JP2017002995A - 継手構造およびその製造方法 - Google Patents
継手構造およびその製造方法 Download PDFInfo
- Publication number
- JP2017002995A JP2017002995A JP2015117403A JP2015117403A JP2017002995A JP 2017002995 A JP2017002995 A JP 2017002995A JP 2015117403 A JP2015117403 A JP 2015117403A JP 2015117403 A JP2015117403 A JP 2015117403A JP 2017002995 A JP2017002995 A JP 2017002995A
- Authority
- JP
- Japan
- Prior art keywords
- pipe member
- joint structure
- joint
- sleeve
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Abstract
Description
そこで、本発明の目的は、長期間使用しても損傷を生じにくい継手構造とその製造方法を提供することにある。
本発明のもう1つの継手構造は、中空の継手本体と、中空の管部材と、管部材の外周に嵌め込まれているスリーブと、継手本体の一端部と管部材の一端部とにまたがって配置されているナットと、を有し、管部材の一端部側が拡径部であり、拡径部の先端に拡径部よりも大径のフレア加工部が設けられている。
本発明の、中空の継手本体と、中空の管部材と、管部材の外周に嵌め込まれているスリーブと、継手本体の一端部と管部材の一端部とにまたがって配置されているナットと、を有する継手構造の製造方法は、内向き凸部を有するスリーブを管部材の外周部に嵌め込んだ状態で、管部材の一端部側に押圧治具の突起部を進入させることにより拡径させるとともに、内向き凸部を管部材の外周面に食い込ませる工程と、押圧治具の平面部を管部材の端面に押し当ててしごくフレア加工工程と、を含む。
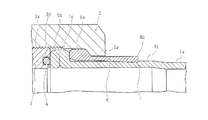
図1に本発明の継手構造10の接続状態、図2にその要部拡大図、図3にその接続解除状態を示している。この継手構造10は、中空の管部材1を他の部材(例えば他の管部材2等)に接続して、両者の間での流体の流通を可能にするものである。継手構造10は、管部材1と、中空の継手本体3と、継手本体3と管部材1との間に配置されるシール部材4と、継手本体3の一端部と管部材1の一端部とにまたがって配置されているナット5と、管部材1の外周に嵌め込まれているスリーブ6と、を含む。管部材1は、一定の外径を有する主要部1aと、主要部1aの一端部側、すなわち継手本体3に面する側に設けられている拡径部1bと、拡径部1の先端に設けられているさらに大径のフランジ状のフレア加工部1cと、を含む。管部材1の外周に嵌め込まれているスリーブ6の、一端部側(フレア加工部1c側)の先端には、フレア加工部1cと同程度の大径の係合部6aが設けられ、反対側(フレア加工部1cと反対側)の端部には、内向き凸部6bが設けられている。従って、スリーブ6の内向き凸部6bが管部材1の外周面に食い込んで、スリーブ6は管部材1に固定されている。係合部6aはフレア加工部1cと並んで位置し、後述するナット5の被係合部5aと係合する。
1a 主要部
1b 拡径部
1c フレア加工部
2 他の管部材
3 継手本体
3a,3b 雄ねじ部
3c 被把持部
3d 溝
4 シール部材(Oリング)
5 ナット
5a 被係合部
5b 雌ねじ部
6 スリーブ
6a 係合部
6b 内向き凸部
8 保持具
8a 孔部
8b 凹部
9,12,13 押圧治具
9a,13a 平面部
10 継手構造
11,14,15 突起部
11a 先端部
11b 後端部
14a 大径部
Claims (8)
- 中空の継手本体と、中空の管部材と、前記管部材の外周に嵌め込まれているスリーブと、前記継手本体の一端部と前記管部材の一端部とにまたがって配置されているナットと、を有し、
前記管部材の前記一端部側の先端にはフレア加工部が設けられており、
前記スリーブには前記管部材の外周面に食い込む内向き凸部が設けられている、継手構造。 - 前記管部材の前記一端部側が拡径部であり、前記拡径部の先端に前記拡径部よりも大径の前記フレア加工部が設けられている、請求項1に記載の継手構造。
- 中空の継手本体と、中空の管部材と、前記管部材の外周に嵌め込まれているスリーブと、前記継手本体の一端部と前記管部材の一端部とにまたがって配置されているナットと、を有し、
前記管部材の前記一端部側が拡径部であり、前記拡径部の先端に前記拡径部よりも大径のフレア加工部が設けられている、継手構造。 - 前記フレア加工部の端面と前記継手本体の端面との間にシール部材が配置されている、請求項1から3のいずれか1項に記載の継手構造。
- 前記継手本体の前記一端部には雄ねじ部が形成されており、
前記スリーブは係合部を有しており、前記ナットは、前記管部材の前記継手本体に面する部分と反対側から前記係合部に係合する、前記係合部の外径よりも小さい内径を有する被係合部と、前記係合部の外径よりも大きい内径を有し前記継手本体の前記雄ねじ部がねじ込まれる雌ねじ部と、を有している、請求項1から4のいずれか1項に記載の継手構造。 - 中空の継手本体と、中空の管部材と、前記管部材の外周に嵌め込まれているスリーブと、前記継手本体の一端部と前記管部材の一端部とにまたがって配置されているナットと、を有する継手構造の製造方法であって、
内向き凸部を有する前記スリーブを前記管部材の外周部に嵌め込んだ状態で、前記管部材の一端部側に押圧治具の突起部を進入させることにより拡径させるとともに、前記内向き凸部を前記管部材の外周面に食い込ませる工程と、前記押圧治具の平面部を前記管部材の端面に押し当ててしごくフレア加工工程と、を含む継手構造の製造方法。 - 前記管部材の一端部側を拡径させるとともに、前記内向き凸部を前記管部材の外周面に食い込ませる工程と、前記フレア加工工程とを、単一の押圧治具によって連続的に行う、請求項6に記載の継手構造の製造方法。
- 第1の押圧治具によって、前記管部材の一端部側を拡径させるとともに、前記内向き凸部を前記管部材の外周面に食い込ませる工程を行い、その後に、第2の押圧治具によって前記フレア加工工程を行う、請求項6に記載の継手構造の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015117403A JP6613060B2 (ja) | 2015-06-10 | 2015-06-10 | 継手構造およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015117403A JP6613060B2 (ja) | 2015-06-10 | 2015-06-10 | 継手構造およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017002995A true JP2017002995A (ja) | 2017-01-05 |
| JP6613060B2 JP6613060B2 (ja) | 2019-11-27 |
Family
ID=57754719
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015117403A Active JP6613060B2 (ja) | 2015-06-10 | 2015-06-10 | 継手構造およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6613060B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101928031B1 (ko) | 2017-06-05 | 2018-12-12 | 주식회사 세광하이테크 | Orfs 전조 관용 이음쇠의 제조방법 |
| JP2019143735A (ja) * | 2018-02-21 | 2019-08-29 | 株式会社アドヴィックス | 配管接続装置 |
| WO2021240867A1 (ja) * | 2020-05-29 | 2021-12-02 | イハラサイエンス株式会社 | 継手構造およびその製造方法 |
| JP2022537716A (ja) * | 2019-06-21 | 2022-08-29 | セムチャン エナジー カンパニー リミテッド | チューブフィッティング及びその組立方法 |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3393930A (en) * | 1966-08-18 | 1968-07-23 | Parker Hannifin Corp | Coupling for thin-walled tubes |
| JPS5034825U (ja) * | 1973-07-25 | 1975-04-14 | ||
| JPS5897378U (ja) * | 1981-12-24 | 1983-07-02 | 臼井国際産業株式会社 | 細径金属管の接続端部構造 |
| JPS6126703Y2 (ja) * | 1981-12-18 | 1986-08-09 | ||
| JPS61179481U (ja) * | 1985-04-26 | 1986-11-08 | ||
| JPS6263296A (ja) * | 1985-09-13 | 1987-03-19 | ジエイ.アンド ア−ル.グンゼンハウザ− アクチエンゲゼルシヤフト | 液密の管接続装置及びその組立方法並びに組立用装置 |
| JPH01303393A (ja) * | 1988-05-28 | 1989-12-07 | Mirai Ind Co Ltd | 合成樹脂管端末接続部の構造 |
| JPH03199795A (ja) * | 1989-01-30 | 1991-08-30 | Parker Hannifin Rak Sa | 管用気密継手の製作方法 |
| US5283951A (en) * | 1992-12-17 | 1994-02-08 | Curtis Products, Inc. | Method of producing a tubing for use as a flow conduit |
| JPH09217870A (ja) * | 1996-02-13 | 1997-08-19 | Usui Internatl Ind Co Ltd | 高圧噴射管の端部接続用圧嵌ワッシャー |
| JPH11315976A (ja) * | 1998-04-30 | 1999-11-16 | Sanoh Industrial Co Ltd | 管継手 |
| JP2002195467A (ja) * | 2000-12-26 | 2002-07-10 | Usui Internatl Ind Co Ltd | 樹脂被覆金属管の接続構造 |
| JP2005214253A (ja) * | 2004-01-28 | 2005-08-11 | Sanoh Industrial Co Ltd | チューブのフレア形端末構造 |
| WO2007129336A1 (en) * | 2006-05-09 | 2007-11-15 | Cienne Gas Di Casoni Valerio | Metal connection pipe for gas equipment |
| JP2008309295A (ja) * | 2007-06-18 | 2008-12-25 | Higashio Mech Co Ltd | フレア継手 |
| JP3195332U (ja) * | 2014-10-27 | 2015-01-15 | イハラサイエンス株式会社 | 継手構造 |
-
2015
- 2015-06-10 JP JP2015117403A patent/JP6613060B2/ja active Active
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3393930A (en) * | 1966-08-18 | 1968-07-23 | Parker Hannifin Corp | Coupling for thin-walled tubes |
| JPS5034825U (ja) * | 1973-07-25 | 1975-04-14 | ||
| JPS6126703Y2 (ja) * | 1981-12-18 | 1986-08-09 | ||
| JPS5897378U (ja) * | 1981-12-24 | 1983-07-02 | 臼井国際産業株式会社 | 細径金属管の接続端部構造 |
| JPS61179481U (ja) * | 1985-04-26 | 1986-11-08 | ||
| JPS6263296A (ja) * | 1985-09-13 | 1987-03-19 | ジエイ.アンド ア−ル.グンゼンハウザ− アクチエンゲゼルシヤフト | 液密の管接続装置及びその組立方法並びに組立用装置 |
| JPH01303393A (ja) * | 1988-05-28 | 1989-12-07 | Mirai Ind Co Ltd | 合成樹脂管端末接続部の構造 |
| JPH03199795A (ja) * | 1989-01-30 | 1991-08-30 | Parker Hannifin Rak Sa | 管用気密継手の製作方法 |
| US5283951A (en) * | 1992-12-17 | 1994-02-08 | Curtis Products, Inc. | Method of producing a tubing for use as a flow conduit |
| JPH09217870A (ja) * | 1996-02-13 | 1997-08-19 | Usui Internatl Ind Co Ltd | 高圧噴射管の端部接続用圧嵌ワッシャー |
| JPH11315976A (ja) * | 1998-04-30 | 1999-11-16 | Sanoh Industrial Co Ltd | 管継手 |
| JP2002195467A (ja) * | 2000-12-26 | 2002-07-10 | Usui Internatl Ind Co Ltd | 樹脂被覆金属管の接続構造 |
| JP2005214253A (ja) * | 2004-01-28 | 2005-08-11 | Sanoh Industrial Co Ltd | チューブのフレア形端末構造 |
| WO2007129336A1 (en) * | 2006-05-09 | 2007-11-15 | Cienne Gas Di Casoni Valerio | Metal connection pipe for gas equipment |
| JP2008309295A (ja) * | 2007-06-18 | 2008-12-25 | Higashio Mech Co Ltd | フレア継手 |
| JP3195332U (ja) * | 2014-10-27 | 2015-01-15 | イハラサイエンス株式会社 | 継手構造 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101928031B1 (ko) | 2017-06-05 | 2018-12-12 | 주식회사 세광하이테크 | Orfs 전조 관용 이음쇠의 제조방법 |
| JP2019143735A (ja) * | 2018-02-21 | 2019-08-29 | 株式会社アドヴィックス | 配管接続装置 |
| JP2022537716A (ja) * | 2019-06-21 | 2022-08-29 | セムチャン エナジー カンパニー リミテッド | チューブフィッティング及びその組立方法 |
| WO2021240867A1 (ja) * | 2020-05-29 | 2021-12-02 | イハラサイエンス株式会社 | 継手構造およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6613060B2 (ja) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6613060B2 (ja) | 継手構造およびその製造方法 | |
| KR102121628B1 (ko) | 페룰을 갖는 푸시 접속 도관 피팅 | |
| US9822912B2 (en) | Push-to-connect fitting device, arrangement and method | |
| JP5895330B2 (ja) | 高圧パイプ用継手のシーリング構造 | |
| JP3195332U (ja) | 継手構造 | |
| US9121530B2 (en) | Tube fitting assembly | |
| JP2007162730A (ja) | ホース継手 | |
| KR20180112824A (ko) | 도관 피팅용 페룰 | |
| JP2017067176A (ja) | 継手構造 | |
| JP2018017293A (ja) | 耐圧型管継手及び耐圧型管継手構造 | |
| JP2008144866A (ja) | 管継手とその管継手を用いた管の接続構造および接続方法 | |
| WO2015151584A1 (ja) | 狭所配管用継手 | |
| WO2021240867A1 (ja) | 継手構造およびその製造方法 | |
| RU2621429C2 (ru) | Трубный фитинг | |
| JP2016017771A (ja) | 配管密閉性検査用プラグ | |
| JP2021131099A (ja) | 火無し継手における気密試験用プラグ取付構造、火無し継手、及び気密試験用プラグ | |
| JP3223698U (ja) | 継手構造 | |
| JP2015105695A (ja) | フレキシブル管用継手 | |
| JP5865600B2 (ja) | 管継手 | |
| JP2018096392A (ja) | 管端部高圧シール治具 | |
| JP2014178004A (ja) | フレアレス管継手およびそれを用いた空気調和機 | |
| JP2016156477A (ja) | 高圧用継手 | |
| JP6591174B2 (ja) | 絶縁継手 | |
| KR101115410B1 (ko) | 유압배관의 호스 연결장치 | |
| US20090039645A1 (en) | Fitting and tube assembly for refrigeration systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150701 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150701 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190130 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190318 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6613060 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |