JP2014159372A - 単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 - Google Patents
単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 Download PDFInfo
- Publication number
- JP2014159372A JP2014159372A JP2014114708A JP2014114708A JP2014159372A JP 2014159372 A JP2014159372 A JP 2014159372A JP 2014114708 A JP2014114708 A JP 2014114708A JP 2014114708 A JP2014114708 A JP 2014114708A JP 2014159372 A JP2014159372 A JP 2014159372A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- cooling
- rear end
- bent
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【解決手段】加熱炉13と、冷却機構14とを備えている単一方向曲げガラスの製造装置10において、冷却機構14は、上部ウインドボックス25に接続されガラス12が移動する方向と平行に上部ウインドボックス25を移動させる移動手段29を備えることを特徴とする。
【効果】後端下面T8を急速に冷却し、後端下面T8の温度が後端上面T7の温度と同じになるタイミングで、後端上面T7にも冷却風を直接当てる。後端上面T7と後端下面T8との歪点に到達するタイミングが同じになる。ガラス先端の曲率半径と後端の曲率半径との差が小さくなる。
【選択図】図1
Description
図10に示すように、単一方向曲げガラスの製造装置100は、加熱ベッド101でガラス102を加熱しこのガラス102を任意の形状に変形させる加熱炉103と、この加熱炉103の下流に配置され加熱炉103で加熱、成形されたガラス102を冷却する冷却器104とからなる。
曲率半径R1と、曲率半径R2とに差がでることは、長さが800mmを超えるガラスで顕著であった。
実験の方法を次図で説明する。
このときの温度変化の様子を次図で説明する。
T3の温度が、冷却開始前であるP3からP4の間で緩やかに低下していた原因を次図で説明する。
後端上面T3は、冷却器104に搬送されるまでに温度が低下する。温度が低下することで、後端上面T3と後端下面T4とは歪点T0に到達するタイミングに差が生じる(図13参照)。一方、先端上面T1と先端下面T2とは、歪点T0に到達するタイミングがほぼ同じである。歪点T0に到達するタイミングに差が生じない先端と、歪点T0に到達するタイミングに差が生ずる後端とで、曲率半径に差が生じる(図11参照)。曲率半径の差が大きいと、組み付け性や外観性に問題が生じる。
前記冷却機構は、前記ガラスの下面に冷却風を吹付ける下部ノズルと、この下部ノズルの上方に配置され前記ガラスの位置を検出するガラス位置検出手段と、このガラス位置検出手段の上方に配置され前記ガラスの上面に冷却風を吹付ける上部ノズルと、この上部ノズルに接続され前記ガラスが移動する方向と平行に前記上部ノズルを移動させる移動手段とを備えることを特徴とする。
前記冷却機構は、前記ガラスの下面に冷却風を送る下部ノズルと、この下部ノズルの上方に配置され前記ガラスの位置を検出するガラス位置検出手段と、このガラス位置検出手段の上方に配置され冷却風を貯える上部ウインドボックスと、この上部ウインドボックスに前記ガラスの移動方向にスイング可能に設けられるスイングノズルと、このスイングノズルを前記ガラスの移動方向にスイングさせることで冷却風を送る方向を切り替える制御部と、を備えることを特徴とする。
前記内筒体の先端の曲率半径と、後端の曲率半径との差が50mm以内であり、
長手方向の長さが800mm以上であることを特徴とする。
前記冷却工程では、前記ガラスを冷却機構内に連続して前進させることで、前記ガラスの冷却を実施し、
前記ガラスの、先端上面と先端下面との冷却を同時に開始し、これら先端上下面の冷却を開始した後に後端下面の冷却を開始し、この後端下面の冷却開始から所定時間経過後に後端上面の冷却を開始することを特徴とする。
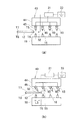
図1に示されるように、単一方向曲げガラスの製造装置10は、加熱ベッド11でガラス12を加熱しこのガラス12を任意の形状に変形させる加熱炉13と、この加熱炉13の下流に隣接して設けられ加熱炉13で加熱、成形されたガラス12に冷却風を当てることでガラス12を冷却させる冷却機構14とからなる。
ガラス12の種類が変わると、作業者がガラス12の種類に応じてダイヤル33を操作する。制御部31は、ガラス12の種類が変えられたことを認識し、ガラス位置検出手段32の配置される場所を変える。
ガイド部材23には、いわゆるリニアガイドを用いることができる。
下部送風機21には、ブロアやファンを用いることができる。上部送風機26も同様である。
このような、単一方向曲げガラスの製造装置10の作用を次図で説明する。
このとき、上部ウインドボックス25の動作に関係なく、ガラス12は搬送され続ける。
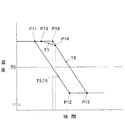
ここで、ガラス12の先端上面をT5、ガラス12の先端下面をT6、ガラス12の後端上面をT7、ガラス12の後端下面をT8とする。
(a)から(e)における、T5〜T8それぞれの温度変化について次図で説明する。
ガラス12後端が冷却機構14内に搬送される際に、上部ウインドボックス25は、予めガラス12の進行方向側に移動されている。ガラス12の後端下面T8に冷却風を当てつつ、ガラス12の後端上面T7には冷却風を当てないことができる。後端下面T8を急速に冷却し、後端下面T8の温度が後端上面T7の温度と同じになるタイミングで、後端上面T7にも冷却風を直接当てる。これによって、後端上面T7と後端下面T8とは、歪点T0に到達するタイミングがほぼ同じになる。もともと先端上面T5と、先端下面T6とが歪点T0に到達するタイミングがほぼ同じであるため、ガラス先端の曲率半径と後端の曲率半径との差が小さくなる。
後端上面T7を冷却し始めるタイミングの決め方について、図4〜図6で説明する。
最初は、ガラス37がガラス位置検出手段32まで到達しても、上部ウインドボックス25を移動させない。
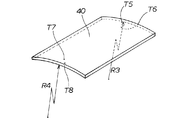
このようにして製造された、単一方向曲げガラスを計測する。計測方法は次図で説明する。
ここで、|R3−R4|≦30mmであれば合格としたのは、製造の過程で個体差が生じることを考慮してのことである。即ち、|R3−R4|≦30mmを合格とすることで、製品としての単一方向曲げガラス40は、高い精度で|R3−R4|≦50mmを満たすことができる。
冷却し始めるタイミングを遅くする方法は、次図で説明する。
このようにして作成された単一方向曲げガラス(図5、符号40)について、図5で示すように、再度合否判定を行う。
例えば、R3=2155mm、R4=2142mmで、|R3−R4|=13mmとなった。これにより、上部ウインドボックス25の移動量n・α(例えば35mm)が決められる。ガラス12の搬送速度V1が一定であるから、移動量n・αを決めることで、ガラス12の後端上面T7の冷却を開始するタイミングが決定される((n・α)/V1)。
この他、ガラスの搬送速度V1を変更することもできる。
なお、ガラス37がガラス位置検出手段32へ到達したときの時間を、基準時t0とする。
即ち、制御部31は、t0からt1秒後に移動手段29を停止させる。
次図で、本発明に係る単一方向曲げガラスの製造装置の別実施例について説明する。
図9(a)に示されるように、冷却機構43は、上部ウインドボックス44にスイング可能に設けられ冷却風を送る方向が切り替えられるスイングノズル45を備えている。
前記冷却機構は、前記ガラスの下面に冷却風を吹付ける下部ノズルと、この下部ノズルの上方に配置され前記ガラスの上面に冷却風を吹付ける上部ノズルと、この上部ノズルに接続され前記ガラスが移動する方向と平行に前記上部ノズルを移動させる移動手段とを備え、
前記移動手段は、制御部によって作動される構成とされ、
前記制御部は、
前記ガラスの位置を検出するガラス位置検出手段からの情報に基づいて、
前記ガラスの、先端上面と先端下面との冷却を同時に開始し、これら先端上下面の冷却を開始した後に後端下面の冷却を開始し、この後端下面の冷却開始から所定時間経過後に後端上面の冷却を開始するよう、
前記移動手段を作動させることを特徴とする。
前記冷却機構は、前記ガラスの下面に冷却風を送る下部ノズルと、この下部ノズルの上方に配置され冷却風を貯える上部ウインドボックスと、この上部ウインドボックスに前記ガラスの移動方向にスイング可能に設けられるスイングノズルと、を備え、
前記スイングノズルは、制御部によって作動される構成とされ、
前記制御部は、
前記ガラスの位置を検出するガラス位置検出手段からの情報に基づいて、
前記ガラスの、先端上面と先端下面との冷却を同時に開始し、これら先端上下面の冷却を開始した後に後端下面の冷却を開始し、この後端下面の冷却開始から所定時間経過後に後端上面の冷却を開始するよう、
前記スイングノズルを作動させることを特徴とする。
Claims (4)
- 加熱ベッドでガラスを加熱しこのガラスを任意の形状に変形させる加熱炉と、この加熱炉に隣接して設けられ前記加熱炉で変形されたガラスに冷却風を当てることで前記ガラスを冷却させる冷却機構とを備え、分割円筒体のように単純に曲げられている単一方向曲げガラスの製造装置において、
前記冷却機構は、前記ガラスの下面に冷却風を吹付ける下部ノズルと、この下部ノズルの上方に配置され前記ガラスの位置を検出するガラス位置検出手段と、このガラス位置検出手段の上方に配置され前記ガラスの上面に冷却風を吹付ける上部ノズルと、この上部ノズルに接続され前記ガラスが移動する方向と平行に前記上部ノズルを移動させる移動手段とを備えることを特徴とする単一方向曲げガラスの製造装置。 - 加熱ベッドでガラスを加熱しこのガラスを任意の形状に変形させる加熱炉と、この加熱炉に隣接して設けられ前記加熱炉で変形されたガラスに冷却風を当てることで前記ガラスを冷却させる冷却機構とを備え、分割円筒体のように単純に曲げられている単一方向曲げガラスの製造装置において、
前記冷却機構は、前記ガラスの下面に冷却風を送る下部ノズルと、この下部ノズルの上方に配置され前記ガラスの位置を検出するガラス位置検出手段と、このガラス位置検出手段の上方に配置され冷却風を貯える上部ウインドボックスと、この上部ウインドボックスに前記ガラスの移動方向にスイング可能に設けられるスイングノズルと、このスイングノズルを前記ガラスの移動方向にスイングさせることで冷却風を送る方向を切り替える制御部と、を備えることを特徴とする単一方向曲げガラスの製造装置。 - 請求項1又は請求項2記載の単一方向曲げガラスの製造装置で製造された単一方向曲げガラスであって、
前記内筒体の先端の曲率半径と、後端の曲率半径との差が50mm以内であり、
長手方向の長さが800mm以上であることを特徴とする単一方向曲げガラス。 - ガラスを加熱し、このガラスを変形させる加熱・成形工程と、加熱・成形されたガラスに冷却風を当てることで前記ガラスを冷却させる冷却工程とからなる単一方向曲げガラスの製造方法において、
前記冷却工程では、前記ガラスを冷却機構内に連続して前進させることで、前記ガラスの冷却を実施し、
前記ガラスの、先端上面と先端下面との冷却を同時に開始し、これら先端上下面の冷却を開始した後に後端下面の冷却を開始し、この後端下面の冷却開始から所定時間経過後に後端上面の冷却を開始することを特徴とする単一方向曲げガラスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014114708A JP2014159372A (ja) | 2014-06-03 | 2014-06-03 | 単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014114708A JP2014159372A (ja) | 2014-06-03 | 2014-06-03 | 単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009173622A Division JP2011026169A (ja) | 2009-07-24 | 2009-07-24 | 単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014159372A true JP2014159372A (ja) | 2014-09-04 |
Family
ID=51611400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014114708A Pending JP2014159372A (ja) | 2014-06-03 | 2014-06-03 | 単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014159372A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63154636U (ja) * | 1986-12-12 | 1988-10-11 | ||
| JPH06127961A (ja) * | 1992-07-02 | 1994-05-10 | Ppg Ind Inc | シート材を成形する装置と方法 |
| JPH10338532A (ja) * | 1997-06-05 | 1998-12-22 | Nippon Sheet Glass Co Ltd | 強化ガラス板の製造方法および製造装置 |
| JP2003048764A (ja) * | 2002-07-18 | 2003-02-21 | Nippon Sheet Glass Co Ltd | 合わせガラス |
-
2014
- 2014-06-03 JP JP2014114708A patent/JP2014159372A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63154636U (ja) * | 1986-12-12 | 1988-10-11 | ||
| JPH06127961A (ja) * | 1992-07-02 | 1994-05-10 | Ppg Ind Inc | シート材を成形する装置と方法 |
| JPH10338532A (ja) * | 1997-06-05 | 1998-12-22 | Nippon Sheet Glass Co Ltd | 強化ガラス板の製造方法および製造装置 |
| JP2003048764A (ja) * | 2002-07-18 | 2003-02-21 | Nippon Sheet Glass Co Ltd | 合わせガラス |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011026169A (ja) | 単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 | |
| JP5401305B2 (ja) | 容器をブロー成形するための方法および装置 | |
| JP5674787B2 (ja) | 容器をブロー成形するための方法および装置 | |
| RU2466106C2 (ru) | Способ гибки стекла | |
| CN101920556B (zh) | 对塑料材料预制件回火的设备和工艺 | |
| JP6034759B2 (ja) | マーキング装置 | |
| CN102617023A (zh) | 柱状曲面钢化玻璃加工装置 | |
| CN102617022A (zh) | 柱状曲面钢化玻璃加工方法 | |
| JP5380183B2 (ja) | 射出圧縮成型機の型締装置、および、射出圧縮成型装置 | |
| WO2008081108A3 (fr) | Procede de fabrication d'un recipient a partir d'une ebauche, avec retroaction en fonction du point de developpement de l'ebauche | |
| JP2009503380A (ja) | 構成要素の位置決め方法および装置 | |
| KR20180098699A (ko) | 성형장치 | |
| JP2006347869A (ja) | ガラスパネルを曲げ強化する方法および装置 | |
| JP2002338286A (ja) | ガラス板の曲げ成形装置 | |
| JP2017077973A (ja) | ガラス板の徐冷方法及びその装置 | |
| JP2014159372A (ja) | 単一方向曲げガラスの製造装置、単一方向曲げガラス及び単一方向曲げガラスの製造方法 | |
| CA2712191A1 (en) | Method of measuring a length of sections of extrados or intrados curves of an elongated workpiece, and relevant length measuring instrument | |
| JP2016169121A (ja) | 板ガラスの曲げ成形装置及び曲げ成形方法 | |
| KR102002363B1 (ko) | 레이저를 이용한 유리 및 강화유리 밴딩 방법 | |
| JP5808850B1 (ja) | 型締装置、成形装置および成形方法 | |
| JP2004238260A5 (ja) | ||
| JP6103248B2 (ja) | 鋼片の幅圧下プレス方法および幅圧下プレス装置 | |
| JP6476131B2 (ja) | ガラス板およびガラス板の製造方法 | |
| JP5103768B2 (ja) | 光学レンズ射出成形用金型 | |
| JP2013111591A (ja) | 鋼板ストリップの蛇行矯正方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140702 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150519 |