JP2017192435A - 衛生用紙 - Google Patents
衛生用紙 Download PDFInfo
- Publication number
- JP2017192435A JP2017192435A JP2016083021A JP2016083021A JP2017192435A JP 2017192435 A JP2017192435 A JP 2017192435A JP 2016083021 A JP2016083021 A JP 2016083021A JP 2016083021 A JP2016083021 A JP 2016083021A JP 2017192435 A JP2017192435 A JP 2017192435A
- Authority
- JP
- Japan
- Prior art keywords
- sanitary paper
- paper
- pulp
- less
- value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000835 fiber Substances 0.000 claims abstract description 54
- 230000003746 surface roughness Effects 0.000 claims abstract description 18
- 238000010998 test method Methods 0.000 claims description 9
- 238000012360 testing method Methods 0.000 abstract description 4
- 230000000638 stimulation Effects 0.000 abstract description 3
- 239000000123 paper Substances 0.000 description 252
- 239000000523 sample Substances 0.000 description 34
- 238000005259 measurement Methods 0.000 description 32
- 238000000034 method Methods 0.000 description 27
- 238000012545 processing Methods 0.000 description 22
- 239000013055 pulp slurry Substances 0.000 description 20
- 239000002655 kraft paper Substances 0.000 description 17
- 230000007794 irritation Effects 0.000 description 16
- 239000011122 softwood Substances 0.000 description 15
- 239000013054 paper strength agent Substances 0.000 description 14
- 229920001131 Pulp (paper) Polymers 0.000 description 12
- 239000011121 hardwood Substances 0.000 description 12
- 230000002159 abnormal effect Effects 0.000 description 11
- 239000002002 slurry Substances 0.000 description 11
- 239000004902 Softening Agent Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 229920006319 cationized starch Polymers 0.000 description 7
- 238000011156 evaluation Methods 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000006185 dispersion Substances 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 229920000742 Cotton Polymers 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 230000001953 sensory effect Effects 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 206010040880 Skin irritation Diseases 0.000 description 3
- 238000004422 calculation algorithm Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000001815 facial effect Effects 0.000 description 3
- 229920002401 polyacrylamide Polymers 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 230000036556 skin irritation Effects 0.000 description 3
- 231100000475 skin irritation Toxicity 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 241000692870 Inachis io Species 0.000 description 2
- 238000003490 calendering Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 241000609240 Ambelania acida Species 0.000 description 1
- 241001474374 Blennius Species 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229920002101 Chitin Polymers 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- 241000218631 Coniferophyta Species 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 241000251555 Tunicata Species 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Landscapes
- Sanitary Thin Papers (AREA)
- Paper (AREA)
Abstract
Description
具体的に、本発明は、以下の構成を有する。
[2] 密度が0.170g/cm3以上である[1]に記載の衛生用紙。
[3] 衛生用紙に含まれるパルプ成分の長さ加重平均繊維長が0.77mm以下である[1]又は[2]に記載の衛生用紙。
[4] 衛生用紙に含まれるパルプ成分の平均繊維幅が16.0μm以下である[1]〜[3]のいずれかに記載の衛生用紙。
[5] 衛生用紙に含まれるパルプ成分のルンケル比が0.8以下である[1]〜[4]のいずれかに記載の衛生用紙。
[6] 衛生用紙の縦方向の引張破断伸びが10%以下である[1]〜[5]のいずれかに記載の衛生用紙。
[7] ティシュペーパー製品として用いられる[1]〜[6]のいずれかに記載の衛生用紙。
本発明は、2プライ以上の衛生用紙に関する。本発明の衛生用紙のKES試験法により測定した表面粗さの平均偏差値(SMD値)は1.60μm以下である。
本発明の衛生用紙は、上記構成を有するものであるため、衛生用紙を使用した使用者の肌への刺激を抑えることができる。このため、本発明の衛生用紙は、顔などの敏感な部位の肌に直接触れる用途に好ましく用いられる。また、本発明の衛生用紙は、滑らかな風合いを有する。このように本発明の衛生用紙は良好な手触り感と使用感を有するものである。
本発明におけるKES試験法により測定した表面粗さの平均偏差値(SMD値)は、KES自動化表面試験機(カトーテック株式会社製、KES FB4−A−SE)で測定した値である。具体的には、2プライ以上の衛生用紙を縦20cm×横20cmの四角形状とし、試験サンプルとする。そして、幅5mmになるようにU字に整形された0.5mm径のピアノワイヤーの接触子を、サンプルの表面に10gfの力で接した状態とし、1mm/secの速度で一方向に3cm移動させ、動作を逆転して逆方向にも3cm移動させ、表面粗さの測定を行う。このような測定をサンプルの縦方向と横方向についてそれぞれ6回ずつ行い、得られた測定データからHampel identifierの方法でそれぞれ異常値を除外し、縦方向の表面粗さの平均偏差と横方向の表面粗さの平均偏差の幾何平均値を算出し、SMD値とする。なお、上記測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行う。
本明細書において、「表面」とは、衛生用紙のうち使用者の肌に直接触れることが想定されている面を意味し、「裏面」とは、この衛生用紙の表面と反対側の面を意味する。例えば、衛生用紙を2枚重ねにした2プライのティシュペーパー製品においては、使用者の肌に接する外面に相当する面が衛生用紙の表面に相当し、使用者の肌に接しない内面が衛生用紙の裏面に相当する。言い換えると、2プライのティシュペーパー製品は、衛生用紙の裏面同士を向かい合わせて重ねたものとなる。なお、衛生用紙を2枚重ねにした2プライのティシュペーパー製品においては、「表面」として2つの面が存在することになる。本発明においては、これら2つの「表面」のSMD値が上記範囲であることが好ましい。
衛生用紙の摩擦係数の平均偏差(MMD値)は、0.025以下であることが好ましく、0.020以下であることがより好ましく、0.018以下であることがさらに好ましい。また、衛生用紙の摩擦係数の平均偏差(MMD値)は、0.01以上であることが好ましい。MMD値を上記範囲内とすることにより、衛生用紙を肌に当てたときの滑らかさを高めることができ、肌に与える刺激を抑えることができる。また、MMD値を上記範囲内とすることにより、衛生用紙表面の平滑度を適切な範囲とすることができ、衛生用紙の柔らかさを維持することができる。
また、本発明の衛生用紙の横方向の引張強度は、0.70N/25mm以上であることが好ましく、1.0N/25mm以上であることがより好ましい。衛生用紙の横方向の引張強度は2.0N/25mm以下であることが好ましい。横方向の引張強度を上記範囲内とすることにより、使用時に十分な強度が得られ、破れが生じる等の不具合の発生を防ぐことができる。また、横方向の引張強度を上記範囲内とすることにより、衛生用紙全体の柔らかさを維持することができ、肌触りを高めることができる。
本発明の衛生用紙の縦方向は、衛生用紙の抄造の流れ方向に相当する方向であり、衛生用紙の横方向は、衛生用紙の抄造の流れ方向に直交する方向に相当する方向である。なお、衛生用紙の抄造の流れ方向を確認する方法としては、下記の方法が挙げられる。
例えば、衛生用紙の抄造時にクレープ処理を行う場合は、衛生用紙表面をカメラ等で拡大して観察し、クレープ(しわ)の入り方を確認し、クレープの長軸方向に直交する方向を流れ方向と判別することができる。また、衛生用紙を抄造する際には、パルプ繊維がワイヤーの流れ方向に整列する傾向があるため、紙の引張強度や引裂強度を測定することで流れ方向を判別することもできる。
引張破断伸び(%)= サンプルの伸び量(mm)×100 /サンプルのスパン長(mm)
ここで、ハンドフィール値(HF値)は、ティシューソフトネスアナライザー(Emtec Electronic GmbH社製)を用いて、以下の測定方法によって測定することができる。
まず、ティシューソフトネスアナライザーのサンプル台に、直径112.8mmの円形にカットしたサンプルを設置する。このサンプルに対し、ブレード付きローターを100mNの押し込み圧力をかけて上方から押し込む。その後、ブレード付きローターを回転数が2.0回転/秒となるように回転させ、その時の振動周波数を測定する。
また、直径112.8mmの円形にカットした別のサンプルに対し、ブレード付きローターを100mNと、60mNの圧力で押し込んだ際の上下方向の変形変位量を算出する。HF値は、振動周波数と変形変位量から算出される値であり、計算のアルゴリズムはFacial IIを用いることができる。
HF値を算出する際は、各サンプルの表面について10回行い、得られた測定データからHampel identifierの方法で異常値を除外する。そして、第1面及び第2面について各々平均値を算出し、そのように算出された2つの平均値から、HF値の平均値を算出し、それを本発明におけるHF値とする。
なお、上記サンプルの測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行う。また、測定の際には、付属の説明書に従い標準サンプル(emetec ref.2X(nn.n))で校正し、アルゴリズムをFacial IIに設定する。計算ソフトウェアとしてはemetec measurement system ver.3.22を使用する。
本発明の衛生用紙は、繊維原料であるパルプ成分を含むスラリーを抄紙することによって得られる。パルプ成分としては、木材パルプ、非木材パルプ、脱墨パルプを挙げることができる。木材パルプとしては例えば、広葉樹パルプ(広葉樹クラフトパルプ(LKP))、針葉樹パルプ(針葉樹クラフトパルプ(NKP))、サルファイトパルプ(SP)、溶解パルプ(DP)、ソーダパルプ(AP)、未晒しクラフトパルプ(UKP)、酸素漂白クラフトパルプ(OKP)等の化学パルプ等が挙げられる。また、セミケミカルパルプ(SCP)、ケミグラウンドウッドパルプ(CGP)等の半化学パルプ、砕木パルプ(GP)、サーモメカニカルパルプ(TMP、BCTMP)等の機械パルプが挙げられるが、特に限定されない。非木材パルプとしてはコットンリンターやコットンリント等の綿系パルプ、麻、麦わら、バガス等の非木材系パルプ、ホヤや海草等から単離されるセルロース、キチン、キトサン等が挙げられるが、特に限定されない。脱墨パルプとしては古紙を原料とする脱墨パルプが挙げられるが、特に限定されないパルプは上記の1種を単独で用いてもよいし、2種以上混合して用いてもよい。
ここで、衛生用紙中に含有されるパルプ成分の長さ加重平均繊維長は、衛生用紙中に含有されるパルプ成分を離解して得られる繊維成分の繊維長であり、離解繊維長と呼ぶこともある。パルプ成分として、針葉樹パルプと広葉樹パルプが併用されている場合は、両方のパルプの繊維長から離解繊維長の長さ加重平均繊維長が算出される。離解繊維長は、以下の測定方法で算出された繊維長である。
まず衛生用紙を水に離解させて得られた繊維分散スラリーを作製する。繊維分散スラリーは、4gの衛生用紙を200mlの水に入れ、4500rpmで離解機を運転し、十分に離解するまで攪拌させることにより得る。得られた繊維分散スラリーを0.01質量%以上0.02質量%以下になるように希釈し、希釈液を作製する。この希釈液10mlに含まれる繊維成分の投影長さを、繊維長測定装置(メッツォオートメーション社製、カヤーニファイバーラボVer4.0)を用いて測定し、離解繊維の長さ加重平均値を算出する。
ルンケル比=繊維壁厚×2/ルーメン径
なお、細胞壁厚と、ルーメン径は、繊維長測定装置(メッツォオートメーション社製、カヤーニファイバーラボVer4.0)を用いて測定することができる。
本発明の衛生用紙には、パルプ成分の他に任意成分が含まれていてもよい。任意成分としては、例えば、乾燥紙力剤、湿潤紙力剤、柔軟剤等を挙げることができる。乾燥紙力剤としては、例えば、カチオン化澱粉、ポリアクリルアミド(PAM)、カルボキシメチルセルロース(CMC)等を挙げることができる。湿潤紙力剤としては、ポリアミドエピクロロヒドリン、尿素、メラミン、熱架橋性ポリアクリルアミド等を挙げることができる。柔軟剤としては、例えば、アニオン系界面活性剤、ノニオン系界面活性剤、カチオン系界面活性剤等を挙げることができる。上記の任意成分は1種単独で用いてもよく、2種以上を併用してもよい。
また、衛生用紙に柔軟剤が含まれている場合は、柔軟剤の含有量は、衛生用紙に含まれるパルプ成分の100質量部に対して、0.01質量部以上0.50質量部以下であることが好ましい。
さらに、衛生用紙に乾燥紙力剤が含まれている場合は、乾燥紙力剤の含有量は、衛生用紙に含まれるパルプ成分の100質量部に対して、0.01質量部以上1.00質量部以下であることが好ましい。
本発明の衛生用紙の製造方法は、繊維原料を含むスラリーを抄紙する工程を含む。スラリーを抄紙する工程では、一般的な抄紙機を利用することができる。本発明では、抄紙機は、2層抄きヘッドボックスの抄紙機を用いることが好ましく、2層抄きヘッドボックスのツインワイヤーフォーマーを用いることが特に好ましい。このような抄紙機は、例えば、ワイヤーパート、プレスパート、ドライヤーパート、カレンダーパート及びリールパートを備えている。
ワインダーパートにおけるワインダーカレンダー処理は、2プライ以上の衛生用紙形成後のシートの表面を押圧しながら引き延ばして、シートの表面を滑らかにする工程である。ワインダーパートにおいては、2段以上のワインダーカレンダー処理を行ってもよい。本発明では、ワインダーパートでのワインダーカレンダー処理工程を設けることにより、衛生用紙の表面粗さの平均偏差値(SMD値)を所望の範囲にすることができる。その後適宜切断され、シート状の衛生用紙が形成されることが好ましい。
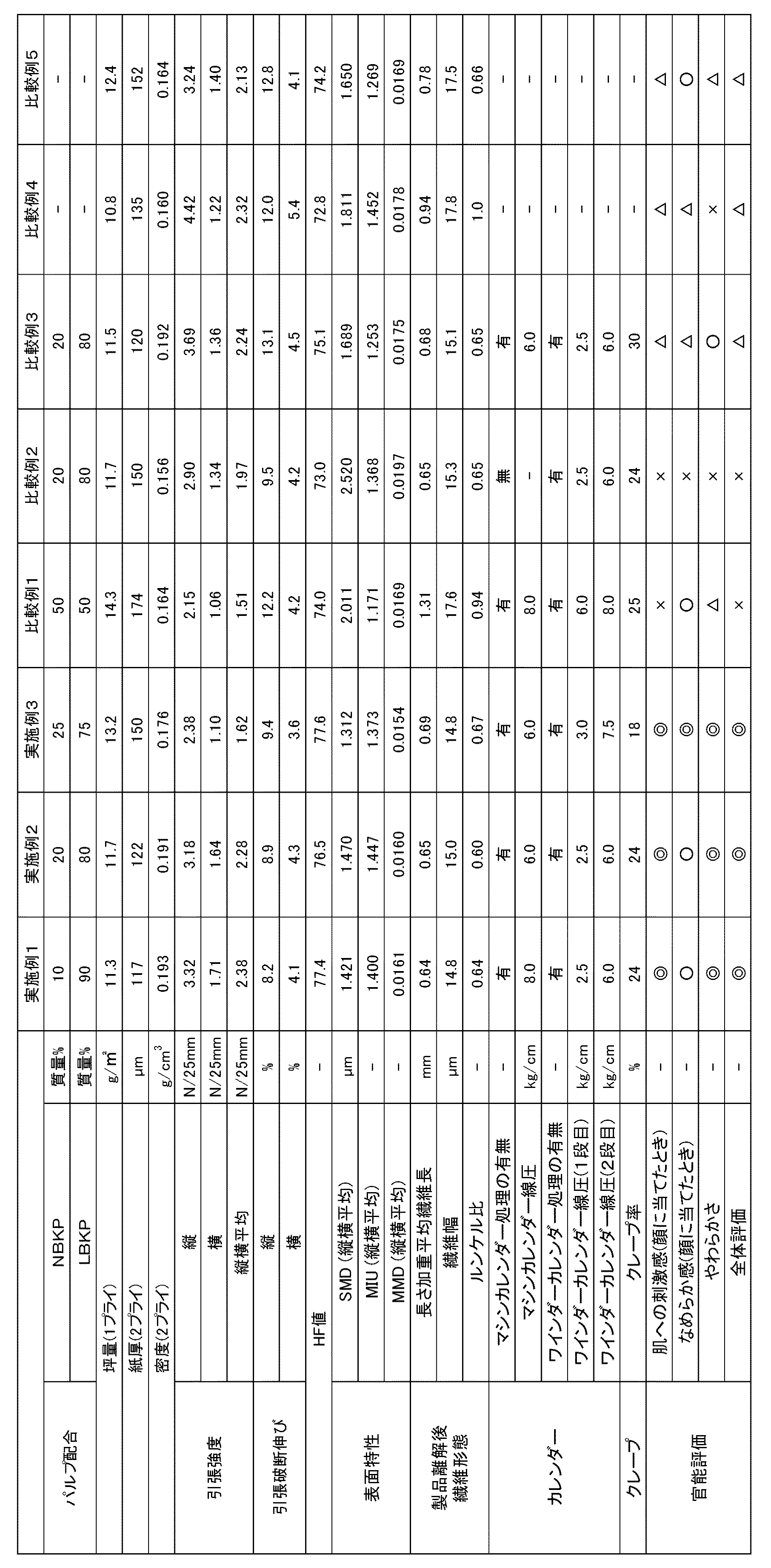
パルプ成分(100質量%)のうち、広葉樹クラフトパルプ(以下「LBKP」ともいう)が90質量%、針葉樹クラフトパルプ(以下「NBKP」ともいう)が10質量%となるようにパルプスラリーを調製した。さらに、パルプスラリーには、湿潤紙力剤(荒川化学工業株式会社製)を0.08質量%(対パルプ成分質量比)となるように添加し、柔軟剤(星光PMC株式会社製)を0.06質量%(対パルプ成分質量比)となるように添加し、カチオン化澱粉(王子コンスターチ製)を0.06質量%(対パルプ成分質量比)となるように添加した。このように調製したパルプスラリーを、2層抄きツインワイヤーフォーマーを用いて抄造し、クレープ率を24%に、マシンカレンダー線圧を8.0kg/cmに調整して、マシンカレンダー処理を行い衛生用紙原紙を得た。
得られた原紙巻取をワインダー加工機にかけ、1段目のワインダーカレンダー線圧を2.5kg/cmに、2段目のワインダーカレンダー線圧を6.0kg/cmに調整し、カレンダー処理を行い、1プライの坪量が11.3g/m2、紙厚が117μmの衛生用紙を得た。なお、マシンカレンダーおよびワインダーカレンダーともに、金属ロール−弾性ロールの組み合わせのカレンダーを使用した。
パルプ成分(100質量%)のうち、広葉樹クラフトパルプが80質量%、針葉樹クラフトパルプが20質量%となるようにパルプスラリーを調製した。さらに、パルプスラリーには、湿潤紙力剤(荒川化学工業株式会社製)を0.09質量%(対パルプ質量比)となるように添加し、柔軟剤(星光PMC株式会社製)を0.06質量%(対パルプ質量比)となるように添加し、カチオン化澱粉(王子コンスターチ製)を0.06質量%(対パルプ成分質量比)となるように添加した。このように調製したパルプスラリーを、2層抄きツインワイヤーフォーマーを用いて抄造し、クレープ率を24%に、マシンカレンダー圧を6.0kg/cmに調整して、マシンカレンダー処理を行い、衛生用紙原紙を得た。
得られた原紙巻取をワインダー加工機にかけ、1段目のワインダーカレンダー線圧を2.5kg/cmに、2段目のワインダーカレンダー線圧を6.0kg/cmに調整し、カレンダー処理を行い、1プライの坪量が11.7g/m2、紙厚が122μmの衛生用紙を得た。なお、マシンカレンダーおよびワインダーカレンダーともに、実施例1と同じカレンダーロールを使用した。
パルプ成分(100質量%)のうち、広葉樹クラフトパルプが75質量%、針葉樹クラフトパルプが25質量%となるようにパルプスラリーを調製した。さらに、パルプスラリーには、湿潤紙力剤(荒川化学工業株式会社製)を0.09質量%(対パルプ質量比)となるように添加し、柔軟剤(星光PMC株式会社製)を0.10質量%(対パルプ質量比)となるように添加し、カチオン化澱粉(王子コンスターチ製)を0.06質量%(対パルプ成分質量比)となるように添加した。このように調製したパルプスラリーを、2層抄きツインワイヤーフォーマーを用いて抄造し、クレープ率を18%に、マシンカレンダー圧を6.0kg/cmに調整して、マシンカレンダー処理を行い、衛生用紙原紙を得た。
得られた原紙巻取をワインダー加工機にかけ、1段目のワインダーカレンダー線圧を3.0kg/cmに、2段目のワインダーカレンダー線圧を7.5kg/cmに調整し、カレンダー処理を行い、1プライの坪量が13.2g/m2、紙厚が150μmの衛生用紙を得た。なお、マシンカレンダーおよびワインダーカレンダーともに、実施例1と同じカレンダーロールを使用した。
パルプ成分(100質量%)のうち、広葉樹クラフトパルプが50質量%、針葉樹クラフトパルプが50質量%となるようにパルプスラリーを調製した。さらに、パルプスラリーには、湿潤紙力剤(荒川化学工業株式会社製)を0.09質量%(対パルプ成分質量比)となるように添加し、柔軟剤(星光PMC株式会社製)を0.11質量%(対パルプ成分質量比)となるように添加し、カチオン化澱粉(王子コンスターチ製)を0.06質量%(対パルプ成分質量比)となるように添加した。このように調製したパルプスラリーを、2層抄きツインワイヤーフォーマーを用いて抄造し、クレープ率を25%に、マシンカレンダー圧を8.0kg/cmに調整して、マシンカレンダー処理を行い、衛生用紙原紙を得た。
得られた原紙巻取をワインダー加工機にかけ、1段目のワインダーカレンダー線圧を6.0kg/cmに、2段目のワインダーカレンダー線圧を8.0kg/cmに調整し、カレンダー処理を行い、1プライの坪量が14.3g/m2、紙厚が174μmの衛生用紙を得た。なお、マシンカレンダーおよびワインダーカレンダーともに、実施例1と同じカレンダーロールを使用した。
パルプ成分(100質量%)のうち、広葉樹クラフトパルプが80質量%、針葉樹クラフトパルプが20質量%となるようにパルプスラリーを調製した。さらに、パルプスラリーには、湿潤紙力剤(荒川化学工業株式会社製)を0.09質量%(対パルプ成分質量比)となるように添加し、柔軟剤(星光PMC株式会社製)を0.08質量%(対パルプ成分質量比)となるように添加し、カチオン化澱粉(王子コンスターチ製)を0.06質量%(対パルプ成分質量比)となるように添加した。このように調製したパルプスラリーを、2層抄きツインワイヤーフォーマーを用いて抄造し、クレープ率を24%に調整し、マシンカレンダー処理は行わず、衛生用紙原紙を得た。
得られた原紙巻取をワインダー加工機にかけ、1段目のワインダーカレンダー線圧を2.5kg/cmに、2段目のワインダーカレンダー線圧を6.0kg/cmに調整し、カレンダー処理を行い、1プライの坪量が11.7g/m2、紙厚が150μmの衛生用紙を得た。なお、マシンカレンダーおよびワインダーカレンダーともに、実施例1と同じカレンダーロールを使用した。
パルプ成分(100質量%)のうち、広葉樹クラフトパルプが80質量%、針葉樹クラフトパルプが20質量%となるようにパルプスラリーを調製した。さらに、パルプスラリーには、湿潤紙力剤(荒川化学工業株式会社製)を0.09質量%(対パルプ成分質量比)となるように添加し、柔軟剤(星光PMC株式会社製)を0.06質量%(対パルプ成分質量比)となるように添加し、カチオン化澱粉(王子コンスターチ製)を0.06質量%(対パルプ成分質量比)となるように添加した。このように調製したパルプスラリーを、2層抄きツインワイヤーフォーマーを用いて抄造し、クレープ率を30%に、マシンカレンダー圧を6.0kg/cmに調整して、マシンカレンダー処理を行い、衛生用紙原紙を得た。
得られた原紙巻取をワインダー加工機にかけ、1段目のワインダーカレンダー線圧を2.5kg/cmに、2段目のワインダーカレンダー線圧を6.0kg/cmに調整し、カレンダー処理を行い、1プライの坪量が11.5g/m2、紙厚が120μmの衛生用紙を得た。なお、マシンカレンダーおよびワインダーカレンダーともに、実施例1と同じカレンダーロールを使用した。
比較例4及び5は、市販されている他社製品である。比較例4及び5は、市販品を購入したものを測定に使用した。
(坪量)
坪量の測定値は、ティシュペーパー製品を構成する1プライ(個別の衛生用紙)の測定値を示している。坪量は、JIS P 8124の規定に従って測定した。
厚さの測定値は、ティシュペーパー製品(2プライの衛生用紙)の測定値を示している。厚さは、ISO187に準拠した環境で、厚さ計(尾崎製作所製、PEACOCK G−MT型)を用いて、測定子を1秒間に1mm以下の速度で下ろした時の値を読み取った。なお、測定は試料10枚を1枚ずつ測定し、取得した10枚の厚さを平均したものを紙厚とした。
密度の値は、坪量(1プライ)を2倍し、紙厚(2プライ)で割った値であり、2プライの衛生用紙の密度を示している。
引張強度の測定値は、ティシュペーパー製品(2プライの衛生用紙)の測定値であり、乾燥引張強度を示している。引張強度は、JIS P 8113に準拠して測定した。縦方向の引張強度と、横方向の引張強度を各6サンプルずつ測定し、得られた測定データからHampel identifierの方法で異常値を除外し、それぞれの平均値を算出して引張強度とした。さらに、上記の通り算出した縦方向と横方向の引張強度の平均値を、算出し、縦横方向の幾何平均引張強度とした。
引張破断伸びの測定値は、ティシュペーパー製品(2プライの衛生用紙)の測定値であり、引張破断伸びは、JIS P 8113に準拠して測定した。縦方向の引張破断伸びと、横方向の引張破断伸びを各6サンプルずつ測定し、得られた測定データからHampel identifierの方法で異常値を除外し、それぞれ平均値を算出して引張破断伸びとした。
以下の式より、引張破断伸び(%)を算出した。
引張破断伸び(%)= サンプルの伸び量(mm)×100 /サンプルのスパン長(mm)
衛生用紙のHF値は、ティシュペーパー製品(2プライの衛生用紙)の測定値であり、ティシューソフトネスアナライザー(Emtec Electronic GmbH社製)を用いて測定した。サンプル台に、直径112.8mmの円形にカットしたサンプルを設置し、このサンプルに対し、ブレード付きローターを100mNの押し込み圧力をかけて上方から押し込んだ。その後、ブレード付きローターを回転数が2.0回転/秒となるように回転させ、その時の振動周波数を測定した。また、直径112.8mmの円形にカットした別のサンプルに対し、ブレード付きローターを100mNと、60mNの圧力で押し込んだ際の上下方向の変形変位量を算出した。HF値は、振動周波数と変形変位量から、算出される値であり、計算のアルゴリズムはFacial IIを用いた。なお、上記の測定は、各サンプルの表面について10回行い、得られた測定データからHampel identifierの方法で異常値を除外し、平均値を算出し、それをHF値として評価に用いた。
なお、上記サンプルの測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行った。また、測定の際には、付属の説明書に従い標準サンプル(emetec ref.2X(nn.n))で校正し、計算ソフトウェアにはemtec measurement system Ver.3.22を使用した。
衛生用紙の各表面特性は、KES FB4−A−SE 自動化表面試験機(カトーテック株式会社製)を用いて下記の通り測定した。測定するサンプルの形状は、縦20cm、横20cmの四角形状とした。なお、上記サンプルの測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行った。
<SMDの測定>
幅5mmになるようにU字に整形された0.5mm径のピアノワイヤーの接触子を、サンプル表面に10gfの力で接した状態とし、1mm/secの速度で一方向に3cm移動させ、動作を逆転して逆方向にも3cm移動させ、表面粗さを測定した。このような測定をサンプルの縦方向と横方向についてそれぞれ6回ずつサンプル表面をなぞったときの表面粗さの平均偏差を算出し、得られた測定データからHampel identifierの方法で異常値を除外し、縦方向の平均偏差と横方向の平均偏差の幾何平均値を算出し、SMDとした。
<MIUの測定>
1cm四方のシリコン端子の接触子を、サンプル表面に25gfの力で接した状態とし、1mm/secの速度で一方向に3cm移動させ、動作を逆転して逆方向にも3cm移動させ、摩擦係数を測定した。サンプルの縦方向と横方向についてそれぞれ6回ずつ測定し、得られた測定データからHampel identifierの方法で異常値を除外し、縦方向の摩擦係数と横方向の摩擦係数の幾何平均値を算出し、MIUとした。
<MMDの測定>
1cm四方のシリコン端子の接触子を、サンプル表面に25gfの力で接した状態とし、1mm/secの速度で一方向に3cm移動させ、動作を逆転して逆方向にも3cm移動させ、摩擦係数の平均偏差を測定した。サンプルの縦方向と横方向についてそれぞれ6回ずつ測定し、得られた測定データからHampel identifierの方法で異常値を除外し、縦方向の摩擦係数の平均偏差と横方向の摩擦係数の平均偏差の幾何平均値を算出し、MMDとした。
衛生用紙の製品離解後繊維形態は、衛生用紙を離解させて得られた繊維分散スラリーを繊維長測定装置カヤーニファイバーラボVer4.0(メッツォオートメーション社製)を用いて測定した。
繊維分散スラリーは、4gの衛生用紙を200mlの水に入れ、4500rpmで離解機を運転し、十分に離解するまで攪拌し、さらに、繊維成分濃度を0.01質量%以上0.02質量%以下になるように調整することで得た。この繊維分散スラリー10mlを繊維長測定装置に供した。
なお、長さ加重平均繊維長は投影長さを示しており、平均繊維幅は投影幅を示している。
また、上記繊維長測定装置を用いて、繊維壁厚(μm)、ルーメン径(μm)を測定し、ルンケル比を下記式に従った算出した。
ルンケル比=繊維壁厚×2/ルーメン径
衛生用紙の肌への刺激感、なめらか感ついては、下記の評価基準で評価を行った。
実施例及び比較例で得た衛生用紙について、銘柄を隠した状態で官能評価を実施した。200人に衛生用紙の表面を触ってもらい、肌に当てたときの衛生用紙の肌への刺激感、なめらか感、やわらかさ、全体評価について4段階で評価を行った。表1に示した記号は下記の意味を示す。
<肌への刺激感>
◎:全く感じない
○:ほとんど感じない
△:やや感じる
×:強く感じる
<なめらか感>
◎:特に優れている
○:優れている
△:やや劣る
×:劣る
<やわらかさ>
◎:特に優れている
○:優れている
△:やや劣る
×:劣る
<全体評価>
◎:特に優れている
○:優れている
△:やや劣る
×:劣る
Claims (7)
- KES試験法により測定した表面粗さの平均偏差値(SMD値)が1.60μm以下である2プライ以上の衛生用紙。
- 密度が0.170g/cm3以上である請求項1に記載の衛生用紙。
- 前記衛生用紙に含まれるパルプ成分の長さ加重平均繊維長が0.77mm以下である請求項1又は2に記載の衛生用紙。
- 前記衛生用紙に含まれるパルプ成分の平均繊維幅が16.0μm以下である請求項1〜3のいずれか1項に記載の衛生用紙。
- 前記衛生用紙に含まれるパルプ成分のルンケル比が0.8以下である請求項1〜4のいずれか1項に記載の衛生用紙。
- 前記衛生用紙の縦方向の引張破断伸びが10%以下である請求項1〜5のいずれか1項に記載の衛生用紙。
- ティシュペーパー製品として用いられる請求項1〜6のいずれか1項に記載の衛生用紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083021A JP6930069B2 (ja) | 2016-04-18 | 2016-04-18 | 衛生用紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083021A JP6930069B2 (ja) | 2016-04-18 | 2016-04-18 | 衛生用紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017192435A true JP2017192435A (ja) | 2017-10-26 |
| JP6930069B2 JP6930069B2 (ja) | 2021-09-01 |
Family
ID=60154417
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016083021A Active JP6930069B2 (ja) | 2016-04-18 | 2016-04-18 | 衛生用紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6930069B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019093179A1 (ja) * | 2017-11-09 | 2019-05-16 | 大王製紙株式会社 | ティシュペーパー及びティシュペーパーの評価方法 |
| WO2019235416A1 (ja) * | 2018-06-04 | 2019-12-12 | 大王製紙株式会社 | ティシュペーパー |
| WO2020110924A1 (ja) | 2018-11-30 | 2020-06-04 | 大王製紙株式会社 | ティシュペーパー |
| WO2020162319A1 (ja) * | 2019-02-04 | 2020-08-13 | 大王製紙株式会社 | ティシューペーパー |
| JP2020141870A (ja) * | 2019-03-06 | 2020-09-10 | 大王製紙株式会社 | トイレットペーパー |
| JP2021195664A (ja) * | 2020-06-15 | 2021-12-27 | 王子ホールディングス株式会社 | 書籍用紙およびその製造方法 |
| JP7255723B1 (ja) | 2022-03-16 | 2023-04-11 | 王子ホールディングス株式会社 | 合紙及び該合紙を加工して得られる紙加工品 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10310960A (ja) * | 1997-03-04 | 1998-11-24 | Oji Paper Co Ltd | 水解性不織布およびその製造方法 |
| JP2003010064A (ja) * | 2001-06-29 | 2003-01-14 | Crecia Corp | 柔軟性と表面滑性に優れた圧縮ティッシュペーパー及びこれの製造方法 |
| JP2004283358A (ja) * | 2003-03-20 | 2004-10-14 | Daio Paper Corp | ティシュペーパー |
| JP2005170619A (ja) * | 2003-12-12 | 2005-06-30 | Crecia Corp | トイレットペーパーの巻取り装置 |
| JP2005204868A (ja) * | 2004-01-22 | 2005-08-04 | Daio Paper Corp | 家庭用薄葉紙 |
| JP2006087703A (ja) * | 2004-09-24 | 2006-04-06 | Oji Nepia Kk | ロール状トイレットペーパー |
| JP2006525433A (ja) * | 2003-05-05 | 2006-11-09 | ザ プロクター アンド ギャンブル カンパニー | 陽イオン性シリコーン・ポリマー含有繊維性構造体 |
| JP2008088612A (ja) * | 2006-10-04 | 2008-04-17 | Oji Paper Co Ltd | 家庭用薄葉紙及びその製造方法 |
| US20130068868A1 (en) * | 2011-09-21 | 2013-03-21 | Michael Alan Hermans | High Bulk Rolled Tissue Products |
| JP2013111161A (ja) * | 2011-11-28 | 2013-06-10 | Daio Paper Corp | ティシュペーパー |
| JP2013202345A (ja) * | 2012-03-29 | 2013-10-07 | Daio Paper Corp | トイレットロールの製造方法 |
| JP2014047444A (ja) * | 2012-08-31 | 2014-03-17 | Nippon Paper Crecia Co Ltd | 衛生薄葉紙 |
| WO2015030750A1 (en) * | 2013-08-28 | 2015-03-05 | Kimberly-Clark Worldwide, Inc. | Smooth bulky tissue |
-
2016
- 2016-04-18 JP JP2016083021A patent/JP6930069B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10310960A (ja) * | 1997-03-04 | 1998-11-24 | Oji Paper Co Ltd | 水解性不織布およびその製造方法 |
| JP2003010064A (ja) * | 2001-06-29 | 2003-01-14 | Crecia Corp | 柔軟性と表面滑性に優れた圧縮ティッシュペーパー及びこれの製造方法 |
| JP2004283358A (ja) * | 2003-03-20 | 2004-10-14 | Daio Paper Corp | ティシュペーパー |
| JP2006525433A (ja) * | 2003-05-05 | 2006-11-09 | ザ プロクター アンド ギャンブル カンパニー | 陽イオン性シリコーン・ポリマー含有繊維性構造体 |
| JP2005170619A (ja) * | 2003-12-12 | 2005-06-30 | Crecia Corp | トイレットペーパーの巻取り装置 |
| JP2005204868A (ja) * | 2004-01-22 | 2005-08-04 | Daio Paper Corp | 家庭用薄葉紙 |
| JP2006087703A (ja) * | 2004-09-24 | 2006-04-06 | Oji Nepia Kk | ロール状トイレットペーパー |
| JP2008088612A (ja) * | 2006-10-04 | 2008-04-17 | Oji Paper Co Ltd | 家庭用薄葉紙及びその製造方法 |
| US20130068868A1 (en) * | 2011-09-21 | 2013-03-21 | Michael Alan Hermans | High Bulk Rolled Tissue Products |
| JP2013111161A (ja) * | 2011-11-28 | 2013-06-10 | Daio Paper Corp | ティシュペーパー |
| JP2013202345A (ja) * | 2012-03-29 | 2013-10-07 | Daio Paper Corp | トイレットロールの製造方法 |
| JP2014047444A (ja) * | 2012-08-31 | 2014-03-17 | Nippon Paper Crecia Co Ltd | 衛生薄葉紙 |
| WO2015030750A1 (en) * | 2013-08-28 | 2015-03-05 | Kimberly-Clark Worldwide, Inc. | Smooth bulky tissue |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019084259A (ja) * | 2017-11-09 | 2019-06-06 | 大王製紙株式会社 | ティシュペーパー及びティシュペーパーの評価方法 |
| WO2019093179A1 (ja) * | 2017-11-09 | 2019-05-16 | 大王製紙株式会社 | ティシュペーパー及びティシュペーパーの評価方法 |
| JP7181515B2 (ja) | 2017-11-09 | 2022-12-01 | 大王製紙株式会社 | ティシュペーパー及びティシュペーパーの評価方法 |
| WO2019235416A1 (ja) * | 2018-06-04 | 2019-12-12 | 大王製紙株式会社 | ティシュペーパー |
| US11384483B2 (en) | 2018-06-04 | 2022-07-12 | Daio Paper Corporation | Tissue paper |
| KR20210095858A (ko) | 2018-11-30 | 2021-08-03 | 다이오 페이퍼 코퍼레이션 | 티슈 페이퍼 |
| WO2020110924A1 (ja) | 2018-11-30 | 2020-06-04 | 大王製紙株式会社 | ティシュペーパー |
| US11686046B2 (en) | 2018-11-30 | 2023-06-27 | Daio Paper Corporation | Tissue paper |
| WO2020162319A1 (ja) * | 2019-02-04 | 2020-08-13 | 大王製紙株式会社 | ティシューペーパー |
| JP7123321B2 (ja) | 2019-02-04 | 2022-08-23 | 大王製紙株式会社 | ティシューペーパー |
| JP2020124339A (ja) * | 2019-02-04 | 2020-08-20 | 大王製紙株式会社 | ティシューペーパー |
| WO2020179379A1 (ja) * | 2019-03-06 | 2020-09-10 | 大王製紙株式会社 | トイレットペーパー |
| JP7175801B2 (ja) | 2019-03-06 | 2022-11-21 | 大王製紙株式会社 | トイレットペーパー |
| JP2020141870A (ja) * | 2019-03-06 | 2020-09-10 | 大王製紙株式会社 | トイレットペーパー |
| JP2021195664A (ja) * | 2020-06-15 | 2021-12-27 | 王子ホールディングス株式会社 | 書籍用紙およびその製造方法 |
| JP7384117B2 (ja) | 2020-06-15 | 2023-11-21 | 王子ホールディングス株式会社 | 書籍用紙およびその製造方法 |
| JP7255723B1 (ja) | 2022-03-16 | 2023-04-11 | 王子ホールディングス株式会社 | 合紙及び該合紙を加工して得られる紙加工品 |
| JP2023135996A (ja) * | 2022-03-16 | 2023-09-29 | 王子ホールディングス株式会社 | 合紙及び該合紙を加工して得られる紙加工品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6930069B2 (ja) | 2021-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017192435A (ja) | 衛生用紙 | |
| JP2017131545A (ja) | 衛生紙ロール | |
| JP5485520B2 (ja) | 衛生薄葉紙及びその製造方法 | |
| JP2017169681A (ja) | トイレットペーパー | |
| JP2023101744A (ja) | トイレットロール | |
| JP6701927B2 (ja) | トイレットペーパー及びトイレットロール | |
| JP2009240721A5 (ja) | ||
| JP2017169682A (ja) | トイレットペーパー | |
| JP6004070B1 (ja) | 衛生用紙及びティシュペーパー製品の製造方法 | |
| JP6690395B2 (ja) | トイレットペーパー | |
| JP7206458B2 (ja) | トイレットロール | |
| JP6819805B1 (ja) | 衛生薄葉紙 | |
| JP5496590B2 (ja) | 衛生用薄葉紙及び衛生用薄葉紙の製造方法 | |
| WO2023053494A1 (ja) | トイレットロール | |
| WO2023053495A1 (ja) | トイレットロール | |
| JP2020002512A (ja) | キッチンペーパーロールおよびキッチンペーパーロールの製造方法 | |
| JP7147915B2 (ja) | トイレットペーパー及びトイレットロール | |
| JP7006754B1 (ja) | トイレットロール | |
| JP7622661B2 (ja) | トイレットロールおよびその製造方法 | |
| JP2017202154A (ja) | トイレットペーパー | |
| JP2023051122A (ja) | トイレットロール | |
| JP7129762B2 (ja) | トイレットロール | |
| JP6354647B2 (ja) | 衛生用紙及びティシュペーパー製品 | |
| JP2025013290A (ja) | 衛生用紙 | |
| JP2023136404A (ja) | トイレットロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180726 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190625 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200331 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210713 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6930069 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |