JP2022510693A - ドレッシング装置および研削ツールをドレッシングするための方法 - Google Patents
ドレッシング装置および研削ツールをドレッシングするための方法 Download PDFInfo
- Publication number
- JP2022510693A JP2022510693A JP2021532082A JP2021532082A JP2022510693A JP 2022510693 A JP2022510693 A JP 2022510693A JP 2021532082 A JP2021532082 A JP 2021532082A JP 2021532082 A JP2021532082 A JP 2021532082A JP 2022510693 A JP2022510693 A JP 2022510693A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- rotation
- tools
- axis
- dressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 claims abstract description 18
- 229910052582 BN Inorganic materials 0.000 claims description 5
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 5
- 229910052593 corundum Inorganic materials 0.000 claims description 3
- 239000010431 corundum Substances 0.000 claims description 3
- 239000000463 material Substances 0.000 claims description 3
- 238000003754 machining Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 241000549194 Euonymus europaeus Species 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/003—Devices or means for dressing or conditioning abrasive surfaces using at least two conditioning tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/04—Devices or means for dressing or conditioning abrasive surfaces of cylindrical or conical surfaces on abrasive tools or wheels
- B24B53/053—Devices or means for dressing or conditioning abrasive surfaces of cylindrical or conical surfaces on abrasive tools or wheels using a rotary dressing tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
- B24B53/062—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels using rotary dressing tools
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
Abstract
Description
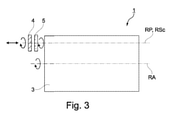
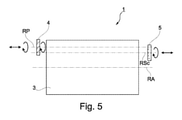
3 研削ツール
4 輪郭付けツール
5 研ぎツール
RA 研削ツールの回転軸
RP 輪郭付けツールの回転軸
RSc 研ぎツールの回転軸
Claims (10)
- 研削ツール(3)を輪郭付けし、研ぐためのドレッシング装置であって、軸方向に互いにオフセットされている2つの回転可能なツール(4、5)、すなわち輪郭付けツール(4)および研ぎツール(5)を備え、前記輪郭付けツール(4)が、前記研ぎツール(5)に対して位置を調整可能であることを特徴とする、ドレッシング装置。
- 前記2つのツール(4、5)が、共通の回転軸(RP、RSc)を有し、前記2つのツール(4、5)が、この軸に沿って互いに対して位置を調整可能であることを特徴とする、請求項1に記載のドレッシング装置。
- 前記2つのツール(4、5)が、それらの回転に関して互いに分離されていることを特徴とする、請求項2に記載のドレッシング装置。
- 前記2つのツール(4、5)が、相互に平行な回転軸(RP、RSc)を有することを特徴とする、請求項1に記載のドレッシング装置。
- 前記2つの回転軸(RP、RSc)が、互いに対して位置を調整可能であることを特徴とする、請求項4に記載のドレッシング装置。
- 前記2つのツール(4、5)の前記回転軸(RP、RSc)および前記研削ツール(3)の回転軸(RA)が、前記回転軸(RP、RSc、RA)の各設定位置において、共通の平面上にあることを特徴とする、請求項4または5に記載のドレッシング装置。
- 前記輪郭付けツール(4)の前記回転軸(RP)が、前記研削ツール(3)の前記回転軸(RA)と共に第1の平面内にあり、前記研ぎツール(5)の前記回転軸(RSc)が、前記研削ツール(3)の前記回転軸(RA)と共に第2の平面内にあり、鋭角が、前記2つの平面間に含まれていることを特徴とする、請求項5に記載のドレッシング装置。
- 前記研ぎツール(5)が、切断材料としてコランダムを有することを特徴とする、請求項1~3のいずれか一項に記載のドレッシング装置。
- 研削ツール(3)をドレッシングするための方法であって、輪郭付けるプロセスおよび研ぐプロセスを含み、両方のプロセスが、前記研削ツール(3)に対して供給され、かつ前進される2つの回転可能なツール(4、5)、すなわち輪郭付けツール(4)および研ぎツール(5)を有する単一のドレッシング装置(1)によって実行される方法で、前記2つのツール(4、5)の場合、供給および前進の変量のうちの少なくとも1つが、異なって設定されることを特徴とする、方法。
- 前記2つのツール(4、5)が、前記研削ツール(3)を同時に機械加工し、特に研削ホイールが立方晶窒化ホウ素(CBN)を含むことを特徴とする、請求項9に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018130908.2 | 2018-12-05 | ||
| DE102018130908.2A DE102018130908A1 (de) | 2018-12-05 | 2018-12-05 | Abrichtvorrichtung und Verfahren zum Abrichten eines Schleifwerkzeugs |
| PCT/DE2019/101024 WO2020114553A1 (de) | 2018-12-05 | 2019-11-29 | Abrichtvorrichtung und verfahren zum abrichten eines schleifwerkzeugs |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022510693A true JP2022510693A (ja) | 2022-01-27 |
| JP7275271B2 JP7275271B2 (ja) | 2023-05-17 |
Family
ID=68834911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021532082A Active JP7275271B2 (ja) | 2018-12-05 | 2019-11-29 | ドレッシング装置および研削ツールをドレッシングするための方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220023994A1 (ja) |
| EP (1) | EP3890923A1 (ja) |
| JP (1) | JP7275271B2 (ja) |
| KR (1) | KR20210097106A (ja) |
| CN (1) | CN112912212A (ja) |
| DE (1) | DE102018130908A1 (ja) |
| WO (1) | WO2020114553A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4073281A (en) * | 1975-09-29 | 1978-02-14 | Toyoda-Koki Kabushiki-Kaisha | Truing and dressing apparatus for grinding wheels |
| JPS5783363A (en) * | 1980-09-20 | 1982-05-25 | Erunsuto Bintaa Unto Zoon | Method of shaping grinding emery wheel |
| JP2001071266A (ja) * | 1999-09-03 | 2001-03-21 | Nagase Integrex Co Ltd | 回転砥石の目立て方法及び目立てドレッサを設けた研削盤 |
| JP2001162530A (ja) * | 1999-12-13 | 2001-06-19 | Micron Seimitsu Kk | 内研用小径砥石の成形方法、および、内研用小径砥石の成形装置 |
| JP2013158906A (ja) * | 2012-02-01 | 2013-08-19 | Emag Holding Gmbh | 二重スピンドル式の研削機械 |
| DE102015007023B3 (de) * | 2015-05-30 | 2016-11-10 | Emag Holding Gmbh | Schleifmaschine |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2162038A (en) * | 1937-05-17 | 1939-06-13 | Cincinnati Grinders Inc | Grinding machine |
| US2482785A (en) * | 1946-12-04 | 1949-09-27 | Niles Bement Pond Co | Threaded abrasive wheel dresser |
| GB1553511A (en) * | 1975-09-29 | 1979-09-26 | Asaeda T | Truing and dressing apparatus for grinding whells |
| JPS5537252A (en) | 1978-09-05 | 1980-03-15 | Toyoda Mach Works Ltd | Wheel truing device of grinder |
| JPS61117065A (ja) * | 1984-11-09 | 1986-06-04 | Toyoda Mach Works Ltd | 砥石修正装置 |
| IT1218120B (it) * | 1986-10-01 | 1990-04-12 | Claudio Baldo | Macchina molatrice e/o rettificatrice tangenziale |
| EP0328482B1 (de) * | 1988-02-12 | 1993-07-14 | Reishauer Ag. | Scheibenförmiges, rotierendes Werkzeug zum Profilieren von zylindrischen Schleifschnecken zum Schleifen von Zahnrädern |
| JPH0295573A (ja) * | 1988-09-29 | 1990-04-06 | Toyoda Mach Works Ltd | 砥石ドレッシング装置 |
| EP0626235A3 (en) * | 1993-04-26 | 1995-01-25 | Fuji Valve | Centerless grinding machine and dressing device for grinding wheel. |
| JP2004122251A (ja) * | 2002-09-30 | 2004-04-22 | Thk Co Ltd | 研削盤の砥石ドレッシング方法及び装置 |
| JP4647437B2 (ja) * | 2005-08-29 | 2011-03-09 | 株式会社三井ハイテック | 砥石ドレッサ装置 |
| CN101695774A (zh) * | 2009-10-21 | 2010-04-21 | 西安贝吉姆机床股份有限公司 | 成形砂轮磨齿机砂轮修整机构 |
| DE102011102113A1 (de) * | 2011-05-20 | 2012-11-22 | Schaudt Mikrosa Gmbh | Mehrscheiben-Schleifmaschine mit zumindest zwei Spindelsätzen |
| DE102011103216A1 (de) * | 2011-06-01 | 2012-12-06 | Liebherr-Verzahntechnik Gmbh | Verfahren zum Abrichten eines Werkzeugs |
| JP6197567B2 (ja) * | 2013-10-16 | 2017-09-20 | 株式会社ジェイテクト | ツルーイング方法及びツルーイング装置 |
-
2018
- 2018-12-05 DE DE102018130908.2A patent/DE102018130908A1/de active Pending
-
2019
- 2019-11-29 CN CN201980070080.9A patent/CN112912212A/zh active Pending
- 2019-11-29 EP EP19817129.0A patent/EP3890923A1/de active Pending
- 2019-11-29 KR KR1020217012974A patent/KR20210097106A/ko unknown
- 2019-11-29 US US17/296,263 patent/US20220023994A1/en active Pending
- 2019-11-29 JP JP2021532082A patent/JP7275271B2/ja active Active
- 2019-11-29 WO PCT/DE2019/101024 patent/WO2020114553A1/de unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4073281A (en) * | 1975-09-29 | 1978-02-14 | Toyoda-Koki Kabushiki-Kaisha | Truing and dressing apparatus for grinding wheels |
| JPS5783363A (en) * | 1980-09-20 | 1982-05-25 | Erunsuto Bintaa Unto Zoon | Method of shaping grinding emery wheel |
| JP2001071266A (ja) * | 1999-09-03 | 2001-03-21 | Nagase Integrex Co Ltd | 回転砥石の目立て方法及び目立てドレッサを設けた研削盤 |
| JP2001162530A (ja) * | 1999-12-13 | 2001-06-19 | Micron Seimitsu Kk | 内研用小径砥石の成形方法、および、内研用小径砥石の成形装置 |
| JP2013158906A (ja) * | 2012-02-01 | 2013-08-19 | Emag Holding Gmbh | 二重スピンドル式の研削機械 |
| DE102015007023B3 (de) * | 2015-05-30 | 2016-11-10 | Emag Holding Gmbh | Schleifmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210097106A (ko) | 2021-08-06 |
| CN112912212A (zh) | 2021-06-04 |
| US20220023994A1 (en) | 2022-01-27 |
| EP3890923A1 (de) | 2021-10-13 |
| JP7275271B2 (ja) | 2023-05-17 |
| DE102018130908A1 (de) | 2020-06-10 |
| WO2020114553A1 (de) | 2020-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH10509661A (ja) | 硬化した工作物を仕上げ加工するための方法及び装置 | |
| JPH05337828A (ja) | 輪郭研削砥石のドレッシングの方法および装置 | |
| JP6679612B2 (ja) | 溝を有する工作物を研削する方法および研削機 | |
| JPH1058230A (ja) | 平歯車の精密機械加工方法および装置 | |
| US20210178499A1 (en) | Method for machining toothings, as well as toothing machine and control program for same | |
| JP2022510693A (ja) | ドレッシング装置および研削ツールをドレッシングするための方法 | |
| JPH05200625A (ja) | 平歯車を精密に加工するための装置および方法 | |
| JP2003025194A (ja) | 棒状工作物のセンタレス研削方法およびセンタレス研削装置 | |
| JP5039957B2 (ja) | 内面研削装置用砥石および内面研削方法 | |
| JP6005529B2 (ja) | テーパ面エッジ部のセンタレス研削方法およびセンタレス研削装置 | |
| US6450864B1 (en) | End mill grinder with two independently adjustable grinding wheels | |
| JP2004122251A (ja) | 研削盤の砥石ドレッシング方法及び装置 | |
| JPH07266228A (ja) | 砥石修正装置 | |
| JP2011056632A (ja) | 非真円形状の加工方法 | |
| JP2005028556A (ja) | 自由曲面加工方法 | |
| RU2570135C1 (ru) | Способ правки шлифовального круга бесцентрового шлифовального станка | |
| GB635775A (en) | Improvements in or relating to grinding, milling or the like machines | |
| JP3897226B2 (ja) | 砥石車修正方法及び砥石車修正装置 | |
| JP4482632B2 (ja) | 端面スラスト研削の多段送り研削加工方法 | |
| JPH02284819A (ja) | 歯形仕上加工装置 | |
| JPH06210559A (ja) | 段付き加工物のセンターレス研削装置、および同研削方法 | |
| JPH04135149A (ja) | 円筒研削盤 | |
| JPH09136248A (ja) | 圧延用超硬リングロール孔型の型溝加工方法 | |
| JPH0493161A (ja) | 段部を有する工作物の研削を行う芯無し研削盤 | |
| JP2012254492A (ja) | ツルーイング方法および研削盤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230502 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7275271 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |