JP2019098632A - タイヤ用ビード - Google Patents
タイヤ用ビード Download PDFInfo
- Publication number
- JP2019098632A JP2019098632A JP2017232337A JP2017232337A JP2019098632A JP 2019098632 A JP2019098632 A JP 2019098632A JP 2017232337 A JP2017232337 A JP 2017232337A JP 2017232337 A JP2017232337 A JP 2017232337A JP 2019098632 A JP2019098632 A JP 2019098632A
- Authority
- JP
- Japan
- Prior art keywords
- bead
- apex
- drum
- grooves
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011324 bead Substances 0.000 title claims abstract description 110
- 238000000465 moulding Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 238000010586 diagram Methods 0.000 abstract 1
- 230000000052 comparative effect Effects 0.000 description 20
- 238000000034 method Methods 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 7
- 238000004073 vulcanization Methods 0.000 description 4
- 241000254043 Melolonthinae Species 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 241001441571 Hiodontidae Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images





Landscapes
- Tyre Moulding (AREA)
Abstract
Description
ローカバーの成型時にフォーマーのドラムの外周の角に沿うようにセットされるリング状のビードであって、コアと未加硫ゴムからなるエイペックスとを備えており、上記ビードの周方向に垂直な断面において、上記エイペックスが、コアと当接する底面と、このビードが上記ドラムにセットされたときこのドラムの軸方向内側を向く内側面及び外側を向く外側面とを有する三角形状を呈しており、上記エイペックスのムーニー粘度(ML1+4、100℃)が45以上75以下であり、このビードが上記ドラムにセットされ上記ドラムの外周の角を基点にこのドラムの軸方向内側に向けて倒れ込んだとき、上記内側面の湾曲する位置に2本の周方向に延びる内溝が設けられており、上記外側面の湾曲する位置に1本又は2本の周方向に延びる外溝が設けられているビードを、準備する工程、
上記ビードを上記ドラムの外周の角に沿うようにセットする工程、
及び
上記エイペックスを上記ドラムの外周の角を基点に内側に向けて倒れ込ませる工程
を含む。
図1に示された構造のビードを用意し、これを用いてタイヤを作製した。タイヤのサイズは、285/60R18とされた。このエイペックスの仕様が表1に示されている。エイペックスのムーニー粘度(ML1+4、100℃)は、55とされた。内溝の幅Wiは1.0mm、深さDiは1.0mmとされた。内溝間の距離Miは1.0mmとされた。ドラムの半径方向において、2本の内溝の底の中央は、ドラムの外周の角と同じ位置とされた。外溝の幅Woは1.0mm、深さDoは1.0mmとされた。外溝の底は、外側面の湾曲した部分の両端の中央の位置とされた。
内溝の数を1本としたことの他は実施例1と同様にして、比較例1のビードが用意された。これを用いてタイヤを作製した。ドラムの半径方向において、この内溝の底は、ドラムの外周の角と同じ位置とされた。
外溝の数を2本としたことの他は比較例1と同様にして、比較例2のビードが用意された。これを用いてタイヤを作製した。二つの外溝の底の中央の位置が、外側面の湾曲した部分の両端の中央の位置とされた。外溝間の距離Moは1.0mmとされた。
外溝の数を2本としたことの他は実施例1と同様にして、実施例2のビードが用意された。これを用いてタイヤを作製した。二つの外溝の底の中央の位置が、外側面の湾曲した部分の両端の中央の位置とされた。外溝間の距離Moは1.0mmとされた。
エイペックスのムーニー粘度(ML1+4、100℃)を表2の通りとした他は比較例1と同様にして、比較例3のビードが用意された。これを用いてタイヤを作製した。
エイペックスのムーニー粘度(ML1+4、100℃)を表2の通りとした他は比較例2と同様にして、比較例4のビードが用意された。これを用いてタイヤを作製した。
エイペックスのムーニー粘度(ML1+4、100℃)を表2の通りとした他は実施例1と同様にして、実施例3のビードが用意された。これを用いてタイヤを作製した。
エイペックスのムーニー粘度(ML1+4、100℃)を表2の通りとした他は実施例2と同様にして、実施例4のビードが用意された。これを用いてタイヤを作製した。
それぞれの実施例及び比較例について、それぞれ100本のタイヤが作製された。エイペックスの折れが発生せず、全行程を通過できたタイヤの数が、比較例3を100とした指数で表1−2に示されている。値が大きいほど好ましい。
エイペックス折れが多発した比較例1及び2を除き、エイペックス倒れ込み性の指標として、エイペックスを倒れ込ませたときのエイペックスとカーカスプライとの接合性を確認した。感圧紙をエイペックスとカーカスプライとの間に配置してエイペックスを倒れ込ませ、ブラダーで成形後にこの感圧紙を取り出し、エイペックスとカーカスプライとの間の圧力が確認された。結果が比較例3を100とした指数で表1−2に示されている。値が大きいほど好ましい。
エイペックス折れが多発した比較例1及び2を除き、エイペックス倒れ込みの性の指標として、成形工程のサイクルタイムが計測された。結果が比較例3を100とした指数で表1−2に示されている。値が小さいほど好ましい。
エイペックス折れが多発した比較例1及び2を除き、製造したタイヤについて、「JASO C607:2000」に規定されたユニフォーミティ試験方法」に準拠して、下記に示す条件にて、ラジアル・フォース・バリエーション(RFVOA)を測定した。この結果が比較例3を100とした指数で下記の表1−2に示されている。数値が小さいほど好ましい。
内圧:200kPa
荷重:5.46kN
速度:60rpm

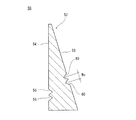
4・・・コア
6、52・・・エイペックス
8・・・ワイヤーの断面
10・・・エイペックスの底面
12、54・・・エイペックスの内側面
14、58・・・エイペックスの外側面
16、56・・・内溝
18、60・・・外溝
20・・・フォーマー
22・・・ドラム
24・・・側部
26・・・ドラムの軸方向外側面
28・・・ドラムの外周面
30・・・側部の外周面
32・・・カーカスプライ
34・・・側部の外周面
36・・・コアの底面
38・・・タイヤ
40・・・ビードの部分
42・・・サイドウォール
44・・・インナーライナー
46・・・チェーファー
Claims (10)
- ローカバーの成形時にフォーマーのドラムの外周の角に沿うようにセットされるリング状のビードであって、
コアと、未加硫ゴムからなるエイペックスとを備えており、
上記ビードの周方向に垂直な断面において、上記エイペックスが、コアと当接する底面と、このビードが上記ドラムにセットされたときこのドラムの軸方向内側を向く内側面及び外側を向く外側面とを有する三角形状を呈しており、
上記エイペックスのムーニー粘度(ML1+4、100℃)が45以上75以下であり、
このビードが、上記ドラムにセットされ上記ドラムの外周の角を基点にこのドラムの軸方向内側に向けて倒れ込んだときに、上記内側面の湾曲する位置に2本の周方向に延びる内溝が設けられており、上記外側面の湾曲する位置に1本又は2本の周方向に延びる外溝が設けられているビード。 - 上記エイペックスのムーニー粘度(ML1+4、100℃)が60より小さく、上記外溝の数が1本である請求項1に記載のビード。
- 上記外溝の底が、上記外側面の湾曲した部分の両端の中央に位置している請求項2に記載のビード。
- 上記エイペックスのムーニー粘度(ML1+4、100℃)が60以上であり、上記外溝の数が2本である請求項1に記載のビード。
- 上記2本の外溝の中央の位置が、上記外側面の湾曲した部分の両端の中央の位置である請求項4に記載のビード。
- このビードが上記フォーマーにセットされたとき、上記ドラムの半径方向において、ドラムの外周の角が上記2本の内溝の間に位置する請求項1から5のいずれかに記載のビード。
- 上記断面における上記内溝及び外溝の形状が、深さ方向に向けて幅が狭くなるV字状を呈している請求項1から6のいずれかに記載のビード。
- 上記外溝の幅が0.5mm以上1.5mm以下であり、上記外溝の深さが0.5mm以上1.5mm以下である請求項1から7のいずれかに記載のビード。
- 上記内溝の幅が0.5mm以上1.5mm以下であり、上記内溝の深さが0.5mm以上1.5mm以下である請求項1から8のいずれかに記載のビード。
- ローカバーの成型時にフォーマーのドラムの外周の角に沿うようにセットされるリング状のビードであって、コアと未加硫ゴムからなるエイペックスとを備えており、上記ビードの周方向に垂直な断面において、上記エイペックスが、コアと当接する底面と、このビードが上記ドラムにセットされたときこのドラムの軸方向内側を向く内側面及び外側を向く外側面とを有する三角形状を呈しており、上記エイペックスのムーニー粘度(ML1+4、100℃)が45以上75以下であり、このビードが上記ドラムにセットされ上記ドラムの外周の角を基点にこのドラムの軸方向内側に向けて倒れ込んだとき、上記内側面の湾曲する位置に2本の周方向に延びる内溝が設けられており、上記外側面の湾曲する位置に1本又は2本の周方向に延びる外溝が設けられているビードを、準備する工程、
上記ビードを上記ドラムの外周の角に沿うようにセットする工程、
及び
上記エイペックスを上記ドラムの外周の角を基点に内側に向けて倒れ込ませる工程
を含むタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017232337A JP7006200B2 (ja) | 2017-12-04 | 2017-12-04 | タイヤ用ビード |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017232337A JP7006200B2 (ja) | 2017-12-04 | 2017-12-04 | タイヤ用ビード |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019098632A true JP2019098632A (ja) | 2019-06-24 |
| JP7006200B2 JP7006200B2 (ja) | 2022-02-10 |
Family
ID=66975267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017232337A Active JP7006200B2 (ja) | 2017-12-04 | 2017-12-04 | タイヤ用ビード |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7006200B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61160305A (ja) * | 1985-01-09 | 1986-07-21 | Toyo Tire & Rubber Co Ltd | 高硬度ビ−ドフイラ−を有するラジアルタイヤ |
| JPH05200907A (ja) * | 1992-01-27 | 1993-08-10 | Yokohama Rubber Co Ltd:The | 空気入りタイヤの製造方法 |
| JPH07330962A (ja) * | 1994-06-07 | 1995-12-19 | Ube Ind Ltd | ビードフィラーゴム組成物 |
| JP2008178987A (ja) * | 2007-01-23 | 2008-08-07 | Bridgestone Corp | 空気入りラジアルタイヤの製造方法 |
| DE102010038052A1 (de) * | 2010-10-08 | 2012-04-12 | Continental Reifen Deutschland Gmbh | Fahrzeugreifen mit einem Laufstreifen, einem Gürtel, Seitenwänden, zwei Reifenwülsten mit Wulstkernen und Apex |
| JP2014124928A (ja) * | 2012-12-27 | 2014-07-07 | Sumitomo Rubber Ind Ltd | タイヤ形成用のビードコア組立体 |
-
2017
- 2017-12-04 JP JP2017232337A patent/JP7006200B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61160305A (ja) * | 1985-01-09 | 1986-07-21 | Toyo Tire & Rubber Co Ltd | 高硬度ビ−ドフイラ−を有するラジアルタイヤ |
| JPH05200907A (ja) * | 1992-01-27 | 1993-08-10 | Yokohama Rubber Co Ltd:The | 空気入りタイヤの製造方法 |
| JPH07330962A (ja) * | 1994-06-07 | 1995-12-19 | Ube Ind Ltd | ビードフィラーゴム組成物 |
| JP2008178987A (ja) * | 2007-01-23 | 2008-08-07 | Bridgestone Corp | 空気入りラジアルタイヤの製造方法 |
| DE102010038052A1 (de) * | 2010-10-08 | 2012-04-12 | Continental Reifen Deutschland Gmbh | Fahrzeugreifen mit einem Laufstreifen, einem Gürtel, Seitenwänden, zwei Reifenwülsten mit Wulstkernen und Apex |
| JP2014124928A (ja) * | 2012-12-27 | 2014-07-07 | Sumitomo Rubber Ind Ltd | タイヤ形成用のビードコア組立体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7006200B2 (ja) | 2022-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6285274B2 (ja) | バイアスタイヤ及びその製造方法 | |
| JP5216110B2 (ja) | タイヤの加硫金型 | |
| JP6720539B2 (ja) | 空気入りタイヤ | |
| JP6110702B2 (ja) | 重荷重用ラジアルタイヤ | |
| JP2021035824A (ja) | 空気入りタイヤ、タイヤ用モールド、及びタイヤの製造方法 | |
| JP2018099850A (ja) | 空気入りタイヤの製造方法 | |
| JP2016107720A (ja) | 空気入りタイヤ | |
| JP2019098632A (ja) | タイヤ用ビード | |
| JP6193626B2 (ja) | 空気入りタイヤ | |
| JP5066220B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2017105084A (ja) | 空気入りタイヤの製造方法 | |
| JP2019136969A (ja) | タイヤの製造方法及びタイヤ | |
| JPH09315113A (ja) | タイヤビード組立部品及びその製造方法 | |
| JP2019001127A (ja) | 空気入りタイヤの製造方法 | |
| JP2008093952A (ja) | 空気入りタイヤの製造方法 | |
| JP5952700B2 (ja) | 剛性中子及びそれを用いた空気入りタイヤの製造方法 | |
| KR101982844B1 (ko) | 공기입 타이어 | |
| WO2015190027A1 (ja) | 空気入りタイヤ及びタイヤ加硫用金型 | |
| JP5010017B2 (ja) | 空気入りタイヤの製造方法及び成形装置 | |
| JP6567406B2 (ja) | 空気入りタイヤ | |
| JP6920183B2 (ja) | 未加硫タイヤ及びタイヤ | |
| JP2017056596A (ja) | タイヤ加硫金型及びそれを用いた空気入りタイヤの製造方法 | |
| JP6110761B2 (ja) | 重荷重用タイヤの製造方法 | |
| JP6298351B2 (ja) | 空気入りタイヤ組立体 | |
| JP2018108754A (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201015 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210810 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211220 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7006200 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |