JP3924426B2 - 光ファイバケーブル用スペーサの製造方法 - Google Patents
光ファイバケーブル用スペーサの製造方法 Download PDFInfo
- Publication number
- JP3924426B2 JP3924426B2 JP2000374477A JP2000374477A JP3924426B2 JP 3924426 B2 JP3924426 B2 JP 3924426B2 JP 2000374477 A JP2000374477 A JP 2000374477A JP 2000374477 A JP2000374477 A JP 2000374477A JP 3924426 B2 JP3924426 B2 JP 3924426B2
- Authority
- JP
- Japan
- Prior art keywords
- spacer
- optical fiber
- groove
- rib
- fiber cable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 125000006850 spacer group Chemical group 0.000 title claims description 96
- 239000013307 optical fiber Substances 0.000 title claims description 43
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000001816 cooling Methods 0.000 claims description 28
- 239000004698 Polyethylene Substances 0.000 claims description 25
- 229920000573 polyethylene Polymers 0.000 claims description 25
- 238000000034 method Methods 0.000 claims description 6
- 239000011247 coating layer Substances 0.000 claims description 5
- -1 polyethylene Polymers 0.000 claims description 3
- 229920005992 thermoplastic resin Polymers 0.000 claims description 2
- 229920005989 resin Polymers 0.000 description 48
- 239000011347 resin Substances 0.000 description 48
- 239000010410 layer Substances 0.000 description 25
- 230000003287 optical effect Effects 0.000 description 10
- 230000005540 biological transmission Effects 0.000 description 9
- 229920006026 co-polymeric resin Polymers 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 229920000092 linear low density polyethylene Polymers 0.000 description 7
- 239000004707 linear low-density polyethylene Substances 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 6
- 235000015110 jellies Nutrition 0.000 description 6
- 239000008274 jelly Substances 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 238000004804 winding Methods 0.000 description 6
- 229920001903 high density polyethylene Polymers 0.000 description 5
- 239000004700 high-density polyethylene Substances 0.000 description 5
- 238000007765 extrusion coating Methods 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229920000271 Kevlar® Polymers 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
Images



Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4401—Optical cables
- G02B6/441—Optical cables built up from sub-bundles
- G02B6/4413—Helical structure
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4401—Optical cables
- G02B6/4407—Optical cables with internal fluted support member
- G02B6/4408—Groove structures in support members to decrease or harmonise transmission losses in ribbon cables
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4439—Auxiliary devices
- G02B6/4471—Terminating devices ; Cable clamps
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は光ファイバケーブル用スペーサの製造方法に関し、特に、光ファイバを収納するラセン溝の反転部における溝傾斜を抑制する技術に関するものである。
【0002】
【従来の技術と発明が解決しようとする課題】
光ファイバケーブルの価格や布設コストを低減するため、ケーブルの細径化、軽量化、光高密度化の検討が進められており、光ファイバを収納担持するポリエチレン(PE)製光ファイバケーブル用スペーサに関しても細径化・深溝化の要求が厳しくなってきている。
一方、最近の架空光ファイバケーブルには、光高密度化に加えて光ファイバの中間後の分岐性能が必要とされはじめ、この要請に応えるために、光ファイバ収納溝の螺旋方向が、周期的に反転するPE製スペーサ(SZスペーサ)を使用し、かつ各溝に複数のテープ状光ファイバ或いは単心光ファイバを収納したSZ型光ファイバケーブルが多く使用されてきている。
【0003】
ここで、SZスペーサに剛直な光テープを収納する場合、収納溝の寸法としては必然的に光テープが稔れるだけのスペースを確保する必要がある。
【0004】
また、ラセン溝の側面を画成するリブのポリエチレン樹脂は、押出成形時に3次元的な成形収縮(固化時の再結晶化による収縮と樹脂温度が下がることによる体積収縮の和)を生じる。
【0005】
このような成形収縮が発生したときに、長手方向にリブの収縮する余裕がない一方向撚りスペーサと異なり、SZスペーサの場合には、反転部においてのみ、反転カーブをショートカットする形でのリブの長手収縮が可能であって、この結果、反転カーブの内側に対するリブの倒れ込みが生じてしまう。
【0006】
この現象は、リブの高さが高い(溝深さが深い)場合に助長されるため、先に述べた溝スペース確保の問題と相俟って、SZスペーサを深溝化する場合の阻害要因となっていた。
【0007】
ちなみに、このリブ倒れ込みについては、樹脂の成形収縮以外として、口金から押出被覆する際、樹脂の引き落とし条件等の違いによって、被覆樹脂同士に引っ張り合いが生じる場合もあるものと思われる。
【0008】
本発明は、このような従来の問題点に鑑みてなされたものであって、光ファイバケーブル用SZ螺旋溝付スペーサの反転部における溝傾斜を抑制し、伝送損失を悪化させることなしにSZスペーサの深溝化を実現することを目的としている。
【0009】
【課題を解決するための手段】
前記課題を解決するために、本発明は、中心抗張力体の周囲にポリエチレンと相溶性を有する熱可塑性樹脂で中間被覆層を施し、長手方向に沿って周期的に方向が反転し、かつ、長手方向に連続する光ファイバ収納用のラセン溝を有するスペーサ本体被覆層が、前記中間被覆層の外周に設けられた光ファイバケーブル用スペーサの製造方法において、前記スペーサ本体被覆層を形成した後に、所定速度で走行するスペーサに対し、前記スペーサの走行方向に沿って、所定間隔を隔てて複数の冷却用エアーノズルを多段状に設置し、前記スペーサの外周から所定間隔離れた位置から前記エアーノズルを介して、乾燥エアーを前記スペーサの外周に全周に渡ってほぼ垂直に吹き付けて、前記ラセン溝の側面を画成するリブの略根元部分を、中間部分よりも早期にかつ優先的に冷却する製造方法であって、前記エアーノズルは、ノズル支持部内に設けられた環状空間部と、前記環状空間部の内周に周回するように全周に渡ってスリット状に開口し、先端開口部がリング状に内方に突出する冷却ノズル部を有し、前記冷却ノズル部内に前記スペーサを挿通するようにした。
【0010】
ここで、本発明のラセン進行角について説明すると、図5に示すように、スペーサには、複数条のラセン溝が設けられている。このようなラセン溝に対して、スペーサの長手軸ないしはこれに平行な軸に対する進入角度θを本発明では、ラセン進行角と定義し、この角度がもっとも大きいものを最大ラセン進行角度としている。
【0011】
以上のように構成した光ファイバケーブル用スペーサの製造方法によれば、スペーサ本体被覆層を形成した後に、所定速度で走行するスペーサに対し、スペーサの走行方向に沿って、所定間隔を隔てて複数の冷却用エアーノズルを多段状に設置し、スペーサの外周から所定間隔離れた位置からエアーノズルを介して、乾燥エアーをスペーサの外周にほぼ垂直に吹き付けて、ラセン溝の側面を画成するリブの略根元部分を、中間部分よりも早期にかつ優先的に冷却する。
【0012】
このような冷却状態においては、乾燥エアーがスペーサのラセン溝の溝底に直接吹き付けられて、ラセン溝の側面を画成するリブの根元部分が、中間部分よりも早期にかつ優先的に冷却される。
【0013】
このため、ラセン溝の側面を画成するリブが、反転カーブの内側に対する倒れ込みを効果的に防止することができ、リブの最小リブ厚みが1.0mm以上、溝深さが2.0mm以上、最大ラセン進行角が8度以上で、かつ、反転部のスペーサ断面における溝傾斜角度を18度以下とする細径化したスペーサが得られる。
【0014】
また、溝傾斜角度が18度以下になると、ラセン溝内に光ファイバを収納して光ファイバケーブルとしたた際に、その伝送損失も低く抑えることができる。
【0015】
【発明の実施の形態】
以下に、本発明の好適な実施の形態について、実施例とともに説明する。
(実施例1)
外径φ1.4mmの鋼線を7本撚り合わせた鋼撚線を抗張力体1としてクロスヘッドに導入し、この抗張力体1の外周にエチレン−エチルアクルート共重合体樹脂(GA−006:日本ユニカー製)を予備被覆内層2、直鎖状低密度ポリエチレン樹脂(NUCG5350:日本ユニカー製)を予備被覆外層3として200℃で共押出被覆して、エチレン−エチルアクルート共重合体樹脂層外径がφ4.8mm、その外周の直鎖状低密度ポリエチレン樹脂被覆外径がφ9.7mmの被覆抗張力線4を得た。
【0016】
この被覆抗張力線4は、図1に示すように、加熱槽5を通過させることで、その表面温度が60℃になるように予熱し、その後に、スペーサの断面形状に対応した回転ダイ6を備えた押出機7に導入し、スペーサ本体樹脂層8の形成用樹脂として、MI=0.03(g/10min)の高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を6m/minの速度で回転押出被覆した後、冷却ゾーン9に導いて冷却し、外径φ15.7mmのPEスペーサ10を得た。
【0017】
冷却ゾーン10には、図2にその詳細を示したリング状エアーノズル11が、300mmずつ間隔をあけ、スペーサ10の走行方向に沿って3段設置されている。
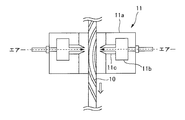
【0018】
実施例で用いたエアーノズル11は、ノズル支持部11aと、このノズル支持部11a内に設けられた環状空間部11bと、環状空間部11bの内周に、周回するようにしてスリット状に開口し、先端開口部がリング状に内方に突出する冷却ノズル部11cとを備え、環状空間部11bの外周側から冷却媒体としての乾燥エアーが供給される。
【0019】
スペーサ10は、冷却ノズル11cの中央に挿通され、矢印方向に所定の引き取り速度で走行する。環状空間部11b内に供給された乾燥エアーは、冷却ノズル11cから、スペーサ10に対してほぼ垂直に(直交して)20m 3 /HRの風量で吹き出し、スペーサ10のラセン溝12の溝底に吹き付けられて、ラセン溝12の側面を画成するリブ13の根元部分が、中間部分よりも早期にかつ優先的に冷却される。
【0020】
なお、この場合、3段状に配置された各エアーノズル11の乾燥エアーの吹き出し量は、上記実施例では、同一条件に設定したが、例えば、後段側になるに従って、吹き出し量を減少させたり、あるいは、中間段のみ吹き出し量を減少させることも可能である。
【0021】
また、回転ダイ6の樹脂吐出ノズルは、穴断面積が、目標とするPEスペーサ10の断面積Ssから被覆抗張力線4の断面積Stを差し引いた断面積Sbを、ノズル穴断面積Snから被覆抗張力線4の断面積Stを差し引いた断面積Snbで除した値Sb/Snbが0.95になるよう設計されたものを使用した。
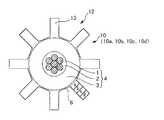
【0022】
得られたEPスペーサ10は、図3にその断面形状を示すように、スペーサ本体被覆層8の外周に8ヶのラセン溝12が設けられている。各ラセン溝12の溝深さは、2.8mm、溝幅が2.8mmであって、略U字状をなし、円周方向に8ケ均等に配置されている。
【0023】
これらのラセン溝12は、反転ピッチが235mm、反転角度が360°でSZ状に撚られたラセン構造を有しており、目標の寸法形状を備えていて、各種の仕様を満足するものであった。
【0024】
このPEスペーサ10は、ラセン溝12を画成するリブ13の根本における最小リブ厚みが約1.5mmのものであり、最大ラセン進行角度は、11.9度であった。
【0025】
また、溝傾斜角αを測定したところ、約15°と溝傾斜を十分に抑制することができていた。この溝傾斜角αは、図4に示すように定義される。
【0026】
いまここで、PEスペーサ10の反転部断面における、スペーサ中心Oと溝底中心部Aを結んだ直線L1と、溝底中心部Aと溝外幅中心部Bを結んだ直線L2とすると、溝傾斜角αは、これらの直線L1,L2の狭角で表される。
【0027】
さらに、スペーサ本体樹脂層8で形成されたSZスペーサ10の1つのリブ13を切り取り、図3に示すように、根本から先端にかけて4分割した後、密度勾配管により樹脂密度を測定したところ、リブ根本aで、0.9497、リブ中央(根本側)bで、0.9505、リブ中央cで、0.9505、リブ先端dで、0.9503であった。
【0028】
次に、このSZスペーサ10の各溝12内に、厚さ0.4mm、幅0.6mmの2心テープ状光ファイバを各8枚ずつ収納し、(心線移動防止及び水侵入防止のため)ジェリーを充填した後、押さえ巻きを介してシース被覆を行い、128心のSZ型光ファイバケーブルを得た。
【0029】
この光ファイバケーブルについて光伝送性能を測定したところ、0.21〜0.22dB/kmと良好な性能を確認することができた。
(実施例2)
外径φ1.0mmの鋼線を7本撚り合わせた鋼撚線を抗張力体1としてクロスヘッドに導入し、この抗張力体の外周にエチレン−エチルアクルート共重合体樹脂(GA−006:日本ユニカー製)を予備被覆内層2、直鎖状低密度ポリエチレン樹脂(NUCG5350:日本ユニカー製)を予備被覆外層3として200℃で共押出被覆して、エチレン−エチルアクルート共重合体樹脂層外径がφ3.6mm、その外周の直鎖状低密度ポリエチレン樹脂被覆外径がφ5.8mmの被覆抗張力線4を得た。
【0030】
この被覆抗張力線4は、実施例1と同様に、加熱槽5を通過させることで、60℃に予熱し、その後に、スペーサの断面形状に対応した回転ダイ6を備えた押出機7に導入し、スペーサ本体樹脂層8に形成用樹脂として、MI=0.03(g/10min)の高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を7.5m/minの速度で回転押出被覆した後、冷却ゾーン9に導いて冷却し、外径φ11.2mmのPEスペーサ10aを得た。
【0031】
冷却ゾーン9には、実施例1と同様に3段状にエアーノズル11を配置した。なお、回転ダイ6の樹脂吐出ノズルは、上記実施例1で説明した、Sb/Snb値が0.93になるよう設計されたものを使用した。
【0032】
得られたPEスペーサ10aは、溝深さ2.5mm、溝幅2.5mmの略U状のラセン溝12を円周方向に6ケ均等配置し、さらにこれらのラセン溝12が反転ピッチ240mm、反転角度360°でSZ状に撚られたラセン構造を有しており、目標の寸法形状を有しこ各種の仕様を満足するものであった。
【0033】
このPEスペーサ10aのリブ根本における最小リブ厚みは約1.85mmのものであり、最大ラセン進行角度は8.3度であった。
【0034】
また、このPEスペーサ10aの反転部断面における、溝傾斜角αを測定したところ、約12°と溝傾斜を十分に抑制することができていた。
【0035】
さらに、本体樹脂で形成されたSZスペーサ10aの1つのリブを切り取り、根本から先端にかけて4分割した後、密度勾配管により樹脂密度を測定したところ、リブ根本aが0.9496、リブ中央(根)bが0.9503、リブ中央cが0.9504、リブ先端dが0.9502であった。
【0036】
次いで、実施例1と同様に、各溝に厚さ0.4mm、幅0.6mmの2心テープ状光ファイバを各4枚ずつ収納し、ジェリーを充填した後、押さえ巻きを介してシース被覆を行い、48心のSZ型光ファイバケーブルを得た。この光ファイバケーブルについて光伝送性能を測定したところ、0.20〜0.22dB/kmと良好な性能を示した。
(実施例3)
外径φ2.6mmの単鋼線を抗張力体としてクロスヘッドに導入し、この抗張力体の外周にエチレン−エチルアクルート共重合体樹脂(GA−006:日本ユニカー製)を予備被覆内層、直鎖状低密度ポリエチレン樹脂(NUCG5350:日本ユニカー製)を予備被覆外層として200℃で共押出被覆して、エチレン−エチルアクルート共重合体樹脂層外径がφ3.2mm、その外周の直鎖状低密度ポリエチレン樹脂被覆外径がφ4.5mmの被覆抗張力線4aを得た。
【0037】
この被覆抗張力線4aは、実施例1と同様に、加熱槽5を通過させることで、60℃に予熱し、その後に、スペーサの断面形状に対応した回転ダイ6を備えた押出機7に導入し、スペーサ本体樹脂層8に形成用樹脂として、MI=0.03(g/10min)の高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を7m/minの速度で回転押出被覆した後、冷却ゾーン9に導いて冷却し、外径φ10.2mmのPEスペーサ10bを得た。
【0038】
冷却ゾーン9には、実施例1と同様に3段状にエアーノズル11を配置した。なお、回転ダイ6の樹脂吐出ノズルは、上記実施例1で説明した、Sb/Snb値が0.94になるよう設計されたものを使用した。
【0039】
得られたPEスペーサ10bは、溝深さ2.5mm、溝幅3.0mmの略U状のラセン溝12を円周方向に5ケ均等配置し、さらにこれらのラセン溝12が反転ピッチ150mm、反転角度270°でSZ状に撚られたラセン構造を有しており、目標の寸法形状を有しこ各種の仕様を満足するものであった。
【0040】
このPEスペーサ10bのリブ根本における最小リブ厚みは約1.85mmのものであり、最大ラセン進行角度は8.3度であった。
【0041】
また、このPEスペーサ10bの反転部断面における、溝傾斜角αを測定したところ、約13°と溝傾斜を十分に抑制することができていた。
【0042】
さらに、本体樹脂で形成されたSZスペーサ10bの1つのリブを切り取り、根本から先端にかけて4分割した後、密度勾配管により樹脂密度を測定したところ、リブ根本aが0.9498、リブ中央(根)bが0.9505、リブ中央cが0.9504、リブ先端dが0.9503であった。
【0043】
次いで、実施例1と同様に、各溝に厚さ0.40mm、幅1.1mmの4心テープ状光ファイバを各5枚ずつ収納し、ジェリーを充填した後、押さえ巻きを介してシース被覆を行い、100心のSZ型光ファイバケーブルを得た。この光ファイバケーブルについて光伝送性能を測定したところ、0.22dB/kmと良好な性能を示した。
(実施例4)
アラミド繊維(ケブラー3120dtex:東レデュポン社製)を補強繊維とし、これにビニルエステル樹脂(エスタ一H−6400:三井化学製)を含浸して外径φ4.5mmに絞り成形し、これをクロスヘッドダイに導入し、LLDPE樹脂(NUCG5350:日本ユニカー製)を押出被覆し、表面の被覆樹脂を冷却した後、145℃の蒸気硬化槽中で、内部のビニルエステル樹脂を硬化させて、外径がφ5.8mmの被覆抗張力線4bを得た。
【0044】
この被覆抗張力線4bは、実施例1と同様に、加熱槽5を通過させることで、60℃に予熱し、その後に、スペーサの断面形状に対応した回転ダイ6を備えた押出機7に導入し、スペーサ本体樹脂層8に形成用樹脂として、MI=0.03(g/10min)の高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を7.5m/minの速度で回転押出被覆した後、冷却ゾーン9に導いて冷却し、外径φ11.2mmのPEスペーサ10cを得た。
【0045】
冷却ゾーン9には、実施例1と同様に3段状にエアーノズル11を配置した。なお、回転ダイ6の樹脂吐出ノズルは、上記実施例1で説明した、Sb/Snb値が0.93になるよう設計されたものを使用した。
【0046】
得られたPEスペーサ10cは、溝深さ2.5mm、溝幅2.5mmの略U状のラセン溝12を円周方向に6ケ均等配置し、さらにこれらのラセン溝12が反転ピッチ240mm、反転角度360°でSZ状に撚られたラセン構造を有しており、目標の寸法形状を有しこ各種の仕様を満足するものであった。
【0047】
このPEスペーサ10cのリブ根本における最小リブ厚みは約1.85mmのものであり、最大ラセン進行角度は8.3度であった。
【0048】
また、このPEスペーサ10cの反転部断面における、溝傾斜角αを測定したところ、約12°と溝傾斜を十分に抑制することができていた。
【0049】
さらに、本体樹脂で形成されたSZスペーサ10cの1つのリブを切り取り、根本から先端にかけて4分割した後、密度勾配管により樹脂密度を測定したところ、リブ根本aが0.9497、リブ中央(根)bが0.9504、リブ中央cが0.9505、リブ先端dが0.9503であった。
【0050】
次いで、実施例1と同様に、各溝に厚さ0.4mm、幅0.6mmの2心テープ状光ファイバを各4枚ずつ収納し、ジェリーを充填した後、押さえ巻きを介してシース被覆を行い、48心のSZ型光ファイバケーブルを得た。この光ファイバケーブルについて光伝送性能を測定したところ、0.22dB/kmと良好な性能を示した。
(実施例5)
外径φ1.4mmの鋼線を7本撚り合わせた鋼撚線を抗張力体1としてクロスヘッドに導入し、この抗張力体1の外周にエチレン−エチルアクルート共重合体樹脂(GA−006:日本ユニカー製)を予備被覆内層2、直鎖状低密度ポリエチレン樹脂(NUCG5350:日本ユニカー製)を予備被覆外層3として200℃で共押出被覆して、エチレン−エチルアクルート共重合体樹脂層外径がφ4.8mm、その外周の直鎖状低密度ポリエチレン樹脂被覆外径がφ9.7mmの被覆抗張力線4を得た。
【0051】
この被覆抗張力線4は、実施例1と同様に、加熱槽5を通過させることで、60℃に予熱し、その後に、スペーサの断面形状に対応した回転ダイ6を備えた押出機7に導入し、スペーサ本体樹脂層8に形成用樹脂として、MI=0.03(g/10min)の高密度ポリエチレン樹脂(Hizex6600M:三井化学製)を6m/minの速度で回転押出被覆した後、冷却ゾーン9aに導いて冷却し、外径φ15.7mmのPEスペーサ10dを得た。
【0052】
冷却ゾーン9aには、実施例1と同様な構成のエアーノズル11が、300mmずつ間隔をあけ、スペーサ10dの走行方向に沿って4段設置されている。
【0053】
本実施例の場合には、環状空間部11b内に供給された乾燥エアーは、各冷却ノズル11cから、スペーサ10dに対してほぼ垂直に(直交して)20m3/HRの風速で吹き出して冷却した。
【0054】
なお、回転ダイ6の樹脂吐出ノズルは、上記実施例1で説明した、Sb/Snb値が0.95になるよう設計されたものを使用した。
【0055】
得られたPEスペーサ10dは、溝深さ2.8mm、溝幅2.8mmの略U状のラセン溝12を円周方向に8ケ均等配置し、さらにこれらのラセン溝12が反転ピッチ235mm、反転角度360°でSZ状に撚られたラセン構造を有しており、目標の寸法形状を有しこ各種の仕様を満足するものであった。
【0056】
このPEスペーサ10dのリブ根本における最小リブ厚みは約1.5mmのものであり、最大ラセン進行角度は11.9度であった。
【0057】
また、このPEスペーサ10dの反転部断面における、溝傾斜角αを測定したところ、約14°と溝傾斜を十分に抑制することができていた。
【0058】
さらに、本体樹脂で形成されたSZスペーサ10cの1つのリブを切り取り、根本から先端にかけて4分割した後、密度勾配管により樹脂密度を測定したところ、リブ根本aが0.9498、リブ中央(根)bが0.9505、リブ中央cが0.9506、リブ先端dが0.9504であった。
【0059】
次いで、実施例1と同様に、各溝に厚さ0.4mm、幅0.6mmの2心テープ状光ファイバを各8枚ずつ収納し、ジェリーを充填した後、押さえ巻きを介してシース被覆を行い、128心のSZ型光ファイバケーブルを得た。この光ファイバケーブルについて光伝送性能を測定したところ、0.21dB/kmと良好な性能を示した。
(比較例1)
スペーサ本体樹脂の冷却方法として、出口側に穴径φ16.5mmのパッキンを有する内径φ75mm、長さ1mのSUSパイプに挿通させながら、パイプ内に界面活性剤(マーポンFL−30:松本油脂製)を0.1%濃度になるように添加した40℃の温水を下方から導入し、上方よりオーバーフローさせることにより冷却固化したこと以外は、実施例1と同様な方法で外径φ15.7mmのPEスペーサを得た。
【0060】
このSZスペーサの断面寸法、反転ピッチ、反転角度などは実施例1と同等であったが、反転部断面における溝傾斜角度αを測定したところ約25°と大きく傾斜していた。
【0061】
さらに、本体樹脂で形成されたSZスペーサの1つのリブを切り取り、根本から先端にかけて4分割した後、密度勾配管により樹脂密度を測定したところ、リブ根本aが0.9512、リブ中央(根本側)bが0.9511、リブ中央cが0.9508、リブ先端dが0.9503であった。
【0062】
次いで、実施例1と同様に、各溝に2心テープ状光ファイバを各8枚ずつ収納し、ジェリーを充填した後、押さえ巻きを介してシース被覆を行い、128心のSZ型光ファイバケーブルを得た。この光ファイバケーブルについて光伝送性能を測定したところ、0.25〜0.55dB/kmと性能にバラツキが生じていた。
【0063】
【発明の効果】
以上、実施例で説明したように、本発明にかかる光ファイバケーブル用スペーサの製造方法によれば、反転部における溝傾斜を抑制し、伝送損失を悪化させることなしにSZスペーサの深溝化を実現することができる。
【図面の簡単な説明】
【図1】本発明にかかる光ファイバケーブル用スペーサの製造方法の製造工程の要部説明図である。
【図2】図1の製造方法で用いるエアーノズルの詳細説明図である。
【図3】図1の製造方法で得られる光ファイバケーブル用スペーサの断面図である。
【図4】光ファイバケーブル用スペーサの溝傾斜角度αの説明図である。
【図5】スペーサのラセン溝の進行角の説明図である。
【符号の説明】
1 抗張力体
2 予備被覆内層
3 予備被覆外層
4 被覆抗張力線
5 加熱槽
6 回転ダイ
7 押出機
9 冷却ゾーン
10 光ファイバケーブル用スペーサ
11 エアーノズル
12 ラセン溝
13 リブ
Claims (1)
- 中心抗張力体の周囲にポリエチレンと相溶性を有する熱可塑性樹脂で中間被覆層を施し、
長手方向に沿って周期的に方向が反転し、かつ、長手方向に連続する光ファイバ収納用のラセン溝を有するスペーサ本体被覆層が、前記中間被覆層の外周に設けられた光ファイバケーブル用スペーサの製造方法において、
前記スペーサ本体被覆層を形成した後に、所定速度で走行するスペーサに対し、前記スペーサの走行方向に沿って、所定間隔を隔てて複数の冷却用エアーノズルを多段状に設置し、
前記スペーサの外周から所定間隔離れた位置から前記エアーノズルを介して、乾燥エアーを前記スペーサの外周に全周に渡ってほぼ垂直に吹き付けて、前記ラセン溝の側面を画成するリブの略根元部分を、中間部分よりも早期にかつ優先的に冷却する製造方法であって、
前記エアーノズルは、ノズル支持部内に設けられた環状空間部と、前記環状空間部の内周に周回するように全周に渡ってスリット状に開口し、先端開口部がリング状に内方に突出する冷却ノズル部を有し、前記冷却ノズル部内に前記スペーサを挿通することを特徴とする光ファイバケーブル用スペーサの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000374477A JP3924426B2 (ja) | 2000-12-08 | 2000-12-08 | 光ファイバケーブル用スペーサの製造方法 |
| KR1020010071331A KR20020045520A (ko) | 2000-12-08 | 2001-11-16 | 광파이버 케이블용 스페이서 및 동 스페이서를 이용하는광파이버 케이블, 동 스페이서의 제조방법 |
| CNB2005100652434A CN100339734C (zh) | 2000-12-08 | 2001-11-30 | 光纤电缆用衬套的制造方法 |
| CNB011429348A CN1232853C (zh) | 2000-12-08 | 2001-11-30 | 光纤电缆用衬套、使用该衬套的光纤电缆 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000374477A JP3924426B2 (ja) | 2000-12-08 | 2000-12-08 | 光ファイバケーブル用スペーサの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002174758A JP2002174758A (ja) | 2002-06-21 |
| JP2002174758A5 JP2002174758A5 (ja) | 2005-07-07 |
| JP3924426B2 true JP3924426B2 (ja) | 2007-06-06 |
Family
ID=18843661
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000374477A Expired - Lifetime JP3924426B2 (ja) | 2000-12-08 | 2000-12-08 | 光ファイバケーブル用スペーサの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP3924426B2 (ja) |
| KR (1) | KR20020045520A (ja) |
| CN (2) | CN1232853C (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5505594B2 (ja) * | 2009-03-11 | 2014-05-28 | 株式会社リコー | 光走査装置及び画像形成装置 |
| JP5593952B2 (ja) * | 2010-08-20 | 2014-09-24 | 住友電気工業株式会社 | 光ケーブル用スロットの製造方法及び製造装置 |
| CN105365185A (zh) * | 2015-11-26 | 2016-03-02 | 南京华信藤仓光通信有限公司 | 光缆用sz骨架芯的生产方法及生产设备 |
| KR102488172B1 (ko) * | 2021-12-24 | 2023-01-19 | 주식회사 그린피앤피 | 이중벽 하수관용 성형장치 및 이를 포함하는 이중벽 하수관 제조설비 |
| CN115371388B (zh) * | 2022-06-05 | 2024-04-02 | 山东基舜新材料科技有限公司 | 一种用于新材料加工的加热装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4022131A1 (de) * | 1990-07-11 | 1992-01-16 | Kabelmetal Electro Gmbh | Verfahren und vorrichtung zum ziehen einer optischen faser aus einer festen vorform |
| JPH10226531A (ja) * | 1997-02-10 | 1998-08-25 | Furukawa Electric Co Ltd:The | 光ファイバの線引き装置 |
| JPH10232334A (ja) * | 1997-02-21 | 1998-09-02 | Fujikura Ltd | Sz溝付き線条体への光ファイバ心線落とし込み方法 |
| FI114046B (fi) * | 1997-06-06 | 2004-07-30 | Mtg Meltron Ltd Oy | Menetelmä ja valonkehityslaitteisto valokuitukäytössä |
| JPH11190813A (ja) * | 1997-12-25 | 1999-07-13 | Ube Nitto Kasei Co Ltd | 光ファイバケーブル用スペーサおよび同スペーサの製造方法 |
-
2000
- 2000-12-08 JP JP2000374477A patent/JP3924426B2/ja not_active Expired - Lifetime
-
2001
- 2001-11-16 KR KR1020010071331A patent/KR20020045520A/ko not_active Application Discontinuation
- 2001-11-30 CN CNB011429348A patent/CN1232853C/zh not_active Expired - Lifetime
- 2001-11-30 CN CNB2005100652434A patent/CN100339734C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN100339734C (zh) | 2007-09-26 |
| CN1357773A (zh) | 2002-07-10 |
| KR20020045520A (ko) | 2002-06-19 |
| CN1232853C (zh) | 2005-12-21 |
| JP2002174758A (ja) | 2002-06-21 |
| CN1690751A (zh) | 2005-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6922512B2 (en) | Non-round filler rods and tubes with superabsorbent water swellable material for large cables | |
| CA1194714A (en) | Composite overhead transmission line | |
| KR100387154B1 (ko) | 광섬유 케이블용 스페이서 및 그 제조방법, 그 스페이서를사용한 광섬유 케이블 | |
| US9329351B2 (en) | Drop cable | |
| GB2262996A (en) | Optical waveguide cable having reinforced covering formed by coextrusion | |
| US7450805B2 (en) | Optical fiber unit for air blown installation and manufacturing method thereof | |
| US5699467A (en) | Optical fiber complex overhead line | |
| KR20070043003A (ko) | 광섬유용 튜브 번들, 및 이와 같은 번들을 제조하는 방법 | |
| US6845789B2 (en) | High density fiber optic cable inner ducts | |
| JP3924426B2 (ja) | 光ファイバケーブル用スペーサの製造方法 | |
| US20230213716A1 (en) | Ribbed and grooved sheath for optical fiber cable | |
| CN115616723B (zh) | 一种气吹光缆及其制造方法 | |
| JP3860964B2 (ja) | 光ファイバケーブル用スペーサの製造方法 | |
| CN220271628U (zh) | 大芯数气吹微缆及挤塑外护套模具 | |
| US20070230879A1 (en) | Armored fiber optic cable having a centering element and methods of making | |
| US4949537A (en) | Manufacture of optical cable | |
| KR20010013959A (ko) | 광파이버케이블용 슬롯로드 및 그 슬롯로드를 사용한광파이버케이블 | |
| KR102163981B1 (ko) | 광섬유 케이블 및 그 제작방법 | |
| EP1016888A1 (en) | Folding groove and multi-core optical cable composed of the same | |
| JPH0886944A (ja) | 吊線付光ファイバケーブルの製造方法 | |
| JPH11326716A (ja) | 光ケーブル | |
| CN115437086A (zh) | 一种全干式气吹微束光单元、光缆、其制备方法及装置 | |
| JP2023056842A (ja) | 光ファイバケーブル用スロットロッド、光ファイバケーブル及び光ファイバケーブル用スロットロッドの製造方法 | |
| JPH11218654A (ja) | 光ファイバケーブル及びその製造方法、布設方法 | |
| CN115274210A (zh) | 零浮力光电复合横向水密电缆及其制作方法和用途 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041105 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070226 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3924426 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100302 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110302 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120302 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130302 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130302 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |