JP2017538295A - はんだ箇所におけるボイドの低減方法 - Google Patents
はんだ箇所におけるボイドの低減方法 Download PDFInfo
- Publication number
- JP2017538295A JP2017538295A JP2017532671A JP2017532671A JP2017538295A JP 2017538295 A JP2017538295 A JP 2017538295A JP 2017532671 A JP2017532671 A JP 2017532671A JP 2017532671 A JP2017532671 A JP 2017532671A JP 2017538295 A JP2017538295 A JP 2017538295A
- Authority
- JP
- Japan
- Prior art keywords
- support substrate
- contact surface
- substrate contact
- solder
- solder paste
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000679 solder Inorganic materials 0.000 title claims abstract description 227
- 238000000034 method Methods 0.000 title claims abstract description 82
- 239000000758 substrate Substances 0.000 claims abstract description 232
- 238000005476 soldering Methods 0.000 claims abstract description 46
- 239000000853 adhesive Substances 0.000 claims description 9
- 230000001070 adhesive effect Effects 0.000 claims description 9
- 229920001187 thermosetting polymer Polymers 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 7
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 239000004020 conductor Substances 0.000 abstract description 23
- 230000008569 process Effects 0.000 abstract description 18
- 230000015572 biosynthetic process Effects 0.000 abstract description 13
- 230000007547 defect Effects 0.000 abstract description 4
- 230000002829 reductive effect Effects 0.000 abstract description 4
- 239000010410 layer Substances 0.000 description 48
- 230000004907 flux Effects 0.000 description 12
- 238000007639 printing Methods 0.000 description 12
- 230000009471 action Effects 0.000 description 6
- 230000002950 deficient Effects 0.000 description 6
- 239000011800 void material Substances 0.000 description 6
- 239000010949 copper Substances 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 230000007480 spreading Effects 0.000 description 4
- 238000003892 spreading Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000010561 standard procedure Methods 0.000 description 2
- 238000013022 venting Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000002085 persistent effect Effects 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Brazing of electronic components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/008—Soldering within a furnace
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
- B23K1/203—Fluxing, i.e. applying flux onto surfaces
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3452—Solder masks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3485—Applying solder paste, slurry or powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/16—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating with interposition of special material to facilitate connection of the parts, e.g. material for absorbing or producing gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/42—Printed circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
- H01L2224/8312—Aligning
- H01L2224/83136—Aligning involving guiding structures, e.g. spacers or supporting members
- H01L2224/83138—Aligning involving guiding structures, e.g. spacers or supporting members the guiding structures being at least partially left in the finished device
- H01L2224/8314—Guiding structures outside the body
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/11—Printed elements for providing electric connections to or between printed circuits
- H05K1/111—Pads for surface mounting, e.g. lay-out
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09818—Shape or layout details not covered by a single group of H05K2201/09009 - H05K2201/09809
- H05K2201/099—Coating over pads, e.g. solder resist partly over pads
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10613—Details of electrical connections of non-printed components, e.g. special leads
- H05K2201/10621—Components characterised by their electrical contacts
- H05K2201/10636—Leadless chip, e.g. chip capacitor or resistor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/04—Soldering or other types of metallurgic bonding
- H05K2203/042—Remote solder depot on the PCB, the solder flowing to the connections from this depot
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/04—Soldering or other types of metallurgic bonding
- H05K2203/0465—Shape of solder, e.g. differing from spherical shape, different shapes due to different solder pads
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/04—Soldering or other types of metallurgic bonding
- H05K2203/0485—Tacky flux, e.g. for adhering components during mounting
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/05—Patterning and lithography; Masks; Details of resist
- H05K2203/0502—Patterning and lithography
- H05K2203/0545—Pattern for applying drops or paste; Applying a pattern made of drops or paste
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/11—Treatments characterised by their effect, e.g. heating, cooling, roughening
- H05K2203/1178—Means for venting or for letting gases escape
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/303—Surface mounted components, e.g. affixing before soldering, aligning means, spacing means
- H05K3/305—Affixing by adhesive
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
- H05K3/3431—Leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3494—Heating methods for reflowing of solder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
Description
a)はんだペーストをソルダーレジスト層上に少なくとも領域的に、該ソルダーレジスト層に隣接する支持体基板コンタクト面(ここではパッドとも称する)との重なり合いが最小になるように施与する工程、
b)前記支持体基板に前記少なくとも1つの電子構成素子を装着し、その際に少なくとも1つの構成素子コンタクト面が、それに対応する少なくとも1つの支持体基板コンタクト面を少なくとも部分的に覆うようにする工程、そして
c)前記支持体基板と前記少なくとも1つの構成素子との間にはんだ結合を形成するために、前記はんだペーストを加熱する工程。
[実施例]
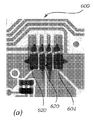
標準的はんだ付け方法では、はんだペーストが導体路基板のパッド上にだけ直接プリントされた。したがって提供された全てのはんだが、プリントおよび装着の後にLED構成素子(複数)の直接下方に存在する。リフローはんだ付けに続いて、処理された導体路基板の20%がボイド形成のため上記の基準に相当せず、したがって欠陥品として評価されたことが確認された。図8(a)は、LED構成素子(参照符号604が付されている)がはんだ付けされた導体路基板のX線画像を示す。金属表面が明度の減少する3つのグレーステップで現れている:すなわち、Cu線路と拡散表面、はんだに覆われたコンタクト面、およびその上のエミッタ面。形成された気泡状のボイド(比較的大きなボイドが参照符号620により示されている)が、その下にある銅表面のグレー色調において出現している。図8(a)では、30%のボイド割合を左から3番目のコンタクト面において超過している。
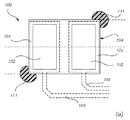
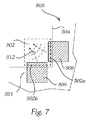
本発明のはんだ付け方法では、はんだペースト(はんだペースト206)が図4に示したレイアウトにしたがい導体路基板(支持体基板200)のソルダーレジスト層(ソルダーレジスト層201)上に、導体路基板のパッド/コンタクト面(支持体基板コンタクト面202)の長辺ないし横方向辺との最小の重なり合いでプリントされた。はんだが、本発明の方法にしたがい実質的にコンタクト面の外に施与される場合、すなわち構成素子および導体路基板のコンタクト面との最小の重なり合いだけで施与される場合、約1500の被検導体路基板のうち、ただ1つの欠損品しか確定されなかった。図8(b)は、実質的にボイドのないはんだ箇所を示し、最小(minimal)のボイドだけがコンタクト面縁部の領域に存在しており、これらの領域を介してはんだが構成素子の下方に吸引されて存在している。
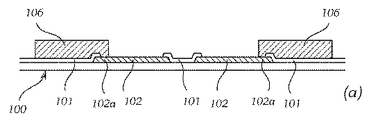
101 ソルダーレジスト層
102 支持体基板コンタクト面
102a 支持体基板コンタクト面の長辺
103 線路
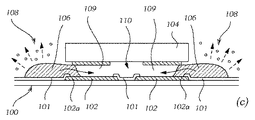
104 電子構成素子
105 構成素子コンタクト面
106 はんだペースト
109 はんだ箇所領域
110 空気チャネル
111 接着点
200 支持体基板
201 ソルダーレジスト層
202 支持体基板コンタクト面
204 電子構成素子
206 はんだペースト
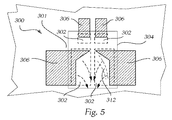
300 支持体基板
301 ソルダーレジスト層
302 支持体基板コンタクト面
304 電子構成素子
306 はんだペースト
312 はんだフロント
400 支持体基板
401 ソルダーレジスト層
402 支持体基板コンタクト面
402a 側縁
404 構成素子
406 はんだペースト
500 支持体基板
501 ソルダーレジスト層
502 支持体基板コンタクト面
502a 第1の側縁
502b 第2の側縁
504 電子構成素子
506 はんだペースト
512 はんだフロント
604 LED構成素子
620 ボイド
a)はんだペーストをソルダーレジスト層上に少なくとも領域的に、該ソルダーレジスト層に隣接する支持体基板コンタクト面(ここではパッドとも称する)との重なり合いが最小になるように施与する工程、
b)前記支持体基板に前記少なくとも1つの電子構成素子を装着し、その際に少なくとも1つの構成素子コンタクト面が、それに対応する少なくとも1つの支持体基板コンタクト面を少なくとも部分的に覆うようにする工程、そして
c)前記支持体基板と前記少なくとも1つの構成素子との間にはんだ結合を形成するために、前記はんだペーストを加熱する工程。
本発明では以下の形態が可能である。
(形態1)少なくとも1つの電子構成素子を支持体基板とはんだ結合するための方法であって、前記支持体基板は、少なくとも1つの支持体基板コンタクト面を有し、前記少なくとも1つの電子構成素子は、これに対応する少なくとも1つの構成素子コンタクト面を有し、前記少なくとも1つの支持体基板コンタクト面は、ソルダーレジスト層により取り囲まれており、該ソルダーレジスト層は、前記少なくとも1つの支持体基板コンタクト面を画定し、当該方法は、a)はんだペーストをソルダーレジスト層上に少なくとも領域的に、該ソルダーレジスト層に隣接する支持体基板コンタクト面との重なり合いが最小になるように施与する工程、b)前記支持体基板に前記少なくとも1つの電子構成素子を装着し、その際に少なくとも1つの構成素子コンタクト面が、それに対応する少なくとも1つの支持体基板コンタクト面を少なくとも部分的に覆うようにする工程、そしてc)前記支持体基板と前記少なくとも1つの構成素子との間にはんだ結合を形成するために、前記はんだペーストを加熱する工程、を含む方法が提供される。
(形態2)前記支持体基板コンタクト面は実質的に四角形に成形されており、前記はんだペーストは、当該支持体基板コンタクト面との最小の重なり合いで、当該支持体基板コンタクト面の長辺および/または横方向辺に沿ってソルダーレジスト層上に施与されることが好ましい。
(形態3)前記はんだペーストは、支持体基板コンタクト面との最小の重なり合いで、当該支持体基板コンタクト面の長辺に沿ってソルダーレジスト層上に施与されることが好ましい。
(形態4)前記はんだペーストは、支持体基板コンタクト面との最小の重なり合いで、当該支持体基板コンタクト面の横方向辺に沿ってソルダーレジスト層上に施与されることが好ましい。
(形態5)前記はんだペーストは、支持体基板コンタクト面の長辺または横方向辺に沿ってソルダーレジスト層上に施与され、該はんだペーストと当該支持体基板コンタクト面との重なり合いの奥行きは、最小の重なり合いから出発して長辺ないし横方向辺に沿って領域的に増大することが好ましい。
(形態6)前記はんだペーストは、支持体基板コンタクト面との最小の重なり合いで、当該支持体基板コンタクト面の長辺および横方向辺に沿ってソルダーレジスト層上に施与されることが好ましい。
(形態7)前記支持体基板コンタクト面の長辺に沿った、前記はんだペーストと前記支持体基板コンタクト面との最小の重なり合いの奥行きは0.2〜0.5mmの範囲であることが好ましい。
(形態8)前記支持体基板コンタクト面の長辺に沿った、はんだペーストと当該支持体基板コンタクト面との最小の重なり合いの奥行きは約0.3mmであることが好ましい。
(形態9)前記支持体基板コンタクト面の横方向辺に沿った、はんだペーストと当該支持体基板コンタクト面との最小の重なり合いの奥行きは0.3〜0.7mmの範囲であることが好ましい。
(形態10)前記支持体基板コンタクト面の長辺に沿った、はんだペーストと当該支持体基板コンタクト面との最小の重なり合いの奥行きは約0.5mmであることが好ましい。
(形態11)前記少なくとも1つの構成素子コンタクト面は、これに対応する少なくとも1つの支持体基板コンタクト面を完全に覆うことが好ましい。
(形態12)前記工程b)においてまたはその後に、少なくとも1つの電子構成素子が付加的に接着点によって支持体基板に固定されることが好ましい。
(形態13)前記接着点は、熱硬化性の接着材料から形成されており、熱硬化のために必要な温度は、はんだペーストの融解温度より下であることが好ましい。
(形態14)前記少なくとも1つの電子構成素子は、少なくとも2つの構成素子コンタクト面を有し、前記支持体基板は、それぞれ対応する少なくとも2つの支持体基板コンタクト面を有することが好ましい。
(形態15)少なくとも1つの電子構成素子は光電構成素子であることが好ましい。
(形態16)少なくとも1つの光電構成素子はLEDであることが好ましい。
(形態17)少なくとも1つの電子構成素子はSMD構成素子であることが好ましい。
なお、特許請求の範囲に付記した図面参照番号はもっぱら理解を助けるためであり、図示の態様に限定することを意図するものではない。
Claims (17)
- 少なくとも1つの電子構成素子(104,204,304,404,504)を支持体基板(100,200,300,400,500)とはんだ結合するための方法であって、
前記支持体基板は、少なくとも1つの支持体基板コンタクト面(102,202,302,402,502)を有し、前記少なくとも1つの電子構成素子は、これに対応する少なくとも1つの構成素子コンタクト面(105)を有し、
前記少なくとも1つの支持体基板コンタクト面は、ソルダーレジスト層(101,201,301,401,501)により取り囲まれており、該ソルダーレジスト層は、前記少なくとも1つの支持体基板コンタクト面を画定し、
当該方法は、
a)はんだペースト(106,206,306,406,506)をソルダーレジスト層(101,201,301,401,501)上に少なくとも領域的に、該ソルダーレジスト層に隣接する支持体基板コンタクト面(102,202,302,402,502)との重なり合いが最小になるように施与する工程、
b)前記支持体基板に前記少なくとも1つの電子構成素子(104,204,304,404,504)を装着し、その際に少なくとも1つの構成素子コンタクト面(105)が、それに対応する少なくとも1つの支持体基板コンタクト面(102,202,302,402,502)を少なくとも部分的に覆うようにする工程、そして
c)前記支持体基板と前記少なくとも1つの構成素子との間にはんだ結合を形成するために、前記はんだペースト(106,206,306,406,506)を加熱する工程、を特徴とする方法。 - 前記支持体基板コンタクト面(102,202,302,402,502)は実質的に四角形に成形されており、前記はんだペースト(106,206,306,406,506)は、当該支持体基板コンタクト面との最小の重なり合いで、当該支持体基板コンタクト面の長辺および/または横方向辺に沿ってソルダーレジスト層(101,201,301,401,501)上に施与される、ことを特徴とする請求項1に記載の方法。
- 前記はんだペースト(106,206,306,406,506)は、支持体基板コンタクト面(102,202,302,402,502)との最小の重なり合いで、当該支持体基板コンタクト面の長辺に沿ってソルダーレジスト層(101,201,301,401,501)上に施与される、ことを特徴とする請求項2に記載の方法。
- 前記はんだペースト(106,206,306,406,506)は、支持体基板コンタクト面(102,202,302,402,502)との最小の重なり合いで、当該支持体基板コンタクト面の横方向辺に沿ってソルダーレジスト層(101,201,301,401,501)上に施与される、ことを特徴とする請求項2に記載の方法。
- 前記はんだペースト(306,406)は、支持体基板コンタクト面(302,402)の長辺(402a)または横方向辺(402a)に沿ってソルダーレジスト層(301,401)上に施与され、該はんだペーストと当該支持体基板コンタクト面との重なり合いの奥行きは、最小の重なり合いから出発して長辺ないし横方向辺に沿って領域的に増大する、ことを特徴とする請求項2に記載の方法。
- 前記はんだペースト(506)は、支持体基板コンタクト面(502)との最小の重なり合いで、当該支持体基板コンタクト面の長辺(502a)および横方向辺(502b)に沿ってソルダーレジスト層(501)上に施与される、ことを特徴とする請求項2に記載の方法。
- 前記支持体基板コンタクト面の長辺に沿った、前記はんだペーストと前記支持体基板コンタクト面との最小の重なり合いの奥行きは0.2〜0.5mmの範囲である、ことを特徴とする請求項2から6のいずれか一項に記載の方法。
- 前記支持体基板コンタクト面の長辺に沿った、前記はんだペーストと前記支持体基板コンタクト面との最小の重なり合いの奥行きは約0.3mmである、ことを特徴とする請求項7に記載の方法。
- 前記支持体基板コンタクト面の横方向辺に沿った、前記はんだペーストと前記支持体基板コンタクト面との最小の重なり合いの奥行きは0.3〜0.7mmの範囲である、ことを特徴とする請求項2から6のいずれか一項に記載の方法。
- 前記支持体基板コンタクト面の長辺に沿った、前記はんだペーストと前記支持体基板コンタクト面との最小の重なり合いの奥行きは約0.5mmである、ことを特徴とする請求項9に記載の方法。
- 前記少なくとも1つの構成素子コンタクト面(105)は、これに対応する少なくとも1つの支持体基板コンタクト面(102,202,302,402,502)を完全に覆う、ことを特徴とする請求項1から10のいずれか一項に記載の方法。
- 前記工程b)においてまたはその後に、少なくとも1つの電子構成素子(104)が付加的に接着点(111)によって支持体基板(100)に固定される、ことを特徴とする請求項1から11のいずれか一項に記載の方法。
- 前記接着点(111)は、熱硬化性の接着材料から形成されており、熱硬化のために必要な温度は、はんだペースト(106)の融解温度より下である、ことを特徴とする請求項12に記載の方法。
- 前記少なくとも1つの電子構成素子(104,204,304,404)は、少なくとも2つの構成素子コンタクト面(105)を有し、前記支持体基板(100)は、それぞれ対応する少なくとも2つの支持体基板コンタクト面(102,202,302,402)を有する、ことを特徴とする請求項1から13のいずれか一項に記載の方法。
- 少なくとも1つの電子構成素子は光電構成素子である、ことを特徴とする請求項1から14のいずれか一項に記載の方法。
- 少なくとも1つの光電構成素子はLEDである、ことを特徴とする請求項15に記載の方法。
- 少なくとも1つの電子構成素子はSMD構成素子である、ことを特徴とする請求項1から14のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA50924/2014 | 2014-12-18 | ||
| ATA50924/2014A AT516750B1 (de) | 2014-12-18 | 2014-12-18 | Verfahren zur Voidreduktion in Lötstellen |
| PCT/AT2015/050295 WO2016094915A1 (de) | 2014-12-18 | 2015-11-18 | Verfahren zur voidreduktion in lötstellen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017538295A true JP2017538295A (ja) | 2017-12-21 |
| JP6490223B2 JP6490223B2 (ja) | 2019-03-27 |
Family
ID=54848354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017532671A Active JP6490223B2 (ja) | 2014-12-18 | 2015-11-18 | はんだ箇所におけるボイドの低減方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10843284B2 (ja) |
| EP (1) | EP3233345B1 (ja) |
| JP (1) | JP6490223B2 (ja) |
| CN (1) | CN107113978B (ja) |
| AT (1) | AT516750B1 (ja) |
| WO (1) | WO2016094915A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019524096A (ja) * | 2016-07-15 | 2019-09-05 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 除草剤耐性の増加した植物 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3061862A1 (en) * | 2018-11-19 | 2020-05-19 | Skyworks Solutions, Inc. | High durability solder terminals |
| US20200315030A1 (en) * | 2019-03-27 | 2020-10-01 | Delphi Technologies Ip Limited | Conformal coating blockage by surface-mount technology solder features |
| EP3905861A1 (de) | 2020-04-30 | 2021-11-03 | ZKW Group GmbH | Barriere gegen verschwimmen von smt-bauteilen |
| EP4231788A4 (en) * | 2021-12-29 | 2024-01-10 | Contemporary Amperex Technology Co Ltd | CIRCUIT BOARD, BATTERY MODULE, BATTERY PACK AND ELECTRICAL DEVICE |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005303079A (ja) * | 2004-04-13 | 2005-10-27 | Fujitsu Ltd | 実装基板 |
| JP2011023484A (ja) * | 2009-07-14 | 2011-02-03 | Nichia Corp | 発光装置 |
| JP2012059814A (ja) * | 2010-09-07 | 2012-03-22 | Nec Corp | 電子部品装置およびその製造方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63273398A (ja) * | 1987-05-01 | 1988-11-10 | Senju Metal Ind Co Ltd | プリント基板のリフロ−はんだ付け方法 |
| JPH03120789A (ja) * | 1989-10-03 | 1991-05-22 | Mitsubishi Electric Corp | プリント配線板への電子部品取付法 |
| JP2732928B2 (ja) * | 1990-03-23 | 1998-03-30 | 株式会社日立ビルシステム | ビル巡回作業日通知装置 |
| US5172852A (en) * | 1992-05-01 | 1992-12-22 | Motorola, Inc. | Soldering method |
| JPH06177526A (ja) * | 1992-12-09 | 1994-06-24 | Toyota Autom Loom Works Ltd | 接合剤の印刷方法 |
| US5282565A (en) * | 1992-12-29 | 1994-02-01 | Motorola, Inc. | Solder bump interconnection formed using spaced solder deposit and consumable path |
| JPH08288628A (ja) * | 1995-04-11 | 1996-11-01 | Mitsuba Electric Mfg Co Ltd | プリント基板 |
| US5806588A (en) * | 1995-05-16 | 1998-09-15 | Technical Research Associates, Inc. | Heat transfer apparatus and method for tubes incorporated in graphite or carbon/carbon composites |
| US5738269A (en) * | 1996-04-19 | 1998-04-14 | Motorola, Inc. | Method for forming a solder bump |
| TW362342B (en) * | 1997-10-27 | 1999-06-21 | Sony Video Taiwan Co Ltd | Method for combining e-mail network with pager |
| US6169253B1 (en) * | 1998-06-08 | 2001-01-02 | Visteon Global Technologies, Inc. | Solder resist window configurations for solder paste overprinting |
| US6316736B1 (en) * | 1998-06-08 | 2001-11-13 | Visteon Global Technologies, Inc. | Anti-bridging solder ball collection zones |
| JP2001183687A (ja) * | 1999-12-22 | 2001-07-06 | Hitachi Ltd | 液晶表示装置 |
| US6566611B2 (en) * | 2001-09-26 | 2003-05-20 | Intel Corporation | Anti-tombstoning structures and methods of manufacture |
| TW523857B (en) * | 2001-12-06 | 2003-03-11 | Siliconware Precision Industries Co Ltd | Chip carrier configurable with passive components |
| JP3958608B2 (ja) * | 2002-03-11 | 2007-08-15 | 日本特殊陶業株式会社 | 配線基板の製造方法 |
| JP2003298220A (ja) * | 2002-03-29 | 2003-10-17 | Hitachi Ltd | 回路基板および電子機器、およびそれらの製造方法 |
| US6734570B1 (en) * | 2003-01-24 | 2004-05-11 | Gennum Corporation | Solder bumped substrate for a fine pitch flip-chip integrated circuit package |
| FR2872072B1 (fr) * | 2004-06-24 | 2006-09-29 | Snecma Propulsion Solide Sa | Procede de brasage de pieces en materiau composite thermostructural siliciure |
| JP2007048976A (ja) * | 2005-08-10 | 2007-02-22 | Toshiba Corp | プリント回路板、およびプリント回路板を備えた電子機器 |
| WO2007060657A1 (en) * | 2005-11-25 | 2007-05-31 | Israel Aircraft Industries Ltd. | System and method for producing a solar cell array |
| JP2007258605A (ja) * | 2006-03-24 | 2007-10-04 | Toshiba Corp | 部品内蔵プリント配線板、部品内蔵プリント配線板の製造方法および電子機器 |
| KR100716434B1 (ko) * | 2006-04-17 | 2007-05-10 | 주식회사 파이컴 | 프로브 본딩 방법 및 프로브 카드 제조 방법 |
| EP2141972B1 (en) * | 2007-05-02 | 2014-04-02 | Murata Manufacturing Co. Ltd. | Component-incorporating module and its manufacturing method |
| US8678271B2 (en) * | 2007-06-26 | 2014-03-25 | Globalfoundries Inc. | Method for preventing void formation in a solder joint |
| US20120325538A1 (en) * | 2008-02-27 | 2012-12-27 | Micro-Star International Company Limited | Printed circuit board assembly |
| JP5405339B2 (ja) * | 2010-02-03 | 2014-02-05 | 日本メクトロン株式会社 | 配線回路基板及びその製造方法 |
| FR2993495B1 (fr) * | 2012-07-18 | 2014-08-22 | Herakles | Procede de brasage de pieces en materiau composite avec integration d'un pion dans la liaison |
| FR2993494B1 (fr) * | 2012-07-18 | 2014-08-22 | Herakles | Procede de brasage de pieces en materiau composite avec ancrage du joint de brasure |
-
2014
- 2014-12-18 AT ATA50924/2014A patent/AT516750B1/de active
-
2015
- 2015-11-18 JP JP2017532671A patent/JP6490223B2/ja active Active
- 2015-11-18 WO PCT/AT2015/050295 patent/WO2016094915A1/de active Application Filing
- 2015-11-18 EP EP15808076.2A patent/EP3233345B1/de active Active
- 2015-11-18 US US15/536,377 patent/US10843284B2/en active Active
- 2015-11-18 CN CN201580069277.2A patent/CN107113978B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005303079A (ja) * | 2004-04-13 | 2005-10-27 | Fujitsu Ltd | 実装基板 |
| JP2011023484A (ja) * | 2009-07-14 | 2011-02-03 | Nichia Corp | 発光装置 |
| JP2012059814A (ja) * | 2010-09-07 | 2012-03-22 | Nec Corp | 電子部品装置およびその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019524096A (ja) * | 2016-07-15 | 2019-09-05 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 除草剤耐性の増加した植物 |
| US11499162B2 (en) | 2016-07-15 | 2022-11-15 | Basf Se | Plants having increased tolerance to herbicides |
Also Published As
| Publication number | Publication date |
|---|---|
| US10843284B2 (en) | 2020-11-24 |
| AT516750A4 (de) | 2016-08-15 |
| CN107113978A (zh) | 2017-08-29 |
| AT516750B1 (de) | 2016-08-15 |
| CN107113978B (zh) | 2020-02-21 |
| EP3233345B1 (de) | 2022-11-02 |
| EP3233345A1 (de) | 2017-10-25 |
| US20180093338A1 (en) | 2018-04-05 |
| JP6490223B2 (ja) | 2019-03-27 |
| WO2016094915A1 (de) | 2016-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6490223B2 (ja) | はんだ箇所におけるボイドの低減方法 | |
| KR102149655B1 (ko) | 발광 소자들의 매트릭스를 어셈블리하기 위한 일조 본딩 프로세스 | |
| US20050110161A1 (en) | Method for mounting semiconductor chip and semiconductor chip-mounted board | |
| JP4246134B2 (ja) | 半導体素子の実装方法、及び半導体素子実装基板 | |
| JP2011040606A (ja) | 半導体装置の製造方法 | |
| US20060242825A1 (en) | Method of making a circuitized substrate | |
| JP2006303392A (ja) | プリント配線板と電子回路基板及びその製造方法 | |
| US7511965B2 (en) | Circuit board device and manufacturing method thereof | |
| CN111739855A (zh) | 一种封装结构及封装结构的形成方法 | |
| US20070228115A1 (en) | Method of manufacturing an electronic component | |
| JP4812429B2 (ja) | 回路装置の製造方法 | |
| JP6790504B2 (ja) | プリント配線板の製造方法、及びスクリーン印刷用マスク | |
| JPWO2009044695A1 (ja) | 電子部品の実装方法等 | |
| JP4590783B2 (ja) | はんだボールの形成方法 | |
| KR101607675B1 (ko) | 패키지 결합 방법 | |
| US20100230152A1 (en) | Method of soldering electronic component, and electronic component | |
| JP2018190790A (ja) | フレキシブル配線の接合装置、及び回路の製造方法 | |
| JP2006313792A (ja) | プリント配線基板 | |
| JP4569361B2 (ja) | 回路板及びレーザはんだ付け方法 | |
| JP2019102480A (ja) | プリント配線板の製造方法 | |
| JP2013065758A (ja) | 半導体装置及び半導体装置の製造方法 | |
| KR100966337B1 (ko) | 패키지 기판용 리드핀을 패키지 기판에 접합하는 방법 | |
| CN116711066A (zh) | 半导体封装及其制造方法 | |
| JP2005203664A (ja) | 半導体装置の実装方法 | |
| JP2006073742A (ja) | 電子回路モジュールとその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170815 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170815 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180821 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6490223 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |