JP2017001373A - 空気入りタイヤの製造方法 - Google Patents
空気入りタイヤの製造方法 Download PDFInfo
- Publication number
- JP2017001373A JP2017001373A JP2015121192A JP2015121192A JP2017001373A JP 2017001373 A JP2017001373 A JP 2017001373A JP 2015121192 A JP2015121192 A JP 2015121192A JP 2015121192 A JP2015121192 A JP 2015121192A JP 2017001373 A JP2017001373 A JP 2017001373A
- Authority
- JP
- Japan
- Prior art keywords
- tire
- groove
- mold
- manufacturing
- raw tire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 238000004073 vulcanization Methods 0.000 claims abstract description 34
- 230000002265 prevention Effects 0.000 claims abstract description 32
- 238000000465 moulding Methods 0.000 claims abstract description 29
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 23
- 238000010438 heat treatment Methods 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 27
- 238000003825 pressing Methods 0.000 claims description 12
- 238000005265 energy consumption Methods 0.000 description 7
- 229910052736 halogen Inorganic materials 0.000 description 6
- 150000002367 halogens Chemical class 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 239000000470 constituent Substances 0.000 description 3
- 238000004904 shortening Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 239000011324 bead Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000013036 cure process Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Tyre Moulding (AREA)
Abstract
Description
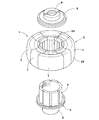
トレッド成形面を有するトレッドモールドとサイドウォール成形面を有するサイドモールドとを含む加硫金型内に、前記生タイヤを剛性中子ごと投入して加硫成形を行う加硫工程とを具える空気入りタイヤの製造方法であって、
前記生タイヤ形成工程と加硫工程との間に、生タイヤ形成工程により形成された生タイヤの表面かつ前記トレッド成形面とサイドウォール成形面とが接合する位置に、タイヤ周方向に連続してのびるゴム噛み防止溝を形成する溝形成工程を具えることを特徴としている。
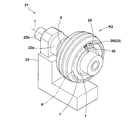
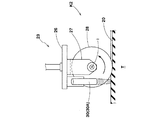
本実施形態の空気入りタイヤの製造方法は、剛性中子1を用いて生タイヤTを形成する生タイヤ形成工程K1(図1に示す)、生タイヤTを剛性中子1ごと加硫金型2に投入して加硫成形を行う加硫工程K3(図3に示す)、及び前記生タイヤ形成工程K1と加硫工程K3との間に行う溝形成工程K2(図4〜6に示す)を具える。
(2)待機中、溝形成ローラ28は回転しない。そのため待機中での加熱の際、溝形成ローラ28に温度ムラが生じ、ゴム噛み防止溝20の形成深さに不均一が発生する。
(3)溝形成ローラ28を介するため、ゴムが軟化しにくい。従って、所定深さのゴム噛み防止溝20を形成するために、例えば生タイヤTの回転速度を遅くするなどの必要が生じるため工程時間が長くなる。
本発明の効果を確認するため、タイヤ軸心廻りで回転する生タイヤTの表面に、溝形成ローラ28を押付けることによりゴム噛み防止溝20を形成した。そしてこの生タイヤTを加硫金型2を用いて加硫成形し、トレッドモールド8とサイドモールド10U、10Lとの間のゴム噛みの発生の有無を目視によって確認した。その結果、少なくともゴム噛み防止溝20の深さHが2〜4mmの範囲、及び溝巾Wが5〜12mmの範囲においては、外観品質を低下させることなくゴム噛みの発生が防止されることが確認できた。
次に、表2の仕様に基づいて加熱を行い、深さHが3mm、溝巾Wが8mmのゴム噛み防止溝20を形成する時の工程時間、及び消費エネルギーを比較した。
なお表1中の「加熱タイミング」は、待機中も含めて溝形成工程K2全般に亘って常時加熱(温度制御によるON-OFF有り)する場合を「常時」、溝形成ローラ28を押付ける時のみ加熱する場合を「押付け時」と記載している。
タイヤサイズ: 245/40R19
ハロゲンヒータ: Heat-tech製 小型ハロゲンポイントヒータ HPH-30。
熱風ヒータ: Heat-tech製 小型熱風ヒータ ABH-10S (気体は空気を使用)。
遠赤外ヒータ: Heat-tech製 遠赤外線パネルヒータ PH-690S。
0−−−実施例1と、ほぼ同レベル。
1−−−実施例1に比して、明らかに消費エネルギーの低減効果がある。

2 加硫金型
8 トレッドモールド
8S トレッド成形面
10U、10L サイドモールド
10S サイドウォール成形面
20 ゴム噛み防止溝
28 溝形成ローラ
30 加熱手段
30A ヒータ
i タイヤ軸心
K1 生タイヤ形成工程
K2 溝形成工程
K3 加硫工程
P 位置
T 生タイヤ
Claims (6)
- 剛性中子上に、未加硫のタイヤ構成部材を順次貼り付けることにより生タイヤを形成する生タイヤ形成工程、
トレッド成形面を有するトレッドモールドとサイドウォール成形面を有するサイドモールドとを含む加硫金型内に、前記生タイヤを剛性中子ごと投入して加硫成形を行う加硫工程とを具える空気入りタイヤの製造方法であって、
前記生タイヤ形成工程と加硫工程との間に、生タイヤ形成工程により形成された生タイヤの表面かつ前記トレッド成形面とサイドウォール成形面とが接合する位置に、タイヤ周方向に連続してのびるゴム噛み防止溝を形成する溝形成工程を具えることを特徴とする空気入りタイヤの製造方法。 - 前記溝形成工程は、タイヤ軸心廻りで回転する生タイヤの表面に、溝形成ローラを押付けることにより前記ゴム噛み防止溝を形成することを特徴とする請求項1記載の空気入りタイヤの製造方法。
- 前記溝形成ローラは、生タイヤへの押付けに先駆け、加熱手段により加熱されることを特徴とする請求項2記載の空気入りタイヤの製造方法。
- 前記生タイヤは、溝形成ローラによる押付けに先駆け、ゴム噛み防止溝の形成位置が加熱手段により加熱されることを特徴とする請求項2又は3記載の空気入りタイヤの製造方法。
- 前記ゴム噛み防止溝の形成位置は、60〜70℃に加熱されることを特徴とする請求項4記載の空気入りタイヤの製造方法。
- 前記加熱手段は、非接触式のヒータであることを特徴とする請求項4又は5記載の空気入りタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015121192A JP6511343B2 (ja) | 2015-06-16 | 2015-06-16 | 空気入りタイヤの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015121192A JP6511343B2 (ja) | 2015-06-16 | 2015-06-16 | 空気入りタイヤの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017001373A true JP2017001373A (ja) | 2017-01-05 |
| JP6511343B2 JP6511343B2 (ja) | 2019-05-15 |
Family
ID=57751182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015121192A Active JP6511343B2 (ja) | 2015-06-16 | 2015-06-16 | 空気入りタイヤの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6511343B2 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0218011A (ja) * | 1988-07-06 | 1990-01-22 | Yokohama Rubber Co Ltd:The | タイヤの加硫成形方法 |
| JPH0623864A (ja) * | 1992-07-03 | 1994-02-01 | Bridgestone Corp | 空気入りタイヤの製造方法及び該方法に使用する生タイヤ |
| JP2005066945A (ja) * | 2003-08-21 | 2005-03-17 | Bridgestone Corp | タイヤ製造用コア |
| JP2006142557A (ja) * | 2004-11-17 | 2006-06-08 | Bridgestone Corp | タイヤの製造方法および装置 |
| JP2008290334A (ja) * | 2007-05-24 | 2008-12-04 | Bridgestone Corp | タイヤの加硫方法 |
| JP2009006514A (ja) * | 2007-06-26 | 2009-01-15 | Bridgestone Corp | 空気入りラジアルタイヤの製造方法 |
| JP2010052260A (ja) * | 2008-08-28 | 2010-03-11 | Bridgestone Corp | 空気入りタイヤの製造装置及び製造方法 |
| JP2013103478A (ja) * | 2011-11-16 | 2013-05-30 | Sumitomo Rubber Ind Ltd | ローカバー |
-
2015
- 2015-06-16 JP JP2015121192A patent/JP6511343B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0218011A (ja) * | 1988-07-06 | 1990-01-22 | Yokohama Rubber Co Ltd:The | タイヤの加硫成形方法 |
| JPH0623864A (ja) * | 1992-07-03 | 1994-02-01 | Bridgestone Corp | 空気入りタイヤの製造方法及び該方法に使用する生タイヤ |
| JP2005066945A (ja) * | 2003-08-21 | 2005-03-17 | Bridgestone Corp | タイヤ製造用コア |
| JP2006142557A (ja) * | 2004-11-17 | 2006-06-08 | Bridgestone Corp | タイヤの製造方法および装置 |
| JP2008290334A (ja) * | 2007-05-24 | 2008-12-04 | Bridgestone Corp | タイヤの加硫方法 |
| JP2009006514A (ja) * | 2007-06-26 | 2009-01-15 | Bridgestone Corp | 空気入りラジアルタイヤの製造方法 |
| JP2010052260A (ja) * | 2008-08-28 | 2010-03-11 | Bridgestone Corp | 空気入りタイヤの製造装置及び製造方法 |
| JP2013103478A (ja) * | 2011-11-16 | 2013-05-30 | Sumitomo Rubber Ind Ltd | ローカバー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6511343B2 (ja) | 2019-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9517603B2 (en) | Process and apparatus for moulding and curing tyres | |
| JP2023035328A (ja) | タイヤの生産方法 | |
| JP6841612B2 (ja) | タイヤ加硫成型方法 | |
| CN115091798A (zh) | 轮胎3d复印无胶囊硫化定型工艺及装备 | |
| JP2013103478A (ja) | ローカバー | |
| JP6511343B2 (ja) | 空気入りタイヤの製造方法 | |
| JP2019018466A (ja) | タイヤ加硫成型方法 | |
| JP2008126487A (ja) | タイヤ加硫成型装置及び加硫成型方法 | |
| JP2019151045A (ja) | タイヤ製造方法 | |
| JP2008012883A (ja) | タイヤ加硫方法及び装置 | |
| JP2007203684A (ja) | 更生タイヤの製造方法および装置 | |
| JP2009006514A (ja) | 空気入りラジアルタイヤの製造方法 | |
| CN203267003U (zh) | 轮胎直压硫化机的内模具 | |
| JP6701705B2 (ja) | タイヤの製造方法及び製造装置 | |
| JP2017217830A (ja) | 空気入りタイヤの製造方法および装置 | |
| JP2009023164A (ja) | 空気入りタイヤの加硫成形方法及びその装置 | |
| JP2014076581A (ja) | 未加硫タイヤの予熱装置および予熱方法並びにタイヤの製造方法 | |
| JP6660152B2 (ja) | タイヤの加硫方法 | |
| JP6487773B2 (ja) | タイヤの製造方法 | |
| JP5371231B2 (ja) | タイヤ加硫モールド | |
| JP6836390B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP6736961B2 (ja) | 溝形成装置 | |
| JP6400373B2 (ja) | タイヤの加硫成形方法 | |
| JP5106029B2 (ja) | 加硫モールドの予熱方法 | |
| JP2020097176A (ja) | シェーピングドラム用シールゴム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180419 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6511343 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |