JP2016507902A - セラミック基板に設けられたマルチレベル金属被覆部 - Google Patents
セラミック基板に設けられたマルチレベル金属被覆部 Download PDFInfo
- Publication number
- JP2016507902A JP2016507902A JP2015556472A JP2015556472A JP2016507902A JP 2016507902 A JP2016507902 A JP 2016507902A JP 2015556472 A JP2015556472 A JP 2015556472A JP 2015556472 A JP2015556472 A JP 2015556472A JP 2016507902 A JP2016507902 A JP 2016507902A
- Authority
- JP
- Japan
- Prior art keywords
- power region
- ceramic substrate
- high power
- metal coating
- copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
- H05K3/1216—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns by screen printing or stencil printing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0306—Inorganic insulating substrates, e.g. ceramic, glass
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/01—Manufacture or treatment
- H10W70/05—Manufacture or treatment of insulating or insulated package substrates, or of interposers, or of redistribution layers
- H10W70/098—Applying pastes or inks, e.g. screen printing
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W70/00—Package substrates; Interposers; Redistribution layers [RDL]
- H10W70/60—Insulating or insulated package substrates; Interposers; Redistribution layers
- H10W70/62—Insulating or insulated package substrates; Interposers; Redistribution layers characterised by their interconnections
- H10W70/65—Shapes or dispositions of interconnections
- H10W70/658—Shapes or dispositions of interconnections for devices provided for in groups H10D8/00 - H10D48/00
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Electroplating Methods And Accessories (AREA)
- Structure Of Printed Boards (AREA)
- Laminated Bodies (AREA)
Abstract
Description
a)ガラスを含有する銅ベースペーストから成る、大電力領域と小電力領域のための共通のベース金属被覆部を、スクリーン印刷またはタンポ印刷によって20〜50μmの厚さで印刷するステップと、
b)ガラス成分のない銅補強ペーストを、銅の厚さ全体が300〜500μmになるまでスクリーン印刷またはステンシル印刷によって複数回または多数回、前記ベース金属被覆部に印刷することによって、前記大電力領域において前記ベース金属被覆部を補強するステップと、
c)金属被覆されたセラミック基板を、大電力領域および小電力領域と共に窒素中において850〜950℃で焼成するステップと、
d)粗さRz<5μmの平坦な表面を形成するために、大電力領域を機械的に平坦化するステップと、
を順次実施することによって、簡単な手段を利用して、大電力領域のための金属被覆部と小電力領域のための金属被覆部とを、部分的に互いに電気的に接続して、1つの同一のセラミック基板(セラミックプレート)に共に印刷できるようにし、その際、厚い導体路構造を含む大電力領域が、特に良好な熱伝導性を有するようにし、熱を良好に拡散できるようにすることできる。
Claims (8)
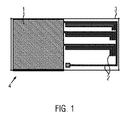
- AlNまたはAl2O3から成るセラミック基板(4)に、銅から成るマルチレベル金属被覆部を製造する方法であって、1つの同じセラミック基板(4)に、電流容量が大きい金属被覆部を有する大電力領域(1)と、電流容量が小さい金属被覆部を有する小電力領域(2)とを形成する、
マルチレベル金属被覆部を製造する方法において、
以下のステップを以下の順序で実施する、すなわち、
e)ガラスを含有する銅ベースペーストから成る、前記大電力領域(1)と前記小電力領域(2)のための共通のベース金属被覆部を、スクリーン印刷またはタンポ印刷によって20〜50μmの厚さで印刷するステップと、
f)ガラス成分のない銅補強ペーストを、銅の厚さ全体が300〜500μmになるまでスクリーン印刷またはステンシル印刷によって複数回または多数回、前記ベース金属被覆部に印刷することにより、前記大電力領域(1)において前記ベース金属被覆部を補強するステップと、
g)金属被覆された前記セラミック基板(4)を、前記大電力領域(1)および前記小電力領域(2)と共に窒素中において850〜950℃で焼成するステップと、
h)前記大電力領域(1)を機械的に平坦化して、粗さRz<5μmの平坦な表面を形成するステップと、
を実施することを特徴とする、
マルチレベル金属被覆部を製造する方法。 - 前記平坦化の後、前記大電力領域(1)および/または前記小電力領域(2)に、Ni,NiP+Pd+Au,AgまたはNi+Auなどの金属コーティングを無電解で設ける、
請求項1記載の方法。 - 前記セラミック基板(4)をあとで個別の部分基板に分離するための準備として、印刷の前または後に前記セラミック基板(4)をレーザスクライブ(3)により加工処理する、
請求項1または2記載の方法。 - 前記平坦化において100〜150μmの研削を行う、
請求項1から3のいずれか1項記載の方法。 - ガラスを含有する前記銅ベースペーストにおけるガラスの割合は4〜8%であり、有利には6%である、
請求項1から4のいずれか1項記載の方法。 - 前記平坦化の後、前記大電力領域(1)の金属被覆部の厚さは180〜220μmである、
請求項1から5のいずれか1項記載の方法。 - 請求項1から6のいずれか1項記載の方法により製造される、AlNまたはAl2O3から成るセラミック基板(4)であって、
銅から成るマルチレベル金属被覆部が設けられており、該マルチレベル金属被覆部は、電流容量が大きい金属被覆部を有する大電力領域(1)と、電流容量が小さい金属被覆部を有する小電力領域(2)とを備えている、
セラミック基板(4)において、
前記金属被覆部の厚さは、前記大電力領域(1)では180〜220μmであり、前記小電力領域(2)では20〜50μmであり、前記金属被覆部の付着力は、60N/qmmを超えた付近にあることを特徴とする、
セラミック基板。 - 前記大電力領域(1)の金属被覆部のエッジ勾配は、銅の厚さ全体が200μmであれば、120μm付近にある、
請求項7記載のセラミック基板。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013202008.2 | 2013-02-07 | ||
| DE102013202008 | 2013-02-07 | ||
| PCT/EP2014/052177 WO2014122137A1 (de) | 2013-02-07 | 2014-02-05 | Mehrebenenmetallisierung auf einem keramiksubstrat |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016507902A true JP2016507902A (ja) | 2016-03-10 |
Family
ID=50280346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015556472A Pending JP2016507902A (ja) | 2013-02-07 | 2014-02-05 | セラミック基板に設けられたマルチレベル金属被覆部 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US20150366075A1 (ja) |
| EP (1) | EP2954554B1 (ja) |
| JP (1) | JP2016507902A (ja) |
| CN (1) | CN105074913B (ja) |
| DE (1) | DE102014202007A1 (ja) |
| ES (1) | ES2630371T3 (ja) |
| PH (1) | PH12015501631B1 (ja) |
| TW (1) | TWI636716B (ja) |
| WO (1) | WO2014122137A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022162875A1 (ja) * | 2021-01-29 | 2022-08-04 | サンケン電気株式会社 | 半導体パワーモジュール |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108735707B (zh) * | 2018-04-18 | 2020-11-06 | 华为技术有限公司 | 一种陶瓷基板、陶瓷基板的制备方法及功率模块 |
| DE102018127075B4 (de) | 2018-10-30 | 2021-12-30 | Auto-Kabel Management Gmbh | Hochstromschaltung |
| CN119874409B (zh) * | 2025-02-10 | 2025-11-21 | 先导薄膜材料(江苏)有限公司 | 一种丝网印刷金属化膏体的方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59167094A (ja) * | 1983-03-12 | 1984-09-20 | 松下電工株式会社 | 回路基板の製法 |
| JPS62278702A (ja) * | 1986-05-28 | 1987-12-03 | 富士通株式会社 | 導電性ペ−スト |
| JPH08298359A (ja) * | 1995-04-26 | 1996-11-12 | Kyocera Corp | 銅厚膜回路基板 |
| JP2001353716A (ja) * | 2000-06-13 | 2001-12-25 | Murata Mfg Co Ltd | セラミック集合基板へのブレーク溝形成方法 |
| JP2004172182A (ja) * | 2002-11-18 | 2004-06-17 | Denki Kagaku Kogyo Kk | 回路基板及びその製造方法 |
| JP2007180399A (ja) * | 2005-12-28 | 2007-07-12 | Dowa Holdings Co Ltd | 金属−セラミックス回路基板およびその製造方法 |
| JP2007201346A (ja) * | 2006-01-30 | 2007-08-09 | Mitsuboshi Belting Ltd | セラミックス回路基板及びその製造方法 |
| WO2008081758A1 (ja) * | 2006-12-28 | 2008-07-10 | Tokuyama Corporation | 窒化アルミニウムメタライズド基板の製造方法 |
| JP2010050164A (ja) * | 2008-08-19 | 2010-03-04 | Mitsubishi Materials Corp | パワーモジュール用基板の製造方法 |
| JP2011216533A (ja) * | 2010-03-31 | 2011-10-27 | Dowa Metaltech Kk | 金属セラミックス接合回路基板とその製造方法 |
| JP2012142318A (ja) * | 2010-12-28 | 2012-07-26 | Mitsuboshi Belting Ltd | パターン基板の製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3074143A (en) * | 1960-02-01 | 1963-01-22 | Baynard R Smith | Method of making metalized ceramic bodies |
| US3504223A (en) * | 1967-09-07 | 1970-03-31 | Litton Precision Prod Inc | High power wide band cross field amplifier with ceramic supported helix |
| US3809797A (en) * | 1971-11-16 | 1974-05-07 | Du Pont | Seal ring compositions and electronic packages made therewith |
| US5156903A (en) * | 1989-12-21 | 1992-10-20 | Sumitomo Metal Ceramics Inc. | Multilayer ceramic substrate and manufacture thereof |
| US5126206A (en) * | 1990-03-20 | 1992-06-30 | Diamonex, Incorporated | Diamond-on-a-substrate for electronic applications |
| US5202153A (en) * | 1991-08-23 | 1993-04-13 | E. I. Du Pont De Nemours And Company | Method for making thick film/solder joints |
| JPH0897553A (ja) * | 1994-09-21 | 1996-04-12 | Toyo Commun Equip Co Ltd | 導電パターンの構造 |
| US5736456A (en) * | 1996-03-07 | 1998-04-07 | Micron Technology, Inc. | Method of forming conductive bumps on die for flip chip applications |
| JP3315649B2 (ja) | 1998-08-11 | 2002-08-19 | 富士通株式会社 | 電子機器 |
| US7239219B2 (en) * | 2001-12-03 | 2007-07-03 | Microfabrica Inc. | Miniature RF and microwave components and methods for fabricating such components |
| CN101238598B (zh) * | 2005-06-15 | 2012-07-11 | 京瓷株式会社 | 层叠型压电元件及使用其的喷射装置 |
| KR101391924B1 (ko) * | 2007-01-05 | 2014-05-07 | 페어차일드코리아반도체 주식회사 | 반도체 패키지 |
| TWI396492B (zh) * | 2007-09-25 | 2013-05-11 | Ngk Spark Plug Co | 配線基板之製造方法 |
| DE102009000491B4 (de) * | 2009-01-29 | 2017-02-16 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Metallisierte, hermetische Durchkontaktierungen und Verfahren zu ihrer Herstellung |
| CN102850091B (zh) * | 2011-06-28 | 2014-04-30 | 比亚迪股份有限公司 | 一种陶瓷表面选择性金属化方法和一种陶瓷 |
-
2014
- 2014-02-05 JP JP2015556472A patent/JP2016507902A/ja active Pending
- 2014-02-05 ES ES14710196.8T patent/ES2630371T3/es active Active
- 2014-02-05 US US14/763,694 patent/US20150366075A1/en not_active Abandoned
- 2014-02-05 EP EP14710196.8A patent/EP2954554B1/de active Active
- 2014-02-05 CN CN201480007836.2A patent/CN105074913B/zh active Active
- 2014-02-05 WO PCT/EP2014/052177 patent/WO2014122137A1/de not_active Ceased
- 2014-02-05 DE DE102014202007.7A patent/DE102014202007A1/de not_active Withdrawn
- 2014-02-06 TW TW103103864A patent/TWI636716B/zh active
-
2015
- 2015-07-23 PH PH12015501631A patent/PH12015501631B1/en unknown
-
2017
- 2017-06-20 US US15/627,703 patent/US10568214B2/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59167094A (ja) * | 1983-03-12 | 1984-09-20 | 松下電工株式会社 | 回路基板の製法 |
| JPS62278702A (ja) * | 1986-05-28 | 1987-12-03 | 富士通株式会社 | 導電性ペ−スト |
| JPH08298359A (ja) * | 1995-04-26 | 1996-11-12 | Kyocera Corp | 銅厚膜回路基板 |
| JP2001353716A (ja) * | 2000-06-13 | 2001-12-25 | Murata Mfg Co Ltd | セラミック集合基板へのブレーク溝形成方法 |
| JP2004172182A (ja) * | 2002-11-18 | 2004-06-17 | Denki Kagaku Kogyo Kk | 回路基板及びその製造方法 |
| JP2007180399A (ja) * | 2005-12-28 | 2007-07-12 | Dowa Holdings Co Ltd | 金属−セラミックス回路基板およびその製造方法 |
| JP2007201346A (ja) * | 2006-01-30 | 2007-08-09 | Mitsuboshi Belting Ltd | セラミックス回路基板及びその製造方法 |
| WO2008081758A1 (ja) * | 2006-12-28 | 2008-07-10 | Tokuyama Corporation | 窒化アルミニウムメタライズド基板の製造方法 |
| JP2010050164A (ja) * | 2008-08-19 | 2010-03-04 | Mitsubishi Materials Corp | パワーモジュール用基板の製造方法 |
| JP2011216533A (ja) * | 2010-03-31 | 2011-10-27 | Dowa Metaltech Kk | 金属セラミックス接合回路基板とその製造方法 |
| JP2012142318A (ja) * | 2010-12-28 | 2012-07-26 | Mitsuboshi Belting Ltd | パターン基板の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022162875A1 (ja) * | 2021-01-29 | 2022-08-04 | サンケン電気株式会社 | 半導体パワーモジュール |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201442582A (zh) | 2014-11-01 |
| EP2954554B1 (de) | 2017-04-12 |
| WO2014122137A1 (de) | 2014-08-14 |
| US20170290169A1 (en) | 2017-10-05 |
| EP2954554A1 (de) | 2015-12-16 |
| PH12015501631B1 (en) | 2018-09-28 |
| US20150366075A1 (en) | 2015-12-17 |
| CN105074913B (zh) | 2018-05-22 |
| US10568214B2 (en) | 2020-02-18 |
| TWI636716B (zh) | 2018-09-21 |
| PH12015501631A1 (en) | 2015-10-19 |
| CN105074913A (zh) | 2015-11-18 |
| DE102014202007A1 (de) | 2014-08-07 |
| ES2630371T3 (es) | 2017-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2014148797A (ru) | Печатная плата, в частности, для сильноточного электронного модуля, содержащего электропроводящую подложку | |
| JP4819150B2 (ja) | セラミック基板の電極パターン形成方法 | |
| WO2016016140A1 (de) | Schaltungsträger, elektronische baugruppe, verfahren zum herstellen eines schaltungsträgers | |
| US10568214B2 (en) | Method for producing multi-level metalization on a ceramic substrate | |
| KR20180093877A (ko) | 후막 페이스트로 매개된 금속 또는 금속 하이브리드 포일과 접합된 세라믹 | |
| US12108540B2 (en) | Ceramic substrate manufacturing method | |
| US9232645B2 (en) | High speed differential wiring in glass ceramic MCMS | |
| KR101097670B1 (ko) | 인쇄회로기판 및 이의 제조방법 | |
| JP4564820B2 (ja) | 多数個取り配線基板およびその製造方法 | |
| US20120160549A1 (en) | Printed circuit board having embedded electronic component and method of manufacturing the same | |
| JP7478569B2 (ja) | 配線基板、電子装置及び電子モジュール | |
| JP2013175659A (ja) | 多数個取り配線基板 | |
| JP5145036B2 (ja) | セラミック導体路板の形成方法 | |
| JPH0575255A (ja) | 混成基板とこれを搭載する回路モジユールおよびその製造方法 | |
| US20080105972A1 (en) | Method for making a circuit plate | |
| KR101116134B1 (ko) | 엘이디 패키지용 기판 및 그의 제조 방법 | |
| JP2005191141A (ja) | 多数個取り配線基板 | |
| JP2010183117A (ja) | 多数個取り配線基板およびその製造方法 | |
| JP2011249593A (ja) | 多数個取り配線基板 | |
| JP2004080063A (ja) | 高信頼性半導体用基板 | |
| JP4738220B2 (ja) | 複数個取り配線基板 | |
| JP2001155901A (ja) | 金属皮膜チップ抵抗器およびその製造方法 | |
| JPH0763109B2 (ja) | セラミック回路基板の製造方法 | |
| CN103426993A (zh) | 电子模块、照明装置和制造该电子模块的方法 | |
| KR20200096285A (ko) | 전력 부품과 회로 캐리어의 금속 층 간의 열 전도성 연결부 형성 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180226 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181210 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190308 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190701 |