JP2016110787A - 角形二次電池 - Google Patents
角形二次電池 Download PDFInfo
- Publication number
- JP2016110787A JP2016110787A JP2014245955A JP2014245955A JP2016110787A JP 2016110787 A JP2016110787 A JP 2016110787A JP 2014245955 A JP2014245955 A JP 2014245955A JP 2014245955 A JP2014245955 A JP 2014245955A JP 2016110787 A JP2016110787 A JP 2016110787A
- Authority
- JP
- Japan
- Prior art keywords
- electrode group
- plate
- battery
- secondary battery
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
- H01M50/466—U-shaped, bag-shaped or folded
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
【課題】電極群の巻きずれを防止するとともに、電池の厚さ方向の体積増加を招くことのない角形二次電池を提供する。
【解決手段】偏平角形の電池容器と、該電池容器に収容され該電池容器の底面に垂直な捲回軸を中心に正負の電極が捲回された偏平な電極群と、を備えた角形二次電池である。電池容器の底面と該底面に対向する電極群の捲回軸方向の端部との間に電極群の厚さよりも該厚さ方向の寸法が小さい剛性を有する板状部材が配置されている。
【選択図】図3
【解決手段】偏平角形の電池容器と、該電池容器に収容され該電池容器の底面に垂直な捲回軸を中心に正負の電極が捲回された偏平な電極群と、を備えた角形二次電池である。電池容器の底面と該底面に対向する電極群の捲回軸方向の端部との間に電極群の厚さよりも該厚さ方向の寸法が小さい剛性を有する板状部材が配置されている。
【選択図】図3
Description
本発明は、例えば、車載用途等に使用される角形二次電池に関する。
従来から、例えば、電気自動車やハイブリッド電気自動車等の車両に搭載された電気モーター等に電力を供給する車載用電源又はその他の機器の電源として、高エネルギー密度を有するリチウムイオン二次電池等の角形二次電池が用いられている。このような非水電解質電池は、例えば、容器と、該容器内に収容され、正極及び負極の間にセパレータを介して渦巻き状に捲回された電極群と、該容器内に収容された非水電解液を備えている(下記特許文献1を参照)。
特許文献1に記載された非水電解質電池は、放電容量を確保するために正負極及びセパレータの空隙率が低くなり、非水電解液の正負極及びセパレータへの含浸が悪くなることを問題とし、放電容量の向上を目的として以下構成を採用している。非水電解質電池は、電極群の正極又は負極と電気的に接続されたタブと、該電極群を前記タブが接続されている端面と反対側の端面を含むように被覆し、かつ該反対側の端面と対向する箇所以外に粘着剤層を有する絶縁体とを具備している。
また、非水電解質二次電池を製造する際に、偏平状捲回電極体に絶縁スペーサ及び絶縁テープを取り付け、正極タブ及び負極タブをそれぞれ所定の形状に曲げた後、偏平状捲回電極体を、長手方向の一端面が開口し、周囲面が閉鎖した角形の金属製の電池外装体内に挿入することが開示されている(下記特許文献2を参照)。
特許文献1に記載された非水電解質電池は、絶縁体によって電極群のタブが接続されている端面と反対側の端面を含むように被覆することで、電極群と容器との間の絶縁性を確保しつつ、該反対側の端面と対向する箇所以外に粘着剤層を有することで、非水電解液の含浸性を向上させている。しかし、絶縁体によって電極群のタブが接続されている端面と反対側の端面を含むように被覆するには、例えば特許文献1の段落0073及び0074に記載されているように、剛性を有しない薄く柔軟なシート状の絶縁体を用いる必要がある。
特許文献1に記載された非水電解質電池は、渦巻き状に捲回された電極群を電池外装体の開口に挿入する際の電極群の挿入方向が捲回中心軸に沿う方向である。そのため、電極群を電池外装体に挿入する際や、電極群を電池外装体に挿入した後に、正負極及びセパレータが捲回中心軸に沿って巻きずれを生じ、捲回中心軸方向の端面が所謂筍状に突出する虞がある。このような巻きずれは、剛性を有しない薄く柔軟なシート状の絶縁体によって電極群の端面を含むように被覆しても、防止することができない。
また、特許文献2に記載された非水電解質二次電池は、偏平捲回電極群の捲回中心軸方向の両端部に絶縁スペーサを取り付けているが、非水電解質二次電池の両端部の全体を絶縁スペーサによって覆っている。そのため、電池の厚さ方向の体積増加を招く。
本発明は、前記課題に鑑みてなされたものであり、電極群の巻きずれを防止するとともに、電池の厚さ方向の体積増加を招くことのない角形二次電池を提供することを目的とする。
前記目的を達成すべく、本発明の角形二次電池は、偏平角形の電池容器と、該電池容器に収容され該電池容器の底面に垂直な捲回軸を中心に正負の電極が捲回された偏平な電極群と、を備えた角形二次電池であって、前記電池容器の前記底面と該底面に対向する前記電極群の前記捲回軸方向の端部との間に前記電極群の厚さよりも該厚さ方向の寸法が小さい剛性を有する板状部材が配置されていることを特徴とする。
本発明の角形二次電池によれば、電池容器の底面と該底面に対向する電極群の捲回軸方向の端部との間の板状部材の剛性によって、電極群の巻きずれを防止することができる。また、電極群の厚さ方向の板状部材の寸法が電極群の厚さよりも小さいので、電池の厚さ方向の体積増加を招くことがない。
(実施形態1)
以下、図面を参照して本発明の角形二次電池の実施形態1を説明する。図1は、本実施形態の角形二次電池100の外観斜視図である。図2は、図1に示す角形二次電池100の分解斜視図である。
以下、図面を参照して本発明の角形二次電池の実施形態1を説明する。図1は、本実施形態の角形二次電池100の外観斜視図である。図2は、図1に示す角形二次電池100の分解斜視図である。
本実施形態の角形二次電池100は、例えば、偏平角形の電池容器10を備える角形リチウムイオン二次電池である。電池容器10は、上部に開口部11dを有する有底角筒状の電池缶11と、該電池缶11の開口部11dを封止する長方形板状の電池蓋12とを有している。電池缶11は、幅方向に沿う最大面積の広側壁11aと、厚さ方向に沿う面積の小さい狭側壁11bと、上部の開口部11dに対向する底壁11cとを有している。電池缶11及び電池蓋12は、例えば、アルミニウム又はアルミニウム合金等の金属材料によって製作されている。
電池蓋12の長手方向の両端には、電池蓋12の外側に、正極及び負極の外部端子20A,20Bが配置されている。正極の外部端子20Aは、例えば、アルミニウム又はアルミニウム合金によって製作され、負極の外部端子20Bは、例えば、銅又は銅合金によって製作されている。以下、正極側と負極側を特に区別する必要がない場合には、正極及び負極の外部端子20A,20Bを一括して外部端子20と表記する。
電池蓋12は、外部端子20が配置される両端部に貫通孔12aを有している。貫通孔12aの周囲で、外部端子20と電池蓋12との間には、ガスケット2が配置されている。ガスケット2は、外部端子20と電池蓋12とを電気的に絶縁するとともに、外部端子20と電池蓋12との間で圧縮されてこれらに密着し、電池蓋12の貫通孔12aを封止している。ガスケット2は、例えばポリブチレンテレフタレートやポリフェニレンサルファイド、ペルフルオロアルコキシフッ素樹脂等の絶縁性を有する樹脂材料によって製作されている。
電池蓋12の貫通孔12aの間には、ガス排出弁13と注液口14とが設けられている。ガス排出弁13は、例えば、電池蓋12を薄肉化して溝部13aを形成することによって設けられ、電池容器10の内部の圧力が所定値を超えて上昇した時に開裂して内部のガスを放出することで、電池容器10の内部の圧力を低下させる。注液口14は、電池容器10の内部に電解液を注入するのに用いられ、例えばレーザ溶接によって注液栓15が溶接されて封止されている。
外部端子20は、バスバー等に溶接接合される溶接接合部21を有している。溶接接合部21は、概ね直方体形状を有するブロック状に形成され、下端面が電池蓋12の上面に対向し、上端面が電池蓋12の上面と平行になっている。溶接接合部21の下端面には、電池蓋12の上面に垂直な方向に延びる柱状の接続部22が設けられている。
正負の集電板30A,30Bは、それぞれ、電池蓋12の下面に対向して配置される矩形板状の基部31と、基部31の側端で折曲されて電池缶11の広側壁11aに沿って底壁11cに向かって延びる端子部32とを有している。正負の集電板30A,30Bは、それぞれの端子部32が、例えば、超音波圧接又は抵抗溶接等によって電極群40のタブ部41c,42cに接合されることで、電極群40に電気的に接続されるとともに、電池容器10内で電極群40を支持している。
正極の集電板30Aは、例えば、アルミニウム又はアルミニウム合金によって製作され、負極の集電板30Bは、例えば銅又は銅合金によって製作されている。以下、正極及び負極の集電板30A,30Bを特に区別する必要がない場合には、正負の集電板30A,30Bを一括して集電板30と表記する。集電板30の基部31と電池蓋12との間には絶縁板3が配置され、電池蓋12と集電板30とが電気的に絶縁されている。絶縁板3は、例えば、ガスケット2と同様の絶縁性を有する樹脂材料によって製作されている。
外部端子20、ガスケット2、絶縁板3及び集電板30は、電池蓋12にかしめ固定されている。具体的には、ガスケット2の貫通孔2a、電池蓋12の貫通孔12a、絶縁板3の貫通孔3a、及び集電板30の基部31の貫通孔31aに、外部端子20の接続部22を挿通させた後、接続部22の先端を塑性変形させて拡径し、かしめ部22cを形成する。これにより、外部端子20、ガスケット2、絶縁板3及び集電板30が電池蓋12にかしめ固定され、正負の外部端子20A,20Bがそれぞれ正負の集電板30A,30Bに接続される。
図3は、図2に示す電極群40の一部を展開した分解斜視図である。電極群40は、正負の電極41,42が捲回の中心軸すなわち捲回軸Aを中心に捲回された偏平な捲回電極群である。より詳細には、電極群40は、セパレータ43,44を介在させて積層させた正負の電極41,42を、捲回軸Aに平行な軸芯の周りに捲回して偏平な形状に成形した捲回電極群である。セパレータ43,44は、例えば、ポリエチレン樹脂やポリプロピレン樹脂を引き延ばして製作された多孔質の樹脂シートであり、正極電極41と負極電極42との間を絶縁している。
電極群40は、例えば、以下の手順で製作することができる。まず、図示しない軸芯に、セパレータ43,44の各々の捲回の始端部を溶着し、セパレータ43,44と正負の電極41,42とを交互に重ねて捲回する。このとき、正極電極41の始端部を負極電極42の始端部よりも軸芯側に配置して捲回する。これにより、捲回後の電極群40において、正極電極41の捲回の始端部は、負極電極42の捲回の始端部よりも軸芯側に位置している。
セパレータ44は、電極群40と電池容器10等との絶縁を考慮して、負極電極42の捲回終了後に電極群40の周囲に一周以上多く捲回されることで電極群40の最外周に捲回され、捲回の終端部が、例えば、巻緩み防止用の粘着テープ等によって固定される。粘着テープの幅、長さ、厚さは特に限定されず、例えば、電極群の外周全体を覆ってもよい。
正極電極41は、正極集電体である正極箔41aと、正極箔41aの両面に塗布された正極活物質合剤からなる正極合剤層41bとを有している。長尺帯状の正極電極41の幅方向の一側は、正極合剤層41bが形成されず、正極箔41aが露出した集電体露出部とされ、集電体露出部が切り欠かれて複数のタブ部41cが形成されている。タブ部41cは、正極電極41の幅方向に突出し、セパレータ43,44の幅方向の端部から突出している。正極電極41の複数のタブ部41cは、電極群40の捲回後に、正極集電板30Aの端子部32に対応する位置で一括して束ねられるように、タブ部41c同士の間隔が調整されている。
正極電極41は、例えば、正極活物質に導電材、結着剤及び分散溶媒を添加して混練した正極活物質合剤を、幅方向の一側を除いて正極箔41aの両面に塗布し、乾燥、プレス、裁断することによって製作することができる。正極箔41aとしては、例えば、厚さ約15μmのアルミニウム箔を用いることができる。正極箔41aの厚みを含まない正極合剤層41bの厚さは、例えば、約70μmである。
正極活物質合剤の材料としては、例えば、正極活物質として100重量部のマンガン酸リチウム(化学式LiMn2O4)を、導電材として10重量部の鱗片状黒鉛を、結着剤として10重量部のポリフッ化ビニリデン(以下、PVDFという。)を、分散溶媒としてN−メチルピロリドン(以下、NMPという。)を、それぞれ用いることができる。正極活物質は、前記したマンガン酸リチウムに限定されず、例えば、スピネル結晶構造を有する他のマンガン酸リチウム、一部を金属元素で置換又はドープしたリチウムマンガン複合酸化物を用いてもよい。また、正極活物質として、層状結晶構造を有するコバルト酸リチウムやチタン酸リチウム、及びこれらの一部を金属元素で置換又はドープしたリチウム−金属複合酸化物を用いてもよい。
負極電極42は、負極集電体である負極箔42aと、負極箔42aの両面に塗布された負極活物質合剤からなる負極合剤層42bとを有している。負極電極42の幅方向の一側は、負極合剤層42bが形成されず、負極箔42aが露出した集電体露出部とされ、集電体露出部が切り欠かれてタブ部42cが形成されている。タブ部42cは、負極電極42の幅方向に突出し、セパレータ43,44の幅方向の端部から突出している。負極電極42の複数のタブ部42cは、電極群40の捲回後に、負極集電板30Bの端子部32に対応する位置で一括して束ねられるように、タブ部42c同士の間隔が調整されている。
負極電極42は、例えば、負極活物質に結着剤及び分散溶媒を添加して混練した負極活物質合剤を、幅方向の一側を除く負極箔42aの両面に塗布し、乾燥、プレス、裁断することによって製作することができる。負極箔42aとしては、例えば、厚さ約10μmの銅箔を用いることができる。負極箔42aの厚みを含まない負極合剤層42bの厚さは、例えば、約40μmである。
負極活物質合剤の材料としては、例えば、負極活物質として100重量部の非晶質炭素粉末を、結着剤として10重量部のPVDFを、分散溶媒としてNMPをそれぞれ用いることができる。負極活物質は、前記した非晶質炭素に限定されず、リチウムイオンを挿入、脱離可能な天然黒鉛や、人造の各種黒鉛材、コークスなどの炭素質材料やSiやSnなどの化合物(例えば、SiO、TiSi2等)、又はそれらの複合材料を用いてもよい。負極活物質の粒子形状についても特に限定されず、鱗片状、球状、繊維状又は塊状等の粒子形状を適宜選択することができる。
なお、前記した正極及び負極の合剤層41b,42bに用いる結着材は、PVDFに限定されない。前記した結着材として、例えば、ポリテトラフルオロエチレン(PTFE)、ポリエチレン、ポリスチレン、ポリブタジエン、ブチルゴム、ニトリルゴム、スチレンブタジエンゴム、多硫化ゴム、ニトロセルロース、シアノエチルセルロース、各種ラテックス、アクリロニトリル、フッ化ビニル、フッ化ビニリデン、フッ化プロピレン、フッ化クロロプレン、アクリル系樹脂などの重合体及びこれらの混合体などを用いてもよい。
また、セパレータ43,44を介在させて正極電極41及び負極電極42を重ねて捲回する際の軸芯は、例えば、正極箔41a、負極箔42a、セパレータ43,44のいずれよりも曲げ剛性の高い樹脂シートを捲回したものを用いることができる。
電極群40の捲回軸A方向において、負極電極42の負極合剤層42bの幅は、正極電極41の正極合剤層41bの幅よりも広くなっている。また、電極群40の最内周と最外周には負極電極42が捲回されている。これにより、正極合剤層41bは、電極群40の最内周から最外周まで負極合剤層42bの間に挟まれている。
また、電極群40の捲回軸A方向において、タブ部41c,42cが形成された端部40cと反対側の電池缶11の底壁11cに対向する端部40dでは、負極電極42の端部が最も外側に配置されている。さらに、電極群40の捲回軸A方向において、負極電極42の端部の内側に、例えば2mm以下の間隔をあけてセパレータ43,44の端部が配置され、セパレータ43,44の端部の内側に、例えば2mm以上かつ4mm以下の間隔をあけて正極電極41の端部が配置されている。したがって、本実施形態では、電極群40の捲回軸A方向において、電池缶11の底壁11cに対向する端部40dに、捲回された負極電極42の端部によって電池缶11の底壁11cに対向する端面が形成されている。
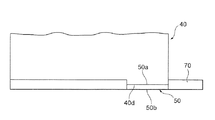
図4は、図2に示す電極群40と板状部材50の斜視図である。板状部材50は、例えば、ポリエチレン、PTFE、塩化ビニル等の樹脂材料、又は、FRP、GFRP等の繊維強化プラスチック樹脂によって製作された絶縁性を有する板状の部材である。板状部材50は、電極群40の端部40dすなわち負極電極42の端部によって形成された端面を支持又は押圧することが可能な剛性を有している。換言すると、本実施形態の板状部材50は、電極群40を電池缶11に挿入する際、又は、電極群40が電池容器10内で膨張及び収縮を繰り返した際に、電極群40の端部40dから作用する力に抗して、電極群40の端部40dの形状を維持して巻緩みを防止することが可能な剛性を有している。
前記した板状部材50の剛性は、前記の材料によって製作した板状部材50の厚さT50を、例えば、0.8mm以上にすることで得ることができる。なお、板状部材50のたわみは、ヤング率、断面二次モーメント、電極群40の端部40dから作用する荷重によって変化する。したがって、板状部材50の厚さT50は、板状部材50のたわみを考慮して、前記した剛性を有する範囲で適宜変更することができる。
板状部材50は、電池缶11の底壁11cすなわち電池容器10の底面と、該底面に対向する電極群40の捲回軸A方向の端部40dとの間に配置される。板状部材50は、電極群40の端部40dに当接する平坦な上面50aと、電池缶11の底壁11cと対向する平坦な下面50bとを有している。電極群40の幅W40方向における板状部材50の寸法W50は、電極群40の幅W40以下であり、電極群40の幅W40よりも小さいことが好ましい。板状部材50の長手方向の両端部は、電極群40の幅W40方向の両端部に形成された湾曲部40bの形状に対応する曲面状に形成されている。
また、偏平な電極群40の厚さT40方向における板状部材50の寸法D50は、電極群40の厚さT40よりも小さくなっている。ここで、電極群40の厚さT40は、電極群40を一対の平行な面P1,P2の間で、例えば50N以上100N以下の圧縮力で圧縮したときの面P1,P2間の間隔と定義することができる。なお、面P1,P2の面積は、電極群40の平坦部40aの面積よりも大きいものとする。
図5及び図6は、電極群40の端部40dに対する板状部材50の固定方法の例を示す拡大側面図である。
図5に示すように、板状部材50は、接着層60を介して電極群40の端部40dに固定することができる。接着層60としては、例えば、エポキシ系樹脂やアクリル系樹脂を使用することができる。また、図6に示すように、板状部材50は、粘着テープ70を用いて電極群40の端部40dに固定することができる。なお、粘着テープ70は、電極群40の厚さT40方向に突出するが、粘着テープ70の厚さは板状部材50の厚さT50と比較して非常に薄いため、電極群40の容量低下に対する影響は殆どない。
電極群40は、図2に示すように、正負の電極41,42のタブ部41c,42cが、例えば、超音波圧接又は抵抗溶接等によって、それぞれ、正負の集電板30A,30Bの端子部32に接合される。これにより、電極群40は、集電板30を介して外部端子20と電気的に接続されるとともに、絶縁板3を介して電池蓋12に固定される。なお、電極群40の捲回軸A方向において、セパレータ43,44の幅は負極合剤層42bの幅よりも広いが、正極電極41及び負極電極42のタブ部41c,42cは、それぞれセパレータ43,44の幅方向端部よりも幅方向外側に突出している。したがって、セパレータ43,44は、タブ部41c,42cを束ねて溶接する際の支障にはならない。
電極群40及び板状部材50は、電池蓋12にかしめ固定された集電板30に接合されて支持された状態で、例えば、ポリプロピレン等の合成樹脂製の絶縁保護フィルム4によって覆われて、電池缶11と電気的に絶縁され、電池缶11の開口部11dから電池缶11内部に挿入される。なお、板状部材50の下面50bは、絶縁保護フィルム4によって覆われていなくてもよい。その後、例えば、レーザ溶接によって、電池蓋12を電池缶11の開口部11dの全周に亘って溶接し、電池缶11の開口部11dを電池蓋12によって封止することで、電池容器10が構成される。
その後、電池蓋12の注液口14を介して電池容器10の内部に非水電解液を注入し、例えば、レーザ溶接によって注液栓15を注液口14に接合して封止することで、電池容器10が密閉される。電解液の内部に注入する非水電解液としては、例えば、エチレンカーボネートとジメチルカーボネートとを体積比で1:2の割合で混合した混合溶液中に、六フッ化リン酸リチウム(LiPF6)を1モル/リットルの濃度で溶解したものを用いることができる。
以上の構成により、本実施形態の角形二次電池100は、発電機等から供給された電力を、外部端子20及び集電板30を介して電極群40に蓄積し、電極群40に蓄積した電力を、集電板30及び外部端子20を介して外部のモーター等に供給する。
以下、本実施形態の角形二次電池100の作用について説明する。
本実施形態の角形二次電池100は、電池缶11の底壁11cすなわち電池容器10の底面と、該底面に対向する電極群40の捲回軸A方向の端部40dとの間に剛性を有する板状部材50が配置されている。これにより、例えば、電極群40を電池缶11の開口部11dに挿入する際に、電極群40の端部40dを板状部材50によって支持し、電極群40に巻きずれが生じるのを防止することができる。また、角形二次電池100の充放電に伴って、電極群40が膨張及び収縮を繰り返した際に、電極群40の端部40dを板状部材50によって支持し、電極群40に巻きずれが生じるのを防止することができる。
また、板状部材50は、電極群40の厚さT40よりも該厚さT40方向の寸法D50が小さい。これにより、角形二次電池100の厚さ方向の体積増加を招くことがない。したがって、電池缶11の広側壁11aと電極群40の平坦部40aとの間に無駄な空間が生じるのを防止して、電極群40の正負の電極41,42の捲回数及び厚みを増加させ、角形二次電池100の容量を増加させることが可能になる。
また、板状部材50が接着層60を介して電極群40の端部40dに固定されている場合には、電極群40を電池缶11の開口部11dに挿入する際に、板状部材50と電極群40との位置ずれを防止することができる。また、接着層60によって板状部材50と電極群40の端部との間の衝撃を緩和することができる。
また、板状部材50が粘着テープ70によって電極群40の端部40dに固定されている場合にも、同様に、電極群40を電池缶11の開口部11dに挿入する際に、板状部材50と電極群40との位置ずれを防止することができる。また、板状部材50と電極群40との間の電解液の流通が阻害されず、電極群40の端部40dから電解液を含浸させやすくすることができる。
以上説明したように、本実施形態の角形二次電池100によれば、電極群40の巻きずれを防止するとともに、厚さ方向の体積増加を防止できる。
なお、本実施形態では、板状部材50が絶縁性を有する樹脂材料によって製作された板状の部材である場合について説明したが、板状部材50の構成は、本実施形態で説明した構成に限定されない。以下、本実施形態の板状部材50の変形例1から変形例3について説明する。
(変形例1)
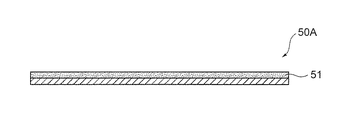
図7は、図4に示す実施形態1の板状部材50の変形例1を示す長手方向に沿う断面図である。本変形例の板状部材50Aは、電極群40の端部40dに対向する多孔質層51を備えている。多孔質層51は、電池容器10内の電解液を浸透させて電極群40の端部40dから電解液を含浸させることができる。したがって、本変形例の板状部材50Aを備えた角形二次電池によれば、実施形態1の角形二次電池100と同様の効果を得られるだけでなく、電極群40に対する電解液の含浸性を向上させることができる。
図7は、図4に示す実施形態1の板状部材50の変形例1を示す長手方向に沿う断面図である。本変形例の板状部材50Aは、電極群40の端部40dに対向する多孔質層51を備えている。多孔質層51は、電池容器10内の電解液を浸透させて電極群40の端部40dから電解液を含浸させることができる。したがって、本変形例の板状部材50Aを備えた角形二次電池によれば、実施形態1の角形二次電池100と同様の効果を得られるだけでなく、電極群40に対する電解液の含浸性を向上させることができる。
(変形例2)
図8は、図4に示す実施形態1の板状部材50の変形例2を示す断面図であり、図8(a)は長手方向の断面図、図8(b)は短手方向の断面図である。本変形例の板状部材50Bは、電極群40の端部40dに対向する上面50aの面積が電池缶11の底壁11cすなわち電池容器10の底面に対向する下面50bの面積よりも大きく、外周面50cが電極群40の捲回軸Aに対して傾斜している。本変形例の板状部材50Bを備えた角形二次電池によれば、電極群40を電池缶11の開口部11dに挿入する際に、電極群40の端部40dに固定された板状部材50の外周面50cによって、電極群40の挿入を容易にすることができる。
図8は、図4に示す実施形態1の板状部材50の変形例2を示す断面図であり、図8(a)は長手方向の断面図、図8(b)は短手方向の断面図である。本変形例の板状部材50Bは、電極群40の端部40dに対向する上面50aの面積が電池缶11の底壁11cすなわち電池容器10の底面に対向する下面50bの面積よりも大きく、外周面50cが電極群40の捲回軸Aに対して傾斜している。本変形例の板状部材50Bを備えた角形二次電池によれば、電極群40を電池缶11の開口部11dに挿入する際に、電極群40の端部40dに固定された板状部材50の外周面50cによって、電極群40の挿入を容易にすることができる。
(変形例3)
図9は、図4に示す実施形態1の板状部材50の変形例3を示す斜視図である。本変形例の板状部材50Cは、実施形態1の板状部材50と同様の材料によって網目状に形成されている。本変形例の板状部材50Bを備えた角形二次電池によれば、板状部材50Cの網目によって電池容器10内の電解液を電極群40の端部40dに到達させ、電極群40に対する電解液の含浸性をより向上させることができる。
図9は、図4に示す実施形態1の板状部材50の変形例3を示す斜視図である。本変形例の板状部材50Cは、実施形態1の板状部材50と同様の材料によって網目状に形成されている。本変形例の板状部材50Bを備えた角形二次電池によれば、板状部材50Cの網目によって電池容器10内の電解液を電極群40の端部40dに到達させ、電極群40に対する電解液の含浸性をより向上させることができる。
(実施形態2)
以下、本発明の角形二次電池の実施形態2について、図1から図6までを援用し、図10を用いて説明する。図10は、図1に示すX−X断面に相当する本実施形態の角形二次電池100Aの矢視断面図である。
以下、本発明の角形二次電池の実施形態2について、図1から図6までを援用し、図10を用いて説明する。図10は、図1に示すX−X断面に相当する本実施形態の角形二次電池100Aの矢視断面図である。
本実施形態の角形二次電池100Aは、板状部材50と電池缶11の底壁11cすなわち電池容器10の底面との間に、板状部材50を電極群40の端部40dに向けて付勢する弾性部材80を備える点で、前述の実施形態1の角形二次電池100と異なっている。本実施形態の角形二次電池100のその他の点は、前述の実施形態1の角形二次電池100と同一であるので、同一の部分には同一の符号を付して説明を省略する。
弾性部材80としては、例えば、板バネ、コイルバネ、及び皿バネ等のバネ部材、又は、スチレンブタジエン系ゴム、エチレンプロピレン系ゴム、ポリエチレン系スポンジ、及びゴム系スポンジ等の弾性体を用いることができる。本実施形態の角形二次電池100Aによれば、実施形態1の角形二次電池100と同様の効果が得られるだけでなく、弾性部材80によって板状部材50を電極群40の端部40dに向けて付勢して、電極群40の端部40dを板状部材50によって押圧することができる。したがって、角形二次電池100Aが充放電を繰り返した際の電極群40の巻きずれを効果的に防止することができる。
以上、図面を用いて本発明の実施の形態を詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
例えば、本発明の角形二次電池は、モーターを駆動源としたハイブリッド自動車やゼロエミッション電気自動車等に適用される車載用の電池システムだけでなく、より広範な用途に利用することができる。例えば、本発明の角形二次電池を搭載した電池システムは、家庭用、業務用、産業用を問わず、太陽光発電や風力発電等で発電された電力で電池を充電して蓄電する蓄電システムとして使用することができる。また、本発明の角形二次電池を搭載した電池システムは、夜間の深夜電力を利用して電池を充電して蓄電する蓄電システムとして、あるいは宇宙ステーション、宇宙船、宇宙基地などの地上以外で利用可能な蓄電システムとして使用することもできる。さらに、本発明の角形二次電池を搭載した電池システムは、医療機器、建設機械、電力貯蔵システム、エレベータ、無人移動車両などの産業用として、またゴルフカート、ターレット車などの移動体用として利用することができる。
10 電池容器、11 電池缶(電池容器)、11c 底壁(電池容器の底面)、12 電池蓋(電池容器)、40 電極群、40d 端部、41 正極電極(電極)、42 負極電極(電極)、50 板状部材、50a 電極群の端部に対向する面、50b 電池容器の底面に対向する面、50c 外周面、51 多孔質層、60 接着層、70 粘着テープ、80 弾性部材、100,100A 角形二次電池、A 捲回軸、D50 板状部材の寸法、T40 電極群の厚さ
Claims (7)
- 偏平角形の電池容器と、該電池容器に収容され該電池容器の底面に垂直な捲回軸を中心に正負の電極が捲回された偏平な電極群と、を備えた角形二次電池であって、
前記電池容器の前記底面と該底面に対向する前記電極群の前記捲回軸方向の端部との間に前記電極群の厚さよりも該厚さ方向の寸法が小さい剛性を有する板状部材が配置されていることを特徴とする角形二次電池。 - 前記板状部材は、前記電極群の前記端部に対向する多孔質層を備えることを特徴とする請求項1に記載の角形二次電池。
- 前記板状部材は、前記電極群の前記端部に対向する面の面積が前記電池容器の前記底面に対向する面の面積よりも大きく、外周面が前記電極群の捲回軸に対して傾斜していることを特徴とする請求項1に記載の角形二次電池。
- 前記板状部材は、網目状に形成されていることを特徴とする請求項1に記載の角形二次電池。
- 前記板状部材は、接着層を介して前記電極群の前記端部に固定されていることを特徴とする請求項1に記載の角形二次電池。
- 前記板状部材は、粘着テープによって前記電極群の前記端部に固定されていることを特徴とする請求項1に記載の角形二次電池。
- 前記板状部材と前記電池容器の前記底面との間に、前記板状部材を前記電極群の前記端部に向けて付勢する弾性部材を備えることを特徴とする請求項1に記載の角形二次電池。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014245955A JP2016110787A (ja) | 2014-12-04 | 2014-12-04 | 角形二次電池 |
| PCT/JP2015/081243 WO2016088505A1 (ja) | 2014-12-04 | 2015-11-06 | 角形二次電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014245955A JP2016110787A (ja) | 2014-12-04 | 2014-12-04 | 角形二次電池 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016110787A true JP2016110787A (ja) | 2016-06-20 |
Family
ID=56091457
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014245955A Pending JP2016110787A (ja) | 2014-12-04 | 2014-12-04 | 角形二次電池 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2016110787A (ja) |
| WO (1) | WO2016088505A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018120789A (ja) * | 2017-01-26 | 2018-08-02 | 株式会社豊田自動織機 | 蓄電装置 |
| JP2019067711A (ja) * | 2017-10-04 | 2019-04-25 | トヨタ自動車株式会社 | 二次電池 |
| JP2020535610A (ja) * | 2017-12-01 | 2020-12-03 | 寧徳新能源科技有限公司Ningde Amperex Technology Limited | 捲回型電池セル |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0635372Y2 (ja) * | 1987-12-08 | 1994-09-14 | 松下電器産業株式会社 | 有機電解質電池 |
| JP3073809B2 (ja) * | 1991-09-13 | 2000-08-07 | 旭化成工業株式会社 | 高容量の二次電池 |
| JP3713361B2 (ja) * | 1997-06-06 | 2005-11-09 | 株式会社東芝 | 角型非水電解液電池およびその製造方法 |
| JP5065646B2 (ja) * | 2006-10-06 | 2012-11-07 | 住友電工ファインポリマー株式会社 | ガスケット、およびリチウムイオン二次電池 |
| JP2009110751A (ja) * | 2007-10-29 | 2009-05-21 | Panasonic Corp | 二次電池 |
| JP2009295489A (ja) * | 2008-06-06 | 2009-12-17 | Panasonic Corp | 電池 |
| US8492022B2 (en) * | 2009-10-07 | 2013-07-23 | Samsung Sdi Co., Ltd. | Rechargeable battery with buffer sheet between electrode assembly and battery case |
-
2014
- 2014-12-04 JP JP2014245955A patent/JP2016110787A/ja active Pending
-
2015
- 2015-11-06 WO PCT/JP2015/081243 patent/WO2016088505A1/ja active Application Filing
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018120789A (ja) * | 2017-01-26 | 2018-08-02 | 株式会社豊田自動織機 | 蓄電装置 |
| JP2019067711A (ja) * | 2017-10-04 | 2019-04-25 | トヨタ自動車株式会社 | 二次電池 |
| JP2020535610A (ja) * | 2017-12-01 | 2020-12-03 | 寧徳新能源科技有限公司Ningde Amperex Technology Limited | 捲回型電池セル |
| JP2022105101A (ja) * | 2017-12-01 | 2022-07-12 | 寧徳新能源科技有限公司 | 捲回型電池セル |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016088505A1 (ja) | 2016-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6166994B2 (ja) | 組電池 | |
| JP6214758B2 (ja) | 角形二次電池 | |
| JP6198844B2 (ja) | 組電池 | |
| JP6446239B2 (ja) | 二次電池 | |
| JP6410833B2 (ja) | 角形二次電池 | |
| JP2015210944A (ja) | 角形二次電池 | |
| JP6186449B2 (ja) | 組電池 | |
| WO2016088505A1 (ja) | 角形二次電池 | |
| JP6403644B2 (ja) | 二次電池 | |
| JP6913766B2 (ja) | リチウムイオン二次電池用正極及びそれを用いたリチウムイオン二次電池 | |
| JP2016178053A (ja) | 角形二次電池 | |
| JP6562726B2 (ja) | 角形二次電池及びその製造方法 | |
| JP6382336B2 (ja) | 角形二次電池 | |
| JP2018056085A (ja) | 二次電池 | |
| JP6182061B2 (ja) | 二次電池 | |
| JP2018125109A (ja) | 二次電池および組電池 | |
| JP6431089B2 (ja) | 角形二次電池 | |
| JP2015204236A (ja) | 二次電池および電池モジュール | |
| JP2016143618A (ja) | 角形二次電池 | |
| JP6216203B2 (ja) | 捲回式二次電池 | |
| JP6360305B2 (ja) | 角形二次電池 | |
| JP2013218824A (ja) | 角形二次電池 | |
| WO2023007756A1 (ja) | 二次電池 | |
| JP2018056086A (ja) | 二次電池及び二次電池の製造方法 | |
| JP6892338B2 (ja) | 蓄電装置および蓄電装置の製造方法 |