃のアルゴンガス雰囲気中で10時間のHIP処理をしたところ、線材中のNb−Al過飽和固溶体がNb3Al相に変態したことが確認された。また、その断面の観察から、NbとCuの界面には強固な接合が形成されていることが確認された。
【0043】
このコイルの臨界電流は、ショートサンプルの臨界電流とほぼ一致しており、安定化されたNb3Al超伝導マグネットが実現できることが判明した。
【0044】
また、このコイル線材の超伝導特性を調べたところ、実施例1の線材と同様に、安定性および超伝導特性ともに優れたものであることがわかった。このことから、HIP処理による変態は、超伝導線材の本質的な超伝導特性には悪影響を及ぼすことなく、安定性を向上させていることがわかった。
(実施例4)
実施例1と同様に急熱急冷して得た線材を、ロール加工で潰すことで平角線にした。この平角線に銅メッキを施し、実施例1と同じ条件でHIP処理と変態熱処理を施して、Nb3Al超伝導線材を得た。この平角の超伝導線材の超伝導特性を調べたところ、実施例1の丸線と同様の超伝導特性を示すことが確認された。
【0045】
このことから、この出願の発明の方法によると、丸線、平角線に関わらず、超伝導特性が安定化されることが確認された。
(実施例5)
実施例1と同様に急熱急冷して得た線材をCuメッキした後、種々の温度、圧力、時間条件でHIP処理し、次いで実施例1と同じ条件で変態熱処理することで、Nb3Al超伝導線材を得た。
【0046】
これらのNb3Al超伝導線材についてNb/Cu界面の接合状態を調べたところ、HIP処理の温度が450℃未満の場合、圧力が40気圧未満の場合、処理時間が10分未満の場合に得られた線材について、良好な接合が得られていないことがわかった。
(実施例6)
実施例1と同様に急熱急冷して得た線材に、Ag比が0.2となるようにAgメッキを全面に施し、断面減少率5%程度の軽度の伸線加工を加えた後、アルゴン雰囲気下、900気圧で、600℃のHIP処理を1時間施し、次いで真空中、800℃で10時間の変態熱処理を行って、Nb3Al超伝導線材を得た。
【0047】
この超伝導線材の超伝導特性を調べたところ、実施例1の(b)Cu比0.2のものと同等の特性を示した。すなわち、超伝導線材の良好な安定化効果が得られることがわかった。
(実施例7)
実施例6と同様に、Ag比0.2のAgメッキを施し、断面減少率5%程度の伸線加工を加えた線材に対して、種々の温度、圧力、時間条件でHIP処理し、次いで実施例6と同じ条件で変態熱処理することで、Nb3Al超伝導線材を得た。
【0048】
これらのNb3Al超伝導線材についてNb/Ag界面の接合状態を調べたところ、HIP処理の温度が280℃未満の場合、圧力が40気圧未満の場合、処理時間が10分未満の場合に得られた線材について、良好な接合が得られていないことがわかった。また、これらの線材を90°に曲げたところ、良好な接合が得られていない線材については界面剥離が観察された。
(実施例8)
実施例1と同様に急熱急冷して得た線材に、真空中、800℃で10時間の変態熱処理を行った後、Al管を被せて軽度の伸線加工を施し、Al管の端部を万力で潰して真空中で溶接することで、長尺Al管に封入された線材を作製した。次いで、この線材を900気圧、400℃のアルゴンガス中でHIP処理して、Nb3Al超伝導線材を得た。
【0049】
得られたNb3Al超伝導線材のAl/Nb界面を観察したところ、顕著な拡散層は形成されておらず、良好であった。
【0050】
また、この線材と、HIP処理していない線材について、臨界電流値が大きくなる条件で超伝導特性を比較したところ、HIP処理をしたこの線材のほうが見かけの臨界電流値が高く、安定性が向上されていることがわかった。
(比較例1)
実施例8と同様の方法で作製したAl管封入Nb3Al超伝導線材を、900気圧、550℃のアルゴンガス中で30分間HIP処理してNb3Al超伝導線材を得た。
【0051】
この超伝導線材の断面を観察したところ、NbマトリックスとAlの境界に厚さ20μm程度のNbAl3化合物が生成していた。これは安定化材としてAlを用いた場合の、HIP処理温度が高すぎたためであると考えられる。また、超伝導特性を調べたところ、このNbAl3化合物がAlとマトリックス間の電気抵抗および熱抵抗を高め、実施例8の場合に比べて安定化度が低下していた。
(比較例2)
実施例8と同様の方法で作製したAl管封入Nb3Al超伝導線材を、900気圧、200℃のアルゴンガス中で3時間HIP処理してNb3Al超伝導線材を得た。
【0052】
この超伝導線材の断面を観察したところ、HIP処理の温度が低すぎたためか、NbマトリックスとAlの良好な界面接合は形成されていなかった。また、超伝導特性を調べたところ、実施例8の場合に比べて安定化度が低下していた。
【0053】
もちろん、この発明は以上の例に限定されるものではなく、細部については様々な態様が可能であることは言うまでもない。
【0054】
【発明の効果】
以上詳しく説明した通り、この発明によって、比較的低コストであって、丸線および平角線のいずれをも製造可能であって、より超伝導特性を安定化することができるNb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材が提供される。
【図面の簡単な説明】
【図1】この出願の発明のNb3Al超伝導線材の製造のために用いた急熱急冷装置を例示した概念図である。
【図2】安定化材としてのCu比を(a)0.4および(b)0.2としたNb3Al極細多芯超伝導線材の4.2Kにおける超伝導特性を調べた結果を例示した図であって、マーカーの黒印はHIP処理を行なった場合、白抜き印はHIP処理を行わなかった場合について示している。
【発明の属する技術分野】
この出願の発明は、Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材に関するものである。さらに詳しくは、この出願の発明は、比較的低コストであって、丸線および平角線のいずれをも製造可能であって、より超伝導特性を安定化することができるNb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材に関するものである。
【0002】
【従来の技術とその課題】
この出願の発明者らは、従来より、各種の超伝導線材の製造方法について鋭意研究を重ねてきており、高磁界特性と耐歪特性に優れたNb3Al超電導材料については、その特長を失わせることなく、安定性、交流特性ともに優れた極細多芯構造の長尺超電導線材を製造することに既に成功している(特許第2021986号)。
【0003】
しかしながら、一般に、超伝導状態の線材に電流を流すと、電流は線材の表面から流れはじめて均等には流れないため、線材中のエネルギーが局部的に開放されてその部分の超伝導を破壊してジュール熱を発生し、線材全体にまで超伝導状態の破壊が拡大してしまうという問題がある。この問題は多芯線において特に深刻であり、上記のNb3Al超伝導線材の実用化のためには、超伝導が破れた部分の電流をバイパスさせて線材のジュール熱の冷却を早めるための安定化材の複合化が不可欠とされている。そしてこの安定化材がより有効に作用するためには、安定化材とマトリックス材の境界での電気抵抗および熱的抵抗を極力小さくすることが望まれる。
【0004】
そして上記の急熱急冷変態法により作成したNb3Al超伝導線材の安定材としては、一般に、Cu,Ag等の電気抵抗が小さく、熱伝導率の大きい金属が用いられ、この金属を、(1)Cuイオンプレーティング法、(2)内部Ag複合安定化法、あるいは(3)外部Cu圧接複合化法により超伝導線材に複合化するようにしている。
【0005】
この(1)Cuイオンプレーティング法は、急熱急冷処理を施して得たNb3Al超伝導線材に、極薄いCuをイオンプレーティング法により配設してマトリックス材とCuの間に強固な接合を形成したのち、メッキ法によって所望の厚みのCuを追加配設して安定化する方法である。この方法は、マトリックス材と安定化材料に良好な界面が得られる反面、工程数が多く、また真空チャンバー内での処理となるために極めて高コストになるという問題がある。
【0006】
(2)内部Ag複合安定化法は、Nb3Al前駆体線材中にマトリックス材との反応性の小さいAgを安定化材として組み込んでおく方法である。この方法は、Agが急熱急冷処理時に融点を超過する温度に曝されるため、Agが断線しないようにマトリックス材で支ておく必要があり、Ag比をあまり多くすることができず、現実的には、Ag比は0.4以下の割合で調整されている。これでは、超伝導線材の用途によっては十分な安定化効果が得られないという問題がある。またAgは高価であるため、コスト高となってしまっている。この方法において、安定化材として融点の高いCuを用いることも可能ではあるが、Cuはマトリックス材と反応してしまうためにその対策が必要となるという問題が生じる。
【0007】
そして、(3)外部Cu圧接複合化法は、急熱急冷処理を施して得たNb3Al超伝導線材にCuテープを被せたのち、線材を丸から平角に加工することでCuとNb(マトリックス材)の間にせん断変形を発生させ、マトリックス材とCuを圧接する方法(特開2000−113748号)である。この方法は極めて安価な方法であり、また、せん断変形が大きい部分でマトリックス材とCuの界面に優れた接合が得られるという利点がある。しかしながら、この方法は安定化材としてのCu比が0.3〜0.6程度に限定されてしまい、また優れた接合は全界面の60%程度でしか得られず、安定化の面からは十分なものとはいえなかった。そして何よりも、この方法によると、超伝導線材は平角線として得られ、需要が最も多い丸線としては製造することができないという欠点がある。
【0008】
そこで、この出願の発明は、以上の通りの事情に鑑みてなされたものであり、従来技術の問題点を解消し、比較的低コストであって、丸線および平角線のいずれをも製造可能であって、より超伝導特性を安定化することができるNb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材を提供することを課題としている。
【0009】
【課題を解決するための手段】
そこで、この出願の発明は、以上の通りの事情に鑑みてなされたものであり、従来技術の問題点を解消し、以下の通りの発明を提供する。
【0010】
すなわち、まず第1には、この出願の発明は、Nb/Al複合体芯材を、マトリックス材としてのNb、Ta、Nb基希薄合金あるいはTa基希薄合金に複数本埋め込んだ極細多芯構造を有する前駆体線材に、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(A)安定化材としてのCuまたはAgを被覆したのち、
(B)40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施し、
(C)次いで680〜850℃の温度範囲で1〜200時間の熱処理を行うことを特徴とするNb3Al極細多芯超伝導線材の製造方法を提供する。
【0011】
そして、この出願の発明は、上記発明の方法において、第2には、工程(A)の前あるいは後に、(D)断面減少率60%以下の冷間加工を施すことを特徴とする製造方法を、第3には、工程(B)の熱間等方圧成形(HIP)処理は、安定化材としてCuを被覆した場合は300℃以上で、Agを被覆した場合は280℃以上で行うことを特徴とする製造方法を、第4には、工程(B)(C)に代えて、(BC)680〜850℃の温度範囲の40気圧以上の圧力の不活性ガス雰囲気下で、1〜200時間の熱間等方圧成形(HIP)処理を施すことを特徴とする製造方法を、 第5には、工程(A)(B)に先立って、工程(C)を行うことを特徴とする製造方法を提供する。
【0012】
さらにこの出願の発明は、第6には、Nb/Al複合体芯材を、マトリックス材としてのNb、Ta、Nb基希薄合金あるいはTa基希薄合金に複数本埋め込んだ極細多芯構造を有する前駆体線材に、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(C)680〜850℃の温度範囲で1〜200時間の熱処理を行ったのち、
(A)安定化材としてのAlを被覆し、
(B)230〜500℃の温度範囲、40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施すことを特徴とするNb3Al極細多芯超伝導線材の製造方法を提供する。
【0013】
加えてこの出願の発明は、第7には、上記いずれかの方法で製造されたことを特徴とするNb3Al極細多芯超伝導線材を提供する。
【0014】
【発明の実施の形態】
この出願の発明は、上記の通りの特徴を持つものであるが、以下にその実施の形態について詳しく説明する。
【0015】
この出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法は、急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(A)安定化材としてのCuまたはAgを被覆したのち、
(B)40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施し、
(C)次いで680〜850℃の温度範囲で1〜200時間の熱処理を行うことを特徴としている。
【0016】
この出願の発明において、Nb3Al極細多芯超伝導線材は、フィラメント状のNb/Al複合体芯材とマトリックス材からなる極細多芯構造を有する前駆体線材に対して、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得るようにしている。
【0017】
前駆体線材におけるNb/Al複合体芯材は、急熱急冷処理によりNb−Al過飽和固溶体、より好ましくはNb−21〜28at%Al合金を形成するような組成であることが好ましい。この組成から外れると、得られる超伝導線材の特性が著しく劣化するために好ましくない。さらにこのNb/Al複合体芯材は、Nb中に1μm以下の寸法のAlが均一に分散された構成であることが、得られる超伝導線材の特性が高くなるために望ましい。Alの形状については、粒状、糸状、薄膜状等の任意の形状であってよく、この場合の寸法とは、上記形状における直径や厚さ等を示している。このようなNb/Al複合体芯材は、たとえば、rod-in-tube法、clad-chip-extrusion法、jelly-roll法あるいはpowder-in-tube法などの各種の方法で作成することができる。
【0018】
また、マトリックス材は、極細多芯構造の形成等のための冷間加工性に優れること、2000℃近傍への急熱時に強度が保たれること、Nb3Al超伝導特性に影響を与えないこと等から、Nb、Ta、Nb基希薄合金あるいはTa基希薄合金が選択されている。なお、この出願の発明において、希薄合金とは、合金元素の含有量が単一元素で3%以下、合計で5%以下であって、NbあるいはTaの含有量が95%以上の合金であることが好ましい例として示される。
【0019】
そして上記の急熱急冷処理によって、Nb/Al複合体芯材はNb−21〜28at%Al合金フィラメント(Nb−Al過飽和固溶体)へと変化する。上記のとおり急加熱を行わないと、Nb/Al複合体芯材とマトリックス材との間で拡散反応が起こるために好ましくない。また、上記のとおりの急冷を行わないと、Nb−Al過飽和固溶体が生成されず、Nb/Al化合物がフィラメント中に生成して線材が脆くなってしまうために好ましくない。なお、この出願の発明において、2000℃近傍の温度とは、およそ1700〜2100℃程度、より限定的には1900〜2100℃程度程度の温度範囲とすることができる。
【0020】
このようなNb3Al超伝導線材に対して施す上記の工程(A)〜(C)は、Nb3Al超伝導線材を安定化し、また安定化材とマトリックス材との界面の接合を良好に形成するものである。
【0021】
上記の工程(A)においては、Nb3Al超伝導線材に安定化材としてのCuあるいはAgを被覆するようにしている。ここで安定化材の被覆の手段は特に制限されることはない。たとえば、Nb3Al超伝導線材にCuメッキあるいはAgメッキを施すようにしてもよいし、Nb3Al超伝導線材を無酸素銅製のCu管あるいは純銀のAg管に挿入するようにしても良い。より具体的には、Nb3Al超伝導線材の端部までCuメッキあるいはAgメッキを施したり、Nb3Al超伝導線材を完全にCu管あるいはAg管内に収めて管の両端をつぶした後真空中で溶接して大気(酸素)が内部に入らないようにすることが好ましい。ここで、安定化材の量は、超伝導線材の用途等に応じて広い範囲で設定することができる。たとえば、安定化材がCuの場合、Cu比が小さく0.1以下のものから、Cu比が大きく50以上のものまで、任意に設定することができる。いずれにしろ、Nb3Al超伝導線材の全体が、所望の量の安定化材で覆われた線材の形態であることが重要である。ここで、後者の手法において真空中で溶接するのは、Nb3Al超伝導線材と安定化材の間に空気が無いほうが、次工程の熱間等方圧成形(HIP)においてCu管あるいはAg管が潰れて接合界面が良好になるためである。また、理由は定かではないものの、Cu管についてはタフピッチ銅のように酸素を含有するものでは良好な界面が得られらなかった。
【0022】
工程(B)においては、40気圧以上の圧力の不活性ガス雰囲気下で10分以上のHIP処理を施すことで、安定化材/マトリックス材の界面に良好な接合を得るようにしている。圧力が40気圧未満であったり、時間が10分未満であると、良好な安定化材/マトリックス材界面が得られないため好ましくない。また、処理温度については、安定化材としてCuを被覆した場合は300℃以上で、Agを被覆した場合は280℃以上で行うことが、良好な接合が実現できるために好ましい。
【0023】
工程(C)においては、680〜850℃の温度範囲で1〜200時間の熱処理を行うことで、Nb−21〜28at%Al合金フィラメントをNb3Alフィラメントへと変態させるようにしている。
【0024】
これによって、安定化効果の高いNb3Al極細多芯超伝導線材が製造される。たとえば、このNb3Al極細多芯超伝導線材に絶縁皮膜を被せて曲げ等によりコイル状に巻き込めば、優れた超伝導特性を有するNb3Al極細多芯超伝導マグネットを得ることができる。なお、この絶縁被覆と所望の形状への加工は、工程(B)の前に行うことも可能である。
【0025】
またこの出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法においては、工程(A)の前あるいは後に、(D)断面減少率60%以下の冷間加工を施すことを特徴としている。急熱急冷処理後のNb3Al超伝導線材は、マトリックス材およびNb−21〜28at%Al合金フィラメントともに、組成加工性に優れている。そのため、安定化材による被覆の前または後に、断面減少率60%以下の軽度の冷間加工を施すことで、得られるNb3Al極細多芯超伝導線材の特性を向上させることができる。
【0026】
さらに、この出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法においては、工程(B)(C)に代えて、工程(BC)680〜850℃の温度範囲の40気圧以上の圧力の不活性ガス雰囲気下で、1〜200時間の熱間等方圧成形(HIP)処理を施すことで、工程(B)および(C)を同時に行うようすることも可能とされる。
【0027】
一方で、この出願の発明が提供するNb3Al極細多芯超伝導線材の製造方法においては、安定化材としてAlを用いることが可能とされる。ただし、Alの融点(660℃)は、工程(C)における変態のための熱処理温度よりも低いので、Nb3Al極細多芯超伝導線材へのAlの配設は、工程(C)の後に行わなければならない。
【0028】
そこで、安定化材としてAlを用いる場合には、急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(C)680〜850℃の温度範囲で1〜200時間の熱処理を行ったのち、
(A)安定化材としてのAlを被覆し、
(B)230〜500℃の温度範囲、40気圧以上の圧力の不活性ガス雰囲気下で10分以上のHIP処理を施すようにしている。
【0029】
ここで、安定化材としてのAlの被覆には、上記のCu、Agの場合と同様に、Nb3Al伝導線材をAl管で真空封入したり、Alメッキ、Alコンフォーム押出し加工等の手法を利用することができる。
【0030】
また、HIP処理の温度については、230℃未満では良好な接合界面が形成されず、500℃を超えるとAlがマトリックス材と拡散反応して厚い中間化合物を形成してしまうために好ましくない。
【0031】
これによっても、前記の方法と同様に、安定化特性に優れたNb3Al極細多芯超伝導線材を得ることができる。また、Alは素粒子の透過率が高いので、安定化材としてAlを用いたNb3Al極細多芯超伝導線材は、高エネルギー物理学の研究に使用する超伝導マグネット等として極めて有用となる。
【0032】
以上のこの出願の発明のNb3Al極細多芯超伝導線材の製造方法は、何よりも、安定化材とマトリックス材との界面の接合を極めて良好なものとすることができ、安定化特性に優れた超伝導線材を得ることができる。しかも、この方法は、簡便であって、従来の(1)Cuイオンプレーティング法および(2)内部Ag複合安定化法に比べて低コストである。そして、広い範囲で安定化材の量を設定することができ、また安定化材としてAlを用いることもできる。そしてこの出願の発明の方法は、従来の(3)外部Cu圧接複合化法に比べるとコスト高となるものの、得られる線材の安定化特性や用途の面では大幅に優れている。すなわち、この出願の発明の方法は、従来の超伝導線材の製造方法と比べて、全体として最も優れたものであるといえる。
【0033】
以下に実施例を示し、この発明の実施の形態についてさらに詳しく説明する。
【0034】
【実施例】
(実施例1)
at%で3:1となるような厚さのNb箔とAl箔を重ねてロール状に巻き込んで、押出し加工および伸線加工により線状に加工(jelly-roll法)し、所定長の線材に切断した。この線材を、120本束ねてNbパイプ中に詰め込み、押出し加工および伸線加工により、Nbマトリックス中に120芯のNb/Al複合体が埋め込まれた極細多芯線構造を有する長尺の前駆体線材を作成した。
【0035】
この前駆体線材を、図1に示す急熱急冷装置を使って1m/sの速度で移動させながら、通電加熱により0.1秒間で2000℃まで加熱し、次いで、Ga浴中を通過させることで急冷させた。ここで、この線材中のNb/Al複合体がNb−Al固溶体に変わっていることが確認された。
【0036】
次いでこの線材に、銅比が(a)0.4および(b)0.2となるようにCuメッキし、断面減少率5%程度の軽度の伸線加工を加えた。そして、アルゴン雰囲気下で、900気圧、600℃のHIP処理を1時間施した後、真空中、800℃で10時間の変態熱処理を行い、Nb3Al極細多芯超伝導線材を得た。
【0037】
この超伝導線材について、4.2Kでの超伝導特性を調べ、その結果を図2に示した。また比較のために、HIP処理を行わず、後は同様にして作成した超伝導線材についても調べ、あわせて図2に示した。
【0038】
図2から、17T以上の高磁場中で臨界電流密度Icが小さい場合には、HIP処理の有無は臨界電流値に大きな影響は与えていないが、16T以下の低磁場では臨界電流値が極めて大きくなるため、HIP処理したほうが見かけの超伝導臨界電流密度が大きくなることがわかった。換言すると、この出願の発明の方法により作成した超伝導線材は、超伝導電流が多く流れている場合であっても、安定度が高いことが示された。
【0039】
また、各超伝導線材を90°に曲げ、その断面を観察したところ、HIP処理した線材では界面が強固に接合しているのに対し、HIP処理なしの線材ではCuとマトリックスが剥れていることが確認された。
【0040】
このHIP処理した線材に絶縁被覆を施してソレノイド状に巻きこむことで、Nb3Al超伝導マグネットが作成できた。
(実施例2)
実施例1と同様に急熱急冷して得たNb/Nb−25at%Al線材に、無酸素銅のパイプを被せ、銅と線材が軽く接触する程度に伸線加工した後、線材の両端に余っている銅パイプを万力で挟んで潰した。この潰れた部分を真空中で溶接することで、長尺の銅パイプにNb/Nb−25at%Al線材を真空封入した。この線材に対して、アルゴン雰囲気下、900気圧、600℃のHIP処理を1時間施した後、真空中、800℃で10時間の変態熱処理を行い、Nb3Al極細多芯超伝導線材を得た。
【0041】
この超伝導線材の断面を観察したところ、HIP処理によって銅管は潰れ、Nb表面に強固に銅が接合されているのが確認された。
【0042】
この超伝導線材と、HIP処理を行わずに同様に作製した超伝導線材とについて、超伝導特性を調べたところ、図2と同様の傾向が見られ、HIP処理が超伝導特性の安定化に有効であることが確認された。
(実施例3)
実施例1と同様に急熱急冷して得た線材にCuメッキをした後、その表面にアルミナ繊維を巻き込んで耐熱性の絶縁処理を施し、内径20mm、外径30mm、総ターン数150のソレノイド状コイルに巻き込んだ。このものに、900気圧、800℃のアルゴンガス雰囲気中で10時間のHIP処理をしたところ、線材中のNb−Al過飽和固溶体がNb3Al相に変態したことが確認された。また、その断面の観察から、NbとCuの界面には強固な接合が形成されていることが確認された。
【0043】
このコイルの臨界電流は、ショートサンプルの臨界電流とほぼ一致しており、安定化されたNb3Al超伝導マグネットが実現できることが判明した。
【0044】
また、このコイル線材の超伝導特性を調べたところ、実施例1の線材と同様に、安定性および超伝導特性ともに優れたものであることがわかった。このことから、HIP処理による変態は、超伝導線材の本質的な超伝導特性には悪影響を及ぼすことなく、安定性を向上させていることがわかった。
(実施例4)
実施例1と同様に急熱急冷して得た線材を、ロール加工で潰すことで平角線にした。この平角線に銅メッキを施し、実施例1と同じ条件でHIP処理と変態熱処理を施して、Nb3Al超伝導線材を得た。この平角の超伝導線材の超伝導特性を調べたところ、実施例1の丸線と同様の超伝導特性を示すことが確認された。
【0045】
このことから、この出願の発明の方法によると、丸線、平角線に関わらず、超伝導特性が安定化されることが確認された。
(実施例5)
実施例1と同様に急熱急冷して得た線材をCuメッキした後、種々の温度、圧力、時間条件でHIP処理し、次いで実施例1と同じ条件で変態熱処理することで、Nb3Al超伝導線材を得た。
【0046】
これらのNb3Al超伝導線材についてNb/Cu界面の接合状態を調べたところ、HIP処理の温度が450℃未満の場合、圧力が40気圧未満の場合、処理時間が10分未満の場合に得られた線材について、良好な接合が得られていないことがわかった。
(実施例6)
実施例1と同様に急熱急冷して得た線材に、Ag比が0.2となるようにAgメッキを全面に施し、断面減少率5%程度の軽度の伸線加工を加えた後、アルゴン雰囲気下、900気圧で、600℃のHIP処理を1時間施し、次いで真空中、800℃で10時間の変態熱処理を行って、Nb3Al超伝導線材を得た。
【0047】
この超伝導線材の超伝導特性を調べたところ、実施例1の(b)Cu比0.2のものと同等の特性を示した。すなわち、超伝導線材の良好な安定化効果が得られることがわかった。
(実施例7)
実施例6と同様に、Ag比0.2のAgメッキを施し、断面減少率5%程度の伸線加工を加えた線材に対して、種々の温度、圧力、時間条件でHIP処理し、次いで実施例6と同じ条件で変態熱処理することで、Nb3Al超伝導線材を得た。
【0048】
これらのNb3Al超伝導線材についてNb/Ag界面の接合状態を調べたところ、HIP処理の温度が280℃未満の場合、圧力が40気圧未満の場合、処理時間が10分未満の場合に得られた線材について、良好な接合が得られていないことがわかった。また、これらの線材を90°に曲げたところ、良好な接合が得られていない線材については界面剥離が観察された。
(実施例8)
実施例1と同様に急熱急冷して得た線材に、真空中、800℃で10時間の変態熱処理を行った後、Al管を被せて軽度の伸線加工を施し、Al管の端部を万力で潰して真空中で溶接することで、長尺Al管に封入された線材を作製した。次いで、この線材を900気圧、400℃のアルゴンガス中でHIP処理して、Nb3Al超伝導線材を得た。
【0049】
得られたNb3Al超伝導線材のAl/Nb界面を観察したところ、顕著な拡散層は形成されておらず、良好であった。
【0050】
また、この線材と、HIP処理していない線材について、臨界電流値が大きくなる条件で超伝導特性を比較したところ、HIP処理をしたこの線材のほうが見かけの臨界電流値が高く、安定性が向上されていることがわかった。
(比較例1)
実施例8と同様の方法で作製したAl管封入Nb3Al超伝導線材を、900気圧、550℃のアルゴンガス中で30分間HIP処理してNb3Al超伝導線材を得た。
【0051】
この超伝導線材の断面を観察したところ、NbマトリックスとAlの境界に厚さ20μm程度のNbAl3化合物が生成していた。これは安定化材としてAlを用いた場合の、HIP処理温度が高すぎたためであると考えられる。また、超伝導特性を調べたところ、このNbAl3化合物がAlとマトリックス間の電気抵抗および熱抵抗を高め、実施例8の場合に比べて安定化度が低下していた。
(比較例2)
実施例8と同様の方法で作製したAl管封入Nb3Al超伝導線材を、900気圧、200℃のアルゴンガス中で3時間HIP処理してNb3Al超伝導線材を得た。
【0052】
この超伝導線材の断面を観察したところ、HIP処理の温度が低すぎたためか、NbマトリックスとAlの良好な界面接合は形成されていなかった。また、超伝導特性を調べたところ、実施例8の場合に比べて安定化度が低下していた。
【0053】
もちろん、この発明は以上の例に限定されるものではなく、細部については様々な態様が可能であることは言うまでもない。
【0054】
【発明の効果】
以上詳しく説明した通り、この発明によって、比較的低コストであって、丸線および平角線のいずれをも製造可能であって、より超伝導特性を安定化することができるNb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材が提供される。
【図面の簡単な説明】
【図1】この出願の発明のNb3Al超伝導線材の製造のために用いた急熱急冷装置を例示した概念図である。
【図2】安定化材としてのCu比を(a)0.4および(b)0.2としたNb3Al極細多芯超伝導線材の4.2Kにおける超伝導特性を調べた結果を例示した図であって、マーカーの黒印はHIP処理を行なった場合、白抜き印はHIP処理を行わなかった場合について示している。
Claims (7)
- Nb/Al複合体芯材を、マトリックス材としてのNb、Ta、Nb基希薄合金あるいはTa基希薄合金に複数本埋め込んだ極細多芯構造を有する前駆体線材に、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(A)安定化材としてのCuまたはAgを被覆したのち、
(B)40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施し、
(C)次いで680〜850℃の温度範囲で1〜200時間の熱処理を行うことを特徴とするNb3Al極細多芯超伝導線材の製造方法。 - 工程(A)の前あるいは後に、
(D)断面減少率60%以下の冷間加工を施すことを特徴とする請求項1記載のNb3Al極細多芯超伝導線材の製造方法。 - 工程(B)の熱間等方圧成形(HIP)処理は、安定化材としてCuを被覆した場合は300℃以上で、Agを被覆した場合は280℃以上で行うことを特徴とする請求項1または2記載のNb3Al極細多芯超伝導線材の製造方法。
- 工程(B)(C)に代えて、
(BC)680〜850℃の温度範囲の40気圧以上の圧力の不活性ガス雰囲気下で、1〜200時間の熱間等方圧成形(HIP)処理を施すことを特徴とする請求項1ないし3いずれかに記載のNb3Al極細多芯超伝導線材の製造方法。 - 工程(A)(B)に先立って、工程(C)を行うことを特徴とする請求項1ないし3いずれかに記載のNb3Al極細多芯超伝導線材の製造方法。
- Nb/Al複合体芯材を、マトリックス材としてのNb、Ta、Nb基希薄合金あるいはTa基希薄合金に複数本埋め込んだ極細多芯構造を有する前駆体線材に、2000℃近傍の温度範囲に2秒以内で急加熱し、400℃以下の温度範囲に2000℃/秒以上の速度で急冷する急熱急冷処理を施して得られたNb3Al超伝導線材に対して、
(C)680〜850℃の温度範囲で1〜200時間の熱処理を行ったのち、
(A)安定化材としてのAlを被覆し、
(B)230〜500℃の温度範囲、40気圧以上の圧力の不活性ガス雰囲気下で10分以上の熱間等方圧成形(HIP)処理を施すことを特徴とするNb3Al極細多芯超伝導線材の製造方法。 - 請求項1ないし6いずれかの方法で製造されたことを特徴とするNb3Al極細多芯超伝導線材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002374229A JP3944573B2 (ja) | 2002-12-25 | 2002-12-25 | Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材 |
| EP03789636A EP1577903B1 (en) | 2002-12-25 | 2003-12-25 | Method for producing nb3al superconductive wire and nb3al superconductive wire obtained by said method |
| US10/513,857 US7134181B2 (en) | 2002-12-25 | 2003-12-25 | Method for producing Nb3Al superconductive wire |
| PCT/JP2003/016792 WO2004059666A1 (ja) | 2002-12-25 | 2003-12-25 | Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材 |
| DE60328041T DE60328041D1 (de) | 2002-12-25 | 2003-12-25 | Verfahren zur herstellung eines supraleitenden nb3al drahts und durch den prozess hergestellter supraleitender nb3al draht |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002374229A JP3944573B2 (ja) | 2002-12-25 | 2002-12-25 | Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004207013A JP2004207013A (ja) | 2004-07-22 |
| JP3944573B2 true JP3944573B2 (ja) | 2007-07-11 |
Family
ID=32677288
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002374229A Expired - Lifetime JP3944573B2 (ja) | 2002-12-25 | 2002-12-25 | Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7134181B2 (ja) |
| EP (1) | EP1577903B1 (ja) |
| JP (1) | JP3944573B2 (ja) |
| DE (1) | DE60328041D1 (ja) |
| WO (1) | WO2004059666A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4822781B2 (ja) * | 2005-09-15 | 2011-11-24 | 独立行政法人理化学研究所 | Nb3Al超伝導コイルの接続方法 |
| JP2010244745A (ja) * | 2009-04-02 | 2010-10-28 | Hitachi Cable Ltd | Nb3Al超電導線材、及びNb3Al超電導線材の製造方法 |
| CN101872660B (zh) * | 2010-05-21 | 2012-04-18 | 西北有色金属研究院 | 一种矩形截面Cu-Nb多芯复合线材的制备方法 |
| CN101859612B (zh) * | 2010-05-24 | 2011-12-07 | 西部超导材料科技有限公司 | 一种Nb3Sn线材用CuNb复合管的制备方法 |
| JP5794560B2 (ja) * | 2011-01-18 | 2015-10-14 | 国立研究開発法人物質・材料研究機構 | 混合バリア型Nb3Al超電導線材 |
| CN102543311B (zh) * | 2012-02-23 | 2013-10-16 | 西南交通大学 | 一种Nb3Al/Nb多芯复合超导线材的制备方法 |
| CN105304208B (zh) * | 2015-10-13 | 2017-04-05 | 西部超导材料科技股份有限公司 | 一种Nb3Al超导线材前驱体的制备方法 |
| CN109609750B (zh) * | 2019-01-17 | 2024-04-12 | 西南石油大学 | 一种制备高性能超导线材的零张力同步传动热处理系统 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62278253A (ja) * | 1986-05-26 | 1987-12-03 | Fujikura Ltd | Nb↓3A1系超電導線の製造方法 |
| JP2693255B2 (ja) * | 1990-05-11 | 1997-12-24 | 日立電線株式会社 | Nb▲下3▼Al系超電導線材の製造方法並びに製造装置 |
| JPH04334822A (ja) * | 1991-05-10 | 1992-11-20 | Hitachi Ltd | 化合物超電導線材の製造方法 |
| JPH06223647A (ja) * | 1992-12-14 | 1994-08-12 | Furukawa Electric Co Ltd:The | NbTi超電導ビレットの製造方法 |
| JPH0760620B2 (ja) * | 1993-03-25 | 1995-06-28 | 科学技術庁金属材料技術研究所長 | Nb3 Al極細多芯超電導線材の製造法 |
| US5501746A (en) * | 1993-12-16 | 1996-03-26 | Mitsubishi Denki Kabushiki Kaisha | Process for preparing superconducting wire |
| JPH11102617A (ja) * | 1997-09-29 | 1999-04-13 | Hitachi Cable Ltd | Nb3Al系化合物超電導体及びその製造方法 |
| JP4042933B2 (ja) | 1998-10-09 | 2008-02-06 | 独立行政法人物質・材料研究機構 | Nb3 Al化合物系超電導線およびその製造方法 |
| JP3663948B2 (ja) * | 1998-12-25 | 2005-06-22 | 日立電線株式会社 | Nb3Al化合物系超電導線およびその製造方法 |
| JP4386306B2 (ja) * | 1999-06-03 | 2009-12-16 | 独立行政法人物質・材料研究機構 | Nb3Al化合物系超電導線の製造方法 |
| US6372054B1 (en) * | 1999-06-04 | 2002-04-16 | Japan As Represented By Director General Of National Research Institute For Metals | Process for producing ultrafine multifilamentary Nb3(A1,Ge) or Nb3(A1,Si) superconducting wire |
| JP3577506B2 (ja) * | 1999-11-09 | 2004-10-13 | 独立行政法人物質・材料研究機構 | Cu添加Nb3Al極細多芯超伝導線材とその製造方法 |
| JP3588628B2 (ja) * | 2000-04-06 | 2004-11-17 | 独立行政法人物質・材料研究機構 | Nb3Al極細多芯超伝導線の製造方法 |
| JP4402815B2 (ja) * | 2000-07-18 | 2010-01-20 | 独立行政法人物質・材料研究機構 | Nb3Al超電導多芯線とその製造方法 |
| WO2002081192A1 (en) * | 2001-04-09 | 2002-10-17 | Composite Materials Technology, Inc. | Nb3Al SUPERCONDUCTOR AND METHOD OF MANUFACTURE |
-
2002
- 2002-12-25 JP JP2002374229A patent/JP3944573B2/ja not_active Expired - Lifetime
-
2003
- 2003-12-25 US US10/513,857 patent/US7134181B2/en not_active Expired - Fee Related
- 2003-12-25 WO PCT/JP2003/016792 patent/WO2004059666A1/ja active Application Filing
- 2003-12-25 EP EP03789636A patent/EP1577903B1/en not_active Expired - Fee Related
- 2003-12-25 DE DE60328041T patent/DE60328041D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1577903B1 (en) | 2009-06-17 |
| EP1577903A4 (en) | 2008-03-26 |
| DE60328041D1 (de) | 2009-07-30 |
| JP2004207013A (ja) | 2004-07-22 |
| US7134181B2 (en) | 2006-11-14 |
| EP1577903A1 (en) | 2005-09-21 |
| US20050176587A1 (en) | 2005-08-11 |
| WO2004059666A1 (ja) | 2004-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0073128A2 (en) | Superconducting composite wire | |
| EP1526586B1 (en) | Manufacturing method for superconducting wire | |
| JP2003505848A (ja) | カプセル化されたセラミック超電導体 | |
| JP3944573B2 (ja) | Nb3Al超伝導線材の製造方法とその方法により得られるNb3Al超伝導線材 | |
| JP4752505B2 (ja) | 酸化物超電導線材の製造方法および酸化物超電導線材の改質方法 | |
| JP3716304B2 (ja) | Nb3Ga極細多芯超伝導線材の製造方法 | |
| JP4556343B2 (ja) | 長尺複合体の製造方法 | |
| JP3369225B2 (ja) | 酸化物高温超電導線材の製造方法 | |
| KR20070120497A (ko) | 초전도 선재의 제조 방법 | |
| US6376099B1 (en) | CU-containing NB3A1 multifilamentary superconductive wire and process for producing the same | |
| JP3161938B2 (ja) | 超伝導線の製造方法 | |
| JPH0574235A (ja) | アルミニウム安定化超電導線 | |
| JP3397474B2 (ja) | 超伝導線 | |
| JP3948291B2 (ja) | Nb3Al系化合物超電導線およびその製造方法 | |
| JP3257703B2 (ja) | パルス又は交流用電流リード及び前記電流リードにa15型化合物超電導撚線を接続する方法 | |
| JPH0315115A (ja) | 金属被覆酸化物超電導線材 | |
| JPH0760620B2 (ja) | Nb3 Al極細多芯超電導線材の製造法 | |
| JP2004214020A (ja) | Nb3Sn線材の製造方法 | |
| Rudziak et al. | Development of multifilament jelly-roll NbAl precursor for melt-quench processing | |
| JPH06510157A (ja) | テクスチャード超伝導体とその製造方法 | |
| JPS63102115A (ja) | 超電導合金線材の製造方法 | |
| JP2003173721A (ja) | 交流用酸化物超電導線材及びその製造方法 | |
| JPH03102717A (ja) | 電流リード用導体の製造方法 | |
| JPH07122127A (ja) | 酸化物超電導線材 | |
| JP2002063816A (ja) | Nb3Al系超電導線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3944573 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |