JP7294635B2 - トイレットロール - Google Patents
トイレットロール Download PDFInfo
- Publication number
- JP7294635B2 JP7294635B2 JP2019036556A JP2019036556A JP7294635B2 JP 7294635 B2 JP7294635 B2 JP 7294635B2 JP 2019036556 A JP2019036556 A JP 2019036556A JP 2019036556 A JP2019036556 A JP 2019036556A JP 7294635 B2 JP7294635 B2 JP 7294635B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- roll
- ply
- paper
- toilet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 claims description 40
- 238000013461 design Methods 0.000 claims description 7
- IAKOZHOLGAGEJT-UHFFFAOYSA-N 1,1,1-trichloro-2,2-bis(p-methoxyphenyl)-Ethane Chemical compound C1=CC(OC)=CC=C1C(C(Cl)(Cl)Cl)C1=CC=C(OC)C=C1 IAKOZHOLGAGEJT-UHFFFAOYSA-N 0.000 claims 1
- PNHVXXUMHKJRKJ-RPSULYRYSA-N [(Z)-[(2Z,3E)-2,3-bis(hydroxyimino)-5,5-dimethylcyclohexylidene]amino]thiourea Chemical compound CC1(C)C\C(=N/O)\C(=N/O)\C(\C1)=N/NC(N)=S PNHVXXUMHKJRKJ-RPSULYRYSA-N 0.000 claims 1
- 239000000123 paper Substances 0.000 description 139
- 238000004049 embossing Methods 0.000 description 112
- 238000005259 measurement Methods 0.000 description 38
- 238000004519 manufacturing process Methods 0.000 description 37
- 230000035807 sensation Effects 0.000 description 20
- 238000000034 method Methods 0.000 description 16
- 229920001131 Pulp (paper) Polymers 0.000 description 14
- 239000010893 paper waste Substances 0.000 description 7
- 239000000523 sample Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 238000010009 beating Methods 0.000 description 6
- 239000000835 fiber Substances 0.000 description 6
- 239000008267 milk Substances 0.000 description 5
- 210000004080 milk Anatomy 0.000 description 5
- 235000013336 milk Nutrition 0.000 description 5
- 235000013361 beverage Nutrition 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000002655 kraft paper Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000002537 cosmetic Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000011122 softwood Substances 0.000 description 3
- 241001391944 Commicarpus scandens Species 0.000 description 2
- 244000166124 Eucalyptus globulus Species 0.000 description 2
- 239000004902 Softening Agent Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000018044 dehydration Effects 0.000 description 2
- 238000006297 dehydration reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000003623 enhancer Substances 0.000 description 2
- 239000011121 hardwood Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 235000004692 Eucalyptus globulus Nutrition 0.000 description 1
- 241001233195 Eucalyptus grandis Species 0.000 description 1
- 241000692870 Inachis io Species 0.000 description 1
- 241000219926 Myrtaceae Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 210000000481 breast Anatomy 0.000 description 1
- 239000004067 bulking agent Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- -1 drainage improvers Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images













Landscapes
- Sanitary Thin Papers (AREA)
- Paper (AREA)
Description
一方で、ダブルエンボスにすると、厚く感じ、また表裏差が小さくなり、触感は良くなる。ダブルエンボスの場合、例えば、特許文献3に記載のように、表と裏のエンボスパターンを変えて、エンボスの美粧性、比容積等を調整することも提案されている。
また、特許文献4には、2~3枚重ねてロール状に巻き取っても1プライと同じ長さに巻き取ることが可能となるように、1枚あたりの坪量を小さくしたトイレットペーパーが開示されている。さらに、特許文献5には、ダブルのトイレットペーパーロールにおいて、トイレットペーパーの厚みを低下させることなく巻き長さを長くするため、伸び率の異なるシートをコンタクトエンボスにより一体化したトイレットペーパーロールが開示されている。
また、断紙が発生しないように紙の強度を高くすると、断紙は抑制されるが、紙が固くなって触感が劣ってしまう。また、紙の強度を高くせずに印刷部分を小さくすると、断紙は抑制されるが印刷の美粧性が劣る。また、エンボスを薄くする(エンボスを弱める)ことで断紙を抑制することができるが、この場合も触感が劣ってしまう。
図1は、本実施形態のトイレットロール10の外観を示す斜視図である。
本実施形態のトイレットロール10は、ダブルエンボスが施されており、図1に示すように、2プライ(表側のプライ11a、裏側のプライ11b)に重ねられたトイレットペーパー11をロール状に巻き取ったものである。
本発明のトイレットロール10の巻長は、45m以上93m以下である。巻長が45m未満であると、交換頻度が多くなってしまう。また、巻長が93mを超えると、本実施形態のように印刷を有するダブルエンボスの高坪量のトイレットペーパーで、巻径が一定の範囲になるように加工する(巻き取る)と、固巻きになるため断紙しやすくなる。また、断紙しないように加工する(巻き取る)と、巻径が大きくなってコンパクトにならない。巻長は、53m以上83m以下であることが好ましく、60m以上73m以下であることがより好ましい。
トイレットロール10の巻直径DR(図1参照)は、100mm以上140mm以下である。本実施形態のように印刷を有するダブルエンボスの高坪量のトイレットペーパーで、巻直径が100mm未満であると、長尺にならないため、トイレットロール10の交換頻度が劣る。または、固巻きになるため、生産時に断紙しやすくなる。巻直径が140mmを超える場合、コンパクトにならない。 巻直径DRは、107mm以上135mm以下であることが好ましく、112mm以上120mm以下であることがより好ましい。なお、巻直径を巻径と記載する場合があるが、同じ意味である。
本発明のトイレットロール10の巻密度は、0.9m/cm2以上2.0m/cm2以下であることが好ましい。印刷を有するダブルエンボス、高坪量、及び長尺のトイレットペーパーで巻密度が0.9m/cm2未満の場合、コンパクトにならない。また、2.0m/cm2を超える場合、固巻きになるため生産時に断紙しやすくなる。
例えば、巻長61m、2プライ、巻直径DR118mm、コアの外径39mmの場合、巻密度=(61m×2)÷{3.14×(118mm÷2÷10)2-3.14×(39mm÷2÷10)2}=1.25m/cm2となる。トイレットロール1にコアが無い場合は、中心孔の直径をコア外径とする。
巻密度は、1.0m/cm2以上1.6m/cm2以下であることがより好ましく、1.2m/cm2以上1.4m/cm2以下であることが更に好ましい。
トイレットペーパー11の1プライの坪量は、11g/m2以上19g/m2以下である。本実施形態のように印刷を有するダブルエンボスの高坪量のトイレットペーパーで1プライの坪量が11g/m2未満の場合、印刷部のインキが拡散しやすく、印刷部の強度が低くなる影響で生産時に断紙しやすくなる。また、触感が劣る。また、19g/m2を超える場合、巻径が一定の範囲になるように加工する(巻き取る)と、固巻きになるため生産時に断紙しやすくなる。また、断紙しないように加工する(巻き取る)と、巻径が大きくなってコンパクトにならない。
トイレットペーパー11の1プライの坪量は、13g/m2以上18g/m2以下であることがより好ましく、15g/m2以上17g/m2以下であることが更に好ましい。
トイレットペーパー11の紙厚は0.6mm/10枚以上1.3mm/10枚以下であることが好ましい。本実施形態のように印刷を有するダブルエンボスの高坪量のトイレットペーパーでトイレットペーパー11の紙厚が0.6mm/10枚未満の場合、印刷部のインキが拡散しやすく、強度が低くなる影響で生産時に断紙しやすくなる。また、トイレットペーパー11の紙厚が1.3mm/10枚を超える場合、巻径が一定の範囲になるように加工する(巻き取る)と、固巻きになるため生産時に断紙しやすくなる。また、断紙しないように加工する(巻き取る)と、巻径が大きくなってコンパクトにならない。
トイレットペーパー11の紙厚は、0.7mm/10枚以上1.2mm/10枚以下であることがより好ましく、0.8mm/10枚以上1.1mm/10枚以下であることが更に好ましい。トイレットペーパー11の紙厚を上記範囲に調整する方法としては、坪量、エンボス条件およびパルプ原料の叩解等を調整する方法を挙げることができる。
トイレットペーパーの印刷の図柄については、表側の1プライのトイレットペーパーの表面に印刷されていることが好ましく、一般的には、花柄等が多く使用されている。大きいベタ部を設けると、断紙が発生しやすい。また、本願のような高坪量、ダブルエンボス、長尺の条件では、図柄の印刷の太さ2mm以下の合計の長さを適正にすることで断紙しにくく、また、美粧性を良好にすることができるようになった。なお、図柄の印刷の太さは、太さ2mm以上を含んでいても良いが、太さ2mm以下の図柄が主体であることが好ましい。主体とは、太さ2mm以下の図柄の長辺の合計長さが、太さ2mmを超えた図柄の長辺の合計長さより大きいことを意味する。
また、長辺が5mmの円形が2個と、長辺が15mmの直線が1本である図柄の場合、長辺が5mmの円形が2個で合計が10mmとなり、長辺が15mmの直線が1本で合計が15mmとなる。したがって、この図柄では合計長が長い直線が主体となる。
そして、長辺が10mmの楕円形が1個と、長辺が15mmの直線が1本である図柄の場合、長辺が10mmの楕円形が1個で合計が10mmとなり、長辺が15mmの直線が1本で合計が15mmとなる。したがって、この図形では合計長が長い直線が主体となる。
また、図柄印刷がされたトイレットペーパーにおいて、特定のサイズのエンボスについて、エンボスの個数、深さを適正な範囲にすることで、上記の印刷図柄に適したエンボスパターンとなり、断紙が抑制されると共に、触感を良好にすることができる。
図柄印刷部分について、2mm以下の太さの部分の合計の長さの測定は、直線部分と曲線部分について、分けて測定する。
直線部分については、図柄にある直線を、そのまま測定する。図3(a)に示すような図柄の場合、曲線部分については、同図(b)に示すように曲線部分について直線を引きながら測定する。図3において、ドット以外は図柄の太さは2mm以下とする。5mmの直線を基準にして、曲線に沿うようにして測定する。
図3(b)の場合の合計は、5mm+5mm+5mm+2mm=17mmとなる
印刷面積が高い部分においてトイレットペーパー3cm×3cmで、2mm以下の線を上記のように測定し、合計の長さを求める。
なお、ドットがある場合、直径が2mm以下であれば、合計長さに含め、ドットが直径2mmより大きい場合には合計長さに含めない。
図3の場合は、ドットが直径3mmで、2mm以上であるので、合計の長さに含めない。
ここで、ダブルエンボスとは、2プライの各々の原紙に別々にエンボス加工を施すものである。
図柄が印刷されている表側のプライ11aの面において、エンボスの個数は11個/cm2以上100個/cm2以下であることが好ましく、21個/cm2以上85個/cm2以下であることがより好ましく、31個/cm2以上70個/cm2以下であることが更に好ましい。図柄が印刷されている面のエンボスの個数が11個/cm2より少ないと、本実施形態のように印刷を有するダブルエンボスの高坪量のトイレットペーパーで触感が劣る。また、エンボスの個数が100個/cm2より多いと、印刷部の強度が低くなる部分とエンボス部の強度が低くなる部分が相互で関わりあって、生産時に断紙しやすくなる。
本発明のような、ダブルエンボス、高坪量、印刷、及び長尺の条件では、表側のプライ11a及び裏側のプライ11bのいずれにおいても、エンボスの個数が11個/cm2以上であることにより、触感を良好にできる。また、エンボスの個数が100個/cm2以下であることにより、生産時に断紙しにくくなる。
図柄が印刷されている表側のプライ11aの面において、ダブルエンボスの高さが0.01mm以上0.15mm以下であることが好ましく、0.02mm以上0.12mm以下であることがより好ましく、0.03mm以上0.08mm以下であることが更に好ましい。本願のダブルエンボス、高坪量、長尺、印刷柄の条件で、図柄が印刷されている面のエンボスの高さが0.01よりも低いと触感が劣ってしまう。また、エンボスの高さが0.15mmよりも高いと、印刷部の強度が低くなる部分とエンボス部の強度が低くなる部分が相互に関わりあって、生産時に断紙しやすくなってしまう。
また、図柄が印刷されていないもう片方の裏側のプライ11bにおいて、ダブルエンボスの高さが0.01mm以上0.15mm以下であることが好ましく、0.02mm以上0.12mm以下であることがより好ましく、0.03mm以上0.08mm以下であることが更に好ましい。本願のダブルエンボス、高坪量、長尺、印刷柄の条件で、図柄が印刷されている面ともう片方の面の差を小さくすることで、表裏差による触感が良好になる。
また、エンボスの高さは、特開2018-047133号公報にエンボスパターンの深さの測定方法と同様に行う。
エンボスの個数と高さの測定は、エンボス長辺が0.1mm以上5.0mm以下のエンボスについて行う。エンボス長辺は、次のように測定する。まずロール表面を10周分除く。トイレットロール10の外側のトイレットペーパー11aについて、任意に1か所(ロール幅の中心部とする)を決め、ここをLS1とし、このLS1からロールを90度回転させた部分をLS2とし、同様に90度回転させた位置を、LS3、LS4を決める。この4か所について試験片(5cm×5cm)を採取し、そのうちの1cm×1cmの範囲で、ロール表面側からエンボスが多い部分を目視で確認し、光学顕微鏡で観察する。エンボス1個の開口の最大径をエンボス長辺とする。
図4は本実施形態のトイレットロールのエンボス長辺を説明する図であって、(a)は符号aをエンボス長辺とし、(b)は符号bをエンボス長辺とする。
また、1cm×1cmの範囲で、エンボス長辺が0.1mm以上5.0mm以下の任意のエンボス10個について高さを測定する。そして、上記4か所(合計40か所)の平均値を求める。1cm×1cmの領域で100個以上のエンボスがある場合は、5mm×5mmの領域を測定し、1cm×1cmに換算する。
本発明のトイレットロール10には、図1に示すように、トイレットペーパー11の切り取り用のミシン目12が、トイレットペーパー11の幅方向Xに、所定の間隔で設けられていることが好ましい。ミシン目を設ける場合、ミシン目の切れ込み線の長さは0.3mm以上3.5mm以下であることが好ましく、ミシン目のつなぎ部の長さは0.3mm以上2.3mm以下であることが好ましい。ミシン目の切れ込み線の長さは0.8mm以上3.0mm以下であることがより好ましく、ミシン目のつなぎ部の長さは0.5mm以上1.8mm以下であることがより好ましい。ミシン目の切れ込み線の長さは1.3mm以上2.5mm以下であることが更に好ましく、ミシン目のつなぎ部の長さが0.7mm以上1.3mm以下であることが更に好ましい。
ミシン目のピッチ(MD方向に)おけるミシン目とミシン目の間隔は70mm以上280mm以下が好ましく、85mm以上200mm以下がより好ましく、100mm以上130mm以下が更に好ましい。
ミシン目を設けることで、本願のように印刷を有するダブルエンボス、高坪量、長尺のトイレットペーパーにおいて、印刷部の強度が低くなる部分とミシン目の強度が低くなる部分が相互に関わりあって、生産時に断紙しやすくなるが、上記の範囲にすることで、断紙を抑制することができると共に、トイレットロール使用時に使いやすくなる。
本実施形態のトイレットロール10では、図5に示すように、トイレットペーパー11の長手方向Yにプライエンボス13及び14が施されてなるものであることが好ましい。
具体的には、図6に示すように、長手方向Yに平行な2本のエンボス13a及び13bによるプライエンボス13、並びに、長手方向Yに平行な2本のエンボス14a及び14bによるプライエンボス14を有する。なお、エンボス13a、13b、14a、及び14bは、ロール外側に凸状である。
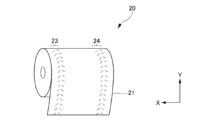
また、別の実施形態のトイレットロール20は、図7に示すように、トイレットペーパー21の長手方向Yにプライエンボス23及び24が施されてなるものである。具体的には、図8に示すように、プライエンボスとして、長手方向Yに対して斜め方向に配された複数のエンボス23a、及びエンボス23aと対称的に設けられた複数のエンボス23bが長手方向Yに沿って設けられてなるプライエンボス23と、斜め方向に配された複数のエンボス24a、及びエンボス24aと対称的に設けられた複数のエンボス24bが長手方向Yに沿って設けられてなるプライエンボス24とを有するものである。なお、エンボス23a、23b、24a、及び24bは、ロール外側に凸状である。
本発明における「プライエンボス」とは、1プライを別々にエンボス処理した後、1プライの凸面側と1プライの凸面側をそれぞれ内側にして2プライにして施すエンボスを意味する。
また、本発明におけるプライエンボスは、図5から図8では幅方向Xの両端近傍に2本形成されているが、1本又は3本以上でもよく、プライエンボスを施す場所は、プライエンボスの幅の中心Mが、端から2%以上35%以下の範囲に位置するような場所であることが好ましく、5%以上20%以下の範囲に位置するような場所であることがより好ましく、7%以上15%以下の範囲に位置するような場所であることが更に好ましい。
プライエンボスのそれぞれのエンボス(13a、13b、14a、14b)の形状は、上記2つの実施形態のものに限られず、矩形状、円形、楕円形等であってもよい。
本発明において、プライエンボスの高さは0.10mm以上0.80mm以下である。本願のようなダブルエンボス、高坪量、長尺、印刷の条件で、プライエンボスの高さが0.10mm未満の場合にプライが剥がれて生産時に断紙しやすくなり、プライエンボスの高さが0.80mmを超えるとプライエンボスが強すぎてプライエンボス部の強度が弱くなり、印刷部の強度が低くなる部分と相互に関わりあって、生産時に断紙しやすくなる。プライエンボスの高さは0.20mm以上0.65mm以下であることが好ましく、0.30mm以上0.50mm以下であることがより好ましい。
プライエンボスの高さは、マイクロスコープを用いてエンボスの高低差を測定して求める。
マイクロスコープとしては、KEYENCE社製の製品名「ワンショット3D測定マイクロスコープ VR-3100」を使用することができる。マイクロスコープの画像の観察・測定・画像解析ソフトウェアとしては、製品名「VR-H1A」を使用することができる。また、測定条件は、倍率12倍、視野面積24mm×18mmの条件で、走査方向をトイレットロール10のX方向にして測定する。なお、測定倍率と視野面積は、求めるエンボスパターンの大きさによって、適宜変更してもよい。
測定箇所について、トイレットロール10で説明する。測定は、ロール表面側のプライ11aで行う。また、トイレットロール10をロール形状のままで測定する。ここで、トイレットロール10は嵩張る形状のため上記マイクロスコープのピントが合いにくくなる場合がある。この場合、サンプルを載せるステージ(台)を取り除いてピントを調節して測定してもよい。
まず、測定に適さない表面のトイレットペーパー11を10周分取り除く。次に、図9及び図10に示すように、任意に1か所(ロール幅の中心部とする)を決め、ここをLS1とし、このLS1からロールを90度回転させた部分をLS2とし、同様に90度回転させた位置を、LS3、LS4を決める。この4か所(LS1、LS2、LS3、LS4)の、両側のプライエンボス13及び14について、ロール形状のまま凹凸の測定を行う。
なお、凹凸を測定する際、個々のプライエンボスのパターンを含んでいる箇所とする。
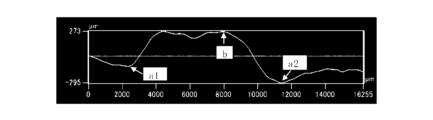
そこで、高さプロファイルの断面曲線から輪郭曲線を計算し、図14に示すように、この輪郭曲線において、極大値(b)から極小値(a1、a2)をそれぞれ引いた値の平均値をエンボスパターンの高さとする。
なお、「輪郭曲線」は、断面曲線からλc:800μm(但し、λcはJIS-B0601「3.1.1.2」に記載の「粗さ成分とうねり成分との境界を定義するフィルタ」)より短波長の表面粗さの成分を低域フィルタによって除去して得られる曲線である。なお、λcを、プライエンボスの幅以上に設定すると、ピークをノイズと認識してしまう可能性があるので、λcをプライエンボスの幅未満とする。例えば、プライエンボスの幅が800μm以下の場合、例えばλc:250μmに設定する。
本発明におけるトイレットペーパー11のプライエンボスの幅は、1mm以上20mm以下である。本願のようなダブルエンボス、高坪量、長尺、印刷の条件で、エンボスの幅が1mm未満であると、プライが剥がれやすくて生産時に断紙しやすくなり、20mm超えると、プライエンボスの面積が広くなってプライエンボス部の強度が弱くなりやすくなるため、印刷部の強度が低くなる部分と相互に関わりあって、生産時に断紙しやすくなる。
トイレットペーパー11のプライエンボスの幅は、3mm以上16mm以下であることが好ましく、5mm以上12mm以下であることがより好ましい。
上記プライエンボスの高さの測定方法と同様に、トイレットペーパー11を10周分取り除き、任意に1か所(ロール幅の中心部とする)を決め、ここをLS1とし、このLS1からロールを90度回転させた部分をLS2とし、同様に90度回転させた位置を、LS3、LS4を決める。この4つの領域(LS1、LS2、LS3、LS4)について、両側のプライエンボス13及び14(図5参照)について、ロール形状のまま測定を行う。
このとき、図6に示すように、プライエンボス13aと13bとの間(又は、14aと14bとの間)の距離L10が、10mm以下であれば、エンボス13aからエンボス13bにかけて測定し、図14おける、1つの最小値a1と隣の最小値a2との間の距離を求める。これを、14a及び14bについて同様に求め、さらに4か所(LS1、LS2、LS3、LS4)について行い、合計8か所の平均値をプライエンボスの幅とする。
エンボス23a(23b)の長手方向の寸法Leは、1.0mm以上10.0mm以下であることが好ましく、1.5mm以上8.0mm以下であることがより好ましく、2.0mm以上6.0mm以下であることが更に好ましい。
23a(23b)の短手方向の寸法Weは、0.1mm以上4.0mm以下であることが好ましく、0.3mm以上3.0mm以下であることがより好ましく、0.5mm以上1.5mm以下であることが更に好ましい。
エンボス23a(23b)のMD方向の寸法LMDは、0.4mm以上7.0mm以下であることが好ましく、0.9mm以上5.5mm以下であることがより好ましく、1.4mm以上4.0mm以下であることが更に好ましい。
エンボス23a(23b)のCD方向の寸法LCDは、0.4mm以上7.0mm以下であることが好ましく、0.9mm以上5.5mm以下であることがより好ましく、1.4mm以上4.0mm以下であることが更に好ましい。
エンボス23aと23bとの間隔L20は、0.2mm以上5.0mm以下であることが好ましく、0.4mm以上3.5mm以下であることがより好ましく、0.6mm以上2.0mm以下であることが更に好ましい。
エンボス23a(23b)間の距離SMDは、0.3mm以上6.0mm以下であることが好ましく、0.6mm以上4.2mm以下であることが好ましく、1.0mm以上3.5mm以下であることが更に好ましい。
エンボス23a(23b)の傾斜角度θは、5度以上85度以下であることが好ましく、20度以上70度以下であることがより好ましく、35度以上55度以下であることが更に好ましい。
上記の値にすることで、本願のような高坪量、ダブルエンボス、長尺、印刷条件のトイレットロールにおいて、プライが剥がれにくく、生産時に断紙しにくくなる。また、印刷部の強度が低くなる部分とプライエンボスの強度が低くなる部分が相互に関わりあった時に、生産時に断紙しにくくなる。
ロール質量は、芯(コア)の質量を除く、ロール幅(芯方向のロールの幅)114mmあたりのトイレットロール10の質量である。本発明のトイレットロール10において、芯(コア)の質量を除くロール1個あたりの質量は、150g以上350g以下である。ロール質量が上記の範囲であることにより、本願のようなダブルエンボス、高坪量、長尺印刷において、150g未満の場合、ロールの交換頻度が劣る。また、350gを超える場合、巻径が大きくなってコンパクトにならなかったり、固巻になるため生産時に断紙しやすくなる。
芯(コア)の質量を除くロール1個あたりの質量は、180g以上308g以下であることが好ましく、210g以上250g以下であることがより好ましい。
トイレットロール10のロール密度は、0.16g/cm3以上0.26g/cm3以下であることが好ましく、0.19g/cm3以上0.25g/cm3以下であることがより好ましく、0.20g/cm3以上0.23g/cm3以下であることが更に好ましい。本願のようなダブルエンボス、高坪量、印刷、及び長尺のトイレットロールにおいて、トイレットロール10のロール密度が0.16g/cm3未満の場合、コンパクトにならない。また、0.26g/cm3を超える場合、固巻になるため生産時に断紙しやすくなる。
ロール質量は、ロール幅114mmあたりのトイレットロールの質量である。ロール体積は[{ロールの外径(巻直径DR)部分の断面積}-(コア外径部分の断面積)]×ロール幅(114mmあたりに換算する)で表される。例えば、ロール幅114mmあたりのロール質量(コアを除く)が230g、巻直径118mm、コアの外径が39mmの場合、ロール密度=230g÷[{3.14×(118mm÷2÷10)2-3.14×(39mm÷2÷10)2}×(114mm÷10)]=0.207g/cm3となる。なお、トイレットロール1にコアが無い場合は、中心孔の直径をコア外径とする。
また、本発明のトイレットロール10の芯の外径である、コア外径は、25mm以上48mm以下であることが好ましく、35mm以上46mm以下であることがより好ましく、37mm以上43mm以下であることが更に好ましい。コア外径が上記の範囲内のものであることにより、トイレットロール10の巻密度を好適に維持しつつ、トイレットロール10を、コンパクトにすることができ、加えて、製造時のトイレットロール10の取扱性も良好となる。
また、トイレットロール10のコアの質量は3.0g以上6.5g以下であることが好ましく、4.0g以上5.8g以下であることがより好ましく、4.5g以上5.3g以下であることが更に好ましい。コア質量を上記の数値範囲内にすることにより、本発明のような長尺のトイレットペーパーに適した、良好なコアの強度とコアのコストを実現することができる。コアの質量は、ロール質量と同様、ロール幅114mmの質量とする。
トイレットペーパー11の比容積は4.3cm3/g以上7.3cm3/g以下であることが好ましい。本願のようなダブルエンボス、高坪量、印刷、及び長尺のトイレットロールにおいて、トイレットペーパー11の比容積が4.3cm3/g未満の場合、触感が劣る場合がある。また、7.3cm3/gを超える場合、巻径が大きくなってコンパクトにならない場合がある。また、巻径が一定の範囲になるように加工する(巻き取る)と、固巻きになるため生産時に断紙しやすくなる。また、断紙しないように加工する(巻き取る)と、巻径が大きくなってコンパクトにならない。上記比容積は、4.8cm3/g以上6.8cm3/g以下であることがより好ましく、5.3cm3/g以上6.3cm3/g以下であることが更に好ましい。
トイレットペーパー11のJIS P 8113に基づく乾燥時の縦方向の引張強さをDMDT(Dry Machine Direction Tensile strength)とすると、本発明のトイレットロールにおいて、ミシン目を含まない領域のDMDTは、2.5N/25mm以上6.2N/25mm以下である。ミシン目を含まない領域のDMDTは、3.2N/25mm以上5.5N/25mm以下であることが好ましく、3.8N/25mm以上4.7N/25mm以下であることがより好ましい。
本願のようなダブルエンボス、高坪量、印刷、及び長尺のトイレットペーパーにおいて、DMDTが2.5N/25mm未満の場合、印刷部分の強度が低くなる部分とエンボス部の強度が低くなる部分が相互に関わりあって、生産時に断紙しやすくなる。また、DMDTが6.2N/25mmを超える場合、触感が劣る。
図11に示すように、ミシン目12を含まない領域32を測定するとき、領域32のMD方向の寸法L1は、100mm以上であることが好ましい。ミシン目のピッチPが小さい場合は、領域32のMD方向の寸法L1は100mm以下にしてもよいが、ミシン目を含まないように可能な限り長くする。
引張試験機のつかみ具のピッチは80mmで測定するが、ミシン目を含まないようにすると試験片が小さくなる場合は、つかみ具のピッチは適宜小さくしてもよい。つかみ具のピッチが20mm未満になる場合は、つかみ具を20mmとして、ミシン目を含んでよいこととする。
領域32のCD方向の寸法W1は25mmとする。領域32ついては、プライエンボスを含まないように採取する。25mmの間にプライエンボス含んでしまう場合は、プライエンボスを含んでもよいこととする。
トイレットペーパー11のJIS P 8113に基づく乾燥時の縦方向の引張強さをDMDT(Dry Machine Direction Tensile strength)とすると、本発明のトイレットロールにおいて、ミシン目を含む領域のDMDTは、2.5N/75mm以上8.3N/75mm以下である。ミシン目を含む領域のDMDTは、3.1N/75mm以上7.1N/75mm以下であることが好ましく、4.5N/75mm以上6.1N/75mm以下であることがより好ましい。
本願のように印刷を有するダブルエンボス、高坪量、長尺のトイレットペーパーにおいて、ミシン目を設けることで、印刷部の強度が低くなる部分とミシン目の強度が低くなる部分が相互に関わりあって生産時に断紙しやすくなるが、ミシン目を含む領域のDMDTを上記の範囲に調整することにより、生産時に断紙を抑制することができる。また、トイレットペーパーを使用するときに、ミシン目で切りやすくなる。
なお、ミシン目を含む領域DMDTは、図11に示すように、ミシン目12を含む領域33を測定するものとする。このとき、ミシン目12が領域33のMD方向の中心に一つ含む位置で測定する。領域33のMD方向の寸法L1は、100mm以上であることが好ましいが、ミシン目のピッチPが小さい場合は、可能な限り長くする。領域33のCM方向の寸法W2は、75mmである。
トイレットペーパー11のJIS P 8113に基づく乾燥時の横方向の引張強さをDCDT(Dry Cross Direction Tensile strength)とすると、DCDTは0.7N/25mm以上2.0N/25mm以下であることが好ましく、0.9N/25mm以上1.8N/25mm以下であることがより好ましく、1.1N/25mm以上1.6N/25mm以下であることが更に好ましい。
本願のようなダブルエンボス、高坪量、印刷、及び長尺のトイレットペーパーにおいて、DCDTが0.7N/25mm未満の場合、印刷部分の強度が低くなる部分とエンボス部の強度が低くなる部分が相互に関わりあって、生産時に断紙しやすくなる。また、DCDTが2.0N/25mmを超える場合、触感が劣る。
DCDTの測定領域は、図12に示すように、測定領域34のMD方向の寸法L2は、25mmである。
測定領域34のCD方向の寸法W2は、100mm以上が好ましいが、プライエンボスを含まないように、可能な限り長くする。プライエンボスを含んでしまう場合は、つかみ具のピッチを小さくして測定するが、20mm未満にならない範囲で可能な限り大きくする。
トイレットペーパー11の旧JIS S 3104に基づく吸水度は、7.0秒以下であることが好ましく、5.0秒以下であることがより好ましく、3.0秒以下であることが更に好ましい。吸水度は、短時間であることが好ましい。本願のようなダブルエンボス、高坪量、印刷、及び長尺のトイレットロールにおいて、上記時間の範囲内であることにより、吸水性が良好に維持されると共に吸水時でも破れにくくなる。なお、水を滴下する際は、2プライのままトイレットペーパー11の表面側に滴下する。
本発明のTSA(ティッシュソフトネス測定装置)によるHF値は、71以上83以下であることが好ましい。本願のようなダブルエンボス、高坪量、印刷、及び長尺のトイレットロールにおいて、HF値が71未満であると、触感が劣る場合がある。HF値が83を超えると、柔らかすぎて、印刷部分の強度が低くなる部分とエンボス部の強度が低くなる部分が相互に関わりあって、生産時に断紙しやすくなる場合がある。
HF値は、73以上81以下であることがより好ましく、76以上78以下であることが更に好ましい。
ティッシュソフトネス測定装置TSAを使用したHF値は、装置のアルゴリズムをTPIIに設定し、直径が約113mmの円形に加工したサンプルを用いて測定する。これに用いられる測定装置については、例えば、特開2013-236904号公報に詳細に記載されている。ティッシュソフトネス測定装置TSAを使用した測定方法については、上記の特許文献を参照することができる。
なお、HF値が算出される際、TSA上のソフトウェアにて自動的に取得した、低周波数側からの最初のスペクトルの極大ピークの強度(TS750)が7dBV2rms以上30dBV2rms以上であることが好ましく、9dBV2rms以上25dBV2rms以上であることがより好ましく、11dBV2rms以上20dBV2rms以上であることが更に好ましい。また、6500Hzを含むスペクトルの極大ピークの強度(TS7)が6dBV2rms以上29dBV2rmsであることが好ましく、8dBV2rms以上24dBV2rmsであることがより好ましく、10dBV2rms以上19dBV2rmsであることが更に好ましい。また、前記TSAにより、前記試料台に設置した前記トイレットペーパー製品のサンプルに対し、前記ブレード付きロータを回転させずに100mNと600mNの押し込み圧力でそれぞれ上から押し込んだとき、それぞれ押し込み圧力100mNと600mNの間での前記サンプルの上下方向の変形変位量で表される、剛性(D)が1.8mm/N以上3.8mm/N以下であることが好ましく、2.1mm/N以上3.5mm/N以下であることがより好ましく、2.4mm/N以上3.2mm/N以下であることが更に好ましい。TS750、TS7、Dを上記の範囲にすることで、触感を良好にでき、生産時に断紙しにくくなる。
トイレットペーパー11は木材パルプ100質量%からなるものであってもよく、古紙パルプ、非木材パルプ、脱墨パルプを含んでもよい。目標とする品質を得るためには、NBKP(針葉樹晒クラフトパルプ)の含有率が0質量%以上50質量%以下であることが好ましく、10質量%以上40質量%以下であることがより好ましく、20質量%以上30質量%以下であることが更に好ましい。また、LBKP(広葉樹晒クラフトパルプ)の含有率が50質量%以上100質量%以下であることが好ましく、60質量%以上90質量%以下であることがより好ましく、70質量%以上80質量%以下であることが更に好ましい。この配合にすることにより、本願のダブルエンボス、高坪量、長尺、印刷の条件で触感が良好になると共に、生産時に断紙しにくくなる。
トイレットペーパー11は、例えば以下のように、(1)抄紙及びクレーピング、(2)エンボス処理及びロール巻取り加工、の順で製造することができる。このうち、(2)については既に説明したので省略する。
まず、公知の抄紙機のワイヤーパート上で上記紙料からウェブを抄紙し、プレスパートのフェルトへ移動させる。ワイヤーパートの方式としては、丸網式、長網(フォードリニアー)式、サクションブレスト式、短網式、ツインワイヤー式、クレセントフォーマー式等が挙げられる。
クレープ率(%)=100×{(ヤンキードライヤー速度(m/分)-リール速度(m/分)}÷リール速度(m/分)
JIS P8124に基づいて測定し、シート1枚あたりに換算した。
シックネスゲージ(尾崎製作所製のダイヤルシックネスゲージ「PEACOCK」)を用いて測定した。測定条件は、測定荷重3.7kPa、測定子直径30mmで、測定子と測定台の間に試料を置き、測定子を1秒間に1mm以下の速度で下ろしたときのゲージを読み取った。なお、トイレットペーパーを10枚(2プライのトイレットペーパーを5組)重ねて、10プライ分として測定を行った。また、測定を10回繰り返して測定結果を平均した。なお、ロール上の測定位置は、トイレットロールを巻きほぐした際の最内巻のトイレットペーパーの端縁からトイレットロールの巻長の90%に相当する位置とした。
シート1枚あたりの紙厚を1枚あたりの坪量で割り、単位gあたりの容積cm3で表した。
JIS P 8113に基づいて、上記測定領域33を、破断までの最大荷重をN/25mmの単位で測定した。引張強さの測定は、引張速度300mm/minの条件で行った。
2プライに製造されたトイレットペーパーの外側を剥がし、JIS P 8113に基づいて、破断までの最大荷重をN/25mmの単位で測定した。引張強さの測定は、引張速度300mm/minの条件で行った。
図柄印刷部分について、2mm以下の太さの部分の合計の長さの測定は、直線部分と曲線部分について、分けて測定した。直線部分については、図柄にある直線を、そのまま測定し、曲線部分については、図3(b)に示すように曲線部分に直線を引きながら測定した。
2プライに製造されたトイレットペーパーのミシン目及びプライエンボスを含まない領域を、ティシューソフトネス測定装置(TSA(Tissue Softness Analyzer)、Emtec Electronic社製)を用いて測定した。なお、サンプルを採取する際に、ミシン目及びプライエンボスを含まざるを得ない場合は、含んだ領域を測定することとする。
ミシン目を含む場合は、トイレットロールのミシン目とミシン目の間のシートについて、10シート分の長さを実測した。その後、ロールのシート数を実測し、巻長さは10シート分の長さとシート数から比例計算で求めた。例えば、10シート分の長さが1.140m、シート数が535シートの場合、1.140m×(535/10)=61mとなる。トイレットロールのミシン目を含まない場合は実測した。
ムラテックKDS株式会社製ダイヤメータールールを用いて測定した。測定は、10個のロールを測定し、測定結果を平均した。
ロール質量は、電子天秤を用いて測定した。まず、コアを含むロール質量を測定し、その後、コアの質量を測定した。コアを含むロール質量から、コアの質量を差し引き、ロール質量とした。ロール質量は、10個のロールを測定し、測定結果を平均した。なお、ロール幅が114mmと異なる場合は、ロール幅を114mmに換算してロール質量を求めた。例えば、ロール幅が105mmの場合、そのロール質量に係数(114/105)を乗じた質量を、ロール幅が114mmあたりのロール質量とした。
上記の方法で測定した。
トイレットロールを使用し、官能評価は、モニター20人が、「交換頻度」、「トイレットペーパーの触感」、「コンパクトさ」及び「印刷の美粧性」の各評価項目について、「よい」又は「悪い」を選択する方式で行った。また、「生産時の断紙のしにくさ」については、生産時に確認を行い、その評価を行った。
5:「よい」が18人以上20人以下のとき
4:「よい」が14人以上17人以下のとき
3:「よい」が10人以上13人以下のとき
2:「よい」が、6人以上9人以下のとき
1:「よい」がいないか、1人以上5人以下のとき


11、11a、11b、21 トイレットペーパー
12 ミシン目
13、14、23、24 プライエンボス
13a、13b、14a、14b エンボス
23a、23b、24a、24b エンボス
MD 流れ方向
CD 横方向
Y 長手方向
X 幅方向
DR 巻直径
DI コア外径
Claims (3)
- ダブルエンボスが施され、2プライに重ねられたトイレットペーパーをロール状に巻き取ったトイレットロールであって、
表側の1プライのトイレットペーパーに印刷された図柄印刷を有し、
巻長が45m以上93m以下であり、
1プライの坪量が11g/m2以上19g/m2以下であり、
巻直径が100mm以上140mm以下であり、
ロール密度が0.16g/cm3以上0.26g/cm3以下であり、
巻密度が0.9m/cm2以上2.0m/cm2以下であり、
DMDTが2.5N/25mm以上6.2N/25mm以下、DCDTが0.7N/25mm以上2.0N/25mm以下であり、
前記図柄は太さ2mm以下の図柄が主体であり、
前記図柄の印刷部分において3cm×3cmの部分を見たとき、2mm以下の太さの部分の合計の長さが10mm以上342mm以下であり、
前記図柄が印刷されている表側のプライにおいて、エンボス長辺が0.1mm以上5.0mm以下のエンボスについて、エンボスの高さが0.01mm以上0.15mm以下、エンボスの個数が11個/cm2以上100個/cm2以下である、トイレットロール。 - 前記2プライに重ねられたトイレットペーパーにおいて、TSAによるHF値が71以上83以下である請求項1に記載のトイレットロール。
- 前記トイレットペーパーの紙厚が、0.6mm/10枚以上1.3mm/10枚以下である請求項1又は請求項2に記載のトイレットロール。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019036556A JP7294635B2 (ja) | 2019-02-28 | 2019-02-28 | トイレットロール |
| JP2023090608A JP7550272B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
| JP2023090607A JP7634144B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019036556A JP7294635B2 (ja) | 2019-02-28 | 2019-02-28 | トイレットロール |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023090608A Division JP7550272B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
| JP2023090607A Division JP7634144B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020137868A JP2020137868A (ja) | 2020-09-03 |
| JP7294635B2 true JP7294635B2 (ja) | 2023-06-20 |
Family
ID=72264117
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019036556A Active JP7294635B2 (ja) | 2019-02-28 | 2019-02-28 | トイレットロール |
| JP2023090607A Active JP7634144B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
| JP2023090608A Active JP7550272B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023090607A Active JP7634144B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
| JP2023090608A Active JP7550272B2 (ja) | 2019-02-28 | 2023-06-01 | トイレットロール |
Country Status (1)
| Country | Link |
|---|---|
| JP (3) | JP7294635B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7256782B2 (ja) * | 2020-10-14 | 2023-04-12 | 大王製紙株式会社 | トイレットロール |
| JP7424965B2 (ja) * | 2020-12-18 | 2024-01-30 | 日本製紙クレシア株式会社 | ロール状ペーパータオル及びロール状ペーパータオルの製造方法 |
| JP7324333B1 (ja) | 2022-03-31 | 2023-08-09 | 大王製紙株式会社 | トイレットロール |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003265353A (ja) | 2002-03-18 | 2003-09-24 | Daio Paper Corp | 衛生薄葉ロール紙 |
| JP2008188070A (ja) | 2007-01-31 | 2008-08-21 | Daio Paper Corp | 印刷衛生薄葉紙及びその製造方法 |
| JP2017131545A (ja) | 2016-01-29 | 2017-08-03 | 日本製紙クレシア株式会社 | 衛生紙ロール |
| JP2017169681A (ja) | 2016-03-22 | 2017-09-28 | 王子ホールディングス株式会社 | トイレットペーパー |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6712496B2 (ja) * | 2016-05-16 | 2020-06-24 | 日本製紙クレシア株式会社 | トイレットロール |
-
2019
- 2019-02-28 JP JP2019036556A patent/JP7294635B2/ja active Active
-
2023
- 2023-06-01 JP JP2023090607A patent/JP7634144B2/ja active Active
- 2023-06-01 JP JP2023090608A patent/JP7550272B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003265353A (ja) | 2002-03-18 | 2003-09-24 | Daio Paper Corp | 衛生薄葉ロール紙 |
| JP2008188070A (ja) | 2007-01-31 | 2008-08-21 | Daio Paper Corp | 印刷衛生薄葉紙及びその製造方法 |
| JP2017131545A (ja) | 2016-01-29 | 2017-08-03 | 日本製紙クレシア株式会社 | 衛生紙ロール |
| JP2017169681A (ja) | 2016-03-22 | 2017-09-28 | 王子ホールディングス株式会社 | トイレットペーパー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7634144B2 (ja) | 2025-02-21 |
| JP2023101743A (ja) | 2023-07-21 |
| JP7550272B2 (ja) | 2024-09-12 |
| JP2023101744A (ja) | 2023-07-21 |
| JP2020137868A (ja) | 2020-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7550272B2 (ja) | トイレットロール | |
| JP2017131545A (ja) | 衛生紙ロール | |
| JP2023060093A (ja) | トイレットロール | |
| JP2022119928A (ja) | トイレットロール | |
| JP6712496B2 (ja) | トイレットロール | |
| JP2019010366A (ja) | シャワートイレ用トイレットロール | |
| WO2018073985A1 (ja) | トイレットロール | |
| JP7064320B2 (ja) | トイレットロール | |
| JP2019146879A (ja) | トイレットロール | |
| JP2019024734A (ja) | シャワートイレ用トイレットペーパー | |
| JP7206458B2 (ja) | トイレットロール | |
| JP6186482B1 (ja) | トイレットロール | |
| JP2019092671A (ja) | シャワートイレ用トイレットロール | |
| JP2018061676A (ja) | トイレットロール | |
| JP2018000728A (ja) | トイレットロール | |
| JP6712491B2 (ja) | トイレットロール | |
| JP2019187769A (ja) | トイレットロール | |
| JP2019130096A (ja) | トイレットロール | |
| JP2018061824A (ja) | トイレットロール | |
| JP2018198860A (ja) | トイレットロール | |
| JP2020108825A (ja) | トイレットロールの製造方法 | |
| JP7373085B2 (ja) | トイレットロール | |
| JP2018064664A (ja) | トイレットロール | |
| JP2018051149A (ja) | トイレットロール | |
| JP6186483B1 (ja) | トイレットロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230601 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7294635 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |