JP3862861B2 - 電装部品用ヒートシンクの製造方法 - Google Patents
電装部品用ヒートシンクの製造方法 Download PDFInfo
- Publication number
- JP3862861B2 JP3862861B2 JP17283698A JP17283698A JP3862861B2 JP 3862861 B2 JP3862861 B2 JP 3862861B2 JP 17283698 A JP17283698 A JP 17283698A JP 17283698 A JP17283698 A JP 17283698A JP 3862861 B2 JP3862861 B2 JP 3862861B2
- Authority
- JP
- Japan
- Prior art keywords
- fin member
- base
- fin
- heat sink
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Description
【発明の属する技術分野】
この発明は半導体部品等の放熱を行うために半導体に取り付ける電送部品用ヒートシンクの製造方法に関する。
【0002】
【従来の技術】
従来トランジスタやIC等の半導体は作動時(通電時)に発熱するため、冷却用に放熱器(ヒートシンク)が取り付けられており、該放熱器により上記半導体の温度が必要以上に上昇することを防止している。そしてこのヒートシンクとして片側の面に発熱体の装着が可能な金属製板状のベースの他方側の面に放熱用のプレート状のフィンを突設して取り付けたものが知られており、押出し成型によりベースとフィンが一体に形成されているものや、アコーディオンの蛇腹状のコルゲートフィンをベースに固定したコルゲートヒートシンク等が一般的である。
【0003】
【発明が解決しようとする課題】
しかし上記コルゲートヒートシンクは、図21に示されるようにベースa上(背面)に突設されたリブbに、コルゲートフィンcに形成された溝dを挿入し、コルゲートフィンcの開放端からパンチ(たがね)を挿入してコルゲートフィンcとベースaとをカシメ加工により固定し、コルゲートフィンcをベースaに固定する構造が一般的であり、コルゲートフィンcとベースaの固定性及び密着度が比較的悪く、ベースaからコルゲートフィンcへの熱伝導が良好でないため、放熱効率が比較的低いという欠点の他、比較的容易にコルゲートフィンcがベースaから外れるという問題点があった。また押出し成型のものはコスト高であるという欠点があった。
【0004】
【課題を解決するための手段】
上記問題点を解決するための本発明の電装部品用ヒートシンクの製造方法は、片側の面に発熱体2が装着される金属製で板状をなすベース3の他方側の面3aに放熱用のプレート状のフィン4が突設されるヒートシンクの製造方法において、フィン4をU字状の湾曲又は屈曲部分を有するプレート状のフィン部材6から構成し、上記ベース3のフィン取り付け側の面3aに、底部が平坦で、且つ上記フィン部材6のU字状の湾曲又は屈曲部分、あるいはU字状の湾曲又は屈曲部分に突設された段部7aの挿入が可能な凹状の溝部8を形成し、溝部8への挿入部分の底面が溝部8の底面に接するようにフィン部材6を溝部8に挿入し、フィン部材6の開放端側から、当接面が平坦なカシメ突起9aが溝部8の溝方向に所定間隔で複数突設されたカシメ用のパンチ9を挿入し、フィン部材6の溝部8への挿入部分の内部底面を、パンチ9の全体幅より小さな幅を有する前記複数のカシメ突起9aによって、溝部8の溝方向で一度に所定間隔毎の複数箇所をポイント状に押圧してカシメ加工し、該カシメ加工によりフィン部材6とベース3とを固定してフィン4付のヒートシンクとすることを特徴としている。
【0005】
第2にフィン部材6の側面に延出方向に複数のスリット12を形成したことを特徴としている。
【0006】
第3にフィン部材6の側面にカシメ時にベース3と係合する係合部13を形成したことを特徴としている。
【0007】
第4にフィン部材6の側面を内側に凹状に窪ませて係合部13としたことを特徴としている。
【0008】
第5に溝部8を開口側が狭められたアリ形状としたことを特徴としている。
【0009】
【発明の実施の形態】
次に本発明のヒートシンク1の製造方法を説明する。図1は発熱体(パワートランジスタ)2を取り付けた状態のヒートシンク1の背面斜視図であり、該ヒートシンク1は片側の面(正面)にパワートランジスタ2等の発熱体を装着することができる金属製の板材からなるベース3と、該ベース3の他方の側の面3a{発熱体2の取付面の反対側の面(背面)}に後述するように取り付けられて突設されるフィン4とにより構成されており、従来のヒートシンクと同様に、通電され発熱した発熱体2(ベース3に密着して取り付けられている)の熱を周囲の空気に移し(熱交換を行い)冷却を行う機能を有している。
【0010】
このとき図2に示されるように上記フィン4は一基端部がU字形に折り曲げ形成され、略U字状断面を有する所定間隔を介した一対のプレートからなるフィン部材6が、ベース3の背面3aに複数取り付けられて構成されているが、上記ベース3の背面3aにはフィン部材6の基端部(湾曲部分)7を挿入することができる凹状の溝部8が形成されており、各フィン部材6(突出部7a)が各溝部8にそれぞれ挿入固定されて本発明のヒートシンク1が構成されている。
【0011】
なお溝部8は平面視におけるベース3の一辺方向に延出し、他辺方向に複数列設けられている。またフィン部材6の湾曲部分7には挿入方向に突出し、溝部8方向に連続する突出部7aが突設されており、該湾曲部分7は断面視段状形状をなす。そしてベース3の溝部8は前記段部分(突出部7a)のみ挿入可能なサイズとなっており、上記突出部7aが溝部8に挿入されてベース3とフィン部材6が固定されて取り付けられている。
【0012】
つまり図3(a),(b),(c)に示されるように、まずベース3の溝部8にフィン部材6の突出部7aを挿入し、次にフィン部材6における開放端側から湾曲部分の内周面にカシメ用のパンチ9を挿入し、該パンチ9によりフィン部材6とベース3(溝部8)とをカシメ加工することで、フィン部材6とベース3との固定が行われている。
【0013】
このとき図4(a)に示されるように上記パンチ9は溝部8方向に所定間隔でカシメ突起9aが突設されており、すなわち1度のカシメ加工により、フィン部材6とベース3(溝部8)とはフィン部材6の延出方向に所定間隔でカシメ加工され、このパンチ9のカシメ突起9aに対応した所定間隔のカシメ部分11により図4(b)に示されるようにフィン部材6とベース3との固定が行われている。
【0014】
これにより比較的小さな部品であるフィン部材6を延出方向に複数箇所でカシメを行うため、フィン部材6とベース3との固定がより確実に行われ、フィン部材6とベース3との密着度が高くなり、ベース3からフィン部材6への熱伝導が良好に行われ、ヒートシンク1の放熱効果がより高くなる。
【0015】
またフィン部材6の開放幅はカシメ用のパンチ9が挿入可能な最小の寸法に設定することができるので、フィンピッチ(フィン部材6の開放幅及びフィン部材6間のピッチ)を従来の押出し成型されたヒートシンクに比較して小さくすることができ、これによってヒートシンク1全体の表面積が増大するためヒートシンク1の放熱効果が従来のコルゲートヒートシンク及び押出し成型タイプのヒートシンクに比較して向上する。また本発明のヒートシンク1は上記のように2種類のプレート部材(ベース3とフィン部材6)により製造することができるため押出し成型に比較して容易且つ安価に製造することができる。
【0016】
一方図5(a)に示すようにベース3の溝部8を複数(本実施形態においては2つ)の平行な溝Dにより形成せしめるとともに、フィン部材6の突出部7aを上記各溝Dに対応して挿入可能な2つの凸部Cにより形成せしめ、図5(b),(c)に示すように各溝部Dにそれぞれ対応する凸部Cを挿入し、2つの凸部Cを同時に(パンチ9における1つのカシメ突起9aにより)カシメ加工することで、図5(d)に示されるようにベース3とフィン部材6とをカシメ部分11により固定するように構成してもよい。
【0017】
この場合溝部8における両溝D間の凸状の突起Pが凸部C側に食い込むため、ベース3とフィン部材6との固定がより強固に行われ、ベース3とフィン部材6とがさらに容易に外れることがなくなる他、フィン部材6とベース3との密着度が高くなり、ベース3からフィン部材6への熱伝導が良好に行われ、ヒートシンク1の放熱効果がより高くなる。
【0018】
ちなみに図6に示されるようにフィン部材6に延出方向に複数のスリット12を形成せしめ放熱効果をより高くするように構成しても良く、この場合はスリット12によるエアの通路が形成せしめられさらに放熱効果が向上する。なおスリット12を図6(a)に示されるようにフィン部材6の配列方向に同軸上に形成せしめても、図6(b)に示されるように各フィン部材6における一対のプレートに千鳥状に形成せしめてもともに上記効果を得ることができる。
【0019】
そして特にスリット12がフィン部材6の配列方向に同軸上に形成せしめられている場合は、スリット12部分でカシメ加工を行うように構成することで、フィン幅をパンチ9の幅より小さくすることができ、これによりフィンピッチをさらに小さくすることができ、さらなる放熱効果向上を図ることも可能であり、更にカシメ固定部分を比較的大きくすることができるため、ベース3とフィン部材6との固定がより強固となり、放熱効果も向上する。
【0020】
なお図7に示すようにフィン部材6をU字状断面を有するプレート(湾曲部分に段部がないもの)から構成し、ベース3の溝部8を該湾曲部分を挿入することができるサイズとし、前述の実施形態同様図8(a),(b),(c)に示されるようにフィン部材6の開放端側から湾曲部7の内周面にカシメ用のパンチ9を挿入し、該パンチ9によりフィン部材6とベース3(溝部8)とをフィン部材6の延出方向に所定間隔でカシメ加工することでフィン部材6とベース3とをカシメ固定してヒートシンク1を構成してもよく、この場合も上記同様の効果を得ることができる。
【0021】
また図9に示されるようにフィン部材6を、フィン部材6の底面(湾曲部分7)の一部を下方(挿入方向)に絞り加工して、突出部7aをフィン部材6の延出方向に断続的に複数形性せしめた構造としてもよく、この場合は図10に示されるようにベース3の溝部8を上記突出部7aに対応させてフィンの延出方向に断続的に複数設け、該溝部8に突出部7aを挿入し、突出部7aにおいてフィン部材6の開放端側からパンチを挿入してカシメ加工することで、カシメ部分11によりフィン部材6とベース3とを固定(カシメ固定)せしめ、これにより上記実施形態と同様の効果を得ることができる。なおフィン部材6に上記同様にスリット(図示しない)を形成せしめてもよい。
【0022】
さらに上記フィン部材6におけるフィン部材6の延出方向に絞り加工により断続的に複数形成せしめられた突出部7aに対応するベース3の溝部8を複数(本実施形態においては2つ)の平行な溝D2(図12参照)により形成せしめるとともに、図11に示すようにフィン部材6の上記突出部7a(絞り加工によりフィン部材6の延出方向に断続的に複数形成せしめられたもの)を上記各溝D2に対応して挿入可能な2つの凸部C2により形成せしめ、図12(a),(b)に示すように各溝部D2にそれぞれ対応する凸部C2を挿入し、2つの凸部C2を同時に(パンチにおける1つのカシメ突起により)カシメ加工することで、図12(c)に示されるようにベース3とフィン部材6とをカシメ部分11により固定するように構成してもよい。
【0023】
これにより前述と同様に溝部8における両溝D2間の凸状の突起P2が凸部C2側に食い込むため、ベース3とフィン部材6との固定がより強固に行われ、ベース3とフィン部材6とがさらに容易に外れることがなくなる他、フィン部材6とベース3との密着度が高くなり、ベース3からフィン部材6への熱伝導が良好に行われ、ヒートシンク1の放熱効果がより高くなるが、図12(a),(b)に示されるようにこのときベース3における溝部8に平行な両端をフィン部材6の底面における内面より高く形成せしめ、フィン部材6に相対する部分をカシメ加工することで図12(c)に示されるようにカシメ部分11Bによりフィン部材6とベース3とをフィン部材6の端部において固定してフィン部材6とベース3との外れをより確実に防止するように構成してもよい。
【0024】
一方図13に示されるようにフィン部材6の側面におけるカシメ加工時にベース3側と係合する部分を凹状に窪ませ、フィン部材6にベース3側との固定(カシメ)時にベース3側と係合する係合部13をこの窪みにより構成して設けても良く、この場合はフィン部材6とベース3とのカシメ固定時にフィン部材6側にかかる負担が少なくてすむとともに、カシメ固定がより確実に行われ、ベース3とフィン部材6とのカシメ外れがさらに効果的に行われる。
【0025】
なおフィン4を図14に示されるような1枚のプレートからなるフィン部材5により構成し、ベース3におけるフィン部材5間において、ベース3側の溝8間を間欠的に複数箇所でカシメ加工することで、ベース3とフィン部材5の固定(カシメ固定)を行い、ヒートシンクを構成せしめても良い。この場合も上記実施形態と同様にベース3とフィン部材5がカシメ加工により比較的強固に且つ容易に固定されるので上記実施形態同様の効果を得ることができる。
【0026】
特に図15に示されるように、フィン部材5に前述同様の窪みによる係合部13を形成せしめ、ベース3におけるフィン部材5間においてカシメ加工を行うことで、上記係合部13によりベース3とフィン部材5の固定(カシメ)外れを防止しながら、ベース3とフィン部材5を固定する構造としても良い。
【0027】
また図16に示すようにフィン部材5の挿入端に外側方に突出する突起部14を設け、該突起部14とフィン部材5の側面5aとにより上記と同様の機能を有する係合部13を形成せしめ、上記同様ベース3におけるフィン部材5間において、ベース3側の溝8間を間欠的に複数箇所でカシメ加工を行うことで、上記係合部13によりベース3とフィン部材5のカシメ外れを防止しながら、ベース3とフィン部材6を固定する構造とすることもできる。
【0028】
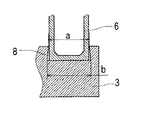
なお上記いずれの場合も前述の実施形態(U字状をなすフィン部材6を使用したもの)と同様の効果を得ることができるが、フィン部材6をカシメる部分が多くなるため、カシメ作業は多くなる。なお図17に示されるように溝部8を断面視において底面部分の長さbに対して開口部分の長さaが狭められた(短い)アリ形状とし、カシメ加工時に開口部分がフィン部材5側に食い込み、カシメ外れが防止される構造としてもよく、この場合はフィン部材5側に前述のような係合部13を形成せしめることでより効果的にフィン部材5とベース3とのカシメ外れを防止することができる。
【0029】
また図18,19に示されるようにU字状をなすフィン部材6を挿入する溝部8を断面視において底面部分の長さbに対して開口部分の長さaが狭められた(短い)アリ形状とし、上記同様フィン部材6のカシメ外れがより効率的に行われる構造としてもよい。ちなみに図20に示すようにコルゲートフィンタイプのヒートシンク(コルゲートヒートシンク16)のコルゲートフィン17にスリット18を形成せしめることもでき、これによって従来のコルゲートヒートシンクに比較して放熱効果を向上させることも可能である。
【0030】
なお各図において同一の符号は同一機能を有し、このため詳細な説明は割愛する。
【0031】
【発明の効果】
以上のように構成される本発明の構造によれば、ヒートシンクがベースと複数のフィン部材の2種類のプレート部材により構成されており、各フィン部材をベースに形成された溝部に挿入してカシメ加工して固定する構造であるため、ヒートシンクを容易且つ安価に製造することができる他、フィン部材とベースとの固定がより強固となり、フィン部材とベースとの密着度がより高くなるため、ベースからフィン部材への熱伝導が良好に行われ、ヒートシンクの放熱効果がより高くなるという効果がある。
【0032】
そしてフィン部材が略U字形状をなすため、開放幅をカシメ用のパンチが挿入可能な最小の寸法に設定することができ、フィン幅を従来の押出し成型されたヒートシンクに比較して小さくすることができるので、これによりさらに放熱効果の高いヒートシンクを形成せしめることができる。加えてフィン部材の側面に、フィン部材の延出方向に複数のスリットを形成せしめることで放熱効果をより向上させることもできる。
【0033】
またフィン部材の側面より内側に凹状に窪んだ窪み部によりフィン部材の側面にカシメ加工時にベースと係合する係合部を形成せしめることで、フィン部材とベースとのカシメ固定時にフィン部材側にかかる負担が少なくてすむとともに、カシメ加工による固定がより確実に行われ、ベースとフィン部材とのカシメ外れが減少するという効果もある。
【図面の簡単な説明】
【図1】 パワートランジスタを取り付けた状態のヒートシンクの背面斜視図である。
【図2】 ヒートシンクの分解背面斜視図である。
【図3】 (a),(b),(c)は、フィン部材をベースに固定する状態を時系列的に示した断面図である。
【図4】 (a),(b)は、カシメ加工時の状態を示すフィン部材の側断面図及びフィン部材が固定された状態のヒートシンクの平面図である。
【図5】 (a),(b)は、他の実施形態のフィン部材をベースに固定する状態を時系列的に示した断面図であり、(c)はフィン部材が固定された状態のヒートシンクの要部平面図である。
【図6】 (a)はスリットを備えたフィン部材を取り付けたヒートシンクの側断面図であり、(b)はスリットが千鳥状に形成せしめられたヒートシンクの平断面図である。
【図7】 挿入端に段部を備えないフィン部材を取り付けたヒートシンクの背面斜視図である。
【図8】 (a),(b),(c)は、挿入端に段部を備えないフィン部材をベースに固定する状態を時系列的に示した断面図である。
【図9】 (a),(b),(c),(d)は断続的な突起部を設けたフィン部材の平面図,側面図,正面図,A−A断面図である。
【図10】 (a)は断続的な突起部を設けたフィン部材のベースへの挿入状態を示す側断面図,(b)は前記フィン部材のベースへの取付状態を示す平面図である。
【図11】 (a),(b),(c),(d)は断続的な突起部を設けたフィン部材の他の実施形態を示す平面図,側面図,正面図,A−A断面図である。
【図12】 (a),(b)は図11におけるフィン部材のベースへの挿入状態を時系列的に示す側断面図,(c)は前記フィン部材のベースへの取付状態を示す平面図である。
【図13】 (a),(b)は窪みからなる係合部が形成せしめられたU字状フィン部材をベースに取り付る状態を時系列的に示した断面図である。
【図14】 (a)はプレート状のフィン部材をベースに取り付けた状態を示す断面図,(b)は前記フィン部材のベースへの固定状態を示す断面図である。
【図15】 係合部を窪みにより形成せしめたプレート状のフィン部材をベースに取り付けた状態を示す断面図である。
【図16】 係合部を突起部により形成せしめたプレート状のフィン部材をベースに取り付けた状態を示す断面図である。
【図17】 (a),(b)は、アリ形状の溝部へのプレート状のフィン部材の挿入状態及び固定状態を示す断面図である。
【図18】 突出部が形成せしめられたU字形状をなすフィン部材のアリ形状の溝部への挿入状態を示す断面図である。
【図19】 U字形状をなすフィン部材のアリ形状の溝部への挿入状態を示す断面図である。
【図20】 スリットが形成せしめられたコルゲートフィンタイプのヒートシンクの背面斜視図である。
【図21】 (a),(b)は従来のコルゲートヒートシンクの分解背面斜視図及び背面斜視図である。
【符号の説明】
2 パワートランジスタ(発熱体)
3 ベース
4 フィン
5 フィン部材
6 フィン部材
7a 突出部(段部)
8 溝部
13 係合部
14 突起部
Claims (5)
- 片側の面に発熱体(2)が装着される金属製で板状をなすベース(3)の他方側の面(3a)に放熱用のプレート状のフィン(4)が突設されるヒートシンクの製造方法において、フィン(4)をU字状の湾曲又は屈曲部分を有するプレート状のフィン部材(6)から構成し、上記ベース(3)のフィン取り付け側の面(3a)に、底部が平坦で、且つ上記フィン部材(6)のU字状の湾曲又は屈曲部分、あるいはU字状の湾曲又は屈曲部分に突設された段部(7a)の挿入が可能な凹状の溝部(8)を形成し、溝部(8)への挿入部分の底面が溝部(8)の底面に接するようにフィン部材(6)を溝部(8)に挿入し、フィン部材(6)の開放端側から、当接面が平坦なカシメ突起(9a)が溝部(8)の溝方向に所定間隔で複数突設されたカシメ用のパンチ(9)を挿入し、フィン部材(6)の溝部(8)への挿入部分の内部底面を、パンチ(9)の全体幅より小さな幅を有する前記複数のカシメ突起(9a)によって、溝部(8)の溝方向で一度に所定間隔毎の複数箇所をポイント状に押圧してカシメ加工し、該カシメ加工によりフィン部材(6)とベース(3)とを固定してフィン(4)付のヒートシンクとする電装部品用ヒートシンクの製造方法。
- フィン部材(6)の側面に延出方向に複数のスリット(12)を形成した請求項1の電装部品用ヒートシンクの製造方法。
- フィン部材(6)の側面にカシメ時にベース(3)と係合する係合部(13)を形成した請求項1又は2の電装部品用ヒートシンクの製造方法。
- フィン部材(6)の側面を内側に凹状に窪ませて係合部(13)とした請求項3の電装部品用ヒートシンクの製造方法。
- 溝部(8)を開口側が狭められたアリ形状とした請求項1〜4のいずれかの1項に記載の電装部品用ヒートシンクの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17283698A JP3862861B2 (ja) | 1998-06-19 | 1998-06-19 | 電装部品用ヒートシンクの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17283698A JP3862861B2 (ja) | 1998-06-19 | 1998-06-19 | 電装部品用ヒートシンクの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006042288A Division JP4564928B2 (ja) | 2006-02-20 | 2006-02-20 | 電装部品用ヒートシンクの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000012750A JP2000012750A (ja) | 2000-01-14 |
| JP2000012750A5 JP2000012750A5 (ja) | 2005-07-28 |
| JP3862861B2 true JP3862861B2 (ja) | 2006-12-27 |
Family
ID=15949248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP17283698A Expired - Fee Related JP3862861B2 (ja) | 1998-06-19 | 1998-06-19 | 電装部品用ヒートシンクの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3862861B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006148162A (ja) * | 2006-02-20 | 2006-06-08 | Toshiyuki Arai | 電装部品用ヒートシンクとその製造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001308231A (ja) * | 2000-02-14 | 2001-11-02 | Mizutani Denki Kogyo Kk | 電子部品の放熱器およびその製造方法 |
| JP4215927B2 (ja) * | 2000-03-13 | 2009-01-28 | 水谷電機工業株式会社 | 電子部品の放熱器 |
| JP3140755U (ja) * | 2008-01-21 | 2008-04-10 | 水谷電機工業株式会社 | コルゲートフィン型放熱器 |
| JP5566289B2 (ja) * | 2008-06-12 | 2014-08-06 | 三菱電機株式会社 | 電力半導体回路装置およびその製造方法 |
| JP2012015237A (ja) * | 2010-06-30 | 2012-01-19 | Mitsubishi Electric Corp | 電子機器用放熱装置 |
| JP2016021279A (ja) * | 2014-07-11 | 2016-02-04 | スタンレー電気株式会社 | 道路照明灯具 |
| EP3663642A1 (de) * | 2018-12-04 | 2020-06-10 | ZKW Group GmbH | Kühlkörper für ein kraftfahrzeuglichtmodul |
| CN113385915B (zh) * | 2021-07-05 | 2022-04-08 | 全椒赛德利机械有限公司 | 基于管片式散热器加工用散热片叠合排列装置 |
| CN114178812B (zh) * | 2021-12-21 | 2023-05-12 | 威海凯美立电子有限公司 | 一种应用于叠片式汽车散热器的装配机 |
-
1998
- 1998-06-19 JP JP17283698A patent/JP3862861B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006148162A (ja) * | 2006-02-20 | 2006-06-08 | Toshiyuki Arai | 電装部品用ヒートシンクとその製造方法 |
| JP4564928B2 (ja) * | 2006-02-20 | 2010-10-20 | 稔之 新井 | 電装部品用ヒートシンクの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000012750A (ja) | 2000-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20010007146A (ko) | 퍼스널 컴퓨터용 cpu의 방열기 | |
| US6301115B1 (en) | Heat sink devices for use in electronic devices | |
| US7050305B2 (en) | Automotive control module housing | |
| JP3862861B2 (ja) | 電装部品用ヒートシンクの製造方法 | |
| EP0833578B1 (en) | Fan attachment clip for heat sink | |
| US7284597B2 (en) | Heat sink with combined parallel fins and the method for assembling the same | |
| JP6378299B2 (ja) | ヒートシンク | |
| US20080028610A1 (en) | Method for assembling a vertical heat radiator | |
| US6343017B1 (en) | Heat sink assembly | |
| US20030209342A1 (en) | Cooler assembly | |
| JP4564928B2 (ja) | 電装部品用ヒートシンクの製造方法 | |
| JP2002118211A (ja) | 電子部品の放熱器およびその製造方法 | |
| JP5089668B2 (ja) | ヒートシンク | |
| US20080179043A1 (en) | Heat sink fin with joining structure | |
| JP2009164419A (ja) | ヒートシンク | |
| JPH037956Y2 (ja) | ||
| US6341065B1 (en) | Heat sink clip | |
| JP2002257493A (ja) | アルミニューム製熱交換器の製造方法 | |
| JP2000133977A (ja) | 電子機器用放熱装置 | |
| JP2000022058A (ja) | 放熱用筒状部を備えたヒートシンク | |
| JP2002026200A (ja) | 電子部品の放熱器 | |
| JP3602806B2 (ja) | コルゲートフィン型ヒートシンクの製造方法 | |
| JPS6123349A (ja) | 放熱器 | |
| JP2002359330A (ja) | ヒートシンク固定具、ヒートシンク、ヒートシンク固定方法 | |
| JP2001156226A (ja) | パーソナルコンピュータ用cpuの放熱器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041217 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060328 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060529 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060613 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060703 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060801 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060807 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060927 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101006 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111006 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121006 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121006 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131006 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |