JP2015123799A - 樹脂パネル構造 - Google Patents
樹脂パネル構造 Download PDFInfo
- Publication number
- JP2015123799A JP2015123799A JP2013267967A JP2013267967A JP2015123799A JP 2015123799 A JP2015123799 A JP 2015123799A JP 2013267967 A JP2013267967 A JP 2013267967A JP 2013267967 A JP2013267967 A JP 2013267967A JP 2015123799 A JP2015123799 A JP 2015123799A
- Authority
- JP
- Japan
- Prior art keywords
- panel
- resin
- vehicle
- core
- upper panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/247—Arrangements for tightening a stack, for accommodation of a stack in a tank or for assembling different tanks
- H01M8/2475—Enclosures, casings or containers of fuel cell stacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/70—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by fuel cells
- B60L50/72—Constructional details of fuel cells specially adapted for electric vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2250/00—Fuel cells for particular applications; Specific features of fuel cell system
- H01M2250/20—Fuel cells in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02T90/40—Application of hydrogen technology to transportation, e.g. using fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- Sustainable Energy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Body Structure For Vehicles (AREA)
- Arrangement Or Mounting Of Propulsion Units For Vehicles (AREA)
Abstract
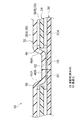
【解決手段】樹脂パネル構造は、繊維強化樹脂製のアッパーパネル32と、アッパーパネル32の下方に配設された繊維強化樹脂製のロアパネル36と、アッパーパネル32とロアパネル36との間に配設されてそれぞれと接合されると共に、アッパーパネル32の一部又はロアパネル36の一部が挿入される開口部56を備えた繊維強化樹脂製のコアパネル34と、開口部56に挿入されたアッパーパネル32及びロアパネル36の一方と、アッパーパネル32及びロアパネル36の他方とを接合させる接合材60と、を有する。
【選択図】図3
Description
図1に示されるように、本実施形態の樹脂パネル構造が採用された樹脂パネルユニット10は、スタックフレーム12の一部を構成している。スタックフレーム12は、電気自動車などの車両のフロアパネルの下方側に配置されて燃料電池スタックを車体下方側から支持するフレームであり、主として、枠状のフレーム本体14と、左右一対の上部延性部材16と、樹脂パネルユニット10とを含んで構成されている。
次に、本発明の樹脂パネル構造が採用された樹脂パネルユニット10について説明する。図2に示されるように、樹脂パネルユニット10は、主として、アッパーパネル32と、コアパネル34と、ロアパネル36とを含んで構成されており、これらが車両上下方向に積層されて樹脂パネルユニット10が形成されている。
次に、本実施形態の樹脂パネルユニット10の作用並びに効果について説明する。本実施形態の樹脂パネルユニット10によれば、アッパーパネル32とコアパネル34とロアパネル36とを重ね合わせる際に、コアパネル34の開口部56にアッパーパネル32の凹部46を挿入すればよいため、位置決め精度を向上させると共に、容易に位置決めを行うことができる。
32 アッパーパネル
34 コアパネル
36 ロアパネル
46 凹部
52A 凸ビード(ビード)
52B 凸ビード(ビード)
56 開口部
60 接着剤(接合材)
62 貫通孔
70 樹脂パネルユニット(樹脂パネル構造)
72 アッパーパネル
80 樹脂パネルユニット(樹脂パネル構造)
82 アッパーパネル
84 ロアパネル
Claims (5)
- 繊維強化樹脂製のアッパーパネルと、
前記アッパーパネルの下方に配設された繊維強化樹脂製のロアパネルと、
前記アッパーパネルと前記ロアパネルとの間に配設されてそれぞれと接合されると共に、前記アッパーパネルの一部又は前記ロアパネルの一部が挿入される開口部を備えた繊維強化樹脂製のコアパネルと、
前記開口部に挿入された前記アッパーパネル及び前記ロアパネルの一方と、前記アッパーパネル及び前記ロアパネルの他方とを接合させる接合材と、
を有する樹脂パネル構造。 - 前記コアパネルには、一方向に沿って複数のビードが設けられている請求項1に記載の樹脂パネル構造。
- 前記開口部は、隣り合う前記ビードの間に設けられている請求項2に記載の樹脂パネル構造。
- 前記アッパーパネルには、前記アッパーパネルを前記ロアパネル側へ凹ませて前記開口部に挿入させた凹部が設けられており、
前記凹部と前記ロアパネルとが接合された接合部には、上下方向に貫通する貫通孔が形成されている請求項1〜3の何れか1項に記載の樹脂パネル構造。 - 前記アッパーパネルと前記ロアパネルとの間には、前記開口部から前記貫通孔に亘って前記接合材が充填されている請求項4に記載の樹脂パネル構造。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013267967A JP5971234B2 (ja) | 2013-12-25 | 2013-12-25 | 樹脂パネル構造 |
| US14/572,106 US9755262B2 (en) | 2013-12-25 | 2014-12-16 | Resin panel structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013267967A JP5971234B2 (ja) | 2013-12-25 | 2013-12-25 | 樹脂パネル構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015123799A true JP2015123799A (ja) | 2015-07-06 |
| JP5971234B2 JP5971234B2 (ja) | 2016-08-17 |
Family
ID=53401097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013267967A Active JP5971234B2 (ja) | 2013-12-25 | 2013-12-25 | 樹脂パネル構造 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9755262B2 (ja) |
| JP (1) | JP5971234B2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5925290B2 (ja) * | 2012-02-29 | 2016-05-25 | 住友重機械工業株式会社 | ショベル |
| JP5811168B2 (ja) * | 2013-12-25 | 2015-11-11 | トヨタ自動車株式会社 | 車両用電池搭載構造 |
| JP5900481B2 (ja) * | 2013-12-25 | 2016-04-06 | トヨタ自動車株式会社 | 車両パネル構造 |
| WO2017024086A1 (en) * | 2015-08-03 | 2017-02-09 | Valeda Company (D/B/A "Q'straint") | Vehicle flooring system |
| US9533600B1 (en) * | 2015-09-03 | 2017-01-03 | GM Global Technology Operations LLC | Structurally integrated propulsion battery |
| JP6215975B2 (ja) * | 2016-01-12 | 2017-10-18 | 本田技研工業株式会社 | バッテリの固定構造 |
| EP3978284A1 (en) | 2017-02-17 | 2022-04-06 | Mubea Carbo Tech GmbH | Battery structure and protector |
| JP6596466B2 (ja) * | 2017-06-06 | 2019-10-23 | 株式会社Subaru | 車両用パネル構造 |
| DE102017010670C5 (de) * | 2017-11-17 | 2022-06-02 | Mercedes-Benz Group AG | Seitenschwelleranordnung einer Karosserie eines elektrisch betreibbaren Kraftwagens |
| JP2019114469A (ja) * | 2017-12-25 | 2019-07-11 | トヨタ自動車株式会社 | 燃料電池車両 |
| EP3511231B1 (en) * | 2018-01-10 | 2023-12-06 | Volvo Car Corporation | Reinforcement structure |
| JP6667563B2 (ja) * | 2018-03-19 | 2020-03-18 | 本田技研工業株式会社 | 車体後部構造 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63189788U (ja) * | 1987-05-28 | 1988-12-06 | ||
| US20060113131A1 (en) * | 2004-11-26 | 2006-06-01 | Honda Motor Co., Ltd. | Fuel cell vehicle |
| US20120012239A1 (en) * | 2008-05-12 | 2012-01-19 | United States Council for Automative Research | Automotive structural joint and method of making same |
| JP2013136275A (ja) * | 2011-12-28 | 2013-07-11 | Honda Motor Co Ltd | 自動車のキャビン構造 |
| JP2015044339A (ja) * | 2013-08-28 | 2015-03-12 | トヨタ自動車株式会社 | 接合構造 |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3809185C2 (de) * | 1987-03-20 | 1994-08-18 | Honda Motor Co Ltd | Kraftfahrzeugbodenkonstruktion |
| US5150944A (en) * | 1988-12-09 | 1992-09-29 | Honda Giken Kogyo Kabushiki Kaisha | Joint structure for sandwiched structural body |
| US5417453A (en) * | 1992-03-31 | 1995-05-23 | Vandenberg; Ervin | Lightweight flatbed trailer |
| DE4240823C1 (de) * | 1992-12-04 | 1993-10-14 | Daimler Benz Ag | Schweißverbindung eines Stahlblech-Bauteiles mit einem Aluminiumblech-Bauteil und Verfahren zum Verschweißen der beiden Bauteile miteinander |
| US5501289A (en) * | 1993-01-22 | 1996-03-26 | Nissan Motor Co., Ltd. | Floor structure of electric vehicle |
| JP3350189B2 (ja) * | 1993-04-30 | 2002-11-25 | 本田技研工業株式会社 | 電気自動車用バッテリボックス装置 |
| US5730485A (en) * | 1995-06-07 | 1998-03-24 | Stoughton Composites, Inc. | Cargo transport vehicle floor assembly |
| AU4550397A (en) * | 1997-10-09 | 1999-05-03 | Strangaard, Christian | Method of manufacturing a sandwich board and a board and structure manufactured by the method |
| JP3480286B2 (ja) * | 1997-12-08 | 2003-12-15 | 日産自動車株式会社 | 電気自動車のバッテリフレーム構造 |
| US6086143A (en) * | 1999-07-09 | 2000-07-11 | Daimlerchrysler Corporation | Hard mounted provision through plastic body panel |
| GB2372010B (en) * | 1999-10-08 | 2004-06-16 | Milwaukee Composites Inc | Panels utilizing a precured reinforced core and method of manufacturing the same |
| JP2002302071A (ja) * | 2001-04-06 | 2002-10-15 | Honda Motor Co Ltd | 車両のフロアパネル |
| DE20118424U1 (de) * | 2001-11-14 | 2002-02-21 | Enno Roggemann GmbH & Co. KG, 16352 Basdorf | Bodenmodul für ein Fahrzeug |
| JP4021672B2 (ja) * | 2002-01-23 | 2007-12-12 | 本田技研工業株式会社 | 車両用フロア構造 |
| DE10211734A1 (de) * | 2002-03-14 | 2003-10-02 | Arvinmeritor Gmbh | Verbundbauteil, insbesondere Fahrzeuganbauteil oder Fahrzeugpaneel |
| JP3614158B2 (ja) * | 2002-08-21 | 2005-01-26 | ソニー株式会社 | バッテリーパック |
| JP4175107B2 (ja) * | 2002-12-27 | 2008-11-05 | 三菱自動車工業株式会社 | 車両用フロアパネル |
| WO2005077632A1 (ja) * | 2004-02-17 | 2005-08-25 | Toray Industries, Inc. | Rtm成形方法および装置 |
| US20060165972A1 (en) * | 2005-01-27 | 2006-07-27 | Chimelak Robert R | Lightweight, high-strength load bearing floor structure |
| US7905072B2 (en) * | 2005-05-04 | 2011-03-15 | Groep Stevens International | Support panel structure |
| US8293055B2 (en) * | 2006-02-21 | 2012-10-23 | Toyota Boshoku Kabushiki Kaisha | Manufacturing method of a vehicular interior part |
| JP5151363B2 (ja) * | 2007-09-28 | 2013-02-27 | 三菱自動車工業株式会社 | 電気自動車用バッテリケース |
| US7828370B2 (en) * | 2007-10-25 | 2010-11-09 | Honda Motor Co., Ltd. | Vehicle body structure |
| JP4306783B2 (ja) * | 2007-12-14 | 2009-08-05 | 三菱自動車工業株式会社 | 電気自動車のバッテリユニット取付構造 |
| US20090230729A1 (en) * | 2008-03-13 | 2009-09-17 | Kevin Lusk | Floor panel for a vehicle |
| FR2937303B1 (fr) * | 2008-10-16 | 2011-01-14 | Airbus France | Plancher en materiau composite pour vehicule de transport et procede de fabrication d'un tel plancher |
| JP2010284984A (ja) * | 2009-06-09 | 2010-12-24 | Fuji Heavy Ind Ltd | 車両用バッテリ搭載構造 |
| US20110006562A1 (en) * | 2009-07-08 | 2011-01-13 | Specialty Manufacturing, Inc. | Modular floor system for vehicles |
| JP5013140B2 (ja) * | 2009-12-10 | 2012-08-29 | 三菱自動車工業株式会社 | バッテリーケース |
| JP5560922B2 (ja) * | 2010-06-08 | 2014-07-30 | 日産自動車株式会社 | 電動車両のバッテリパック収納構造 |
| EP2623401B1 (en) * | 2010-09-30 | 2015-03-25 | Honda Motor Co., Ltd. | Car body forepart structure |
| JP5360041B2 (ja) * | 2010-12-15 | 2013-12-04 | 三菱自動車工業株式会社 | バッテリケース |
| US8336658B2 (en) * | 2010-12-22 | 2012-12-25 | Tesla Motors, Inc. | Augmented vehicle seat mount |
| US8696048B2 (en) * | 2011-01-05 | 2014-04-15 | Wabash National, L.P. | Fiber-reinforced floor system |
| CN103339021B (zh) * | 2011-02-03 | 2016-03-23 | 帝人株式会社 | 车辆底板结构 |
| EP2778025B1 (en) * | 2011-11-07 | 2017-09-20 | Toyota Jidosha Kabushiki Kaisha | Resin floor structure for vehicle |
| JP5880086B2 (ja) * | 2012-01-31 | 2016-03-08 | 三菱自動車工業株式会社 | 電池容器 |
| EP3031703B1 (en) * | 2012-03-01 | 2017-11-29 | Toyota Jidosha Kabushiki Kaisha | Vehicle body structure |
| DE102012006527A1 (de) * | 2012-03-29 | 2013-10-02 | GM Global Technology Operations LLC (n.d. Ges. d. Staates Delaware) | Bodenstruktur einer Kraftfahrzeugkarosserie |
| JP5928881B2 (ja) | 2012-04-11 | 2016-06-01 | 本田技研工業株式会社 | 自動車のcfrp製キャビンおよび自動車のcfrp製キャビンの製造方法 |
| US8808829B2 (en) * | 2012-04-23 | 2014-08-19 | Global Ip Holdings, Llc | Assembly including a compression-molded, composite panel locally reinforced adjacent a living hinge of the assembly |
| US8795807B2 (en) * | 2012-11-29 | 2014-08-05 | Global Ip Holdings, Llc | Assembly including a compression-molded composite component having a sandwich structure and a unitarily connected second component |
-
2013
- 2013-12-25 JP JP2013267967A patent/JP5971234B2/ja active Active
-
2014
- 2014-12-16 US US14/572,106 patent/US9755262B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63189788U (ja) * | 1987-05-28 | 1988-12-06 | ||
| US20060113131A1 (en) * | 2004-11-26 | 2006-06-01 | Honda Motor Co., Ltd. | Fuel cell vehicle |
| US20120012239A1 (en) * | 2008-05-12 | 2012-01-19 | United States Council for Automative Research | Automotive structural joint and method of making same |
| JP2013136275A (ja) * | 2011-12-28 | 2013-07-11 | Honda Motor Co Ltd | 自動車のキャビン構造 |
| JP2015044339A (ja) * | 2013-08-28 | 2015-03-12 | トヨタ自動車株式会社 | 接合構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150180078A1 (en) | 2015-06-25 |
| JP5971234B2 (ja) | 2016-08-17 |
| US9755262B2 (en) | 2017-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5971234B2 (ja) | 樹脂パネル構造 | |
| JP5900481B2 (ja) | 車両パネル構造 | |
| JP5930123B2 (ja) | 車両用電池搭載構造 | |
| CN101289100B (zh) | 车辆用地板结构 | |
| CN103442973B (zh) | 车身后部构造 | |
| US9352787B2 (en) | Resin floor structure of vehicle | |
| US8226151B2 (en) | Rear door structure | |
| JP5593813B2 (ja) | 車体補強構造 | |
| US8894130B2 (en) | Vehicle lower section structure | |
| JP5673018B2 (ja) | 車両用シートの取付構造 | |
| CN102653285B (zh) | 汽车的车身后部构造 | |
| JP2009126197A (ja) | 後部車体構造 | |
| CN101622170A (zh) | 车辆用底板结构 | |
| CN209208881U (zh) | C柱门槛梁连接结构及汽车 | |
| JP2019034643A (ja) | 車体上部構造 | |
| KR20200011750A (ko) | 차량의 리어 쿼터부 보강구조 | |
| US9701347B2 (en) | Vehicle body side structure | |
| CN108791503A (zh) | 车辆后部结构 | |
| CN103085888A (zh) | 车身上部结构 | |
| JP5831445B2 (ja) | バッテリ搭載構造 | |
| JP2013126679A (ja) | パネルの接合構造 | |
| JP6683543B2 (ja) | 自動車の下部構造 | |
| CN104554488B (zh) | 厢式车及其厢体 | |
| JP2014058224A (ja) | 車両の上部車体構造 | |
| JP5742516B2 (ja) | 車両フロア構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151027 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160614 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160627 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5971234 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |