JP3833715B2 - 管継手および方法 - Google Patents
管継手および方法 Download PDFInfo
- Publication number
- JP3833715B2 JP3833715B2 JP52332098A JP52332098A JP3833715B2 JP 3833715 B2 JP3833715 B2 JP 3833715B2 JP 52332098 A JP52332098 A JP 52332098A JP 52332098 A JP52332098 A JP 52332098A JP 3833715 B2 JP3833715 B2 JP 3833715B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- tube
- joint
- mechanical gripping
- gripping means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 15
- 239000010410 layer Substances 0.000 claims description 208
- 230000003014 reinforcing effect Effects 0.000 claims description 80
- 229920001169 thermoplastic Polymers 0.000 claims description 64
- 239000004416 thermosoftening plastic Substances 0.000 claims description 59
- 238000003466 welding Methods 0.000 claims description 53
- 239000011241 protective layer Substances 0.000 claims description 47
- 239000002131 composite material Substances 0.000 claims description 41
- 238000007789 sealing Methods 0.000 claims description 29
- 239000002184 metal Substances 0.000 claims description 24
- 229910052751 metal Inorganic materials 0.000 claims description 24
- -1 polyethylene Polymers 0.000 claims description 13
- 230000000452 restraining effect Effects 0.000 claims description 13
- 230000009471 action Effects 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 11
- 229920003023 plastic Polymers 0.000 claims description 11
- 239000004033 plastic Substances 0.000 claims description 11
- 239000004698 Polyethylene Substances 0.000 claims description 10
- 238000002844 melting Methods 0.000 claims description 10
- 230000008018 melting Effects 0.000 claims description 10
- 229920000573 polyethylene Polymers 0.000 claims description 10
- 239000000853 adhesive Substances 0.000 claims description 6
- 230000001070 adhesive effect Effects 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 239000002861 polymer material Substances 0.000 claims description 6
- 239000004831 Hot glue Substances 0.000 claims description 2
- 239000004020 conductor Substances 0.000 claims description 2
- 239000013521 mastic Substances 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims description 2
- 239000000565 sealant Substances 0.000 claims description 2
- 239000000470 constituent Substances 0.000 claims 1
- 230000000149 penetrating effect Effects 0.000 claims 1
- 230000006835 compression Effects 0.000 description 10
- 238000007906 compression Methods 0.000 description 10
- 230000002787 reinforcement Effects 0.000 description 10
- 239000007788 liquid Substances 0.000 description 8
- 239000000835 fiber Substances 0.000 description 7
- 229920000098 polyolefin Polymers 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- 239000003566 sealing material Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 150000008064 anhydrides Chemical class 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000000356 contaminant Substances 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 229920003020 cross-linked polyethylene Polymers 0.000 description 2
- 239000004703 cross-linked polyethylene Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- KDYFGRWQOYBRFD-UHFFFAOYSA-N succinic acid Chemical compound OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- DHKHKXVYLBGOIT-UHFFFAOYSA-N 1,1-Diethoxyethane Chemical compound CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 1
- 239000011354 acetal resin Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000001384 succinic acid Substances 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/342—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint comprising at least a single wire, e.g. in the form of a winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/344—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint being a woven or non-woven fabric or being a mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/3444—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint being a ribbon, band or strip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/3444—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint being a ribbon, band or strip
- B29C65/3452—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint being a ribbon, band or strip forming a sleeve, e.g. a wrap-around sleeve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/362—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint comprising at least a single wire, e.g. in the form of a winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/364—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint being a woven or non-woven fabric or being a mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/3644—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint being a ribbon, band or strip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/128—Stepped joint cross-sections
- B29C66/1282—Stepped joint cross-sections comprising at least one overlap joint-segment
- B29C66/12821—Stepped joint cross-sections comprising at least one overlap joint-segment comprising at least two overlap joint-segments
- B29C66/12822—Stepped joint cross-sections comprising at least one overlap joint-segment comprising at least two overlap joint-segments comprising at least three overlap joint-segments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/128—Stepped joint cross-sections
- B29C66/1284—Stepped joint cross-sections comprising at least one butt joint-segment
- B29C66/12841—Stepped joint cross-sections comprising at least one butt joint-segment comprising at least two butt joint-segments
- B29C66/12842—Stepped joint cross-sections comprising at least one butt joint-segment comprising at least two butt joint-segments comprising at least three butt joint-segments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52291—Joining tubular articles involving the use of a socket said socket comprising a stop
- B29C66/52292—Joining tubular articles involving the use of a socket said socket comprising a stop said stop being internal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52291—Joining tubular articles involving the use of a socket said socket comprising a stop
- B29C66/52294—Joining tubular articles involving the use of a socket said socket comprising a stop said stop being heated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52296—Joining tubular articles involving the use of a socket said socket comprising sealing elements, e.g. gaskets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52297—Joining tubular articles involving the use of a socket said socket comprising slip-off prevention means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52298—Joining tubular articles involving the use of a socket said socket being composed by several elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
- B29C66/712—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined the composition of one of the parts to be joined being different from the composition of the other part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/02—Welded joints; Adhesive joints
- F16L47/03—Welded joints with an electrical resistance incorporated in the joint
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/20—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics based principally on specific properties of plastics
- F16L47/22—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics based principally on specific properties of plastics using shrink-down material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3472—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint
- B29C65/3476—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint being metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/3608—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint comprising single particles, e.g. fillers or discontinuous fibre-reinforcements
- B29C65/3616—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint comprising single particles, e.g. fillers or discontinuous fibre-reinforcements comprising discontinuous fibre-reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3672—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint
- B29C65/3676—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint being metallic
- B29C65/368—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the composition of the elements heated by induction which remain in the joint being metallic with a polymer coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/022—Mechanical pre-treatments, e.g. reshaping
- B29C66/0224—Mechanical pre-treatments, e.g. reshaping with removal of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7316—Surface properties
- B29C66/73161—Roughness or rugosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8126—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/81265—Surface properties, e.g. surface roughness or rugosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0691—PEX, i.e. crosslinked polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
- B29L2009/003—Layered products comprising a metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/22—Tubes or pipes, i.e. rigid
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Branch Pipes, Bends, And The Like (AREA)
- Laminated Bodies (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Joints With Sleeves (AREA)
- Mechanical Coupling Of Light Guides (AREA)
- Joints Allowing Movement (AREA)
Description
管内を高圧の下で油や化学薬品を含む気体や液体を輸送するのに、プラスチックの管が多く使用されている。通常の熱可塑性管壁の耐圧性を改善するため、延伸配向や架橋結合などの技術が存在しているが、この管の耐圧性を15〜20バール程度以上に上昇させることは、技術的および経済的に難しい。
したがって、例えば、熱可塑性の内層と、その外側の強化層、すなわち高い軸方向強度を有する内層と、外側保護層とで構成された多層複合管を高圧管として使用することが提案されている。
通常、強化層は内側熱可塑性層の周囲に螺旋状に巻き付けられた繊維からなっている。これらの繊維は束ねられてテープ状をなし、例えば、EP 0 593449に記載されているように、加熱によって内側熱可塑性層に溶着されてテープマトリクスとなっている。この強化層は、熱可塑性層の表面に螺旋状に巻き付けられたり、シーム溶接された金属層などの導電層であってもよく、これによって約0.2mmから5mmの厚さの強化金属層が熱可塑性層の上に形成される。この強化層は、顔料,酸化防止剤,充填剤,その他の改質成分を含むもう1つの保護熱可塑性層で被覆されていることが好ましい。
こうした強化多層複合管は、国際特許出願第PCT/FI96/00359号などに記載されており、この文献の開示全体は、これを参照することによってすべての目的のために本明細書中に組み入れられる。
強化層と熱可塑性内外層との間の強固な接合を形成するため、接着剤や接着促進成分の使用が必要なことが多いが、水などの特定の液体に接触した場合には、その接着促進能力が失われることがある。強化層が金属層の場合には、腐食の問題を回避するため、これを管中の気体や液体および周囲の環境から保護することも必要である。
管の内部を流れる気体や液体および管の外側からの周囲の環境の水分は、強化層を被覆している内側の熱可塑性層と外側の熱可塑性保護層とが存在しているため、通常は強化層や接着剤成分と接触することはない。しかし、管の端部においては、内層と外側保護層との連続性が中断するので、強化層が管内の気体や液体および周囲の環境のいずれにも接触しないように、管を接続することが必要となる。
上述の問題に対して多くの解決策が提案されているが、そのすべてが欠点を有している。
WO92/21908には、強化層が管の端部に向かう長い表面に亙って次第に薄くなって熱可塑性層の端部から離れた箇所で終わり、延長部が形成されている管継手が開示されている。この延長部の内側にアダプタが嵌め込まれ、熱可塑性層の端部の外側では、このアダプタが管の端部を取り囲む鋼管にねじ山によって固定されている。このアダプタは、熱可塑性層を外側鋼管の内面に押し付ける円錐状表面を有する。
この公知の管継手の欠点は、円錐角度が小さいことに起因して非常に大きく、したがって管の表面に大量の接着剤を有する強化層の端部に、外部からのみでなく、管の内部からの液体が比較的容易に入り込むことである。管の内部を流れる高圧液体は、ねじ山によって与えられた圧縮力によってアダプタと鋼管との間に固定された熱可塑性層の端部を周回し、強化層の端部に到達することができる。
この公知の解決策においては、管の端部の延長部が通常の方法で形成されている。すなわち、この延長部は円錐状表面を有し、管の端部に限定された円筒状部分がこれに接続されている。この延長部は、強化層を有する管の部分にまでは形成することができない。なぜならば、強化層はその特性に起因して直径を大きくすることができないからである。したがって、強化層をより薄くして延長部の手前で終わるようにしなければならず、そのために延長部は熱可塑性層のみで構成される。そのため、この管継手は長くなり、接合部の最良のシール表面である延長部とアダプタとの相互に適合する円錐状表面同士は、比較的小さい表面積を有している。
別の解決策が欧州特許出願第95 10 4955号に提案されている。これによると、接続されるべき複合プラスチック管の端部がそれぞれ延長部を具え、リング状の接続ピースがこの管の内側にその延長端に設置され、接続されるべき接続ピースと管の延長部とは実質的に円錐状の嵌合表面を有し、これらの表面は、実質的に管の両端部まで延在し、そこから接続ピースと延長部とが相互に溶接されている。このシステムは、ガラス繊維強化管の場合にはうまく機能するが、強化層が金属層の場合には、この金属強化層を分断しないでは円錐状延長部を形成することが困難なので、その適用が難しい。
さらに別の管継手がDE 44 44 097に開示され、それには複合管の切断端同士をシールする環状シール手段を具えた電気溶着カプラが示されている。しかし、この場合、接続は接合されるべき管の薄い熱可塑性外側保護層の間だけで行われ、強化層同士の間の接合はない。したがって、管の接合部は輸送管路中の弱点となり、内圧や軸方向に加えられる力に対する抵抗性が低くなる。
EP−A−0253966には、電気溶融コイルと機械的把持手段とで構成された管用カプラが開示され、把持手段は溶着の前と溶着の際に管を把持し、その後に溶着された継手は、管のための効果的な継手を提供する。
前述のすべての特許の開示内容は、これを参照することによってすべての目的のために本明細書中に組み入れられる。
本発明は、その一形態において、強化層、すなわち高い軸方向強度を有する層に対して直接的な機械的接続を行い、それによって機械的強度の増強された管接続部をもたらす多層複合管用の管継手を提供する。
別の形態における本発明は、ここに記載された少なくともいくつかの好ましい実施例において、管継手と多層複合管との間に
(i)管を流れる内部流体に対するシールをもたらし、
(ii)好ましくは管自体のレベルまでの軸方向強度をもたらし、
(iii)塵埃などの汚染物質がシール領域に侵入することを防ぐ環境に対するシールをもたらす
ことが可能な継手を提供する。
さらに別の形態における本発明の継手は、ここに記載された少なくともいくつかの実施例において、多層複合管の内側熱可塑性層と強化層の両方に対する接続部をもたらし、接続部の品質をさらに改善する。
第1の形態において、本発明は、管の端部と継手との間の継手であって、前記管は、少なくとも1つの強化層、すなわち高い軸方向強度を有する層と、少なくとも1つの内側熱可塑性層と、少なくとも1つの外側保護層とを具えた多層複合管で構成され、
(i)管を受け入れるように構成された中空の筒状ケースと、
(ii)管の内側熱可塑性層と溶融接続するように構成された溶着手段と、
(iii)強化層、すなわち高い軸方向強度を有する層を把持するように構成された機械的把持手段と
を具えており、前記溶着手段と機械的把持手段はケースの内部に設置され、ケースは使用の際に前記機械的把持手段に拘束力を付与するように構成され、前記内側熱可塑性層は前記保護層の端部を越えて延在し、前記溶着手段と機械的把持手段は前記継手の中で軸方向に隔たって配置され、継手の軸方向強度は溶着接続部よりも機械的把持手段によってより多く与えられていることを特徴とする継手を提供する。
前記継手は、ケース内に設置され管の外側保護層によって環境に対するシールを形成するシール手段を具え、前記ケースは使用の際に前記シール手段に対して拘束力を付与するように構成されていることが好ましい。
第2の形態において、本発明は、多層複合管に対して接続部を形成する方法を提供し、この管は、少なくとも1つの強化層、すなわち高い軸方向強度を有する層と、少なくとも1つの内側熱可塑性層と、少なくとも1つの外側保護層とを具え、
(i)管を受け入れるように構成された中空の筒状ケースと、
(ii)管の内側熱可塑性層と溶融接続するように構成された溶着手段と、
(iii)軸方向に溶着手段から距離を隔てて設置され、管の強化層を把持するように構成された機械的把持手段と
を具えた継手による接続のため、内側熱可塑性層と強化層、すなわち高い軸方向強度を有する層の周面が露出するように前記多層複合管の前記外側保護層は切り開かれ、前記溶着手段と機械的把持手段は前記ケース内に設置され、前記ケースは使用の際に機械的把持手段に対して拘束力を付与し、継手の軸方向強度は溶着接続部よりも機械的把持手段によってより多く与えられている。
好ましくは、前記溶着手段,機械的把持手段およびシール手段は、シール手段が前記筒状ケースの端部に最も近く、これに機械的把持手段が続き、さらに溶着手段が続くように、前記筒状ケースの凹部に設置される。
前記中空の筒状ケースは、プラスチックまたは金属製の本体で構成されるか、またはプラスチックと強化層とによる複合構造で作られている。例えば、この強化層は金属材料で形成された筒体またはグリッドか、あるいは強化用繊維からなるものでもよい。繊維で強化された中空の筒状ケースを製造する場合、強化用繊維をプレフォーム上に巻き、その後にプラスチックの外被が施される。別のやり方では、繊維強化層は、その形状を維持している三次元プレフォームで構成され、溶融プラスチックでコーティングされた繊維を含んでいる。このプレフォームは金型キャビティにセットされ、射出成形などによってプレフォーム内の空間または隙間がプラスチックのマトリクス材料で満たされ、PCT/EP96/02801に記載されているような配向された中空の筒状ケースが得られる。
この筒状ケースは再生可能な材料で構成することもでき、例えば、架橋結合した発泡高分子材料を取り出し可能なコア、すなわち支持手段上に「保持」してこの筒状ケースを形成することができる。この筒状ケースは一体物であってもよいし、あるいはそれぞれがねじ山を有して相互に螺合して組み立て可能、またはそれぞれが協同する環状突起や凹部を有して相互にスナップ嵌合可能な2つ以上の中空部材で構成することもできる。
好ましい実施例において、これらの筒状ケースの構成部材同士を螺合したり押し付けたりする作用は、機械的把持手段とシール手段とに拘束力を与えるか、またはこれを増強するように働く。例えば、筒状ケースの構成部材は、くさび作用によって相互に押し合い、半径方向内向き力を機械的把持手段とシール手段とに及ぼすように、相互に協同する円錐状表面を有している。これらの実施例において、筒状ケースの壁は少なくとも少しは内側に変形可能でなければならないことは明らかであろう。
いくつかの実施例において、シール手段と機械的把持手段との位置を相互に入替え、機械的把持手段が筒状ケースの端部に最も近くなるようにしており、筒状ケースの端部には軸方向のスリットが設けられ、その内側への変形を容易にしている。
溶着手段は、管を熱作用によって他の構成部品に溶着、すなわち「溶接」する継手を具えている。適宜な任意の溶着手段を使用できるが、中でも抵抗や誘導加熱要素などの電気的加熱要素を具えた電気溶着手段が好ましい。電気溶着手段は、可溶性熱可塑性高分子材料の層に隣接またはこれに埋め込まれた金属コイル,リング,蛇行リング,エキスパンド金網,その他の適宜な形状の部材などの導電性要素からなる部品を具えている。この導電性要素は、これに電流を流したり誘導加熱することによって加熱され、隣接する熱可塑性材料を溶融させて複合管の内側熱可塑性層の外表面に溶着させる。しかし、本発明は電気溶着手段を使用することに限定されるものではなく、必要に応じて、構成部品同士の摩擦溶接または継手の内部における予備加熱工具の使用などの他の溶着技術も使用することができる。
電気溶着手段の可溶性熱可塑性高分子材料は、ポリエチレン,ポリプロピレン,ポリブチレン,高級オレフィン系重合体などのポリオレフィン;エチレン,プロピレン,ブチレン同士およびこれらとオレフィン不飽和単量体との共重合体;ポリスチレン,スチレン共重合体などのオレフィン不飽和芳香族重合体;エチレンビニルアセテート共重合体などのビニル単量体の重合体および共重合体;ポリカーボネート;およびこれに類似の物質などを含む。ポリエチレンの管を接続する場合には、ポリエチレンが可溶性高分子材料として特に好ましい。この可溶性の熱可塑性高分子材料は、必要に応じて無水改質ポリエチレンなどの改質ポリオレフィン材料であってもよく、またはこの材料は溶着ステップの際またはその後に反応して高分子材料および可能ならば管の隣接面を架橋結合させる架橋結合剤であってもよい。異なる組成のポリオレフィン表面同士を接合するには、改質ポリオレフィン類が特に適している。好ましい改質ポリエチレン材料は、共重合体成分またはグラフト共重合体成分としてアルファオレフィン重合体および10重量%までのオレフィン不飽和カルボン酸またはその無水物、例えばアクリル酸,マレイン酸,イタコン酸,コハク酸,またはそれらの無水物を含んでいる。
必要に応じて、この可溶性熱可塑性高分子材料は1つ以上の充填剤を含んでいてもよく、例えば、赤外線や電磁波の照射を受けた場合に反応して高温に達する、PCT/EP96/02801に記載されたステンレス繊維などの充填剤がこれに該当する。こうした充填剤を使用して前述の溶着手段を補助したり、その代替とすることも本発明の範囲に含まれる。
機械的把持手段は、例えば、継手の周囲に放射状に設置された2組以上の歯付きセグメントで構成され、これは使用の際に複合管の強化層に接触してこれを把持することができる。この機械的把持手段は、硬い金属材料やアセタール樹脂などのエンジニアリングプラスチックで形成される。機械的把持手段の歯は、必要に応じて充分な鋭さを有し、複合管の外側保護層および/または強化層を貫通してこれとの接続を良好にする。多層複合管に1層以上の強化層が存在している場合には、把持手段は最も内側の強化層に接触してこれを把持することが望ましい。把持作用を改善すると共に軸方向の引っ張りに対する抵抗を増強するため、分割された把持手段には、必要に応じて筒状ケースの円錐台状内表面と協同する円錐台状外表面が設けられている。
機械的把持手段の他の形状も考えることができ、例えば、歯を粗い表面に代えたり、把持手段を弾性割りリングまたはそれに類似した部品としてもよい。PCT/FI96/00359に記載されているように、ある種の多層複合管の場合には、強化層の表面は平滑ではなく、その粗さ、すなわち凹凸によって把持手段の把持作用が手助けされる。
別の実施例では、機械的把持手段は1つのリングまたは1組の円弧状セグメントであり、これには螺旋状のねじ山が設けられ、管の強化層に食い込んで、これに協同するねじ山を形成することができる。強化層が例えばアルミニウム層の場合などには、これは容易に行うことができる。適当な設計さえすれば、ねじ山付きの機械的把持手段の使用によって、筒状ケースを回転させて継手を再挿入することが可能となる更なる利点がもたらされる。ねじ山付きの機械的把持手段は、据付けのための充分な軸方向の強度を提供するので、輸送管路を溝に据付ける前および溶着を行う前に、多数の継手を使用して輸送管路を予め組み立てておくことも可能である。輸送管路の調節を行うことが必要な場合には、溶着の前にこれを行うことができる。次いで、最終的な溶着を輸送管路の入った溝の所望の位置で行えばよい。溶着された領域を溶融点まで加熱し、筒状ケースを回転させれば、据付けられた継手を簡単に取り外すことも可能である。
適宜なシール手段を設けて、管の外側保護層と管継手の中空の筒状ケースとの間に周囲の環境に対するシールを形成してもよい。しかし、このシール手段は1つ以上のシールリング、例えばガスケットやOリングであり、これらは筒状ケースの内面の1つ以上の凹部に設けられることが好ましい。このOリングおよびケースの凹部の寸法は、使用時にケースがOリングに対して拘束力を加え、Oリングを複合管の外側保護層の外表面に密着させるように選ばれている。
本発明の1つの利点は、管の外側保護層に電気溶着手段によって環境に対するシールを形成しなくてもよいことである。これによって、例えば、その開示内容全体がすべての目的のためにこれを参照することによって本明細書中に組み入れられる国際特許出願第PCT/EP96/02801号およびフィンランド国特許出願第955960号に記載されたように、柔らかい外側保護層を有する多層複合管を接続するのに本発明の管継手のいくつかの実施例を用いることが可能となる。これは従来の電気溶着カプラでは不可能であった。
他の形式のシール手段も使用できる。例えば、プラスチック管の外側保護層が比較的柔らかい場合には、Oリングを使用すると受け入れることができない程度に変形が大きくなってしまうことがある。このような場合には、Oリングをマスチックなどの比較的柔らかい粘稠なシール材料の環状リングまたは接着性エラストマーのシーラントまたはホットメルト接着剤などに取り替えてもよい。室温で著しい接着性を有するシール材料を使用する場合には、筒状ケースの内面の凹部は、拘束力が加えられるまではこのシール材料が管の外側層に接触しないような寸法を有することが望ましい。シール材料が熱によって活性化されるものである場合には、必要な熱は外部からの熱、または溶着手段が発生する熱によって供給される。
本発明の管継手は、複合管の準備調整された端部が単に挿入されればよい1つのアセンブリィとして、あるいは別々に設置される2つ以上の分離された構成部品として提供される。例えば、溶着手段は筒状ケースと一体化されている場合もあり、または別個の構成部品として提供される場合もある。構成部品を別々に設置することによって、これらを個々に検査し、筒状ケースを継手の他の構成部品の上に設置する前に、例えば溶着継手が正しく形成されているか否かを確認することができる。引っ張り力を溶着継手から筒状ケースに移転させるため、筒状ケースの軸方向強度は溶着手段の軸方向強度よりも大きいことが好ましい。
多くの場合、管継手は、特に、接続されるべき2本の複合管の強化金属層同士の間の接続部を介して電気的連続性を与えることが望ましい。これらの複合管は、前述の国際特許出願第PCT/FI96/00359号に記載されている。本発明の管継手は、電気的連続性を維持するための特に簡単な手段をもたらし、これは本発明の好ましい別の形態である。例えば、電気溶融コイルの端部を溶着前または後に金属強化層の隣接端に接続することにより、電気的連続性を得ることができる。例えば、電気溶融コイルに、強化金属層に直接または機械的把持手段を介して接続された端子を設けてもよい。好ましい実施例において、電気溶融コイルの両端は、それぞれ機械的把持手段の隣接するセグメントのソケットに受け入れられる端子を具えている。これにより、強化金属層上の酸化膜を突き破ることができる機械的把持手段を介し、つまり電気溶融コイルを介し、接続されるべき複合管上の金属層に至る電気的連続性が得られる。電気的連続性を与える他の方法としては、例えば機械的把持手段を直接に、あるいは筒状ケースが導電性材料で形成されている場合にはこのケースを介して溶融手段に接続してもよい。
接続のために多層複合管を準備調整するには、外側保護層および存在していれば強化層をそれぞれ切り開き、内側熱可塑性層と強化層の外周表面とを接続のために露出させる。これにより露出した内側熱可塑性層および強化層の長さは、管の外径をODとした場合、このODの20%から200%までの範囲にあることが望ましい。
いくつかの実施例においては、接続のために強化層を準備調整するには、強度をさらに増強するために強化層の切断端に直立した突起を形成するか、あるいは作業し易い電気的接続部を設けることが望ましい。通常、本発明は、強化層が平坦である多層複合管に適用されるが、強化層が波型になっている管の接続にも同様に適用可能である。
さらに別の実施例においては、接続のために管の端部を準備調整する際に、内側熱可塑性層を折り返して、管の端部の強化層の上に短い距離だけ重ねてもよい。これによって、内側熱可塑性層の厚さが2倍になって強化層によって支持されるので、電気溶着が容易になると共に、機械的把持手段の把持効率が向上する。
外側保護層を切り開いて強化層を機械的把持手段に対して露出させることが通常は望ましいが、これは必須ではなく、例えば外側保護層を貫通できる鋭い歯を有する把持手段を使用して、保護層を通して強化層に接触してこれを把持するようにすることも可能である。
本発明の多層複合管についての以上の説明は、殆どが少なくとも3つの異なる層、すなわち外側保護層,強化層、すなわち高い軸方向強度を有する層,および内側熱可塑性層に関して行われた。しかし、いくつかの実施例においては、管の2つ以上の層を組み合わせ、および/またはこれらの中の1つの層が2つの機能を持つことができることは明らかである。例えば、本発明は、管の内側熱可塑性層および強化層、すなわち高い軸方向強度を有する層の機能が、例えば架橋結合および/または軸方向に延伸配向して非常に高い軸方向強度を有する1つの熱可塑性層によって満たされている多層管を接続するための継手も含むものである。この管の場合には、準備調整は単に溶着のため、および把持手段が外側保護層を貫通できない場合には必要に応じて把持手段に機械的に接続するため、外側保護層を切り開いて架橋結合および/または延伸配向した内層を露出させるだけでよい。このようにして接続できる管の一例は、架橋結合して延伸配向したポリエチレン層の軸方向強度よりも大きい軸方向強度を有する外側保護層を具えた架橋結合の延伸配向ポリエチレン(PEXO)製の管である。この管の接続は、明らかに本発明に含まれる。
本発明の管継手は、例えば2つの同じ管同士を接続するためのインラインカプラ,一定の角度をなして配列された2つの同じ管同士を接続するためのベンド,直径の異なる管同士を接続するためのトランジションカプラ,または多層複合管を他の継手や管に接続するための継手に使用可能であり、この場合、継手は本発明の継手から遠い方の端に他方の接続手段、例えばねじ山,従来型の電気溶着手段,突合わせ溶着端,フランジ付き端などの接続手段を具えている。
添付の図面を参照し、例示を目的として本発明の実施例を以下に説明する。
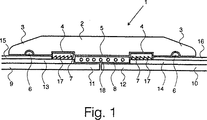
図1は、設置された状態の本発明の管継手の第1実施例の一部の側断面図である。
図2は、本発明の管継手に使用される第1中空筒状ケースの一部の側断面図である。
図3は、本発明の管継手に使用される第2中空筒状ケースの一部の側断面図である。
図4は、設置された状態の電気溶着カプラ構成部品の一部の側断面図を示し、このカプラは継手の電気的連続性を与えるための突出端子を具えている。
図5は、機械的把持手段の隣接するセグメントに電気的に接続された図4のカプラの一部の側断面図である。
図6は、本発明の管継手の別の実施例の一部の側断面図であり、複合管の内側熱可塑性層が折り返されて強化層の上面に重ねられている。
図7は、本発明の管継手の別の実施例の一部の側断面図であり、複合管の内側熱可塑性層が折り返されて強化層の上面に重ねられ、機械的把持手段がこの複合管の外側保護層に突き刺さる歯を具えている。
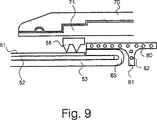
図8と図9は、筒状ケースが架橋結合した発泡高分子材料で形成されている図7の管継手の別の変形例を示す。
図1を見ると、全体的に符号1で示されている管継手は、環状凹部3,4および5を有し、そのそれぞれにOリング6,分割された機械的把持リング7および電気溶着カプラ8を受け入れる筒状のケース本体2を具えている。
管継手に受け入れられるようにするため、管9,10の端部は、内側熱可塑性層11,12および強化層13,14の一部を露出させて切り開かれている。
図示のように、管継手は予備組立され、次いで管の端部の上に被せられる。筒状ケースの寸法は、管9,10の端部が管継手1の中に押し込まれる時、ケース2がシール用リング6を押圧して管の外側保護層15,16の外表面に密着係合させ、かつ機械的把持リング7のセグメントを押圧して金属層13,14に接触させるように決められている。把持リング7の歯17は、金属強化層13,14に食い込み、これにしっかりと固定される。
電気溶着カプラ8の電気溶融コイル18に通電し、隣接する熱可塑性材料と内側熱可塑性層11、12の外表面とを溶融させ、両者を溶着させることによって接続が完成する。
筒状ケース本体2の軸方向強度を電気溶着カプラ8の軸方向強度よりも大きくし、電気溶着部分に如何なる引っ張り応力も残らないようにすることが好ましい。
電気溶着カプラ8のシール作用により、管の内部からの気体や液体が強化層に達することが防がれ、勿論、接続部の機械的強度も増大することは明らかである。この継手1は、把持リング7によって強化層13,14を直接に把持する。筒状ケースの本体2によって外側保護層15,16の外周面に対してしっかりと押し付けられたシール用リング6のため、水その他の汚染物質が強化層に達したり、凹部4に侵入したりすることが防がれる。
図2は中空の筒状ケース本体部材20の一実施例を示し、これはスナップ嵌合接続部23によって結合された2つのセクション21と22とで構成されている。
使用に当たって、まず電気溶着手段が組み込まれ、次いで機械的把持手段とシール手段とをあらかじめ組み込んだ前記セクション21および22が、スナップ嵌合が行われるまで横方向に相互に押し付けられる。
中空の筒状ケースの別の実施例が図3に示され、この場合には、この中空の筒状ケースによって機械的把持手段とシール手段とに付与される拘束力を増加させるための手段が設けられている。この実施例では、ケース本体30は、その外周面に圧縮部材のための位置決めポイントとして役立つくぼみ31,32および33を具えている。2つのこのような圧縮部材34および35が示されている。これらの圧縮部材34,35は、ケース本体30の外側傾斜面36,37と協同する円錐状内面を有する。圧縮部材34,35は、これらの圧縮部材34,35に設けられた突起38,39がケース本体30の凹部31,32に嵌まり込むまで傾斜面36,37を押し上げられる。圧縮部材34,35のくさび作用により、ケース本体が機械的把持手段とシール手段とに及ぼす拘束力が増加する。必要に応じて、弾性割りリングなどの別の圧縮手段をくぼみ33に設置し、ケース本体に作用を及ぼすようにしてもよい。
他の実施例において、ケース本体30の傾斜面36,37は、円錐状圧縮部材34,35のくさび作用の下での半径方向の変形を容易にする1つ以上の軸方向スリットを具えている。円錐状圧縮部材34,35の代わりに、相互にボルト止めまたはねじ止めされたストラップ,バンド,クリップなどのその他の圧縮部材を使用することもできる。
図3には、軸方向強度を改善するため、把持セグメント(図示しない)の円錐台状表面と協同する円錐台状の内面4bを有するくぼみ4aが示されている。
図4は、管接続部を通じて電気的連続性が得られるように構成された本発明の管継手の溶着カプラの構成部品を示している。この溶着カプラ40は、例えば、ポリエチレンなどの熱可塑性高分子材料42の層の中に埋め込まれた電気溶融コイル41を具えている。このコイルの各端部には、分割された把持リング(図示しない)が位置する空間内に向け、外方に突出した端子43,44が設けられている。
使用の際、この電気溶着カプラにまず通電してカプラを溶融し、接続対象の管の内側熱可塑性層45,46に溶け込ませる。次の段階では図5に示すように、前記端子43,44を把持リングのセグメント49,50のソケット47,48に挿入させてセグメント付きの把持リングが設置される。このようにして、接続される複合管の金属層51,52の間に、セグメント49,50と溶融コイル41とを介して電気的連続性が維持される。
図6,図7,図8および図9は、本発明の管継手のさらに別の実施例を示し、接続される管50は、まず外側保護層51と金属強化層52を切り開いて内側熱可塑性層53を金属強化層52の上に折り返すことにより、準備調整される。図6では、内側熱可塑性層53が折り返された後にも金属強化層の一部54が露出されたままで残り、ここに分割された把持リング55が接続される。電気溶着カプラ56は、内側熱可塑性層53の折り返し部分57の上方に設置され、前述のようにこれに溶着される。
図7の実施例では、内側熱可塑性層53は、それが外側保護層51の端に当接するまで金属強化層52の上に折り返されている。この場合、分割された把持リング58は鋭い歯59を具えており、これらの歯はケース本体60の拘束力によって外側保護層51を貫通して金属強化層52に係合する。この結果、図6の実施例よりも少しコンパクトな構造が得られる。
図8は図7のものに似た管継手を示すが、中空の筒状ケース70が架橋結合ポリエチレン(PEX)などの予め応力を与えた発泡高分子材料で形成され、これは最初に機械的に直径方向に拡大された状態でスプリットコア式支持装置71の上に支えられる。ケース70とコア71とが把持リング58および電気溶着カプラ56の上に位置決めされ、次いでコア71が取り外される。コア71が取り外されると、ケース70は強い力で収縮して把持リング58の歯59を押圧し、これを管の外側保護層51を貫通して強化層52に係合させる。
図9は、図8のものに似た管継手を示すが、電気溶着カプラ80がT字型断面を有し、その延長部81も電気溶着要素82を具えており、折り返された熱可塑性層53の湾曲部83に溶着し、接合ラインを長くしてシールを改善している。
Claims (26)
- 管(9,10)の端部と継手(1)との間の継手であって、前記管は、少なくとも1つの強化層、すなわち高い軸方向強度を有する層(13,14)と、少なくとも1つの内側熱可塑性層(11,12)と、少なくとも1つの外側保護層(15,16)とを具えた多層複合管で構成され、
(i)管を受け入れるように構成された中空の筒状ケース(2)と、
(ii)管の内側熱可塑性層と溶融接続するように構成された溶着手段(8)と、
(iii)強化層、すなわち高い軸方向強度を有する層を把持するように構成された機械的把持手段(7)と
を具え、前記溶着手段と機械的把持手段はケースの内部に設置され、ケースは使用の際に前記機械的把持手段に拘束力を付与するように構成され、前記内側熱可塑性層は前記保護層の端部を越えて延在し、前記溶着手段と機械的把持手段は前記継手の中で軸方向に隔たって配置され、継手の軸方向強度は溶着接続部よりも機械的把持手段によって、より多く与えられていることを特徴とする継手。 - 前記継手は、さらに、ケースの中に設置されて管の外側保護層(15,16)によって環境に対するシールを形成するシール手段(6)を具え、使用に際して、前記ケースは前記シール手段に対して拘束力を付与するように構成され、好ましくは前記溶着手段、機械的把持手段およびシール手段は、筒状ケースの端部に最も近くにシール手段が位置し、これに続いて機械的把持手段と溶着手段が順次に並んで相互に軸方向に距離を隔てて配置されていることを特徴とする請求項1に記載の継手。
- 前記筒状ケースが、互い協同する2つ以上の中空部材(21,22)で構成され、好ましくは前記中空部材が、相互に螺合可能なねじ山か、あるいは相互にスナップ嵌合可能な協同する環状突起およびくぼみを有することを特徴とする請求項1に記載の継手。
- 前記筒状ケースの構成部材同士を螺合または押し付ける作用により、前記把持手段および存在する場合にはシール手段に拘束力が加えられることを特徴とする請求項3に記載の継手。
- 前記筒状ケースの構成部材(30,34,35)が協同する円錐状表面(36,37)を有し、これらの表面同士は傾斜作用またはくさび作用によって相互に押し付けられ、機械的把持手段および場合によってはシール手段に半径方向内側に向かう力を加えることを特徴とする請求項3に記載の継手。
- 前記中空の筒状ケースが、可塑性層および強化層を有する複合構造で構成されているか、あるいは
前記溶着手段が、好ましくはポリエチレンである可溶性熱可塑性高分子材料の層に隣接または埋め込まれた導電性要素(18)を具えた電気溶着手段(8)であることを特徴とする請求項1に記載の継手。 - 前記機械的把持手段は、継手の周囲に放射状に設置された歯(17)あるいは使用の際に複合管の強化層に接触してこれを把持することのできる粗面を具えた2組以上のセグメントを具えており、好ましくは前記歯付きセグメント(58,59)の歯が、複合管の外側保護層を貫通可能して強化層を把持するのに充分な鋭さを有していることを特徴とする請求項1に記載の継手。
- 前記機械的把持手段が、管の強化層に螺合可能な螺旋状ねじ山を具えたリングまたは1組の円弧状セグメントで構成されていることを特徴とする請求項1に記載の継手。
- 前記シール手段が、筒状ケースの内面の1つ以上の凹部に設置された1つ以上のシールリング、好ましくはOリング(6)で構成されており、好ましくは各Oリングおよびケースの各凹部の寸法は、使用の際にケースがOリングまたはリングに拘束力を加え、これらのリングを複合管の外側保護層に密着させるように決められていることを特徴とする請求項1に記載の継手。
- 前記シール手段が接着シール部材で構成されており、好ましくは前記シール手段が、マスチック,接着剤シーラントまたはホットメルト接着剤で構成されていることを特徴とする請求項1に記載の継手。
- 継手が個々に設置された2つ以上の別個の構成部品として構成されていることを特徴とする請求項1に記載の継手。
- 前記筒状ケースの軸方向強度が、溶着手段の軸方向強度よりも大きいことを特徴とする請求項1に記載の継手。
- 前記接続部を通じて電気的連続性が得られるように構成されていることを特徴とする請求項1に記載の継手。
- 前記溶着手段が、好ましくはポリエチレンである可溶性熱可塑性高分子材料の層に隣接または埋め込まれた導電性要素(18)を具えた電気溶着手段(8)であり、
前記接続部を通じて電気的連続性が得られるように構成され、
前記強化層が金属で構成され、使用の際に、溶着の前後何れかに電気溶融コイルの一端を前記強化層の金属に接続することにより電気的連続性が得られることを特徴とする請求項1に記載の継手。 - 前記電気溶融コイルが、使用に際して直接にまたは機械的把持手段(49,50)を介して強化金属層に接続される端子(43,44)を具え、かつ/または
電気溶融コイルの端部がそれぞれ端子(43,44)を具え、その1つが分割された機械的把持手段の隣接するセグメントに設けられたソケット(47,48)に受け入れられることを特徴とする請求項14に記載の継手。 - 前記筒状ケースの導電性材料を介して電気的連続性が得られることを特徴とする請求項13に記載の継手。
- 多層複合管(9,10)に対して接続部を形成する方法であって、前記管は、少なくとも1つの強化層、すなわち高い軸方向強度を有する層(13,14)と、少なくとも1つの内側熱可塑性層(11,12)と、少なくとも1つの外側保護層(15,16)とを具え、
(i)管を受け入れるように構成された中空の筒状ケース(2)と、
(ii)管の内側熱可塑性層と溶融接続するように構成された溶着手段(8)と、
(iii)軸方向に溶着手段から距離を隔てて設置され、管の強化層を把持するように構成された機械的把持手段(7)と
を具えた継手(1)による接続のため、内側熱可塑性層と強化層、すなわち高い軸方向強度を有する層の周面とが露出するように前記多層複合管の前記外側保護層が少なくとも切り開かれ、前記溶着手段および機械的把持手段は前記ケース内に設置され、前記ケースは使用の際に機械的把持手段に対して拘束力を付与し、継手の軸方向強度は前記溶着接続部よりも機械的把持手段によってより多く与えられていることを特徴とする方法。 - 前記熱可塑性層と強化層、すなわち高い軸方向の強度を有する層とが別々であって、かつ切り開かれており、好ましくは接続のために切り開かれた前記内側熱可塑性層および強化層、すなわち高い軸方向強度を有す2層の長さが、管の外径をODとした場合、ODの20%から200%の範囲にあることを特徴とする請求項17に記載の方法。
- 接続のために管を準備する際に、前記強化層の切り開かれた縁に直立突起が設けられているか、あるいは
前記内側熱可塑性層の一部が折り返され、管の端部で短い距離に亙って前記強化層の上に載って重なっていることを特徴とする請求項18に記載の方法。 - 前記筒状ケースが架橋結合した発泡高分子材料で形成され、この材料は取り外し可能なコアに「保持され」、このコアは溶着手段,機械的把持手段およびシール手段(存在していれば)が管上に位置決めされた後に取り外され、筒状ケースが半径方向に収縮して把持手段とシール手段(存在していれば)とを強化層、すなわち高い軸方向強度を有する層および保護層にそれぞれ係合させるようにしていることを特徴とする請求項17に記載の方法。
- 管(9,10)の端部と継手(1)との間の継手であって、前記管は、少なくとも1つの強化層、すなわち高い軸方向強度を有する層(13,14)と、少なくとも1つの内側熱可塑性層(11,12)と、少なくとも1つの外側保護層(15,16)とを有する多層複合管で構成され、
(i)管を受け入れるように構成された中空の筒状ケース(2)と、
(ii)管の内側熱可塑性層と溶融接続するように構成された溶着手段(8)と、
(iii)軸方向に溶着手段から距離を隔てて設置され、管の強化層、すなわち高い軸方向強度を有する層を把持するように構成された機械的把持手段(7)とを具え、前記溶着手段および機械的把持手段は前記ケース内に設置され、前記ケースは使用の際に機械的把持手段に対して拘束力を付与し、前記熱可塑性層は強化層、すなわち高い軸方向強度を有する層の端部を越えて延在していることを特徴とする継手。 - 前記強化層、すなわち高い軸方向強度を有する層が前記保護層の端部を越えて延在しておらず、前記機械的把持手段が前記保護層を介して強化層、すなわち高い軸方向強度を有する層を把持していることを特徴とする請求項21に記載の継手。
- 溶着手段(8)とこれから軸方向に距離を隔てた機械的把持手段(7)とが中に配置された中空の筒状ケースで構成された継手を使用し、強化層、すなわち高い軸方向強度を有する層(13,14),内側熱可塑性層(11,12)および少なくとも1つの外側保護層(15、16)を含む少なくとも3つの異なる層を有する多層複合管を接続する方法であって、前記溶着手段は管の前記内側熱可塑性層との間で溶着接続を行うように構成され、前記機械的把持手段は管の前記強化層、すなわち高い軸方向強度を有する層を把持するように構成され、前記ケースは、使用に際して前記機械的把持手段に拘束力を付与し、前記保護層および強化層、すなわち高い軸方向強度を有する層は切り開かれ、前記溶着接続のために前記少なくとも1つの内側熱可塑性層を露出させることを特徴とする継手の使用方法。
- 前記保護層がさらに切り開かれ、前記強化層、すなわち高い軸方向強度を有する層を露出させることを特徴とする請求項23に記載の使用方法。
- 多層複合管(9,10)に対して接続部を形成する方法であって、前記管は、強化層、すなわち高い軸方向強度を有する層(13,14)と、内側熱可塑性層(11,12)と、外側保護層(15,16)とを含む少なくとも3つの異なる層で構成され、
(i)管を受け入れるように構成された中空の筒状ケース(2)と、
(ii)管の内側熱可塑性層と溶融接続するように構成された溶着手段(8)と、
(iii)軸方向に溶着手段から距離を隔てて設置され、管の強化層を把持するように構成された機械的把持手段(7)と
を具えた継手(1)による接続のために、内側熱可塑性層の周面が露出するように前記複合管の前記外側保護層と強化層、すなわち高い軸方向強度を有する層とが切り開かれ、前記溶着手段と機械的把持手段は前記ケース内に設置され、前記ケースは使用の際に機械的把持手段に対して拘束力を付与することを特徴とする方法。 - 前記外側保護層が切り開かれて前記強化層、すなわち高い軸方向強度を有する層を露出させ、前記保護層を貫通しなくても前記機械的把持手段が強化層を把持できることを特徴とする請求項25に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9624102.1 | 1996-11-20 | ||
| GB9624102A GB2319576B (en) | 1996-11-20 | 1996-11-20 | Pipe connector |
| PCT/GB1997/003110 WO1998022744A1 (en) | 1996-11-20 | 1997-11-20 | Pipe connector |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001505287A JP2001505287A (ja) | 2001-04-17 |
| JP2001505287A5 JP2001505287A5 (ja) | 2005-07-14 |
| JP3833715B2 true JP3833715B2 (ja) | 2006-10-18 |
Family
ID=10803213
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP52332098A Expired - Fee Related JP3833715B2 (ja) | 1996-11-20 | 1997-11-20 | 管継手および方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6375226B1 (ja) |
| EP (1) | EP0939874B1 (ja) |
| JP (1) | JP3833715B2 (ja) |
| AT (1) | ATE231228T1 (ja) |
| AU (1) | AU729848B2 (ja) |
| CA (1) | CA2272059C (ja) |
| DE (1) | DE69718504T2 (ja) |
| ES (1) | ES2189955T3 (ja) |
| GB (1) | GB2319576B (ja) |
| RU (1) | RU2187034C2 (ja) |
| WO (1) | WO1998022744A1 (ja) |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1009169C2 (nl) * | 1998-05-14 | 1999-11-16 | Polva Pipelife Bv | Lasmofverbinding voor hogedrukleiding. |
| US6293311B1 (en) | 1998-05-22 | 2001-09-25 | Pmd Holdings Corp. | Multilayer composite pipe fluid conduit system using multilayer composite pipe and method of making the composite |
| FR2786429B1 (fr) | 1998-11-27 | 2001-01-19 | Seva | Procede de raccordement de deux tubes en materiau thermoplastique renforce |
| US6892753B2 (en) * | 2001-06-06 | 2005-05-17 | Perfection Corporation | Structure for converting a mechanical joint to a fusion joint |
| ITMI20012257A1 (it) * | 2001-10-26 | 2003-04-26 | Nupi S P A | Tubo multistrato con estremita' saldabile testa a testa e metodo di saldatura di un tubo multistrato |
| DE10225370A1 (de) * | 2002-06-06 | 2003-12-18 | Georg Fischer Wavin Ag Subinge | Elektroschweissmuffe |
| US7534321B2 (en) * | 2003-01-29 | 2009-05-19 | Ncf Industries, Inc. | System for joining sections of composite reinforced line pipe |
| US20060016552A1 (en) * | 2004-07-20 | 2006-01-26 | George Fischer Sloane, Inc. | Electrofusion pipe-fitting joining system and method utilizing conductive polymeric resin |
| FR2876773B1 (fr) * | 2004-10-19 | 2007-02-02 | Saipem S A Sa | Conduite comportant une chemise interne, notamment conduite sous-marine |
| GB2421469B (en) | 2004-12-23 | 2010-03-03 | Uponor Innovation Ab | Plastic pipe |
| US20060202471A1 (en) * | 2005-03-07 | 2006-09-14 | Weisbond Bradley K | Electro-fusion joining system for thermoplastic piping systems |
| GB2425337A (en) * | 2005-04-22 | 2006-10-25 | Uponor Innovation Ab | Electrofusion fitting to seal barrier layer of composite pipe |
| JP4883438B2 (ja) * | 2005-08-04 | 2012-02-22 | 三井金属エンジニアリング株式会社 | プラスチック管の継手構造 |
| AU2014201808B2 (en) * | 2006-04-12 | 2016-02-04 | Orrcon Operations Pty Ltd | Pipe and pipe joining method |
| DE102007014049B3 (de) * | 2007-03-21 | 2008-12-04 | Friatec Ag | Ausgleichselement zum Verbinden von Bauteilen |
| GB0712969D0 (en) * | 2007-07-05 | 2007-08-15 | Uponor Ltd | Electrofusion fitting for a composite pipe |
| GB2451081B (en) * | 2007-07-17 | 2009-09-09 | Uponor Innovation Ab | Electrofusion fitting |
| IL188826A0 (en) * | 2008-01-16 | 2008-11-03 | Noam Kahani | Reinforced irrigation pipe |
| US20090273184A1 (en) * | 2008-04-30 | 2009-11-05 | Michael Wright | Self restrained joint for ductile iron pipe and fittings |
| US8424924B2 (en) | 2008-09-19 | 2013-04-23 | Tas Acquisition Co., Llc | Electromagnetic bond welding of thermoplastic pipe distribution systems |
| AR071492A1 (es) | 2009-04-22 | 2010-06-23 | Rukavina Mikusic Juan | Metodo para el revestimiento termico de alto espesor de juntas por medio de electrofusion en ductos utilizados en conduccion de fluidos construidos con tubos de acero revestidos externamente con poliolefinas |
| GB2485350A (en) * | 2010-11-08 | 2012-05-16 | Coupling Solutions Llc | Pipe coupling |
| AU2012273037B2 (en) * | 2011-06-21 | 2016-09-01 | United Pipeline Systems, Inc. | Connections of lined pipe |
| US9857003B2 (en) | 2012-02-17 | 2018-01-02 | Core Linepipe Inc. | Pipe, pipe connection and pipeline system |
| WO2014205453A1 (en) | 2013-06-22 | 2014-12-24 | Jones Mark L | Connection fitting for connecting thermoplastic pipes |
| US9719622B2 (en) | 2013-07-08 | 2017-08-01 | Georg Fischer Harvel Llc | Electrofusion fittings and methods |
| CA2829041C (en) | 2013-09-27 | 2020-06-09 | G.B.D. Corp. | Pipe sealing tool and methods for use |
| CA2829075C (en) | 2013-09-27 | 2020-09-01 | G.B.D. Corp. | Pipe joining material for connecting pipes |
| CA2828855C (en) | 2013-09-27 | 2020-06-09 | G.B.D. Corp. | Method and apparatus for connecting pipes |
| CA2829002C (en) | 2013-09-27 | 2020-06-09 | G.B.D. Corp. | Pipe cutting tool and methods for use |
| ES2668773T3 (es) * | 2014-01-30 | 2018-05-22 | Plasson Ltd | Miembro de acoplamiento de electrofusión y proceso de fabricación de miembro de acoplamiento de electrofusión |
| IL237009B (en) | 2014-01-30 | 2020-03-31 | Plasson Ltd | Electrofusion coupler composition |
| GB2537897B (en) * | 2015-04-30 | 2018-12-12 | Magma Global Ltd | Fluid conduit joining method |
| JP7240752B2 (ja) * | 2018-07-23 | 2023-03-16 | 株式会社アクシス | 継手装置、継手構造及び継手構造の製造方法 |
| TW202122704A (zh) * | 2019-09-30 | 2021-06-16 | 日商積水化學工業股份有限公司 | 電熔合接頭 |
| US11725755B2 (en) | 2020-10-29 | 2023-08-15 | United Pipeline Systems, Inc. | Connections of lined pipe |
| CN114183616A (zh) * | 2021-12-16 | 2022-03-15 | 华创天元实业发展有限责任公司 | 一种管道连接装置及方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB599993A (en) * | 1945-09-27 | 1948-03-25 | Edward Charles Carling | Improvements in flexible-hose couplings |
| GB588748A (en) * | 1945-03-06 | 1947-06-02 | Tecalemit Ltd | Improvements in liquid or lubricant distributing means |
| FR1418758A (fr) * | 1962-03-01 | 1965-11-26 | Inst Francais Du Petrole | Raccord pour tube flexible armé |
| GB1007859A (en) * | 1962-12-14 | 1965-10-22 | Superflexit | End fittings for conduits or hoses |
| NL7013178A (ja) * | 1970-09-07 | 1972-03-09 | ||
| GB1480061A (en) * | 1973-04-06 | 1977-07-20 | English Clays Lovering Pochin | Joints between two metallic pipe members |
| FR2229914B1 (ja) * | 1973-05-14 | 1976-04-23 | Inst Francais Du Petrole | |
| DE3013796A1 (de) * | 1980-04-10 | 1981-10-15 | G + H Montage Gmbh, 6700 Ludwigshafen | Waermegedaemmtes rohr |
| US4353581A (en) * | 1980-11-28 | 1982-10-12 | The Goodyear Tire & Rubber Company | Hose coupling |
| DE3306832A1 (de) * | 1983-02-26 | 1984-08-30 | Friedrich Theysohn GmbH, 3320 Salzgitter | Vorrichtung zum verbinden von zwei aus kunststoff bestehenden rohren |
| CH671444A5 (ja) * | 1986-06-25 | 1989-08-31 | Fischer Ag Georg | |
| JPH02305517A (ja) * | 1989-05-19 | 1990-12-19 | Matsushita Electric Ind Co Ltd | 炊飯器 |
| NL8902950A (nl) | 1989-11-29 | 1991-06-17 | Wavin Bv | Kunststofbuis met wand opgebouwd uit een kunststof-vulstoflaag. |
| GB2244179B (en) * | 1990-05-15 | 1994-09-07 | Senior Tift Ltd | Hose assemblies |
| JPH04171392A (ja) * | 1990-11-02 | 1992-06-18 | Osaka Gas Co Ltd | 電気融着管継手 |
| JPH04258594A (ja) * | 1991-02-14 | 1992-09-14 | Sekisui Chem Co Ltd | 電気融着継手 |
| CA2085886A1 (en) * | 1991-04-19 | 1992-10-20 | Kenji Mizukawa | Pipe joint member |
| NO175550C (no) | 1991-05-31 | 1997-05-02 | Compipe As | Fremgangsmåte ved fremstilling av laminatrör |
| JP3152712B2 (ja) * | 1992-01-23 | 2001-04-03 | 積水化学工業株式会社 | 電気融着継手 |
| EP0612953A1 (de) * | 1993-02-22 | 1994-08-31 | Streng Plastic AG | Verbindung rohrförmiger Kunststoffteile |
| GB9314971D0 (en) * | 1993-07-20 | 1993-09-01 | British Gas Plc | A method of joining reinforced thermoplastic pipes |
| GB9414428D0 (en) | 1994-07-16 | 1994-09-07 | Sec Dep For Foreign And Common | Improvements in or relating to cryopreservation |
| JPH08135875A (ja) * | 1994-11-10 | 1996-05-31 | Hitachi Metals Ltd | 電気融着継手 |
| DE4444097C2 (de) * | 1994-12-10 | 1997-02-27 | Unicor Rohrsysteme Gmbh | Einrichtung zum Verbinden von mindestens zwei Kunststoff-Metall-Verbundrohren durch Verschweißen |
| GB2297137B (en) * | 1995-01-18 | 1999-02-03 | Uponor Ltd | Plastics pipe |
| DE69510770T2 (de) | 1995-04-03 | 2000-02-10 | Uponor B.V., Amsterdam | Rohrverbindung und Verfahren zur seiner Herstellung |
| GB2304163B (en) * | 1995-08-05 | 1999-03-17 | Uponor Ltd | Pipe joint and electrofusion coupling therefor |
| FI100130B (fi) | 1995-12-12 | 1997-09-30 | Uponor Innovation Ab | Monikerroksinen muoviputki |
-
1996
- 1996-11-20 GB GB9624102A patent/GB2319576B/en not_active Expired - Fee Related
-
1997
- 1997-11-20 WO PCT/GB1997/003110 patent/WO1998022744A1/en active IP Right Grant
- 1997-11-20 AT AT97913293T patent/ATE231228T1/de not_active IP Right Cessation
- 1997-11-20 EP EP97913293A patent/EP0939874B1/en not_active Expired - Lifetime
- 1997-11-20 RU RU99113022/06A patent/RU2187034C2/ru not_active IP Right Cessation
- 1997-11-20 AU AU50596/98A patent/AU729848B2/en not_active Ceased
- 1997-11-20 US US09/308,419 patent/US6375226B1/en not_active Expired - Fee Related
- 1997-11-20 DE DE69718504T patent/DE69718504T2/de not_active Expired - Lifetime
- 1997-11-20 CA CA002272059A patent/CA2272059C/en not_active Expired - Fee Related
- 1997-11-20 JP JP52332098A patent/JP3833715B2/ja not_active Expired - Fee Related
- 1997-11-20 ES ES97913293T patent/ES2189955T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE69718504D1 (de) | 2003-02-20 |
| ATE231228T1 (de) | 2003-02-15 |
| GB2319576B (en) | 2001-02-07 |
| US6375226B1 (en) | 2002-04-23 |
| EP0939874A1 (en) | 1999-09-08 |
| GB9624102D0 (en) | 1997-01-08 |
| JP2001505287A (ja) | 2001-04-17 |
| WO1998022744A1 (en) | 1998-05-28 |
| CA2272059A1 (en) | 1998-05-28 |
| GB2319576A (en) | 1998-05-27 |
| CA2272059C (en) | 2008-02-12 |
| AU5059698A (en) | 1998-06-10 |
| ES2189955T3 (es) | 2003-07-16 |
| AU729848B2 (en) | 2001-02-08 |
| DE69718504T2 (de) | 2003-11-20 |
| EP0939874B1 (en) | 2003-01-15 |
| RU2187034C2 (ru) | 2002-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3833715B2 (ja) | 管継手および方法 | |
| EP1078189B1 (en) | Multilayer composite pipe, fluid conduit system using multilayer composite pipe and method of making the composite pipe | |
| JP4163385B2 (ja) | 複合高圧管及びその接合方法 | |
| US6131954A (en) | Weldable couple for electrofusion coupling of profile wall thermoplastic pipes without a separate coupler | |
| US6585924B1 (en) | Heat fusion fitting | |
| US6149756A (en) | Method for joining plastic pipes, a joint ring used in the joining and a pipe joint provided with the method | |
| EP1468219B1 (en) | Connection of internally lined pipelines | |
| EP0918619B1 (en) | Electrofusion fitting | |
| GB2314597A (en) | Electrofusion fitting for a plastics pipe with gripping means | |
| EP1388703A1 (en) | Fitting for composite pipe | |
| WO2009148318A1 (en) | Coupling piece with flange, conduit system with at least one such coupling piece, method for connecting a conduit and a coupling piece, and connecting device | |
| WO2023054699A1 (ja) | 配管部材及び配管部材の製造方法 | |
| EP1064145B1 (en) | Method of joining plastics pipes by heat fusion | |
| KR200356902Y1 (ko) | 수지관 연결용 써클열수축밴드의 시임부 결속구조 | |
| EP0736719B1 (en) | Pipe connection and a method for its manufacture | |
| JPH0718511B2 (ja) | 複合管と管継手との接続構造 | |
| KR200246859Y1 (ko) | 열수축 연결관 | |
| JPH10185067A (ja) | エレクトロフュージョン継手 | |
| EP0595883A1 (en) | Method of joining pipes and pipe joint | |
| JPH1030781A (ja) | 合成樹脂製管継手 | |
| KR20040042409A (ko) | 관체 연결용 열선매입 접속관 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041108 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041108 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20041108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060720 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |