JP2017201219A - 乾燥装置、光照射装置、及び塗布システム - Google Patents
乾燥装置、光照射装置、及び塗布システム Download PDFInfo
- Publication number
- JP2017201219A JP2017201219A JP2016092474A JP2016092474A JP2017201219A JP 2017201219 A JP2017201219 A JP 2017201219A JP 2016092474 A JP2016092474 A JP 2016092474A JP 2016092474 A JP2016092474 A JP 2016092474A JP 2017201219 A JP2017201219 A JP 2017201219A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- loading
- unloading
- drying
- fork
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001035 drying Methods 0.000 title claims abstract description 207
- 238000000576 coating method Methods 0.000 title claims description 73
- 239000011248 coating agent Substances 0.000 title claims description 72
- 239000000758 substrate Substances 0.000 claims abstract description 366
- 238000003825 pressing Methods 0.000 claims abstract description 68
- 239000007788 liquid Substances 0.000 claims abstract description 60
- 230000002093 peripheral effect Effects 0.000 claims abstract description 46
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 37
- 238000007664 blowing Methods 0.000 claims abstract description 23
- 238000011068 loading method Methods 0.000 claims description 102
- 238000001514 detection method Methods 0.000 claims description 23
- 230000001678 irradiating effect Effects 0.000 claims description 15
- 230000003028 elevating effect Effects 0.000 claims description 10
- 238000006073 displacement reaction Methods 0.000 claims description 6
- 230000032258 transport Effects 0.000 description 39
- 238000012546 transfer Methods 0.000 description 29
- 230000007246 mechanism Effects 0.000 description 26
- 238000001723 curing Methods 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 239000000428 dust Substances 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 125000006850 spacer group Chemical group 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 3
- 239000004973 liquid crystal related substance Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000016 photochemical curing Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010981 drying operation Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000006552 photochemical reaction Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000001012 protector Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
Images







Landscapes
- Drying Of Solid Materials (AREA)
Abstract
Description
しかし、プリント基板の端面から塵埃を取り除いたとしても、プリント基板の端面部分は脆いため、崩壊して更なる塵埃が発生するおそれがあるという課題があった。
上記特許文献1、2で提案された塗布システムによれば、前記塗布ユニットにおいて、基板の端面を含む周縁部に膜形成液を薄く且つ均一な膜厚で効率良く塗布することが可能となった。また、前記塗布ユニットを通過した基板は、その後、乾燥装置(乾燥炉)に搬送され、該乾燥装置で、基板の周縁部に形成された塗膜が乾燥されるようになっている。
上記乾燥装置が、基板を1枚ずつ乾燥処理する方式となっている場合、塗膜の乾燥時間が短い場合は比較的効率良く乾燥処理を行うことができる一方、乾燥しにくい液剤を使用した場合、塗膜の乾燥時間が長くなるため乾燥処理を効率良く行うことが難しく、前記塗布ユニットの上記効果を十分に発揮させることができないという課題があった。
また、前記乾燥装置をコンベア方式にすることは可能であるが、乾燥室が大型となるため設置スペースが多く必要となり、またコンベアでの基板搬送時に、基板の周縁部に形成された未乾燥の塗膜が剥がれるおそれがあるという課題があった。
前記固定部は、例えば、前記桟部材の両端に固定された固定部材、該固定部材に形成された長孔、該長孔に配置された筒状のスペーサ、該スペーサを介して、前記搬入側下枠部又は前記搬出側下枠部に固定する固定具とを含んで構成することができる。
前記持ち上げ手段は、例えば、前記搬入側下枠部の両側及び前記搬出側下枠部の両側に配設され、前記基板押え手段の一部を係止させる係止部を備えた昇降用縦枠部材と、該昇降用縦枠部材を昇降させる昇降部とを含んで構成することができる。
また、前記吸引手段が、前記縦型の吸引用筒状部と前記縦長の吸引口とを備えているので、前記送風手段による乾燥室内の気体の流れに沿って気体を吸引することができる。
また、前記吸引機により吸引された気体が前記送風機に送り出されるので、前記乾燥室内の気体を循環させることができ、特に、温風(熱風)を使用した場合には熱エネルギーの損失を減らすことができ、省エネ化を図ることができる。
塗布システム1を構成する塗布装置10は、基板の端面、又は該端面を含む周縁部(例えば、幅1mm〜10mm前後)に液剤を塗布するための装置である。被塗布対象となる基板には、略矩形形状をした薄形(数十μm〜数百μm)の銅張積層基板(パッケージ基板ともいう)、アルミ基板、ガラス基板等の種々の基板が含まれる。
前記液剤としては、基板処理工程(エッチング工程やメッキ工程など)で剥がれない特性(酸及び/又はアルカリに対する耐性)があり、基板表面への付着性等に優れるように複数の樹脂成分が混合されたもの、例えば、水系媒体の溶剤に対し、水性ウレタン樹脂、水性スチレン樹脂及び水性増粘剤を含むコーティング剤など、目的用途に応じて調製された液剤などが使用できる。また、前記液剤を塗布する膜厚に応じて適宜粘度を調整する、例えば、膜厚を薄くする場合は粘度を下げることが好ましい。
さらに塗布部20には、塗布ユニット22の各塗布ヘッドに樹脂成分を含む膜形成液を供給する液供給ユニット24が装備されている。移動ユニット23は、例えば、塗布ユニット22を2軸(XY軸)方向に水平移動させる2軸(XY軸)直動機構で構成することができる。
また、制御部14は、前記一対の塗布ヘッドの隙間に、支持テーブル21に支持された基板の4辺の端部をそれぞれ挿し込み、その状態で各塗布ヘッドを基板の周縁部に沿って移動させるように移動ユニット23を駆動制御する機能を有している。
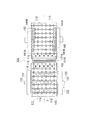
図2は、実施の形態に係る乾燥装置30の一部省略斜視図である。図3は、実施の形態に係る乾燥装置30の開放側面図である。図4は、実施の形態に係る乾燥装置30の内部構造を示す概略図であり、(a)は横断面図、(b)は部分側面図である。
乾燥室31は、基板2が載置される複数段の棚部32と、これら各棚部32に重ねて配置される基板押え部材41と、各棚部32に対応して設けられた略帯板状の搬入用開閉扉51と、各棚部32に対応して設けられた略帯板状の搬出用開閉扉52と、複数段の棚部32に載置される基板2の各辺に沿った一定方向に風(例えば、熱風)を送り出す送風部62と、乾燥室31内の気体を吸引する吸引部63とを備えている。
搬入装置81は、棚部32と基板押え部材41との間に基板2を搬入するように構成され、搬出装置91は、棚部32と基板押え部材41との間から基板2を搬出するように構成されている。
搬入用フォーク部82と搬出用フォーク部92とは、複数の桟部材36の間を昇降可能に構成されている。すなわち、搬入用フォーク部82及び搬出用フォーク部92と、複数の桟部材36とが平面視互い違いの位置関係となるように配置構成されている。
吸着機構85、95は、内側フォーク部84、94の上面に形成された複数の吸着孔、内側フォーク部84、94の内部に、吸着孔に接続するように設けられた吸着ノズル(図示せず)などを含んで構成されている。
搬入用開閉扉51の下辺部の両端に、搬入用フォーク部82の外側フォーク部83先端部で押下げ可能な押下片51aが突出した状態で形成され、搬出用開閉扉52の下辺部の両端に、搬出用フォーク部92の外側フォーク部93先端部で押下げ可能な押下片52aが突出した状態で形成されている。
搬入用開閉扉51が閉じている状態で、搬入用開閉扉51と搬入側縦枠部38とが磁力で互いに引き合うように、搬入用開閉扉51の両端部と、搬入側縦枠部38の両端部と対面する箇所に磁石51b、38aがそれぞれ設けられている。
また、搬出用開閉扉52が閉じている状態で、搬出用開閉扉52と搬出側縦枠部39とが磁力で互いに引き合うように、搬出用開閉扉52の両端部と、搬出側縦枠部39の両端部と対面する箇所とに磁石52b、39aがそれぞれ設けられている。
回転部材44には、小型のベアリング部材を使用することができ、張出部43に形成された軸部に前記ベアリングが回転可能に挿着されている。
基板押え部材41のこれら複数の回転部材44が、搬入用フォーク部82の外側フォーク部83、及び搬出用フォーク部92の外側フォーク部93の上にそれぞれ乗り上げ可能となっている。
位置規制具35には、例えば、回転部材44の水平方向に対する位置ずれを規制できる平面視凸部(凸状部)35aが形成されている。位置規制具35の形状は、回転部材44の水平方向に対する位置ずれを規制できる一方、回転部材44の鉛直方向に対する移動が可能な形状、かつ搬入側下枠部33や搬出側下枠部34に取り付け可能な形状あれば特に限定されない。
固定部37は、例えば、桟部材36の両端に固定された階段形状の固定部材、該固定部材に形成された長孔、該長孔に配置された筒状のスペーサ、該スペーサを介して、搬入側下枠部33又は搬出側下枠部34に固定する固定具(ネジ部材)とを含んで構成されているが、この構成に限定されない。
また、乾燥室31の上面にも桟部材36が設けられている。乾燥室31上面に桟部材36が設けられていることにより、基板2を、乾燥室31を通過させずに、紫外線照射装置100に搬送することも可能となっている。
送風部62は、開閉扉61の内側に設けられた縦型の送風用筒状部62aと、送風用筒状部62aの側面に突出した状態で(略口ばし状に)設けられた縦長の吹き出し口62bとを備え、送風用筒状部62aの上部が、送風ダクト71を介して送風機(ブロア装置)72に接続されている。送風機72は、乾燥室31の外部(上方)に配置され、熱風(〜80℃)を送り出すことが可能となっている。
吸引用筒状部63aは、乾燥室31内と略同じ高さに形成され、吸引口63bは、乾燥室31内と略同じ高さ(縦長)で細幅のスリット状に形成されている。吸引口63bは、スリット幅調整板63cをずらすことにより、そのスリット幅(約1mm〜)を調整することが可能となっている。
吸引機74と送風機72とはダクト76で接続されており、吸引機74で吸引された気体が送風機72に送り出され、乾燥室31内の気体(熱風)が循環できるように構成されている。
まず、乾燥室31に基板2を搬入する動作について説明する。図5は、実施の形態に係る乾燥装置30の基板搬入動作を説明するための図である。
塗布装置10で、基板の端面又は該端面を含む周縁部への液剤の塗布処理が完了すると、塗布装置10の基板移載部13によって、基板2が搬入装置81の搬入用フォーク部82の上に移送されて、搬入用フォーク部82の内側フォーク部84の上に載置される。このとき、基板2は、吸着機構85により内側フォーク部84に吸着された状態で保持される。
基板押え部材41の回転部材44は枠部42よりも下に位置しているため、外側フォーク部83の上に基板押え部材41の回転部材44が乗り上げた状態では、内側フォーク部84上面と枠部42下面との間に、隙間(回転部材44の枠部42下方への張り出し分の隙間)が形成され、また、内側フォーク部84上面が桟部材36の上面より高い位置にあるため、この隙間に基板2が挿入されるようになっている(図5(b))。
搬入用フォーク部82の降下に伴い、まず、内側フォーク部84上の基板2が桟部材36の上に載置され、次に、基板押え部材41の枠部42が基板2の上に載置される。この時、基板2の周縁部は、桟部材36及び基板押え部材41の枠部42からはみ出した状態となっている。その後、基板押え部材41の回転部材44が外側フォーク部83から離れる位置まで搬入用フォーク部82を降下させる(図5(c))。
ヒーター機能を有する送風機72からの熱風(例えば、80℃程度の空気)が送風ダクト71を介して乾燥室31の四隅に配置された送風部62の送風用筒状部62aにそれぞれ送り込まれる。
送風用筒状部62aに導入された熱風は、送風用筒状部62aの縦長スリット状の吹き出し口62bから吹き出される。送風部62が乾燥室31の四隅に配置され、送風用筒状部62aの吹き出し口62bが基板の各辺に沿った一定方向に向けられているため、基板の4辺(乾燥室31の内壁面)に沿った一定方向に流れる気流(循環流)が生成される。
基板2が乾燥室31に搬入された後、所定の乾燥時間が経過すると、基板2の搬出動作が開始される。乾燥室31内への基板2の搬入状態(履歴)に基づいて、搬出する基板2が載置されている棚部32を判断し、該棚部32が設けられている高さ位置の搬出用開閉扉52の正面位置まで搬出用フォーク部92を昇降移動させる。
紫外線照射装置100は、紫外線硬化剤などを含む液剤が塗布された基板の端面又は該端面を含む周縁部に紫外線を照射して、塗膜を硬化・乾燥させるための装置である。
紫外線照射装置100は、基板2を移送する基板移載部101と、基板2を搬送する搬送装置111と、搬送装置111で搬送される基板2の位置決めを行う位置決め装置121と、基板2の搬送方向と交差する向きに配設された第1の紫外線照射ユニット131A、131Bと、基板2の搬送方向と平行する向きに配設された第2の紫外線照射ユニット141A、141Bと、搬送装置111で搬送される基板の搬送位置を検出する複数の基板検出センサ151〜154とを含んで構成されている。図7、8中の矢印は基板2の搬送方向を示している。
前記紫外線照射用LEDには、例えば、350nm〜400nm前後、好ましくは360nmの波長、指向角が30°前後のものを使用することが好ましいが、これに限定されない。
基板移載部101を駆動させて、乾燥装置30の搬出装置91(搬出用フォーク部92)から搬送装置111のローラ112上に基板を移送し、基板2をローラ112に載置する。
次に搬送装置111の基板持上げ部114と、位置決め装置121とを駆動させて、基板2を所定の位置、すなわち、基板2の搬送方向と平行な向きの基板両辺の位置が、第2の紫外線照射ユニット141A、141Bの照射部142と一致するように位置決めする。
また、吸引部63が、縦型の吸引用筒状部63aと縦長の吸引口63bとを備えているので、送風部62による乾燥室31内の気体の流れに沿って気体を吸引することができ、送風の流れを一定に保つことができる。また、吸引機74により吸引された気体が送風機72に送り出されるので、乾燥室31内の気体を循環させることができ、特に、温風(熱風)を使用した場合には熱エネルギーの損失を減らすことができ、省エネ化を図ることができる。
10 塗布装置
30 乾燥装置
31 乾燥室
32 棚部
41 基板押え部材
51 搬入用開閉扉
52 搬出用開閉扉
62 送風部
63 吸引部
81 搬入装置
82 搬入用フォーク部
91 搬出装置
92 搬出用フォーク部
100 紫外線照射装置(光照射装置)
111 搬送装置
121 位置決め装置
131A、131B 第1の紫外線照射ユニット
141A、141B 第2の紫外線照射ユニット
151、152、153、154 基板検出センサ
161 照射制御部
171 搬送制御部
Claims (14)
- 基板を乾燥させる乾燥室と、
該乾燥室に基板を搬入する搬入手段と、
前記乾燥室から基板を搬出する搬出手段とを備えた乾燥装置であって、
前記乾燥室が、
基板が載置される複数段の棚部と、
これら各棚部に重ねて配置される基板押え手段と、
前記各棚部に対応して設けられた搬入用開閉扉と、
前記各棚部に対応して設けられた搬出用開閉扉と、
前記複数段の棚部に載置される基板の各辺に沿った一定方向に風を送り出す送風手段と、
前記乾燥室内の気体を吸引する吸引手段とを備え、
前記搬入手段が、前記棚部と前記基板押え手段との間に基板を搬入するように構成され、
前記搬出手段が、前記棚部と前記基板押え手段との間から基板を搬出するように構成されていることを特徴とする乾燥装置。 - 前記棚部が、
前記搬入用開閉扉側に設けられた搬入側下枠部と、
前記搬出用開閉扉側に設けられた搬出側下枠部と、
前記搬入側下枠部と前記搬出側下枠部との間に架設された複数の桟部材とを含み、
前記搬入手段が、
基板が載置される搬入用フォーク部と、
該搬入用フォーク部を昇降させる昇降手段と、
前記搬入用フォーク部を水平方向に移動させる水平移動手段とを備え、
前記搬出手段が、
基板が載置される搬出用フォーク部と、
該搬出用フォーク部を昇降させる昇降手段と、
前記搬出用フォーク部を水平方向に移動させる水平移動手段とを備え、
前記搬入用フォーク部と前記搬出用フォーク部とが、前記複数の桟部材の間を昇降可能に構成されていることを特徴とする請求項1記載の乾燥装置。 - 前記搬入側下枠部に前記搬入用開閉扉が起倒回動可能に取り付けられ、
前記搬出側下枠部に前記搬出用開閉扉が起倒回動可能に取り付けられ、
前記搬入用開閉扉の下辺部に、前記搬入用フォーク部の先端部で押下げ可能な押下片が形成され、
前記搬出用開閉扉の下辺部に、前記搬出用フォーク部の先端部で押下げ可能な押下片が形成されていることを特徴とする請求項2記載の乾燥装置。 - 前記搬入用開閉扉の両側に、搬入側縦枠部が前記搬入側下枠部に固定された状態で配設され、
前記搬出用開閉扉の両側に、搬出側縦枠部が前記搬出側下枠部に固定された状態で配設され、
前記搬入用開閉扉が閉じている状態で、前記搬入用開閉扉と前記搬入側縦枠部とが磁力で互いに引き合うように、前記搬入用開閉扉と前記搬入側縦枠部とに磁石が設けられ、
前記搬出用開閉扉が閉じている状態で、前記搬出用開閉扉と前記搬出側縦枠部とが磁力で互いに引き合うように、前記搬出用開閉扉と、前記搬出側縦枠部とに磁石が設けられていることを特徴とする請求項2又は請求項3記載の乾燥装置。 - 前記基板押え手段が、
基板を押えるための枠部と、
該枠部から基板の搬入方向と交差する方向に張り出して設けられた張出部と、
該張出部に、前記基板の搬入方向に回転可能に取り付けられた複数の回転部材とを備え、
これら複数の回転部材が、前記搬入用フォーク部の外側フォーク部、及び前記搬出用フォーク部の外側フォーク部の上にそれぞれ乗り上げ可能に構成されていることを特徴とする請求項2〜4のいずれかの項に記載の乾燥装置。 - 前記搬入側下枠部、及び/又は前記搬出側下枠部に、前記回転部材の水平方向に対する位置ずれを規制する位置規制部が設けられていることを特徴とする請求項5記載の乾燥装置。
- 前記桟部材が、前記搬入側下枠部、及び/又は前記搬出側下枠部に対して、前記桟部材の長手方向に遊びを持たせて固定する固定部を備えていることを特徴とする請求項2〜6のいずれかの項に記載の乾燥装置。
- 前記各棚部に載置された全ての基板押え手段を、前記各棚部から一度に持ち上げる持ち上げ手段を備えていることを特徴とする請求項2〜7のいずれかの項に記載の乾燥装置。
- 前記送風手段が、
前記乾燥室内に設けられた縦型の送風用筒状部と、
該送風用筒状部の側面に設けられた縦長の吹き出し口とを備え、
前記送風用筒状部に送風機が接続され、
前記吸引手段が、
前記乾燥室内に設けられた縦型の吸引用筒状部と、
該吸引用筒状部の側面に設けられた縦長の吸引口とを備え、
前記吸引用筒状部に吸引機が接続され、
該吸引機により吸引された気体が前記送風機に送り出されるように構成されていることを特徴とする請求項1〜8のいずれかの項に記載の乾燥装置。 - 前記乾燥室内の気体を外部に排出する排気手段を備え、
前記吸引手段が、外気を取り込む外気取込み部を備えていることを特徴とする請求項9記載の乾燥装置。 - 液剤が塗布された基板の端面又は該端面を含む周縁部に光を照射する光照射装置であって、
基板を搬送する搬送手段と、
該搬送手段で搬送される基板の位置決めを行う位置決め手段と、
基板の搬送方向と交差する向きに配設され、該交差する向きの基板の端面又は該端面を含む周縁部に光を照射する第1の光照射手段と、
基板の搬送方向と平行する向きに配設され、該並行する向きの基板の端面又は該端面を含む周縁部に光を照射する第2の光照射手段と、
前記搬送手段で搬送される基板の搬送位置を検出する基板検出手段と、
該基板検出手段により検出される基板の搬送位置に基づいて、前記第1の光照射手段及び前記第2の光照射手段の照射制御を行う光照射制御手段と、
該基板検出手段により検出される基板の搬送位置に基づいて、前記搬送手段による基板の搬送速度を制御する搬送制御手段とを備えていることを特徴とする光照射装置。 - 前記第1の光照射手段が、
LED方式の紫外線照射手段であり、
前記搬送手段の上下位置に、上方向と下方向への照射角度をずらした状態で配置され、
前記第2の光照射手段が、
LED方式の紫外線照射手段であり、
前記搬送手段の上下位置に、上方向と下方向への照射位置をずらした状態で配置されていることを特徴とする請求項11記載の光照射装置。 - 前記光照射制御手段が、
前記基板の端面又は該端面を含む周縁部が、前記第1の光照射手段及び前記第2の光照射手段の照射域をそれぞれ通過するタイミングで光照射する制御を行うものであり、
前記搬送制御手段が、
前記基板の搬送方向と交差する向きの基板の端面が前記第1の光照射手段の照射域を通過する速度が、前記基板の搬送方向と平行する向きの基板の端面が前記第2の光照射手段の照射域を通過する速度より小さくなるように制御するものであることを特徴とする請求項11又は請求項12記載の光照射装置。 - 基板の端面又は該端面を含む周縁部に液剤を塗布する塗布装置と、
請求項1〜10のいずれかの項に記載の乾燥装置、及び/又は請求項11〜13のいずれかの項に記載の光照射装置とを備えていることを特徴とする塗布システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016092474A JP6660246B2 (ja) | 2016-05-02 | 2016-05-02 | 乾燥装置、及び塗布システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016092474A JP6660246B2 (ja) | 2016-05-02 | 2016-05-02 | 乾燥装置、及び塗布システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017201219A true JP2017201219A (ja) | 2017-11-09 |
| JP6660246B2 JP6660246B2 (ja) | 2020-03-11 |
Family
ID=60265083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016092474A Expired - Fee Related JP6660246B2 (ja) | 2016-05-02 | 2016-05-02 | 乾燥装置、及び塗布システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6660246B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023001153A (ja) * | 2018-11-22 | 2023-01-04 | 東京エレクトロン株式会社 | 基板処理システム |
| KR20240048501A (ko) | 2022-10-06 | 2024-04-15 | 가부시키가이샤 에나테크 | 도포 장치, 건조 장치, 광 조사 장치, 및 도포 시스템 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4199870A (en) * | 1978-01-09 | 1980-04-29 | Koppers Company, Inc. | Method for preventing sticker marks on architectural grade plywood and lumber |
| JPH02279981A (ja) * | 1989-04-18 | 1990-11-15 | Minami Kikai Kk | 単板の乾燥装置 |
| JPH1110096A (ja) * | 1997-06-20 | 1999-01-19 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| JP2001519521A (ja) * | 1997-10-06 | 2001-10-23 | ファーマコペイア, インコーポレイテッド | 複数試料の高速乾燥のための高速乾燥器及び方法 |
| JP2002195755A (ja) * | 2000-10-16 | 2002-07-10 | Matsushita Electric Ind Co Ltd | 熱処理装置 |
| JP2002361168A (ja) * | 2001-06-01 | 2002-12-17 | Auto Network Gijutsu Kenkyusho:Kk | 薄膜乾燥方法 |
| JP2003165735A (ja) * | 2001-11-29 | 2003-06-10 | Showa Mfg Co Ltd | ガラス基板用熱処理装置 |
| WO2004088742A1 (ja) * | 2003-03-28 | 2004-10-14 | Hirata Corporation | 基板搬送システム |
| JP2007333306A (ja) * | 2006-06-15 | 2007-12-27 | Gunze Ltd | 昇降式乾燥装置 |
| JP2010109039A (ja) * | 2008-10-29 | 2010-05-13 | Toppan Printing Co Ltd | 基板用カセット |
| JP2010218812A (ja) * | 2009-03-16 | 2010-09-30 | Toppan Printing Co Ltd | 加熱乾燥装置、加熱乾燥方法、及び有機el素子の製造方法 |
| JP2011065967A (ja) * | 2009-09-18 | 2011-03-31 | Toppan Printing Co Ltd | 有機el用加熱乾燥装置 |
| JP2011064400A (ja) * | 2009-09-17 | 2011-03-31 | Tokyo Electron Ltd | 減圧乾燥装置及び減圧乾燥方法 |
| JP2013044842A (ja) * | 2011-08-23 | 2013-03-04 | Dainippon Printing Co Ltd | ブラックマトリクス基板、カラーフィルタ、液晶表示装置および、これらの製造方法。 |
-
2016
- 2016-05-02 JP JP2016092474A patent/JP6660246B2/ja not_active Expired - Fee Related
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4199870A (en) * | 1978-01-09 | 1980-04-29 | Koppers Company, Inc. | Method for preventing sticker marks on architectural grade plywood and lumber |
| JPH02279981A (ja) * | 1989-04-18 | 1990-11-15 | Minami Kikai Kk | 単板の乾燥装置 |
| JPH1110096A (ja) * | 1997-06-20 | 1999-01-19 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| JP2001519521A (ja) * | 1997-10-06 | 2001-10-23 | ファーマコペイア, インコーポレイテッド | 複数試料の高速乾燥のための高速乾燥器及び方法 |
| JP2002195755A (ja) * | 2000-10-16 | 2002-07-10 | Matsushita Electric Ind Co Ltd | 熱処理装置 |
| JP2002361168A (ja) * | 2001-06-01 | 2002-12-17 | Auto Network Gijutsu Kenkyusho:Kk | 薄膜乾燥方法 |
| JP2003165735A (ja) * | 2001-11-29 | 2003-06-10 | Showa Mfg Co Ltd | ガラス基板用熱処理装置 |
| WO2004088742A1 (ja) * | 2003-03-28 | 2004-10-14 | Hirata Corporation | 基板搬送システム |
| JP2007333306A (ja) * | 2006-06-15 | 2007-12-27 | Gunze Ltd | 昇降式乾燥装置 |
| JP2010109039A (ja) * | 2008-10-29 | 2010-05-13 | Toppan Printing Co Ltd | 基板用カセット |
| JP2010218812A (ja) * | 2009-03-16 | 2010-09-30 | Toppan Printing Co Ltd | 加熱乾燥装置、加熱乾燥方法、及び有機el素子の製造方法 |
| JP2011064400A (ja) * | 2009-09-17 | 2011-03-31 | Tokyo Electron Ltd | 減圧乾燥装置及び減圧乾燥方法 |
| JP2011065967A (ja) * | 2009-09-18 | 2011-03-31 | Toppan Printing Co Ltd | 有機el用加熱乾燥装置 |
| JP2013044842A (ja) * | 2011-08-23 | 2013-03-04 | Dainippon Printing Co Ltd | ブラックマトリクス基板、カラーフィルタ、液晶表示装置および、これらの製造方法。 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023001153A (ja) * | 2018-11-22 | 2023-01-04 | 東京エレクトロン株式会社 | 基板処理システム |
| JP7361865B2 (ja) | 2018-11-22 | 2023-10-16 | 東京エレクトロン株式会社 | 基板処理システム |
| KR20240048501A (ko) | 2022-10-06 | 2024-04-15 | 가부시키가이샤 에나테크 | 도포 장치, 건조 장치, 광 조사 장치, 및 도포 시스템 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6660246B2 (ja) | 2020-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6431579B2 (ja) | 自動塗布ベークライン | |
| JP4272230B2 (ja) | 減圧乾燥装置 | |
| JP5525190B2 (ja) | 塗布装置及び塗布方法 | |
| KR20150090943A (ko) | 기판처리장치 및 방법 | |
| JP5735047B2 (ja) | 塗布装置及び塗布方法 | |
| KR20120090018A (ko) | 감압 건조 장치 | |
| JP2017201219A (ja) | 乾燥装置、光照射装置、及び塗布システム | |
| JP2018040512A (ja) | 減圧乾燥装置、減圧乾燥システム、減圧乾燥方法 | |
| JP3983481B2 (ja) | 基板処理装置及び基板処理装置における基板搬送方法 | |
| JP6801975B2 (ja) | 塗布装置および塗布方法 | |
| JP5912403B2 (ja) | 塗布処理装置 | |
| KR20150061103A (ko) | 반송 로봇, 기판 처리 장치, 그리고 파티클 배출 방법 | |
| JP4741307B2 (ja) | 加熱装置及び加熱方法 | |
| JPH08222618A (ja) | 搬送方法及び搬送装置 | |
| JP6274946B2 (ja) | 自動乾燥システム | |
| KR20040110975A (ko) | 처리시스템 | |
| JP6925005B2 (ja) | 塗布装置 | |
| TWI524460B (zh) | 基板處理系統 | |
| JP2008153369A (ja) | レジスト液塗布処理装置 | |
| JP6096024B2 (ja) | シート剥離装置及びシート剥離方法 | |
| JP2004107006A (ja) | 基板の搬送装置 | |
| WO2012008218A1 (ja) | 塗布膜製造用加熱乾燥装置およびこれを備えた塗布膜製造装置ならびに塗布膜製造方法 | |
| WO2024075620A1 (ja) | 塗布装置、乾燥装置、光照射装置、及び塗布システム | |
| KR101495284B1 (ko) | 반송 유닛 및 반송 유닛의 제어방법, 그리고 이를 이용한 기판 처리 장치 및 방법 | |
| KR20150077719A (ko) | 기판 처리 시스템 및 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6660246 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |