JP2017169681A - トイレットペーパー - Google Patents
トイレットペーパー Download PDFInfo
- Publication number
- JP2017169681A JP2017169681A JP2016057177A JP2016057177A JP2017169681A JP 2017169681 A JP2017169681 A JP 2017169681A JP 2016057177 A JP2016057177 A JP 2016057177A JP 2016057177 A JP2016057177 A JP 2016057177A JP 2017169681 A JP2017169681 A JP 2017169681A
- Authority
- JP
- Japan
- Prior art keywords
- toilet paper
- pulp
- value
- paper
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000835 fiber Substances 0.000 claims description 72
- 239000011121 hardwood Substances 0.000 claims description 24
- 239000011122 softwood Substances 0.000 claims description 24
- 241000218631 Coniferophyta Species 0.000 claims description 3
- 239000000123 paper Substances 0.000 description 226
- 238000000034 method Methods 0.000 description 35
- 239000000523 sample Substances 0.000 description 29
- 230000006835 compression Effects 0.000 description 22
- 238000007906 compression Methods 0.000 description 22
- 238000004049 embossing Methods 0.000 description 22
- 239000002994 raw material Substances 0.000 description 22
- 230000000052 comparative effect Effects 0.000 description 17
- 238000005259 measurement Methods 0.000 description 16
- 229920001131 Pulp (paper) Polymers 0.000 description 15
- 239000002655 kraft paper Substances 0.000 description 13
- 239000013054 paper strength agent Substances 0.000 description 11
- 239000002002 slurry Substances 0.000 description 11
- 238000004804 winding Methods 0.000 description 11
- 238000010009 beating Methods 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 8
- 230000002093 peripheral effect Effects 0.000 description 8
- 230000001953 sensory effect Effects 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000035807 sensation Effects 0.000 description 5
- 239000004902 Softening Agent Substances 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 4
- 239000007844 bleaching agent Substances 0.000 description 4
- 238000004422 calculation algorithm Methods 0.000 description 4
- 239000013055 pulp slurry Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 229920002401 polyacrylamide Polymers 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000004061 bleaching Methods 0.000 description 2
- 229920006319 cationized starch Polymers 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 230000018044 dehydration Effects 0.000 description 2
- 238000006297 dehydration reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 241000609240 Ambelania acida Species 0.000 description 1
- 241001474374 Blennius Species 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229920002101 Chitin Polymers 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 229920002261 Corn starch Polymers 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- 206010016322 Feeling abnormal Diseases 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 241000251555 Tunicata Species 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 210000000481 breast Anatomy 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 239000010893 paper waste Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000003809 water extraction Methods 0.000 description 1
Images

Landscapes
- Sanitary Thin Papers (AREA)
Abstract
Description
具体的に、本発明は、以下の構成を有する。
[2] トイレットペーパーは、針葉樹パルプを含み、針葉樹パルプの含有量は、トイレットペーパーに含まれるパルプ成分の全質量に対して、20質量%以上80質量%以下である[1]に記載のトイレットペーパー。
[3] 針葉樹パルプの長さ加重平均繊維長は1.6mm以上2.5mm以下である[2]に記載のトイレットペーパー。
[4] トイレットペーパーに含まれるパルプ成分の長さ加重平均繊維長は0.7mmより大きく1.1mm以下である[1]〜[3]のいずれかに記載のトイレットペーパー。
[5] トイレットペーパーはさらに広葉樹パルプを含み、広葉樹パルプの含有量は、トイレットペーパーに含まれるパルプ成分の全質量に対して、10質量%以上70質量%以下である[2]〜[4]のいずれかに記載のトイレットペーパー。
[6] トイレットペーパーの長さ方向の引張強度が1.6N/15mm以下であり、トイレットペーパーの幅方向の引張強度が0.4N/15mm以上である[1]〜[5]のいずれかに記載のトイレットペーパー。
[7] トイレットペーパーはエンボス入りトイレットペーパーであって、第1面側のトイレットペーパーのエンボス高さと第2面側のトイレットペーパーのエンボス高さの差が20μm以上である[1]〜[6]のいずれかに記載のトイレットペーパー。
本発明は、第1面と、第1面とは反対側の第2面と、を有する2プライ以上のトイレットペーパーに関する。本発明のトイレットペーパーの第1面のハンドフィール値と、第2面のハンドフィール値の平均は84.0以上である。さらに、トイレットペーパーに0.5gf/cm2の圧力をかけた際の厚みをT0とし、トイレットペーパーに50gf/cm2の圧力をかけた際の厚みをTmとした場合、(T0−Tm)/T0の値は0.4以上である。
本発明のトイレットペーパーは、ロール状トイレットペーパーであることが好ましく、このようなロール状トイレットペーパーは、トイレットロールと称されることもある。
トイレットペーパーの第2面は、第1面とは反対側の面であり、内面に相当する面である。ここで、ロール状トイレットペーパーの内面とは、トイレットペーパーをロール状に巻き取った際にロールの内周面側に配される面である。なお、外面と内面は2プライのトイレットペーパーの露出表面と露出裏面と呼ぶこともできる。
図1は本発明のトイレットペーパーの構成を説明する図である。ロール状トイレットペーパー10は外周面Pと内周面Qを有する。図1(a)において点線で囲った部分の構成の拡大図が図1(b)である。図1(b)では1枚のトイレットペーパーウェブ1を2枚重ねた2プライのトイレットペーパーの構成が示されている。図1(b)に示されているように、2枚重ねのトイレットペーパーを一組とし、最も外周面側に配される面を第1面2とし、最も内周面側に配される面を第2面4とする。
まず、ティシューソフトネスアナライザーのサンプル台に、直径112.8mmの円形にカットしたサンプルを設置する。このサンプルに対し、ブレード付きローターを100mNの押し込み圧力をかけて上方から押し込む。その後、ブレード付きローターを回転数が2.0回転/秒となるように回転させ、その時の振動周波数を測定する。
また、直径112.8mmの円形にカットした別のサンプルに対し、ブレード付きローターを100mNと、60mNの圧力で押し込んだ際の上下方向の変形変位量を算出する。HF値は、振動周波数と変形変位量から、算出される値であり、計算のアルゴリズムはTPIIを用いることができる。
HF値を算出する際は、各サンプルの第1面(外面)と第2面(内面)についてそれぞれ10回ずつ行い、得られた測定データからHampel identifierの方法で異常値を除外する。そして、第1面及び第2面について各々平均値を算出し、そのように算出された2つのHF値の平均値から、HF値の平均値を算出し、それを本発明におけるHF値とする。
なお、上記サンプルの測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行う。また、測定の際には、付属の説明書に従い標準サンプル(emetec ref.2X(nn.n))で校正し、アルゴリズムをTPIIに設定する。計算ソフトウェアとしてはemetec measurement system ver.3.22を使用する。
トイレットペーパーに50gf/cm2の圧力をかけた際の厚みをTmとした場合、Tmは、0.15以上であることが好ましく、0.20以上であることがより好ましく、0.22以上であることがさらに好ましい。また、Tmは、0.30以下であることが好ましく、0.25以下であることがより好ましく、0.24以下であることがさらに好ましい。
本発明においては、(T0−Tm)/T0の値と、HF値について上記条件を同時に満たすことにより、優れた表面質感と触感の両方を付与することができ、官能的品質を良好なものとすることができる。
ここで、T0及びTmの値はKES FB3−AUTO−A自動化圧縮試験機(カトーテック株式会社製)を用いて測定することができる。具体的には、KES FB3−AUTO−A自動化圧縮試験機の2cm2の加圧板と受圧板間に10cm×10cmの大きさにカットしたサンプルを設置し、50秒/mmの速さで加圧板を下降させ、その際に変化する圧力とその時のサンプルの厚みを測定する。T0は圧力が0.5gf/cm2におけるサンプルの厚み(mm)であり、Tmは圧力が50gf/cm2におけるサンプルの厚み(mm)である。
本発明における(T0−Tm)/T0の値は、各サンプルの露出表面を加圧板側として10回の測定を行い、得られた測定データからHampel identifierの方法で異常値を除外し、平均値として算出した値である。なお、上記サンプルの測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行う。
圧縮直線性(LC)は、押し込み深さに対する反発力の直線比例性を表すものであり、その値が大きいほど圧縮が固く反発性があることを示す。圧縮仕事量(WC)は、圧縮時に要したエネルギーを表し、その値が大きければ圧縮されやすいことを示す。また、圧縮回復性は圧縮された状態から元に戻る際の回復性を示しており、100%に近いほど回復性があることを示す。
トイレットペーパーの幅方向の引張強度は0.4N/15mm以上であることが好ましい。また、トイレットペーパーの幅方向の引張強度は0.7N/15mm以下であることが好ましく、0.65N/15mm以下であることがより好ましく、0.50N/15mm以下であることがさらに好ましい。
中でも、トイレットペーパーの長さ方向の引張強度が1.6N/15mm以下であり、かつトイレットペーパーの幅方向の引張強度が0.4N/15mm以上であることが好ましい。また、トイレットペーパーの長さ方向の引張強度と、幅方向の引張強度の幾何平均値は、0.50N/15mm以上1.5N/15mm以下であることが好ましく、0.60N/15mm以上1.05N/15mm以下であることがより好ましい。
引張強度を上記範囲内とすることにより、実用的強度と肌触り感を優れた水準で両立させることが可能となる。
本発明においてはトイレットペーパーの坪量と厚みを上記範囲内とすることにより、実用的強度を保持しつつも、滑らかな風合いと、ふっくらとした触感を発揮することができる。
このように第1面側と第2面側のトイレットペーパーに異なる高さのエンボス加工を施すことによって、肌に触れる第1面で柔らかさとふっくら感を与え、手に巻き取って使う第2面には凹凸の小さい滑らかな感触を与えることで、肌触りのよいトイレットペーパーが得られるものと考えられる。さらに、第1面側と第2面側のトイレットペーパーに異なる高さのエンボス加工を施すことによって、トイレットペーパーの圧縮性を好ましい条件とすることができる。
第2面側のトイレットペーパーに施されるエンボスの直径(1個分)は0.2mm以上1.0mm以下であることが好ましく、好ましくは0.3mm以上0.6mm以下であることがより好ましい。第2面側のトイレットペーパーに施されるエンボスの密度は、20個/cm2以上100個/cm2以下であることが好ましく、40個/cm2以上80個/cm2以下であることがより好ましい。
なお、第1面側のトイレットペーパーに施されるエンボスの直径の差は、0.2mm以上であることが好ましく、0.4mm以上であることより好ましい。
第1面側のトイレットペーパーに施されるエンボスと、第2面側のトイレットペーパーに施されるエンボスを上記条件となるようにすることで、トイレットペーパーの強度を高め、かつ圧縮性を好ましい範囲にすることができる。
まず、高精度形状測定システムKS−1100(KEYENCE社製)を用いて、トイレットペーパー各プライの露出面(第1面もしくは第2面)の裏面にあたる面の高さデータを1μmの解像度で取得する。取得範囲は1cm角とし、画像取得ピッチは10μmとする。次いで、取得した画像データを、画像解析ソフトIOMate2007(株式会社アイ・スペック社製)に読み込み、得られた高さデータを256階調に分級する。穴などの欠陥部のデータを除去した後、横軸に階調、縦軸にデータの個数をとったグラフを作成する。作成したグラフについて、前後2点の合計5点で移動平均を取りグラフを描きなおし、新たに描きなおされたグラフの各点における傾きを、求める点とその前の点との2点の値を用いて算出する。得られた傾きのデータについて、前後3点の計7点で移動平均を取り、横軸を階調、縦軸を移動平均取得後の傾きとして、さらに別のグラフを作成する。得られた傾きのグラフの最下点以降の部分で最初に迎える変曲点の位置を目視判断し、その位置の横軸の階調を閾値として定める。次いで、定めた閾値を下回る部分について高さデータの加重平均を行い、得られた平均値を「非エンボス部分の平均高さ」とする。また、定めた閾値以上の部分についても高さデータの加重平均を行い、得られた平均値を「エンボス部分の平均高さ」とする。「エンボス部分の平均高さ」−「非エンボス部分の平均高さ」によって求められる値をエンボス高さとして定め、それぞれのプライについて算出する。
本発明のトイレットペーパーは、繊維原料を含むスラリーを抄紙することによって得られる。繊維原料としては、パルプを用いることが好ましい。パルプとしては、木材パルプ、非木材パルプ、脱墨パルプを挙げることができる。木材パルプとしては例えば、広葉樹パルプ(広葉樹クラフトパルプ(LKP))、針葉樹パルプ(針葉樹クラフトパルプ(NKP))、サルファイトパルプ(SP)、溶解パルプ(DP)、ソーダパルプ(AP)、未晒しクラフトパルプ(UKP)、酸素漂白クラフトパルプ(OKP)等の化学パルプ等が挙げられる。また、セミケミカルパルプ(SCP)、ケミグラウンドウッドパルプ(CGP)等の半化学パルプ、砕木パルプ(GP)、サーモメカニカルパルプ(TMP、BCTMP)等の機械パルプ、等が挙げられるが、特に限定されない。非木材パルプとしてはコットンリンターやコットンリント等の綿系パルプ、麻、麦わら、バガス等の非木材系パルプ、ホヤや海草等から単離されるセルロース、キチン、キトサン等が挙げられるが、特に限定されない。脱墨パルプとしては古紙を原料とする脱墨パルプが挙げられるが、特に限定されないパルプは上記の1種を単独で用いてもよいし、2種以上混合して用いてもよい。
繊維原料として用いる広葉樹パルプの長さ加重平均繊維長は0.5mm以上であることが好ましく、0.6mm以上であることがより好ましく、0.65mm以上であることがさらに好ましい。また、広葉樹パルプの長さ加重平均繊維長は1.0mm以下であることが好ましい。
繊維原料の長さ加重平均繊維長を上記範囲内とすることにより、トイレットペーパーのHF値や圧縮性等を所望の範囲内とすることが容易になる。なお、上記繊維原料の長さ加重平均繊維長は、原料としての繊維長であり、叩解処理等を施す前の繊維長である。
ここで、トイレットペーパー中に含有される繊維成分(パルプ成分)の長さ加重平均繊維長は、トイレットペーパー中に含有される繊維成分(パルプ成分)を離解して得られる繊維成分の繊維長であり、離解繊維長と呼ぶこともある。繊維成分(パルプ成分)として、針葉樹パルプと広葉樹パルプが併用されている場合は、両方のパルプの繊維長から離解繊維長の長さ加重平均繊維長が算出される。離解繊維長は、以下の測定方法で算出された繊維長である。
まずトイレットペーパーを水に離解させて得られた繊維分散スラリーを作製する。繊維分散スラリーは、4gのトイレットペーパーを200mlの水に入れ、4500rpmで離解機を運転し、十分に離解するまで攪拌させることにより得る。得られた繊維分散スラリーを0.01質量%以上0.02質量%以下になるように希釈し、希釈液を作製する。この希釈液10mlに含まれる繊維成分の投影長さを、繊維長測定装置(メッツォオートメーション社製、カヤーニファイバーラボVer4.0)を用いて測定し、離解繊維の長さ加重平均値を算出する。
本発明のトイレットペーパーには、繊維原料の他に任意成分が含まれていてもよい。任意成分としては、例えば、乾燥紙力剤、湿潤紙力剤、柔軟剤等を挙げることができる。乾燥紙力剤としては、例えば、カチオン化澱粉、ポリアクリルアミド(PAM)、カルボキシメチルセルロース(CMC)等を挙げることができる。湿潤紙力剤としては、ポリアミドエピクロロヒドリン、尿素、メラミン、熱架橋性ポリアクリルアミド等を挙げることができる。柔軟剤としては、例えば、アニオン系界面活性剤、ノニオン系界面活性剤、カチオン系界面活性剤等を挙げることができる。上記の任意成分は1種単独で用いてもよく、2種以上を併用してもよい。
トイレットペーパーに湿潤紙力剤が含まれている場合は、湿潤紙力剤の含有量は、トイレットペーパーに含まれる繊維成分の100質量部に対して、0.001質量部以上0.10質量部以下であることが好ましい。
また、トイレットペーパーに柔軟剤が含まれている場合は、柔軟剤の含有量は、トイレットペーパーに含まれる繊維成分の100質量部に対して、0.01質量部以上0.50質量部以下であることが好ましい。
本発明のトイレットペーパーの製造方法は、繊維原料を含むスラリーを抄紙し、1プライのトイレットペーパーウェブを得る工程と、1プライのトイレットペーパーウェブを積層する工程(以下、貼り合わせ工程ともいう)を含む。
エンボス加工は、後述するような貼り合わせ工程の前に行ってもよく、貼り合わせ工程の後に行ってもよい。なお、手触り感を良化する観点からエンボス加工は貼り合わせ工程の前に行うことが好ましい。
針葉樹クラフトパルプ(NKP)50質量部、広葉樹クラフトパルプ(LKP)50質量部となるように混合したパルプスラリーを、ダブルディスクリファイナーを用いてフリーネスが580mlとなるように叩解した。なお、各パルプの叩解前の長さ加重平均繊維長は表1の通りであった。次いで、表1に記載の割合となるように、柔軟剤(星光PMC株式会社製)及びカチオン化澱粉(王子コーンスターチ社製)を添加し、パルプスラリーを調製した。
このように調製したパルプスラリーを、ツインワイヤーヤンキーマシンにより抄紙し、トイレットペーパーウェブ巻取を得た。なお、トイレットペーパーの坪量(1プライ)及び紙厚(2プライ)は表1に記載の通りとした。
得られた原紙巻取2本を加工機にかけ、巻き解きながら原紙表面へエンボス加工を施し、エンボスロールによって押し込まれた面を外側にして2プライへの貼り合せを行った後、所定の長さに再度巻取り、得られた巻取を所定の幅に断裁することで2プライのトイレットペーパー(トイレットロール製品)を得た。
針葉樹クラフトパルプ(NKP)、広葉樹クラフトパルプ(LKP)の平均繊維長及び添加率を表1に示す通りに変更し、フリーネスが500mlとなるように叩解し、柔軟剤(星光PMC株式会社製)と湿潤紙力剤(荒川化学工業株式会社製)を表1に記載の割合となるように添加した以外は実施例1と同様にして、2プライのトイレットペーパーを作製した。2プライのトイレットペーパーの坪量及び紙厚は表1に記載の通りとした。
針葉樹クラフトパルプ(NKP)、広葉樹クラフトパルプ(LKP)の平均繊維長及び添加率を表1に示す通りに変更し、フリーネスが450mlとなるように叩解し、柔軟剤(星光PMC株式会社製)、湿潤紙力剤(荒川化学工業株式会社製)を表1に記載の割合となるように添加した以外は実施例1と同様にして、2プライのトイレットペーパーを作製した。2プライのトイレットペーパーの坪量及び紙厚は表1に記載の通りとした。
針葉樹クラフトパルプ(NKP)、広葉樹クラフトパルプ(LKP)の平均繊維長及び添加率を表1に示す通りに変更し、フリーネスが450mlとなるように叩解し、柔軟剤(星光PMC株式会社製)、湿潤紙力剤(荒川化学工業株式会社製)を表1に記載の割合となるように添加した以外は実施例1と同様にして、2プライのトイレットペーパーを作製した。2プライのトイレットペーパーの坪量及び紙厚は表1に記載の通りとした。
比較例3及び4は、市販されている他社製品である。比較例3及び比較例4としては、市販品を購入したものを測定に使用した。
(HF値の測定)
実施例及び比較例で得られたトイレットペーパーのHF値は、ティシューソフトネスアナライザー(Emtec Electronic GmbH社製)を用いて測定した。サンプル台に、直径112.8mmの円形にカットしたサンプルを設置し、このサンプルに対し、ブレード付きローターを100mNの押し込み圧力をかけて上方から押し込んだ。その後、ブレード付きローターを回転数が2.0回転/秒となるように回転させ、その時の振動周波数を測定した。また、直径112.8mmの円形にカットした別のサンプルに対し、ブレード付きローターを100mNと、60mNの圧力で押し込んだ際の上下方向の変形変位量を算出した。HF値は、振動周波数と変形変位量から、算出される値であり、計算のアルゴリズムはTPIIを用いた。なお、上記の測定は、各サンプルの第1面(外面)と第2面(内面)についてそれぞれ10回ずつ行い、得られた測定データからHampel identifierの方法で異常値を除外し、第1面及び第2面について各々平均値を算出した。さらにこのようにして算出した2つの面のHF値の平均値を算出し、それをHF値として評価に用いた。
なお、上記サンプルの測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行った。また、測定の際には、付属の説明書に従い標準サンプル(emetec ref.2X(nn.n))で校正し、アルゴリズムをTPIIに設定した。計算ソフトウェアにはemetec measurement system ver.3.22を使用した。
実施例及び比較例で得たトイレットペーパーの圧縮性について、KES FB3−AUTO−A自動化圧縮試験機(カトーテック株式会社製)を用いて測定した。2cm2の加圧板と受圧板間に10cm×10cmにカットしたサンプルを設置し、50秒/mmの速さで加圧板を下降させ、その際に時々刻々と変化する圧力とその時のサンプルの厚みを測定することで、下記の項目を算出した。
T0:圧力0.5gf/cm2下におけるサンプルの厚み
Tm:圧力50gf/cm2下におけるサンプルの厚み
LC:圧縮直線性
WC:圧縮仕事量
RC:圧縮回復性
また、圧縮率として(T0−Tm)/T0の値を算出した。
上記の項目の値は、各サンプルの第1面を加圧板側として10回の測定を行い、得られた測定データからHampel identifierの方法で異常値を除外し、平均値として算出した値である。なお、上記サンプルの測定はISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行った。
実施例及び比較例で得たトイレットペーパーの坪量はJIS P 8124に準拠して測定した。なお、表1に記載の坪量は1プライのトイレットペーパーの坪量である。
実施例及び比較例で得たトイレットペーパーの紙厚は、厚さ計(ハイブリッジ製作所製)を用いて、測定子を1秒間に1mm以下の速度で下ろした時の値を読み取った。なお、紙厚は2プライのトイレットペーパーの厚みであり、8サンプルの平均値を算出して紙厚とした。紙厚の測定は、ISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行った。
実施例及び比較例で得たトイレットペーパーの引張強度は、サンプル幅15mm、引張速度50mm/分、スパン長100mmの条件で、横型引張試験機(熊谷理器社製)を用いて測定した。なお、引張強度は、2プライのトイレットペーパーの引張強度であり、6サンプルの平均値を算出してそれぞれの引張強度とした。また、引張強度の測定は、ISO187に準拠した環境(温度23±1℃、相対湿度50±2%)で行った。
実施例及び比較例で得たトイレットペーパーの製品離解繊維長は、製品を離解させて得られた繊維分散スラリーを繊維長測定装置 (メッツォオートメーション社製、カヤーニファイバーラボVer4.0)を用いて測定した。繊維分散スラリーは、4gのトイレットペーパーを200mlの水に入れ、4500rpmで離解機を運転し、十分に離解するまで攪拌させることにより得た。得られた繊維分散スラリーを0.01質量%以上0.02質量%以下になるように希釈し、希釈液10mlを繊維長測定装置により投影長さを測定し、長さ加重平均繊維長を算出した。
実施例及び比較例で得たトイレットペーパーのエンボス高さは、下記の手順により測定した。
(1)高精度形状測定システムKS−1100(KEYENCE社製)により、トイレットペーパー各プライの露出面の裏面側の高さデータを1μmの解像度でそれぞれ取得した。取得範囲は1cm角とし、画像取得ピッチは10μmとした。
(2)取得した画像データを、画像解析ソフトIOMate2007(株式会社アイ・スペック社製)に読み込み、得られた高さデータを256階調に分級した。
(3)穴などの欠陥部のデータを除去した後、横軸に階調、縦軸にデータの個数をとったグラフを作成した。グラフの前後2点の計5点で移動平均を取りグラフを作成しなおし、描きなおされたグラフの傾きを、求める点とその前の点の計2点を用いて算出した。得られた傾きのデータについて、前後3点の計7点で移動平均を取り、横軸を階調、縦軸を移動平均取得後の傾きとして、さらに別のグラフを作成した。
(4)得られた傾きのグラフの最下点以降の部分で最初に迎える変曲点の位置を目視判断し、その位置の横軸の階調を閾値として定めた。
(5)閾値より小さい部分について高さデータの加重平均を行い、得られた平均値を「非エンボス部分の平均高さ」と定義した。また、閾値以上の部分についても加重平均を行い、得られた平均値を「エンボス部分の平均高さ」と定義した。
(6)以上の手順により得られた値を用いて、「エンボス部分の平均高さ」−「非エンボス部分の平均高さ」で算出される値を、エンボス高さとして求めた。
実施例及び比較例で得たトイレットペーパーの柔らかさ(滑らかさ)、ふっくら感、ならびに丈夫さについては、下記の評価基準で評価を行った。
実施例及び比較例で得たトイレットペーパーについて、水準を隠した状態で官能評価を実施した。50人に製品を触ってもらい、製品の柔らかさ(滑らかさ)、ふっくら感、丈夫さ、ならびに全体的な使用感(全体評価)について4段階で評価を行った。表1に示した記号は下記の意味を示す。
<柔らかさ(滑らかさ)、ふっくら感、丈夫さ、全体評価>
◎:特に優れている
○:優れている
△:やや劣る
×:劣る
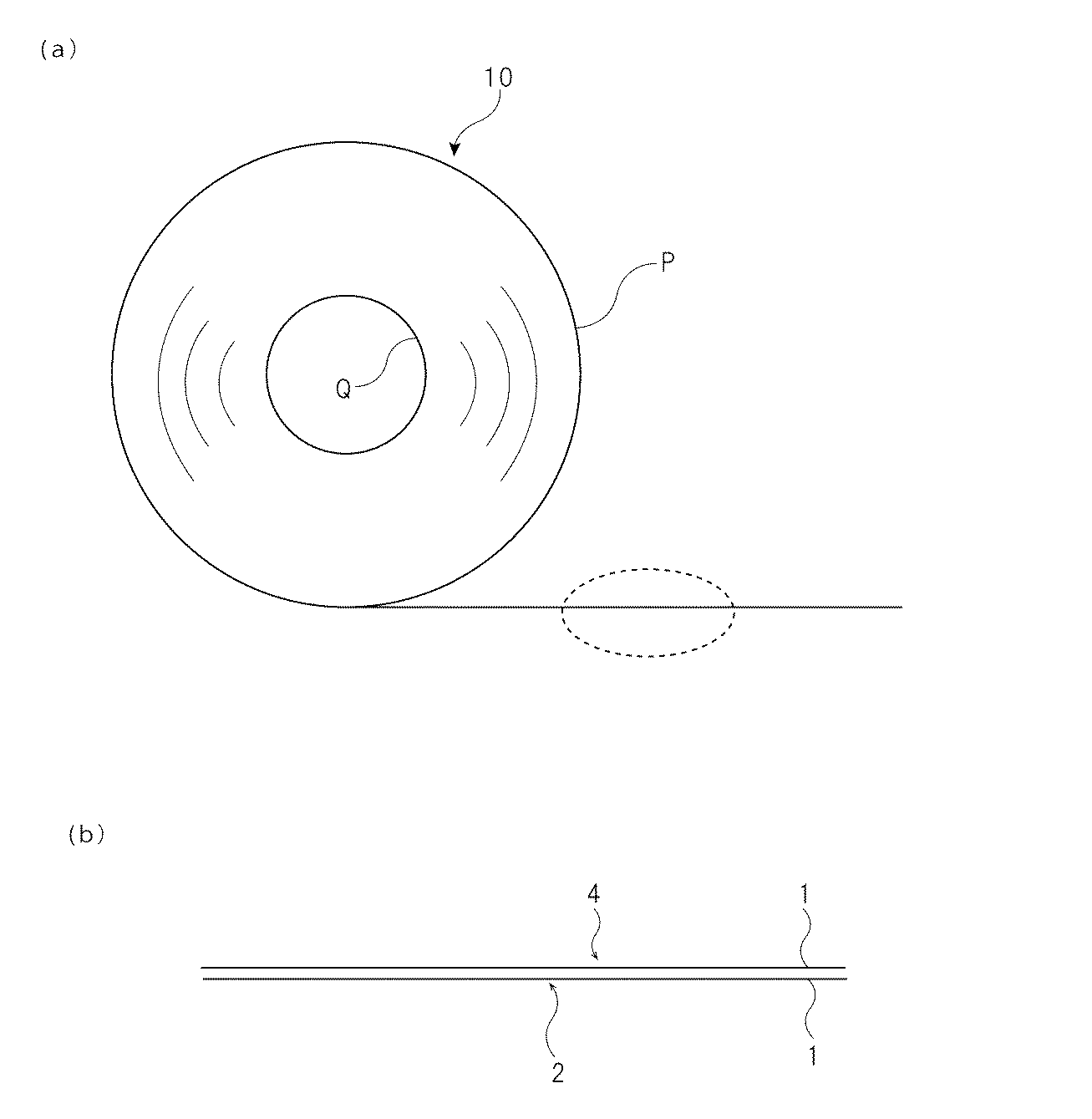
2 第1面
4 第2面
10 トイレットペーパー
P 外周面
Q 内周面
Claims (7)
- 第1面と、前記第1面とは反対側の第2面と、を有する2プライ以上のトイレットペーパーであって、
前記第1面のハンドフィール値と、前記第2面のハンドフィール値の平均が84.0以上であり、
前記トイレットペーパーに0.5gf/cm2の圧力をかけた際の厚みをT0とし、前記トイレットペーパーに50gf/cm2の圧力をかけた際の厚みをTmとした場合、(T0−Tm)/T0の値が0.4以上である、2プライ以上のトイレットペーパー。 - 前記トイレットペーパーは、針葉樹パルプを含み、
前記針葉樹パルプの含有量は、前記トイレットペーパーに含まれるパルプ成分の全質量に対して、20質量%以上80質量%以下である請求項1に記載のトイレットペーパー。 - 前記針葉樹パルプの長さ加重平均繊維長は1.6mm以上2.5mm以下である請求項2に記載のトイレットペーパー。
- 前記トイレットペーパーに含まれるパルプ成分の長さ加重平均繊維長は0.7mmより大きく1.1mm以下である請求項1〜3のいずれか1項に記載のトイレットペーパー。
- 前記トイレットペーパーはさらに広葉樹パルプを含み、
前記広葉樹パルプの含有量は、前記トイレットペーパーに含まれるパルプ成分の全質量に対して、10質量%以上70質量%以下である請求項2〜4のいずれか1項に記載のトイレットペーパー。 - 前記トイレットペーパーの長さ方向の引張強度が1.6N/15mm以下であり、前記トイレットペーパーの幅方向の引張強度が0.4N/15mm以上である請求項1〜5のいずれか1項に記載のトイレットペーパー。
- 前記トイレットペーパーはエンボス入りトイレットペーパーであって、
前記第1面側のトイレットペーパーのエンボス高さと前記第2面側のトイレットペーパーのエンボス高さとの差が20μm以上である請求項1〜6のいずれか1項に記載のトイレットペーパー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016057177A JP6794640B2 (ja) | 2016-03-22 | 2016-03-22 | トイレットペーパー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016057177A JP6794640B2 (ja) | 2016-03-22 | 2016-03-22 | トイレットペーパー |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020182551A Division JP7067596B2 (ja) | 2020-10-30 | 2020-10-30 | トイレットペーパー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017169681A true JP2017169681A (ja) | 2017-09-28 |
| JP6794640B2 JP6794640B2 (ja) | 2020-12-02 |
Family
ID=59970722
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016057177A Active JP6794640B2 (ja) | 2016-03-22 | 2016-03-22 | トイレットペーパー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6794640B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019063172A (ja) * | 2017-09-29 | 2019-04-25 | 大王製紙株式会社 | 衛生薄葉紙 |
| WO2019131103A1 (ja) | 2017-12-27 | 2019-07-04 | 大王製紙株式会社 | トイレットペーパー |
| JP2020127621A (ja) * | 2019-02-08 | 2020-08-27 | 日本製紙クレシア株式会社 | トイレットロール |
| JP2020137868A (ja) * | 2019-02-28 | 2020-09-03 | 日本製紙クレシア株式会社 | トイレットロール |
| CN112911977A (zh) * | 2018-11-30 | 2021-06-04 | 大王制纸株式会社 | 卫生纸 |
| JP2021129824A (ja) * | 2020-02-20 | 2021-09-09 | 丸富製紙株式会社 | 長尺トイレットペーパーロールの製造方法と、長尺トイレットペーパーロール |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003070678A (ja) * | 2001-08-31 | 2003-03-11 | Daio Paper Corp | トイレット用巻取衛生ロール紙 |
| JP2003199687A (ja) * | 2002-01-08 | 2003-07-15 | Daio Paper Corp | トイレット用巻取衛生ロール紙 |
| JP2005287725A (ja) * | 2004-03-31 | 2005-10-20 | Daio Paper Corp | ロール状衛生薄葉紙 |
| JP2008088612A (ja) * | 2006-10-04 | 2008-04-17 | Oji Paper Co Ltd | 家庭用薄葉紙及びその製造方法 |
| JP2012040775A (ja) * | 2010-08-19 | 2012-03-01 | Oji Nepia Co Ltd | ロール状衛生用紙の製造方法 |
| JP2013189728A (ja) * | 2012-03-14 | 2013-09-26 | Nippon Paper Crecia Co Ltd | 衛生用紙ウェッブ及びその製造方法 |
| JP2013202217A (ja) * | 2012-03-28 | 2013-10-07 | Daio Paper Corp | トイレットペーパー及びトイレットペーパーの製造方法 |
| JP2013202345A (ja) * | 2012-03-29 | 2013-10-07 | Daio Paper Corp | トイレットロールの製造方法 |
| JP2013217004A (ja) * | 2012-03-14 | 2013-10-24 | Nippon Paper Crecia Co Ltd | トイレットペーパー製品及びその製造方法 |
| WO2015007534A1 (en) * | 2013-07-18 | 2015-01-22 | Teijin Aramid B.V. | Fire-retardant sheet material |
| US20150225903A1 (en) * | 2012-08-03 | 2015-08-13 | Sca Tissue France | Multi-ply tissue paper product and method for manufacturing the same |
-
2016
- 2016-03-22 JP JP2016057177A patent/JP6794640B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003070678A (ja) * | 2001-08-31 | 2003-03-11 | Daio Paper Corp | トイレット用巻取衛生ロール紙 |
| JP2003199687A (ja) * | 2002-01-08 | 2003-07-15 | Daio Paper Corp | トイレット用巻取衛生ロール紙 |
| JP2005287725A (ja) * | 2004-03-31 | 2005-10-20 | Daio Paper Corp | ロール状衛生薄葉紙 |
| JP2008088612A (ja) * | 2006-10-04 | 2008-04-17 | Oji Paper Co Ltd | 家庭用薄葉紙及びその製造方法 |
| JP2012040775A (ja) * | 2010-08-19 | 2012-03-01 | Oji Nepia Co Ltd | ロール状衛生用紙の製造方法 |
| JP2013189728A (ja) * | 2012-03-14 | 2013-09-26 | Nippon Paper Crecia Co Ltd | 衛生用紙ウェッブ及びその製造方法 |
| JP2013217004A (ja) * | 2012-03-14 | 2013-10-24 | Nippon Paper Crecia Co Ltd | トイレットペーパー製品及びその製造方法 |
| JP2013202217A (ja) * | 2012-03-28 | 2013-10-07 | Daio Paper Corp | トイレットペーパー及びトイレットペーパーの製造方法 |
| JP2013202345A (ja) * | 2012-03-29 | 2013-10-07 | Daio Paper Corp | トイレットロールの製造方法 |
| US20150225903A1 (en) * | 2012-08-03 | 2015-08-13 | Sca Tissue France | Multi-ply tissue paper product and method for manufacturing the same |
| WO2015007534A1 (en) * | 2013-07-18 | 2015-01-22 | Teijin Aramid B.V. | Fire-retardant sheet material |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019063172A (ja) * | 2017-09-29 | 2019-04-25 | 大王製紙株式会社 | 衛生薄葉紙 |
| WO2019131103A1 (ja) | 2017-12-27 | 2019-07-04 | 大王製紙株式会社 | トイレットペーパー |
| KR20200101910A (ko) | 2017-12-27 | 2020-08-28 | 다이오 페이퍼 코퍼레이션 | 화장지 |
| CN112911977A (zh) * | 2018-11-30 | 2021-06-04 | 大王制纸株式会社 | 卫生纸 |
| CN112911977B (zh) * | 2018-11-30 | 2022-11-11 | 大王制纸株式会社 | 卫生纸 |
| JP2020127621A (ja) * | 2019-02-08 | 2020-08-27 | 日本製紙クレシア株式会社 | トイレットロール |
| JP7206458B2 (ja) | 2019-02-08 | 2023-01-18 | 日本製紙クレシア株式会社 | トイレットロール |
| JP2020137868A (ja) * | 2019-02-28 | 2020-09-03 | 日本製紙クレシア株式会社 | トイレットロール |
| JP7294635B2 (ja) | 2019-02-28 | 2023-06-20 | 日本製紙クレシア株式会社 | トイレットロール |
| JP2021129824A (ja) * | 2020-02-20 | 2021-09-09 | 丸富製紙株式会社 | 長尺トイレットペーパーロールの製造方法と、長尺トイレットペーパーロール |
| JP7391371B2 (ja) | 2020-02-20 | 2023-12-05 | 丸富製紙株式会社 | 長尺トイレットペーパーロールの製造方法と、長尺トイレットペーパーロール |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6794640B2 (ja) | 2020-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6794640B2 (ja) | トイレットペーパー | |
| JP7136251B2 (ja) | トイレットペーパー | |
| JP7060045B2 (ja) | トイレットロール | |
| JP6701927B2 (ja) | トイレットペーパー及びトイレットロール | |
| JP2020116046A (ja) | トイレットロール | |
| JP7400792B2 (ja) | トイレットペーパー | |
| JP6794707B2 (ja) | トイレットロール及びトイレットロールの製造方法 | |
| JP6690395B2 (ja) | トイレットペーパー | |
| JP7067596B2 (ja) | トイレットペーパー | |
| JP7147915B2 (ja) | トイレットペーパー及びトイレットロール | |
| JP6733412B2 (ja) | トイレットロール | |
| JP6686686B2 (ja) | トイレットペーパー | |
| JP7416184B2 (ja) | トイレットロール | |
| JP7287530B2 (ja) | トイレットロール | |
| JP7287532B2 (ja) | トイレットロール | |
| JP7287531B2 (ja) | トイレットロール | |
| JP6879406B2 (ja) | トイレットペーパー | |
| JP6969639B2 (ja) | トイレットロール | |
| JP6795117B2 (ja) | トイレットロール及びトイレットロールの製造方法 | |
| JP7006755B1 (ja) | トイレットロール | |
| JP2023099681A (ja) | トイレットロール | |
| JP7129762B2 (ja) | トイレットロール | |
| JP2023136404A (ja) | トイレットロール | |
| JP2024144893A (ja) | トイレットロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180807 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201013 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201026 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6794640 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |