JP3919897B2 - 光ケーブル用スペーサの製造方法 - Google Patents
光ケーブル用スペーサの製造方法 Download PDFInfo
- Publication number
- JP3919897B2 JP3919897B2 JP26683197A JP26683197A JP3919897B2 JP 3919897 B2 JP3919897 B2 JP 3919897B2 JP 26683197 A JP26683197 A JP 26683197A JP 26683197 A JP26683197 A JP 26683197A JP 3919897 B2 JP3919897 B2 JP 3919897B2
- Authority
- JP
- Japan
- Prior art keywords
- spacer
- die
- groove
- groove bottom
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Description
【発明の属する技術分野】
本発明は、光ケーブル用スペーサの製造方法に関し、特にスペーサの光ファイバ収納溝における溝内の表面平滑性を向上させる技術に関する。
【0002】
【従来の技術】
スペーサの表面平滑性を向上させる技術については、例えば、特開平4―81706号に開示されており、MI(メルトインデックス)=0.3g/10分以上の高密度ポリエチレン(HDPE)をスペーサ形成用樹脂として使用することにより、表面平滑性が向上し、溝内に収納する光ファイバの光伝送損失増大防止に効果があることが知られている。
【0003】
一方、スペーサの断面形状の変形を防止し、溝の寸法を高精度に確保するため、抗張力線の外周に熱可塑性樹脂を押出被覆して予備被覆層を形成した後、その外周に長手方向に沿って延びる螺旋状の収納溝を備えたスペーサ本体被覆層をダイスを回転しながら押出被覆するに際し、予備被覆層の外径と溝底部の内接円との関係を所定の範囲とする本出願人による方法が特公平4―81763号で提案されている。
【0004】
しかし、従来提案されていたこれらの技術においては、以下に説明する点に改善の余地があった。
【0005】
【発明が解決しようとする課題】
すなわち、後者の方法により、断面が良形状で、かつ、溝寸法精度を確保しようとすると、予備被覆層の外径と溝底の内接円で形成される溝底のみなし外径とをできるだけ近づけて、スペーサ本体被覆層の溝底厚みをできるだけ薄くすることが必要となる。
ところが、このためには、回転ダイスでの被覆において、回転ダイス開口部の山部と、ニップルにより保持されつつ供給される予備被覆層外周との間隔が狭くなるため、その上に被覆されたスペーサ本体被覆層によるスペーサの溝底部に表面荒れ等が生じて、表面平滑性が阻害されることがあった。
【0006】
また、鋭意検討した結果、上記表面平滑性の低下現象が発生した場合、スペーサ本体樹脂を、MI=0.3g/10分以上のHDPEに変更しても、表面平滑性の向上は認められず、かえって表面荒れがひどくなる場合が多いことを見出した。
【0007】
ところで、光ケーブル用スペーサを用いた光ケーブルを実際に敷設する際には、取扱を容易にするために、可撓性を有していることが重要なファクターになっており、この要求は、最近の光ネットワークの拡充に伴い、光ケーブルの多芯化の促進により、光ケーブルの外径が太くなりつつあることから、可撓性の向上が強く求められている。
【0008】
ところが、直鎖状低密度ポリエチレン等の密度が0.93未満の低密度ポリエチレンを使用すると、溝内の表面平滑性は、向上するものの上記の溝底しわなど表面荒れが発生しやすくなるという問題があった。
【0009】
なお、溝底部の表面荒れが何故発生するかについては、真の原因は定かでないが、以下のように推測できる。
【0010】
一般に、複雑な断面形状を有するスペーサを、結晶性のポリエチレンで成形する場合、バラス効果等で形状が変動するのを防止するため、回転ダイスのダイ(ノズル)に開口先端と同一径のストレート部分であるランドを設ける場合が多い。
【0011】
このランドを設けることで、溶融樹脂にプレッシャーがかかりやすくなり、形状の安定化や表面平滑性の改善が図られ、テンションメンバーあるいは予備被覆されたテンションメンバーに対する本体被覆樹脂の接着力向上効果も認められるが、予備被覆層の外周部とダイ先端の山部との間隔が狭い場合、プレッシャーがかかりすぎて、本体被覆樹脂のメルトフラクチャーが生じたり、予備被覆層がランドに接触し、部分的に傷が生じ、結果的にスペーサ溝底部に表面荒れが生じる可能性がある。
【0012】
本発明の目的は、スペーサ本体被覆をポリエチレンにより構成し、本体被覆層の溝底部の厚みが薄い場合や、ポリエチレンに密度0.93未満のものを使用する場合などにおいて、溝底のしわ、荒れなどの異常発生の問題を解決して、光ファイバ収納溝内の表面平滑性を向上させた光ケーブル用スペーサの製造方法を提供することにある。
【0013】
【課題を解決するための手段】
上記目的を達成するため、本発明は、光ファイバ用スペーサの断面形状に対応した開口部を有する回転ダイスを取着した溶融押出機のヘッド部に、予備被覆された抗張力体を挿通し、前記予備被覆された抗張力体の外周に本体被覆形成用の熱可塑性樹脂を供給しつつ前記回転ダイスを回転しながら押出して、複数の光ファイバ収納溝と当該溝を画成するリブとを形成し、前記予備被覆層と前記収納溝の溝底との間の溝底部厚みが0.3mm以下のスペーサ本体被覆層を形成する光ケーブル用スペーサの製造において、前記熱可塑性樹脂は、密度が0.93未満のポリエチレン樹脂で、前記回転ダイスに溝底形成部がテーパー状のテーパダイを用いる製造方法であって、前記テーパーダイは、開口部に挿入されるニップルとの間に溶融樹脂の通路を形成するものであって、前記ニップルに相対する円錐状傾斜と、前記収納溝及びリブ形成用の山部及び谷部と、前記山部の開口端側にあって開口端縁まで連続し、かつ、樹脂供給側に向かって拡開するとともに、樹脂吐出開口端側に向けてテーパ状に傾斜する前記溝底形成用のランド部とを有し、当該ランド部の中心線に対するテーパー角度を、0.25〜10°の範囲内に設定するようにした。
このように構成した製造方法によれば、スペーサ本体被覆層の溝底部でのしわの発生を防止することができる。
この製造方法では、前記テーパーダイのテーパー角度を中心線に対して0.25〜10°の範囲とするので、より効果的に溝底のしわ等の異常の発生を防止できる。
なお、本発明の光ケーブル用スペーサは、溝内に収納する光ファイバの伝送特性の低下を回避するため、光ファイバ収納溝の内周面の表面粗さを、ラフネスアベレージで0.8μm以下にすることが望ましいのであるが、通常この種スペーサの表面粗さは、ラフネスアベレージ[Ra]により定義される。
x:サンプル(この場合はスペーサ)の長さ方向距離、
f(x):サンプル表面の凹凸状態を記述する関数
L:表面粗さを測定するときの被測定長
rL:被測定長の区間内でf(X)の平均を取った値とすると、rLは、
【式1】

ラフネスアベレージ[Ra]は「中心線平均粗さ」とも言い、その物理的意味は中心線、すなわちrLからの平均距離である。したがってスペーサのラフネスアベレージ[Ra]は次式で示される。
【0014】
【0015】
【発明の実施の形態】
以下に本発明の好適な実施の形態について添付図面を参照にして説明するが、これらは本発明の範囲を限定するものではない。
【0016】
図1は、本発明にかかる光ケーブル用スペーサの製造方法で得られるスペーサの例を示している。
【0017】
図1に示した光ケーブル用スペーサ10は、その横断面図であり、光ケーブル用スペーサ10は、中央に配置された抗張力体12と、抗張力体12の外周に熱可塑性樹脂の押出成形により被覆形成された予備被覆層14と、予備被覆層14の外周に被覆形成された本体被覆層16とから構成されている。
【0018】
なお、本発明のスペーサ10では、予備被覆層14は、複数回の押出被覆によって形成しても良いことは当然である。スペーサ10の本体被覆層16の外周縁には、凹状の光ファイバ収納溝20が周方向に間隔を隔てて複数設けられている。
【0019】
光ファイバ収納溝20は、リブ22により画成されていて、スペーサ本体被覆層16の長手方向に沿って延設され、所定の撚りピッチおよびリード角で螺旋状に、ないしは所定のピッチ毎に反転するいわゆるSZ螺旋状に形成されている。
【0020】
本実施例のスペーサ10では、スペーサ本体被覆層14を形成する熱可塑性樹脂は、ポリエチレン樹脂が好ましく、光伝送性能の確保のため、溝底を含む内面の表面粗さが、0.8μm以下になっている。
【0021】
以下に、本発明にかかる光ケーブル用スペーサ及びその製造方法の具体的な実施例を比較例と合わせて説明する。
【0022】
スペーサ10を回転ダイにより成形する際には、第2図に示す如く、溶融押出機に取付られたクロスヘッド30の先端に取り付けられるスペーサの溝断面形状に対応した開口部を有するダイ31と、予備被覆層を有する抗張力線14を保持しつつ、樹脂通路の一方の壁を形成するニップル32とで溶融樹脂通路を形成する。
【0023】
ダイ31の回転は、駆動用ギヤ33と噛合するギヤ34が固定された回転ダイブロック35が軸受36で支承され、駆動用ギヤ33を介してこれを、所定回転数で回転することにより行われる。
【0024】
ダイ31を回転させながら樹脂を押し出すことで、所定の螺旋ピッチのスペーサが得られ、SZ螺旋の場合は、所定の回転角毎に回転方向が交互に反転される。
【0025】
ダイ31の溝底形成部のテーパーは、第3図(C)に示す如く、開口部の吐出口に向かって全ランド部が同一角度αでテーパー状になっているものである。
【0026】
実施例1
2.0mmΦ×7本のブルーイング鋼撚線( 抗張力体12)に対して、MI=1.0の接着性ポリエチレン(日本ユニカー製:GA006)を押出被覆し、外径6.0mmの線条体を得、これにMI=1.3,曲げ弾性率3600kg/cm2,密度0.928の低密度直鎖状ポリエチレン(LLDPE,日本ユニカー株式会社製;商品名NUCG5350)を予備被覆して、外径10.6mmの予備被覆抗張力線を得た。
【0027】
この予備被覆抗張力線の表面が60℃になるように予備加熱しながら回転ダイに導入し、リブが螺旋状になるようにダイ31を回転させながら、第3図(A)にダイの開口部311を模式的に拡大して示すように、スペーサ10の溝底を形成する山部312の見なし径が11.0mmで、山部の全厚みについて第3図Bに示すテーパー角αが1.25°のテーパーダイを用いて、MI=0.05のHDPE樹脂(日本ポリオレフィン製:2001E)を本体被覆層として押出被覆し、15個の収納溝20を有する外径が15.4mmのスペーサを得た。
【0028】
このスペーサの収納溝20は、幅が1.5mm、深さが2.0mmでZ方向にピッチ500mm撚りの螺旋状に形成されたものであり、予備被覆層14と収納溝20の溝底との間の本体被覆層16の溝底厚みは0.2mmであった。
このスペーサ10の収納溝20の内面の表面粗さを測定したところ、Raで溝底0.4〜0.6mm、溝側面が0.5〜0.8μmの範囲にあった。
【0029】
なお、本実施例に用いたテーパーダイ31を更に詳細に説明すると、第3図(A)模式的に拡大して示す開口部311と、山部312、谷部313、ニップルと相対する円錐状傾斜314を有し、各山部312は、ストレート状ランドからランド長をLとするとL×tanαの厚みの角錐(楔)を切り取った形状であり、ダイ31の樹脂吐出開口端310側に向かって傾斜し、第3図(B)に示すようにαの傾斜角を有している。
【0030】
なお、実施例のダイのテーパー部の厚みは8mmである。
【0031】
比較例1
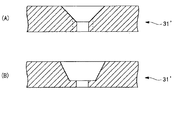
ダイに第4図(A)のストレートランドタイプを用いた以外は、実施例1と同様の方法でスペーサを得、溝内の表面粗さを測定したところ、Raで溝底0.4〜1.8μm、溝側面0.5〜0.8μmと溝底において部分的に表面荒れの生じている部分があった。
【0032】
実施例2
外径4.5mmの芳香族ポリアミド繊維(デュポン製:ケブラー)強化プラスチック(以下KFRPという。)をMI=1.3のLLDPE(日本ユニカー製:NUCG5350)を押出被覆して外径5.9mmの線状体を得た。
【0033】
この線状体の表面温度が60℃になるように予備加熱しながら、回転ダイに導入し、リブが螺旋状になるようにダイを回転させながら、スペーサの溝底を形成する山部の径が6.1mmで図4のテーパー角が1.5°のテーパーダイを用いて、MI=0.3のHDPE(三井石油化学製:5305E)を本体被覆層として押出被覆し、5個の光ファイバ収納溝を有する外径が11.4Φのスペーサを得た。
【0034】
このスペーサの収納溝は、幅が1.5mm、深さが2.5mmで溝底厚みが0.1mmであり、Z方向にピッチ500mmの撚りが形成されており、溝内表面粗さを測定したところ、Raで溝底0.2〜0.5μm、溝側面0.4〜0.7μmの範囲にあった。
【0035】
比較例2
ダイに第4図(A)に示すストレートランドタイプを用いた以外は実施例2と同様の方法でスペーサを得、溝内表面粗さを測定したところ、Raで溝底0.8〜3.5μm、溝側面0.4〜0.7μmであり、溝底部において、目視でもわかる表面荒れが発生していた。
【0036】
実施例3
本体被覆層を構成する樹脂にMI=1.3のLLDPEを用い、ダイのテーパー角度が0.5°のものを用いた以外は実施例1と同様でスペーサを得た。このスペーサの収納溝内面粗さを測定したところ、Raで溝底0.1〜0.4μm、溝側面0.1〜0.4μmの範囲であった。
【0037】
比較例3
ダイに第4図(A)に示すストレートランドタイプを用いた以外は実施例3と同様の方法でスペーサを得、溝内表面粗さを測定したところ、Raで溝底0.2〜1.2μm、溝側面0.1〜0.4μmであり溝底部において、部分的に表面荒れが生じている部分があった。
【0038】
実施例4
実施例3と同様に、本体被覆層を構成する樹脂にMI=1.3のLLDPEを用い、ダイのテーパー角度が7.5°のものを用いた以外は実施例3と同様の方法でスペーサを得た。このスペーサの収納溝内面粗さを測定したところ、Raで溝底0.1〜0.4μm、溝側面0.1〜0.4μmの範囲であり、断面形状も規格公差を満足するものであった。
【0039】
比較例4
ダイのテーパー角度を12.5°とした以外は実施例3と同様の方法でスペーサを得た。このスペーサの溝内表面粗さを測定したところ、Raで溝底0.1〜0.4μm、溝側面0.1〜0.4μmの範囲であったが、断面形状における溝底部のエッジが第5図に示すようにR状となり、ダイの形状を修正しても規格公差に入れることが困難であった。
【0040】
【発明の効果】
以上実施例で詳細に説明したように、本発明にかかる光ケーブル用スペーサの製造方法によれば、溝底形成部がテーパー状のテーパーダイを用いて押出成形するので、溝底が薄い場合であってもしわの発生がなく、溝寸法精度の良いスペーサが得られ、光ファイバを確実に収納、保護できる。
また、可撓性を向上させるため密度が0.93以下のポリエチレン樹脂を使用しても、溝寸法精度の良いスペーサが得られ、光ファイバを確実に収納、保護できる。
【図面の簡単な説明】
【図1】 本発明にかかる光ケーブル用スペーサの製造方法で得られるスペーサの例を示す横断面図である。
【図2】 本発明にかかる光ケーブル用スペーサを製造する回転ダイスの説明図である。
【図3】(A)は、本発明の実施例1に対応したダイの模式的拡大図である。
(B)〜(C)は、本発明のテーパーダイの態様を説明する縦断面図である。
【図4】 従来のストレートランドを有する回転ダイの縦断面図である。
【図5】 比較例4の溝部断面形状の説明図である。
Claims (1)
- 光ファイバ用スペーサの断面形状に対応した開口部を有する回転ダイスを取着した溶融押出機のヘッド部に、予備被覆された抗張力体を挿通し、前記予備被覆された抗張力体の外周に本体被覆形成用の熱可塑性樹脂を供給しつつ前記回転ダイスを回転しながら押出して、複数の光ファイバ収納溝と当該溝を画成するリブとを形成し、前記予備被覆層と前記収納溝の溝底との間の溝底部厚みが0.3mm以下のスペーサ本体被覆層を形成する光ケーブル用スペーサの製造において、
前記熱可塑性樹脂は、密度が0.93未満のポリエチレン樹脂で、前記回転ダイスに溝底形成部がテーパー状のテーパダイを用いる製造方法であって、
前記テーパーダイは、開口部に挿入されるニップルとの間に溶融樹脂の通路を形成するものであって、前記ニップルに相対する円錐状傾斜と、前記収納溝及びリブ形成用の山部及び谷部と、前記山部の開口端側にあって開口端縁まで連続し、かつ、樹脂供給側に向かって拡開するとともに、樹脂吐出開口端側に向けてテーパ状に傾斜する前記溝底形成用のランド部とを有し、当該ランド部の中心線に対するテーパー角度を、0.25〜10°の範囲内に設定することを特徴とする光ケーブル用スペーサの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26683197A JP3919897B2 (ja) | 1997-09-30 | 1997-09-30 | 光ケーブル用スペーサの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26683197A JP3919897B2 (ja) | 1997-09-30 | 1997-09-30 | 光ケーブル用スペーサの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11109194A JPH11109194A (ja) | 1999-04-23 |
| JP3919897B2 true JP3919897B2 (ja) | 2007-05-30 |
Family
ID=17436268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26683197A Expired - Fee Related JP3919897B2 (ja) | 1997-09-30 | 1997-09-30 | 光ケーブル用スペーサの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3919897B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6795625B1 (en) | 1999-06-03 | 2004-09-21 | Ube-Nitto Kasei Co., Ltd. | Spacer for optical fiber cable and optical fiber cable using the spacer |
| DE19940820A1 (de) * | 1999-08-27 | 2001-03-29 | Siemens Ag | Lichtwellenleiter-Kabel mit hinsichtlich ihrer Oberfläche optimierten LWL-Kammern |
| JP4916948B2 (ja) * | 2007-05-09 | 2012-04-18 | 宇部日東化成株式会社 | Szスロット及びその製造方法 |
| JP5260888B2 (ja) * | 2007-05-16 | 2013-08-14 | 古河電気工業株式会社 | 光ファイバケーブル用スロットロッド及びそれを用いた光ファイバケーブル |
| JP2008286941A (ja) * | 2007-05-16 | 2008-11-27 | Furukawa Electric Co Ltd:The | 光ファイバケーブル用スロットロッド及びそれを用いた光ファイバケーブル |
| JP4887227B2 (ja) * | 2007-06-20 | 2012-02-29 | 宇部日東化成株式会社 | 光ファイバ担持用スペーサ及びその製造方法 |
| CN109790945A (zh) * | 2016-10-04 | 2019-05-21 | 沃尔沃卡车集团 | 电缆间隔件装置 |
-
1997
- 1997-09-30 JP JP26683197A patent/JP3919897B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11109194A (ja) | 1999-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3919897B2 (ja) | 光ケーブル用スペーサの製造方法 | |
| KR100387154B1 (ko) | 광섬유 케이블용 스페이서 및 그 제조방법, 그 스페이서를사용한 광섬유 케이블 | |
| JP2012020555A (ja) | 光ファイバケーブル用スペーサの押出成形用ダイス、及び光ファイバケーブル用スペーサの製造方法 | |
| US4984869A (en) | Optical fibre cable and method of making same | |
| US5830517A (en) | Method and apparatus for use in the manufacture of optical cable slotted rods | |
| JP3821930B2 (ja) | 光ファイバ担持用スペーサ | |
| JPH11190813A (ja) | 光ファイバケーブル用スペーサおよび同スペーサの製造方法 | |
| JP3860964B2 (ja) | 光ファイバケーブル用スペーサの製造方法 | |
| JP3924426B2 (ja) | 光ファイバケーブル用スペーサの製造方法 | |
| JP3791569B2 (ja) | 押出し成形ダイス及びスペーサ成形方法 | |
| JP3976404B2 (ja) | 光ファイバケーブル用スペーサおよびその製造方法 | |
| JPH089685Y2 (ja) | 溝付スペーサ | |
| CN1284991C (zh) | 光缆用隔离物及其制造方法 | |
| JP3579092B2 (ja) | 光ファイバケーブル用スペーサおよびその製造方法 | |
| JP4514972B2 (ja) | 光ケーブル用スロットおよびその製造方法 | |
| JP2004184917A (ja) | 光ファイバ用スペーサの製造方法および光ファイバ用スペーサ | |
| JPH0833503B2 (ja) | 光フアイバケーブル用ポリエチレンスペーサ | |
| JP2011232377A (ja) | 光ケーブル用スペーサ、その製造方法、および製造装置 | |
| JPH1090568A (ja) | 光ファイバケーブル用スペーサおよびその製造方法、製造装置 | |
| JP2557069B2 (ja) | 光ファイバ担持用スペーサの製造方法 | |
| JP2002328287A (ja) | 光ケーブル用スロットロッドの製造方法と製造装置 | |
| JPH06109954A (ja) | 自己支持型光ファイバケーブル | |
| JP2002243998A (ja) | 光ケーブル用szスロットおよびその製造方法 | |
| JPH09218330A (ja) | 光ファイバ−布設用チュ−ブとその製造方法 | |
| JP2002365501A (ja) | 多層スペーサ型光ファイバケーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040723 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040723 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070214 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100223 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110223 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120223 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120223 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130223 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130223 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140223 Year of fee payment: 7 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |