以下、本発明につき図面を参照しつつ詳細に説明する。なお、下記の発明を実施するための形態(以下、実施形態という。)により本発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が容易に想定できるもの、実質的に同一のもの、いわゆる均等の範囲のものが含まれる。さらに、下記実施形態で開示した構成要素は適宜組み合わせることが可能である。
以下に、本発明にかかる電子部品実装装置の実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。本発明の電子部品実装装置は、リードを有し、当該リードが、基板の基板孔(挿入穴、穴)に挿入されることで、基板に実装される電子部品、いわゆる挿入型電子部品を実装する電子部品実装装置である。電子部品実装装置は、挿入型電子部品(リード型電子部品)を実装する機能を備えている。ここで、挿入型電子部品は、リードが基板に形成された穴に挿入されることで実装されるものである。また、挿入穴(基板孔)に挿入されずに基板上に搭載される電子部品、例えばSOP、QFP等は、搭載型電子部品とする。なお、電子部品実装装置は、基板上に搭載される搭載型電子部品を実装する機能を備えていてもよい。以下の実施形態の電子部品実装装置10は、搭載型電子部品と挿入型電子部品の両方を実装する機能を備える。
次に、図1から図7を用いて、本実施形態の搭載型電子部品と挿入型電子部品の両方を実装することができる電子部品実装装置10について説明する。電子部品実装装置10は、基板上に載せることで実装される搭載型電子部品とリードを基板の挿入穴に差し込んで実装するリード型電子部品(挿入型電子部品)との両方を実装することができる装置である。電子部品実装装置10は、1台で搭載型電子部品とリード型電子部品の両方を実装することも、いずれか一方のみを実装することもできる。つまり電子部品実装装置10は、搭載型電子部品とリード型電子部品の両方を実装することが可能で、製造する基板や他の電子部品実装装置のレイアウトに応じて、種々の用途で使用することができる。
図1は、電子部品実装装置の概略構成を示す模式図である。図1に示す電子部品実装装置10は、基板8の上に電子部品を搭載する装置である。電子部品実装装置10は、筐体11と、基板搬送部12と、部品供給ユニット14f、14rと、ヘッド15と、XY移動機構16と、VCSユニット17と、交換ノズル保持機構18と、部品貯留部19と、制御装置20と、操作部40と、表示部42と、を有する。なお、XY移動機構16は、X軸駆動部22と、Y軸駆動部24と、を備える。ここで、本実施形態の電子部品実装装置10は、図1に示すように、基板搬送部12を中心にしてフロント側とリア側に部品供給ユニット14f、14rを備える。電子部品実装装置10は、部品供給ユニット14fが電子部品実装装置10のフロント側に配置され、部品供給ユニット14rが電子部品実装装置10のリア側に配置される。また、以下では、2つの部品供給ユニット14f、14rを特に区別しない場合、部品供給ユニット14とする。
基板8は、電子部品を搭載する部材であればよく、その構成は特に限定されない。本実施形態の基板8は、板状部材であり、表面に配線パターンが設けられている。基板8に設けられた配線パターンの表面には、リフローによって板状部材の配線パターンと電子部品とを接合する接合部材であるはんだが付着している。また、基板8には、電子部品が挿入されるスルーホール(挿入穴、基板孔)も形成されている。
基板搬送部12は、基板8を図中X軸方向に搬送する搬送機構である。基板搬送部12は、X軸方向に延在するレールと、基板8を支持し、基板8をレールに沿って移動させる搬送機構とを有する。基板搬送部12は、基板8の搭載対象面がヘッド15と対面する向きで、基板8を搬送機構によりレールに沿って移動させることで基板8をX軸方向に搬送する。基板搬送部12は、電子部品実装装置10に供給する機器から供給された基板8を、レール上の所定位置まで搬送する。ヘッド15は、所定位置で、電子部品を基板8の表面に搭載する。基板搬送部12は、前記所定位置まで搬送した基板8上に電子部品が搭載されたら、基板8を、次の工程を行う装置に搬送する。なお、基板搬送部12の搬送機構としては、種々の構成を用いることができる。例えば、基板8の搬送方向に沿って配置されたレールと前記レールに沿って回転するエンドレスベルトとを組合せ、前記エンドレスベルトに基板8を搭載した状態で搬送する、搬送機構を一体としたベルト方式の搬送機構を用いることができる。
電子部品実装装置10は、フロント側に部品供給ユニット14fが配置され、リア側に部品供給ユニット14rが配置されている。フロント側の部品供給ユニット14fと、リア側の部品供給ユニット14rは、それぞれ基板8上に搭載する電子部品を多数保持し、ヘッド15に供給可能、つまり、ヘッド15で保持(吸着または把持)可能な状態で保持位置に供給する電子部品供給装置を備える。本実施形態の部品供給ユニット14f、14rはともに、本体と、本体に連結されたリードとを有するリード型電子部品を供給する。
図2は、部品供給ユニットの一例の概略構成を示す模式図である。部品供給ユニット14は、図2に示すように、複数の電子部品供給装置(以下、単に「部品供給装置」ともいう。)90、90aを有する。
具体的には、部品供給ユニット14は、複数のラジアルリード型電子部品(ラジアルリード部品)をテープ本体に固定した電子部品保持テープ(ラジアル部品テープ)を装着し、当該電子部品保持テープで保持したリード型電子部品のリードを保持位置(第2保持位置)で切断し、当該保持位置にあるリード型電子部品をヘッドに備えた吸着ノズルまたは把持ノズルによるノズルで保持可能とする電子部品供給装置90を複数装着することに加え、複数の搭載型電子部品をテープ本体に固定した電子部品保持テープ(チップ部品テープ)を装着し、当該電子部品保持テープで保持した搭載型電子部品の保持位置(第1保持位置)でテープ本体から剥がし、当該保持位置にある搭載型電子部品をヘッドに備えた吸着ノズルまたは把持ノズルで保持可能とする電子部品供給装置90aを備えていてもよい。部品供給ユニット14は、その他電子部品供給装置90aとしてスティックフィーダやトレイフィーダを設置してもよい。図2に示す複数の部品供給装置90、90aは、支持台(バンク)96に保持される。また、支持台96は、部品供給装置90、90aの他の装置(例えば、計測装置やカメラ等)を搭載することができる。
部品供給ユニット14は、支持台96に保持されている複数の電子部品供給装置90、90aが、搭載する電子部品の種類、電子部品を保持する機構または供給機構が異なる複数種類の電子部品供給装置90、90aで構成される。また、部品供給ユニット14は、同一種類の電子部品供給装置90、90aを複数備えていてもよい。また、部品供給ユニット14は、装置本体に対して着脱可能な構成とすることが好ましい。
部品供給装置90は、テープに複数のラジアルリード型電子部品のリードを貼り付けて構成される電子部品保持テープを使用してヘッド15にラジアルリード型電子部品を供給する。部品供給装置90は、電子部品保持テープを保持し、保持している電子部品保持テープを送り、保持しているラジアルリード型電子部品をヘッド15のノズルにより電子部品が保持できる保持領域(吸着位置、把持位置、保持位置)まで移動するテープフィーダである。部品供給装置90は、保持領域まで移動させたラジアルリード型電子部品のリードを切断して分離することで、当該テープでリードが固定されたラジアルリード型電子部品を所定位置に保持可能な状態とすることができ、当該ラジアルリード型電子部品をヘッド15のノズルにより保持(吸着、把持)することができる。部品供給装置90については後述する。なお、複数の部品供給装置90は、それぞれ異なる品種の電子部品を供給しても、別々の電子部品を供給してもよい。また、部品供給装置90は、テープに複数のラジアルリード型電子部品に限定されず、ボウルフィーダや、アキシャルフィーダ、スティックフィーダ、トレイフィーダ等を用いることもできる。
電子部品供給装置90aは、テープに基板搭載するチップ型の電子部品を貼り付けて構成される電子部品保持テープを使用してヘッド15に電子部品を供給する。なお、電子部品保持テープは、テープに複数の格納室が形成されており、当該格納室に電子部品が格納されている。電子部品供給装置90aは、電子部品保持テープを保持し、保持している電子部品保持テープを送り、格納室をヘッド15のノズルにより電子部品が吸着できる保持領域まで移動させるテープフィーダである。なお、格納室を保持領域に移動させることで、当該格納室に収容されている電子部品を所定位置に露出した状態とすることができ、当該電子部品をヘッド15のノズルにより吸着、把持することができる。電子部品供給装置90aは、テープフィーダに限定されず、チップ型電子部品を供給する種々のチップ部品フィーダとすることができる。チップ部品フィーダとしては、例えば、スティックフィーダ、テープフィーダ、バルクフィーダを用いることができる。
ヘッド15は、部品供給ユニット14fに保持された電子部品または部品供給ユニット14rに保持された電子部品、をノズルで保持(吸着または把持)し、保持した電子部品を基板搬送部12によって所定位置に移動された基板8上に実装する機構である。また、ヘッド15は、部品供給ユニット14rが電子部品供給装置90aを備えている場合、電子部品供給装置90aに保持されたチップ型電子部品(搭載型電子部品)を基板8上に搭載(実装)する機構である。なお、ヘッド15の構成については、後述する。なお、チップ型電子部品(搭載型電子部品)とは、基板の形成された挿入穴(スルーホール)に挿入するリードを備えないリードなし電子部品である。搭載型電子部品としては、上述したようにSOP、QFP等が例示される。チップ型電子部品は、リードを挿入穴に挿入せずに、基板に実装される。
XY移動機構16は、ヘッド15を図1中X軸方向及びY軸方向、つまり、基板8の表面と平行な面上で移動させる移動機構でありX軸駆動部22とY軸駆動部24とを有する。X軸駆動部22は、ヘッド15と連結しており、ヘッド15をX軸方向に移動させる。Y軸駆動部24は、X軸駆動部22を介してヘッド15と連結しており、X軸駆動部22をY軸方向に移動させることで、ヘッド15をY軸方向に移動させる。XY移動機構16は、ヘッド15をXY軸方向に移動させることで、ヘッド15を基板8と対面する位置、または、部品供給ユニット14f、14rと対面する位置に移動させることができる。また、XY移動機構16は、ヘッド15を移動させることで、ヘッド15と基板8との相対位置を調整する。これにより、ヘッド15が保持した電子部品を基板8の表面の任意の位置に移動させることができ、電子部品を基板8の表面の任意の位置に搭載することが可能となる。つまり、XY移動機構16は、ヘッド15を水平面(XY平面)上で移動させて、部品供給ユニット14f、14rの電子部品供給装置にある電子部品を基板8の所定位置(搭載位置、実装位置)に移送する移送手段となる。なお、X軸駆動部22としては、ヘッド15を所定の方向に移動させる種々の機構を用いることができる。Y軸駆動部24としては、X軸駆動部22を所定の方向に移動させる種々の機構を用いることができる。対象物を所定の方向に移動させる機構としては、例えば、リニアモータ、ラックアンドピニオン、ボールねじを用いた搬送機構、ベルトを利用した搬送機構等を用いることができる。
VCSユニット17と、交換ノズル保持機構18と、部品貯留部19とは、XY平面において、ヘッド15の可動領域と重なる位置で、かつ、Z方向における位置がヘッド15よりも鉛直方向下側となる位置に配置されている。本実施形態では、VCSユニット17と、交換ノズル保持機構18と、部品貯留部19とは、基板搬送部12と部品供給ユニット14rとの間に、隣接して配置される。
VCSユニット(部品状態検出部、状態検出部)17は、画像認識装置であり、ヘッド15のノズル近傍を撮影するカメラや、撮影領域を照明する照明ユニットを有する。VCSユニット17は、ヘッド15のノズルで吸着された電子部品の形状や、ノズルによる電子部品の保持状態を認識する。より具体的には、VCSユニット17は、対面する位置にヘッド15が移動されると、ヘッド15のノズルを鉛直方向下側から撮影し、撮影した画像を解析することで、ノズルで吸着された電子部品の形状や、ノズルによる電子部品の保持状態を認識する。VCSユニット17は、取得した情報を制御装置20に送る。
交換ノズル保持機構18は、複数種類のノズルを保持する機構である。交換ノズル保持機構18は、複数種類のノズルをヘッド15が着脱交換可能な状態で保持する。ここで、本実施形態の交換ノズル保持機構18は、電子部品を吸引することで保持する吸引ノズルと、電子部品を把持することで保持する把持ノズルと、を保持している。ヘッド15は、交換ノズル保持機構18で装着するノズルを変更し、装着されたノズルに対して空気圧を供給して駆動することで、保持する電子部品を適切な条件(吸引または把持)で保持することができる。
部品貯留部19は、ヘッド15がノズルで保持し、基板8に実装しない電子部品を貯留する箱である。つまり、電子部品実装装置10では、基板8に実装しない電子部品を廃棄する廃棄ボックスとなる。電子部品実装装置10は、ヘッド15が保持している電子部品の中に基板8に実装しない電子部品がある場合、ヘッド15を部品貯留部19と対面する位置に移動させ、保持している電子部品を解放することで、電子部品を部品貯留部19に投入する。
制御装置20は、電子部品実装装置10の各部を制御する。制御装置20は、各種制御部の集合体である。操作部40は、作業者が操作を入力する入力デバイスである。操作部40としては、キーボード、マウス、タッチパネル等が例示される。操作部40は検出した各種入力を制御装置20に送る。表示部42は、作業者に各種情報を表示する画面である。表示部42としては、タッチパネル、ビジョンモニタ等がある。表示部42は、制御装置20から入力される画像信号に基づいて各種画像を表示させる。
なお、本実施形態の電子部品実装装置10は、ヘッドを1つとしたが部品供給ユニット14f、14rのそれぞれに対応して2つのヘッドを設けてもよい。この場合、X軸駆動部を2つ設け、2つのヘッドをそれぞれXY方向に移動させることで、2つのヘッドを独立して移動させることができる。さらに、電子部品実装装置10は、基板搬送部12を平行に2つ配置することも好ましい。電子部品実装装置10は、2つの基板搬送部12で2つの基板を交互に電子部品搭載位置に移動させ、前記2つのヘッド15で交互に部品搭載すれば、さらに効率よく基板に電子部品を搭載することができる。
次に、図3及び図4を用いて、ヘッド15の構成について説明する。図3は、電子部品実装装置のヘッドの概略構成を示す模式図である。図4は、電子部品実装装置のヘッドの概略構成を示す模式図である。なお、図3には、電子部品実装装置10を制御する各種制御部と部品供給ユニット14rの1つの部品供給装置90もあわせて示す。ヘッド15は、図3及び図4に示すように、ヘッド本体30と基板のマークを認識するための撮影装置(基板状態検出部)36と高さセンサ(検出手段)37とノズルが保持した電子部品の水平方向の部品本体又はリードの影を判別するレーザ認識装置(部品状態検出部、状態検出部)38と、を有する。
電子部品実装装置10は、図3に示すように、制御部60と、ヘッド制御部62と、部品供給制御部64と、を有する。制御部60と、ヘッド制御部62と、部品供給制御部64とは、上述した制御装置20の一部である。また、電子部品実装装置10は、電源と接続されており電源から供給される電力を制御部60、ヘッド制御部62、部品供給制御部64及び各種回路を用いて、各部に供給する。制御部60と、ヘッド制御部62と、部品供給制御部64とについては後述する。
電子部品供給装置90は、電子部品80を供給する機構である。ここで、電子部品80は、電子部品本体(以下単に「本体」という。)82と、本体82のラジアル方向に配置された2本のリード84と、を有する。なお、本実施形態の電子部品80は、リード84を2本としたが、リード84の本数は特に限定されない。電子部品80としては、アルミ電解コンデンサが例示される。なお、電子部品80として、アルミ電解コンデンサの他にも、リードを有する各種電子部品を用いることができる。電子部品供給装置90は、電子部品保持テープ(ラジアル部品テープ)にリード84が保持された電子部品80の本体82が上方に露出している。電子部品供給装置90は、電子部品保持テープを引き出し、移動させることで、電子部品保持テープに保持された電子部品80を保持領域(吸着領域、把持領域)に移動させる。本実施形態では、部品供給装置90のY軸方向の先端近傍が、電子部品保持テープに保持された電子部品80をヘッド15のノズルが保持する保持領域となる。また、電子部品供給装置90aの場合も同様に、所定の位置が、ヘッド15のノズルが電子部品保持テープに保持された電子部品80を保持する保持領域となる。
ヘッド本体30は、各部を支持するヘッド支持体31と、複数のノズル32と、ノズル駆動部34と、を有する。本実施形態のヘッド本体30には、図4に示すように、6本のノズル32が一列に配置されている。6本のノズル32は、X軸に平行な方向に並んでいる。なお、図4に示すノズル32は、いずれも電子部品80を吸着して保持する吸着ノズルが配置されている。
ヘッド支持体31は、X軸駆動部22と連結している支持部材であり、ノズル32及びノズル駆動部34を支持する。なお、ヘッド支持体31は、レーザ認識装置38も支持している。
ノズル32は、電子部品80を吸着し、保持する吸着機構である。ノズル32は、先端に開口32aを有する。開口32aは、内部の空洞及びノズル保持部33の空洞を介してノズル駆動部34に連結されている。ノズル32は、この開口32aから空気を吸引することで、先端に電子部品80を吸着し、保持する。ノズル32は、ノズル保持部33に対して着脱可能であり、ノズル保持部33に装着されていない場合、交換ノズル保持機構18に保管(格納)される。また、ノズル32は、開口32aの形状や、大きさが種々のものがある。また、本実施形態では、電子部品を吸着するための開口を備える吸着型のノズルを示したが、空気圧により稼動するアームを用い、電子部品を挟み込むことで保持するは把持型のノズルも用いることができる。
ノズル保持部33は、鉛直方向下側の端部(先端)でノズル32を保持する機構であり、例えば、ノズル駆動部34にとってヘッド支持体31に対して移動されるシャフトと、ノズル32と連結するソケットと、を有する。シャフトは、棒状の部材であり、Z軸方向に延在して配置されている。シャフトは、鉛直方向下側の端部に配置されたソケットを支持する。シャフトは、ソケットに連結する部分がZ軸方向に移動可能な状態及びθ方向に回転可能な状態でヘッド支持体31に対して支持されている。ここで、Z軸は、XY平面に対して直交する軸であり、基板8の表面に対して直交する方向となる。θ方向とは、すなわち、ノズル駆動部34がノズル32を移動させる方向と平行な軸であるZ軸を中心とした円の円周方向と平行な方向である。θ方向は、ノズル32の回動方向となる。シャフトは、ソケットに連結する部分がノズル駆動部34によってZ軸方向及びθ方向に移動、回転される。
ノズル駆動部34は、ノズル保持部33をZ軸方向に移動させることでノズル32をZ軸方向に移動させ、ノズル32の開口32aで電子部品80を吸着させる。また、ノズル駆動部34は、電子部品80の実装時等にノズル保持部33をθ方向に回転させることでノズル32をθ方向に回転させる。
ノズル駆動部34は、ノズル32をZ軸方向に移動させる機構として、Z軸モータ34a、具体的には、Z軸方向が駆動方向となる直動リニアモータを有する機構がある。ノズル駆動部34は、Z軸モータ34aでノズル保持部33とともにノズル32をZ軸方向に移動させることで、ノズル32の先端部の開口32aのシャフトをZ軸方向に移動させる。また、ノズル駆動部34は、ノズル32をθ方向に回転させる機構として、例えばモータとノズル保持部33のシャフトに連結された伝達要素とで構成された機構がある。ノズル駆動部34は、モータから出力された駆動力を伝達要素でノズル保持部33のシャフトに伝達し、シャフトをθ方向に回転させることで、ノズル32の先端部もθ方向に回転させる。
ノズル駆動部34は、ノズル32の開口32aで電子部品80を吸着させる機構、つまり吸引機構としては、例えば、ノズル32の開口32aと連結された空気管と、当該空気管と接続されたポンプと、空気管の管路の開閉を切り換える電磁弁と、を有する機構がある。ノズル駆動部34は、ポンプで空気管の空気を吸引し、電磁弁の開閉を切り換えることで開口32aから空気を吸引するか否かを切り換える。ノズル駆動部34は、電磁弁を開き開口32aから空気を吸引することで開口32aに電子部品80を吸着(保持)させ、電磁弁を閉じ開口32aから空気を吸引しないことで開口32aに吸着していた電子部品80を解放する、つまり開口32aで電子部品80を吸着しない状態(保持しない状態)とする。
また、本実施形態のヘッド15は、電子部品の本体を保持するときに本体上面がノズル(吸着ノズル)32で吸着できない形状である場合には、後述する把持ノズルを用いる。把持ノズルは、吸着ノズルと同様に空気を吸引解放することで固定片に対して可動片が開閉することで電子部品の本体を上方から把持解放することができる。また、ヘッド15は、ノズル駆動部34でノズル32を移動させ、交換動作を実行することで、ノズル駆動部34が駆動させるノズルを換えることができる。
撮影装置36は、ヘッド本体30のヘッド支持体31に固定されており、ヘッド15と対面する領域、例えば、基板8や電子部品80が搭載された基板8等を撮影する。撮影装置36は、カメラと、照明装置と、を有し、照明装置で視野を照明しつつ、カメラで画像を取得する。これにより、ヘッド本体30に対面する位置の画像、例えば、基板8や、部品供給ユニット14の各種画像を撮影することができる。例えば、撮影装置36は、基板8の表面に形成された基準マークとしてのBOCマーク(以下単にBOCともいう)やスルーホール(挿入穴)の画像を撮影する。ここで、BOCマーク以外の基準マークを用いる場合、当該基準マークの画像を撮影する。
高さセンサ37は、ヘッド本体30のヘッド支持体31に固定されており、ヘッド15と対面する領域、例えば、基板8や電子部品80が搭載された基板8との距離を計測する。高さセンサ37としては、レーザ光を照射する発光素子と、対面する位置で反射して戻ってくるレーザ光を受光する受光素子とを有し、レーザ光を発光してから受光するまでの時間で対面する部分との距離を計測するレーザセンサを用いることができる。また、高さセンサ37は、測定時の自身の位置及び基板の位置を用いて、対面する部分との距離を処理することで、対面する部分、具体的には電子部品の高さを検出する。なお、電子部品との距離の測定結果に基づいて電子部品の高さを検出する処理は制御部60で行ってもよい。
レーザ認識装置38は、光源38aと、受光素子38bと、を有する。レーザ認識装置38は、ブラケット50に内蔵されている。ブラケット50は、図3に示すように、ヘッド支持体31の下側、基板8及び部品供給装置90側に連結されている。レーザ認識装置38は、ヘッド本体30のノズル32で吸着した電子部品80に対して、レーザ光を照射することで、電子部品80の状態を検出する装置である。ここで、電子部品80の状態とは、電子部品80の形状、ノズル32で電子部品80を正しい姿勢で吸着しているか等である。光源38aは、レーザ光を出力する発光素子である。受光素子38bは、Z軸方向における位置、つまり高さが同じ位置であり、光源38aに対向する位置に配置されている。
次に、電子部品実装装置10の装置構成の制御機能について説明する。電子部品実装装置10は、図3に示すように、制御装置20として、制御部60と、ヘッド制御部62と、部品供給制御部64と、を有する。各種制御部は、それぞれ、CPU、ROMやRAM等の演算処理機能と記憶機能とを備える部材で構成される。また、本実施形態では、説明の都合で複数の制御部としたが、1つの制御部としてもよい。また、電子部品実装装置10の制御機能を1つの制御部とした場合、1つの演算装置で実現しても複数の演算装置で実現してもよい。
制御部60は、電子部品実装装置10の各部と接続されており、入力された操作信号や、電子部品実装装置10の各部で検出された情報に基づいて、記憶されているプログラムを実行し、各部の動作を制御する。制御部60は、例えば、基板8の搬送動作、XY移動機構16によるヘッド15の駆動動作、レーザ認識装置38による形状の検出動作等を制御する。また、制御部60は、上述したようにヘッド制御部62に各種指示を送り、ヘッド制御部62による制御動作も制御する。制御部60は、部品供給制御部64による制御動作も制御する。
ヘッド制御部62は、ノズル駆動部34、ヘッド支持体31に配置された各種センサ及び制御部60に接続されており、ノズル駆動部34を制御し、ノズル32の動作を制御する。ヘッド制御部62は、制御部60から供給される操作指示及び各種センサ(例えば、距離センサ)の検出結果に基づいて、ノズル32の電子部品の吸着(保持)/解放動作、各ノズル32の回動動作、Z軸方向の移動動作を制御する。
部品供給制御部64は、部品供給ユニット14f、14rによる電子部品80の供給動作を制御する。部品供給制御部64は、電子部品供給装置90、90a毎に設けても、1つですべての電子部品供給装置90、90aを制御してもよい。例えば、部品供給制御部64は、電子部品供給装置90による電子部品保持テープの引き出し動作(移動動作)、リードの切断動作及びラジアルリード型電子部品の保持動作を制御する。また、部品供給制御部64は、部品供給ユニット14が電子部品供給装置90aを備えている場合、電子部品供給装置90aによる電子部品保持テープの引き出し動作(移動動作)等を制御する。部品供給制御部64は、制御部60による指示に基づいて各種動作を実行する。部品供給制御部64は、電子部品保持テープまたは電子部品保持テープの引き出し動作を制御することで、電子部品保持テープまたは電子部品保持テープの移動を制御する。
ここで、上記実施形態では、ヘッドに装着するノズルに吸着ノズルを用いる場合として説明したがこれに限定されない。図5は、ノズルの一例を示す説明図である。図5は、把持ノズル(グリッパーノズル)の一例を示す図である。図5に示すノズル201は、固定アーム202と、可動アーム204とを有する。ノズル201は、可動アーム204の支点205がノズル201の本体に回動可能な状態で固定されており、可動アーム204は、支点205を軸として固定アーム202と対面する部分が固定アーム202に近づく方向から遠ざかる方向に移動することができる。可動アーム204は、ノズル201の本体の部分、固定アーム202に近づいたり遠ざかったりする部分とは、支点205を介して反対側に駆動部206が連結されている。駆動部206は、把持ノズルを駆動する駆動源(空気圧)により移動される。可動アーム204は、駆動部206が移動することで、固定アーム202と対面する部分が固定アーム202に近づく方向から遠ざかる方向に移動する。
ノズル201は、固定アーム202と可動アーム204との間に電子部品80がある状態で、固定アーム202と可動アーム204との距離を縮めることで、電子部品80を把持することができる。
把持ノズルは、ノズル201に限定されず、種々の形状とすることができる。把持ノズルは、それぞれ固定アームと可動アームとの間隔や、可動範囲を種々の値とすることができる。このように把持ノズルは、ノズルの形状毎に把持できる電子部品の形状が異なる。
電子部品実装装置10は、保持する電子部品の種類に応じて、当該電子部品を保持するノズルの種類を選択することで、電子部品を適切に保持することができる。具体的には、保持する電子部品に応じて、吸着ノズルを用いるか把持ノズルを用いるかを選択し、さらにそれぞれの種類のノズル中でもどのノズルを用いるかを切り換えることで、1台の電子部品実装装置でより多くの種類の電子部品を実装することができる。
上述したように、電子部品実装装置10は、ヘッド15をX軸方向、Y軸方向、及びZ軸方向に移動させることにより、挿入型電子部品を基板8の任意の位置に実装することができる。ところが、挿入型電子部品は、何らかの理由により、傾いて実装されてしまうことがある。挿入型電子部品が傾いて実装される理由には、例えば、挿入穴の径が大きいこと、リードが細いこと、挿入時に負荷がかかりリードが曲がってしまうこと、リードが元々曲がっていること等が含まれる。
このように挿入型電子部品が傾いて実装されると、各種の障害が発生する可能性が高くなる。例えば、傾いた挿入型電子部品が、隣接する他の部品の実装領域に部分的に侵入し、当該領域に電子部品が挿入又は搭載される際にいずれかの電子部品が破損することがある。このような破損は、電子部品が実装される間隔が狭い場合に特に生じやすい。
また、傾き以外の挿入ミス又は実装ミスがあった場合にも、挿入ミス又は実装ミスによって、電子部品が、隣接する他の部品の実装領域に部分的又は全体的に侵入し、当該領域に電子部品が挿入又は搭載される際にいずれかの電子部品が破損することがある。
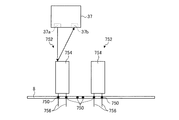
そこで、本実施形態では、電子部品の挿入後に、高さセンサ37を用いて、電子部品の実装状態を検査する。図6及び図7は、高さセンサ37を用いた検査の例を示す図である。電子部品実装装置10は、図6及び図7に示すように、電子部品752の基板8への実装後に、高さセンサ(検出手段)37を用いて、電子部品752に対応する検査点における、対向する位置にある部材との距離を測定する。検査点は、検査対象の電子部品752の実装領域内に予め少なくとも1点指定される。
高さセンサ37は、投光部37aと受光部37bとを有する。投光部37aは、発光素子等を有し、測定光、例えば、赤外線レーザを出力する。受光部37bは、投光部37aから出射され、対向する位置にある部材で反射した測定光を受光する受光素子を有する。受光部37bは、光を受光したタイミングや光量を検出する。高さセンサ37は、対向する位置にある部材までの距離を少ない負荷により高速で測定できるため、電子部品が正常に実装されているかを検査するために適している。高さセンサ37は、高さ(距離)を測定するために、電波、音波、又は赤外線レーザ以外の光線等を用いてもよい。
こうして測定された距離と予め測定されている基板8との距離とに基づいて、電子部品実装装置10は、検査点における電子部品752の実際の高さを測定(算出)することができる。電子部品実装装置10は、製造のために予め設定されている製造情報(電子部品の本体の形状、寸法等)等から検査点における電子部品752の本来の高さを算出し、本来の高さと実際の高さとの差が閾値(判定値)の範囲内であれば、電子部品752が正常に実装されていると判定する。製造情報は、基板8に電子部品752を実装するための各種制御及び設定値が設定された製造プログラムに含まれていてもよい。
図6に示す例では、3個の挿入型の電子部品752を隣接して実装するための挿入穴750が基板8に設けられている。右側の実装領域の挿入穴750には、既に電子部品752のリード756が挿入され、高さセンサ37を用いた検査によって、電子部品752が正常に実装されていることが判定されている。中央の実装領域には、まだ電子部品752が実装されていない。左側の実装領域の挿入穴750には、既に電子部品752のリード756が挿入され、高さセンサ37を用いた検査が行われている。
図6に示す例では、右側の電子部品752は正しい角度で挿入されており、高さセンサ37は、検査点において、電子部品752の本体754の上面までの距離を測定している。この場合、検査点における電子部品752の実際の高さは、本来の高さとほぼ一致するため、電子部品実装装置10は、右側の電子部品752が正常に実装されていると判定する。
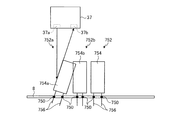
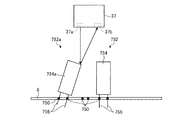
図7に示す例では、左側の電子部品752aは、未実装の実装領域の側に傾いて挿入されており、高さセンサ37は、検査点において、電子部品752aの本体754aの側面までの距離を測定している。この場合、検査点における電子部品752aの実際の高さは、本来の高さよりもかなり低いため、電子部品実装装置10は、電子部品752aが正常に実装されていないと判定する。
図7に示す例では、電子部品752aが傾いて実装されているため、その一部が中央の実装領域に侵入し、ヘッド15が中央の実装領域に電子部品752bを実装するための経路を遮ってしまっている。このため、このままの状態で電子部品実装装置10が中央の実装領域に電子部品752bを実装しようとすると、電子部品752b又は電子部品752aが破損してしまう。電子部品752aを実装後に高さセンサ37を用いて電子部品752aの高さを測定することにより、このような実装ミスによる電子部品752aの破損が生じる可能性を低くすることができる。この結果、効率よく高精度に電子部品を基板に実装することが可能になる。
なお、検査点における部品の高さを測定する手段は、高さセンサ37に限定されない。電子部品実装装置10は、検査点における部品の高さを測定する手段として、撮影装置36を用いることもできる。電子部品実装装置10は、撮影装置36を用いて基板8の検査点周辺の画像を取得し、画像解析をすることで、検査点における部品の高さを測定することができる。
また、上記実施形態では、リード型電子部品を実装する場合について説明したが、電子部品実装装置10は、搭載型電子部品を基板に実装する場合も同様に検査を行ってもよい。具体的には、電子部品実装装置10は、搭載型電子部品の搭載後に検査点における当該搭載型電子部品の高さを測定し、測定結果に基づいて当該搭載型電子部品が正常に搭載されているかを判定するようにしてもよい。
また、電子部品実装装置10は、電子部品の実装後に常に実装状態を検査してもよいし、所定の条件を満たす場合のみ電子部品の実装後に実装状態を検査してもよい。例えば、電子部品実装装置10は、実装領域から所定範囲内に他の電子部品が実装される未実装領域がある場合に、電子部品の実装後に実装状態を検査してもよい。これにより、実装ミスによる破損が生じる可能性がある電子部品のみの実装状態を検査し、検査時間を短縮することができる。
以下、図8から図11を用いて、電子部品実装装置のより詳細な動作の例を説明する。図8は、操作画面の例を示す説明図である。図9は、検査点の設定について説明するための説明図である。図10は、電子部品実装装置の動作の例を示すフローチャートである。図11は、確認画面の例を示す説明図である。
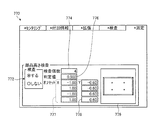
まず、図8及び図9を用いて、実装された電子部品の高さに基づいて実装状態を検査する処理の検査条件の設定方法について説明する。電子部品実装装置10は、実装された電子部品の実装状態の検査条件を設定するモードが起動されると、表示部42に図8に示す操作画面770を表示させる。操作画面770は、各種入力項目が表示されている。オペレータは、操作画面770が表示されている状態で、各種操作を行うことで、基板8に実装される部品毎に検査条件を入力することができる。
図8に示す操作画面770は、実装された電子部品の高さを検出して実装状態を検査するか否かを入力する入力項目772と、検査個数(検査点の数)を入力する入力項目774と、電子部品の高さが正常な範囲かを判定するための判定値(閾値)を入力する入力項目776とを含む。また、操作画面770は、各検査点の位置を指定するために基準位置からのX方向及びY方向のオフセットを入力する入力項目778が設けられる領域777を含む。領域777に含まれる入力項目778の数は、入力項目774に入力される検査個数と同一になるように動的に変化する。また、操作画面770は、入力項目778への入力結果に基づいて検査点の位置をグラフィカルに表示する領域779を含む。各検査点の入力手段としては操作画面に表示された部品の図形に対して画面上で任意の位置を検査点として指定することで設定してもよい。
ここで、入力項目772は、検査を実行するかしないかを入力する項目である。入力項目774は、検査点の数、例えば「1」、「2」、「3」、「4」のいずれかを入力する項目である。図8に示す例では、入力項目774に「4」が入力されているため、4つの検査点で部品の高さが測定される。入力項目776には、電子部品の本来の高さを基準として、電子部品が正常に実装されていると判定される範囲、すなわち、閾値が入力される。図8に示す例では、入力項目776に「0.500」が入力されているため、測定された実際の高さが本来の高さを基準として±0.5mmの範囲であれば、電子部品が正常に実装されていると判定される。
領域777の8つの入力項目778は、2列4段で表示されている。4つの段がそれぞれ検査点に対応しており、各段の2つの入力項目778は、それぞれ、X方向オフセットおよびY方向オフセットに対応している。入力項目778に入力される数値は、基準位置に対するオフセットである。本実施形態において、基準位置は、電子部品の実装領域の中心であるが、基準位置は、実装領域の左下隅等の他の位置であってもよい。電子部品実装装置10は、製造のために予め設定されている製造情報に基づいて、電子部品780の本体782をXY平面に投影した範囲を算出し、検査点がこの範囲の内側に設定されるようにオフセットの入力を制限してもよい。
電子部品実装装置10は、図9に示すように、電子部品780の中心784、つまり電子部品780の実装領域の中心を基準位置として、矢印788に示すようにオフセットさせた位置を算出することで、4点の検査点786a、786b、786c、及び786dを特定することができる。これにより、電子部品780の本体782と検査点786a、786b、786c、及び786dとの相対関係は、図9に示すようになる。領域779は、このようにして特定した電子部品780の本体782と検査点786a、786b、786c、及び786dとの相対関係を表示している。
特に、図7において(リード型)電子部品752aが把持ノズルの一対のアームで保持され基板穴にリードを挿入したときに、図において右方に傾いて実装されたと仮定した場合に、その傾きの度合いによっては右方に隣接して実装される電子部品752bを実装する時に前記電子部品752aと接触する可能性があると考えた場合には、実際に接触するか否かを電子部品752bを実装する前に判定するために、電子部品752aに対して判別したい傾き方向(右方向)と反対側の左側面を少なくとも一の検査点として入力項目777,778で指定する。このとき入力項目774の検査点の数を1とすることで隣接する一の部品との接触を短時間で計測できる。または、傾いて実装されることで接触する可能性がある隣接する電子部品752bが複数ある場合にはそれぞれの電子部品の配置方向の数に応じて検査点の数を2乃至4点として指定しても良い。
次に、図10を用いて、部品の高さに基づく検査のために電子部品実装装置10で実行される処理について説明する。図10に示す処理は、基板に電子部品を実装していく製造工程の中で、検査を実施すると設定されている電子部品毎に実行される。なお、図10に示す処理は、制御装置20が各制御部の動作を制御することで実行することができる。
電子部品実装装置10は、ステップS11として、ヘッドに備えたノズルで電子部品供給装置にあるリード型電子部品の本体を保持して基板8の所定位置の挿入穴にリードを挿入することで実装する。また、電子部品供給装置にある搭載型電子部品をノズルで保持して基板8の所定位置に実装する。そして、電子部品実装装置10は、ステップS12として、検査点の数を計数するためのカウンタnの値を1に設定する。
電子部品実装装置10は、ステップS13として、電子部品に対応するn番目の検査点への高さセンサ37の移動を開始する。具体的には、電子部品実装装置10は、前記ヘッドによるリード型電子部品を基板に実装後にヘッドが隣接する前記電子部品を受け取るために前記電子部品供給装置に移動する前に、前記ヘッド15の高さセンさ37を電子部品の検査点の上方まで移動を開始する。電子部品実装装置10は、ステップS14として、移動中の高さセンサ37の電源をONにして高さセンサ37を起動させる。
高さセンサ37がn番目の検査点へ到達すると、電子部品実装装置10は、ステップS15として、その位置で高さセンサ37の移動を停止する。そして、電子部品実装装置10は、ステップS16として、検査点における電子部品の高さを測定する。具体的には、電子部品実装装置10は、高さセンサ37を用いて、高さセンサ37と対向する位置にある部材との距離を測定する。そして、電子部品実装装置10は、測定された距離と予め測定されている基板8との距離とに基づいて、電子部品の高さを測定(算出)する。
その後、電子部品実装装置10は、ステップS17として、高さセンサ37の電源をOFFにして高さセンサ37の起動を解除する。そして、電子部品実装装置10は、ステップS18として、nが電子部品に対応する検査個数と等しいか、すなわち、検査個数分の検査点において部品の高さを測定したかを判定する。nが検査個数と等しくない場合、すなわち、検査個数分の検査点において部品の高さを測定していない場合(ステップS18,No)、電子部品実装装置10は、ステップS19として、nに1を加算し、ステップS13に戻る。
nが検査個数と等しい場合、すなわち、検査個数分の検査点において部品の高さを測定した場合(ステップS18,Yes)、電子部品実装装置10は、ステップS20に進む。電子部品実装装置10は、ステップS20として、測定した高さに基づいて、電子部品の実装状態が正常であるかを判定する。具体的には、電子部品実装装置10は、製造のために予め設定されている製造情報等に基づいて、検査点毎に電子部品の本来の高さを算出し、測定された実際の高さと比較する。そして、電子部品実装装置10は、全ての検査点において本来の高さと実際の高さとの差が判定値の範囲内の場合、電子部品の実装状態が正常であると判定する。
全ての検査点において本来の高さと実際の高さとの差が判定値の範囲内である場合、すなわち、電子部品の実装状態が正常である場合(ステップS21,Yes)、電子部品実装装置10は、ステップS22に進む。電子部品実装装置10は、ステップS22として、次の電子部品の実装の準備を開始する。
少なくとも1つの検査点において本来の高さと実際の高さとの差が判定値の幅よりも大きい場合、すなわち、電子部品の実装状態が異常である場合(ステップS21,No)、電子部品実装装置10は、ステップS23に進む。電子部品実装装置10は、ステップS23として、ヘッド15による電子部品の実装動作を一時的に停止させて、図11に示す確認画面790を表示部42に表示する。
確認画面790では、高さの差異が判定値を超える検査点が存在することを示すメッセージが表示される。また、確認画面790では、実装状態が異常であると判定された電子部品の情報が領域792に表示される。領域792に電子部品の情報を表示することで、基板8のどの位置への電子部品の実装動作でエラーが発生したかを作業者に通知することができる。また、確認画面790では、次に実行する操作を入力するボタン796及びボタン798を含む入力領域794が表示される。ボタン796は、「生産を開始する」という文字が記載され、実装動作を再開する動作が対応付けられている。また、ボタン798は、「再度部品高さ検査を行う」という文字が記載され、部品の高さに基づく実装状態の検査を再実行する動作が対応付けられている。また、電子部品実装装置10は、確認画面790が表示されている状態で所定の操作が行われた場合に、生産を中止するように構成されている。
電子部品実装装置10は、確認画面790を表示したままで、作業者の指示を待つ。そして、作業者の指示が入力されると、電子部品実装装置10は、ステップS24として、再検査が指定されたか、つまりボタン798が選択されたかを判定する。再検査が指定された場合、すなわち、ボタン798が選択された場合(ステップS24,Yes)、電子部品実装装置10は、ステップS12に戻る。電子部品実装装置10は、再検査を行う場合に、全ての検査点を検査せずに、異常が検出された検査点に対してのみ検査を行ってもよい。
再検査が指定されない場合、すなわち、ボタン798が選択されていない場合(ステップS24,No)、電子部品実装装置10は、ステップS25に進む。電子部品実装装置10は、ステップS25として、生産再開が指定されたか、つまりボタン796が選択されたかを判定する。生産再開が指定された場合、すなわち、ボタン796が選択された場合(ステップS25,Yes)、電子部品実装装置10は、ステップS22に進む。電子部品実装装置10は、ステップS22として、次の電子部品の実装の準備を開始する。
再検査も生産再開も指定されていない場合、すなわち、生産を中止するための所定の操作が行われた場合(ステップS25,No)、電子部品実装装置10は、ステップS26に進む。電子部品実装装置10は、ステップS26として、動作を停止する。すなわち、電子部品実装装置10は、次の電子部品の実装の準備を開始せずに、生産動作を終了する。
電子部品実装装置10は、以上のように、実装された電子部品の高さを測定することで、電子部品の実装状態を判定することができる。これにより、実装状態が正常でない電子部品の上に他の電子部品を実装する動作が実行されていずれかの電子部品が破損するといった障害が発生する可能性を低くすることができる。このため、電子部品を効率よくかつ高い精度で実装することができる。さらに、電子部品が正常に実装されていない基板8がそのまま出荷される可能性を低減し、出荷される製品の品質を向上させることができる。
電子部品実装装置10は、基板への電子部品の実装が完了した後に、検査を実施するように設定されている全ての電子部品を一括して検査することもできる。図12は、一括検査画面の例を示す図である。電子部品実装装置10は、電子部品を一括して検査する場合に、図12に示す一括検査画面800のような画面を表示部42に表示する。
一括検査画面800は、全体的な進行状況を表示する領域801と、検査中の電子部分に関する情報を表示する領域802と、検査する電子部品を任意に指定する操作のために設けられた領域803とを含む。領域802は、検査点をティーチングによって設定するためにも利用される。
上記の実施形態では、電子部品を基板に実装したら直ちにヘッドの高さセンサを前記電子部品の検査点に移動させるとしたが、これに限定されない。例えば、実装した電子部品の後に搭載される隣接する電子部品であって、実装した電子部品が傾いて実装されたときに衝突する可能性がある隣接電子部品を搭載するまでの間は、他の電子部品の実装を継続させ、前記隣接する電子部品を実装するまでの間にヘッドの高さセンサを前記実装した電子部品に移動させてもよい。
上記の実施形態では、電子部品実装装置10は、電子部品に対応する検査点のうち、少なくとも1つの検査点において本来の部品の高さと実際の部品の高さとの差が判定値の幅よりも大きい場合、電子部品の実装状態が異常であると判定する。しかし、電子部品の実装状態が異常であると判定する条件は、これに限定されない。
例えば、複数の検査点において測定した電子部品の高さに基づいて電子部品が傾いている方向を判定し、電子部品が傾いている方向の所定の距離内に他の部品の実装領域が無ければ、本来の部品の高さと実際の部品の高さとの差が判定値の幅よりも大きい検査点があっても、実装状態に異常がないと判定してもよい。さらに、電子部品が傾いている方向の所定の距離内に他の部品の実装領域があっても、その実装領域に既に電子部品が実装済みであれば、本来の部品の高さと実際の部品の高さとの差が判定値の幅よりも大きい検査点があっても、実装状態に異常がないと判定してもよい。すなわち、傾きが原因で実装時に電子部品が破損する可能性がないと判定される場合には、実装状態に異常がないと判定してもよい。
上記の実施形態では、電子部品実装装置10は、実装済みの電子部品に対応する検査点において部品の高さを測定することによって、電子部品の実装ミスを検出する。しかし、電子部品の実装ミスの検出の仕方は、これに限定されない。電子部品実装装置10は、未実装の電子部品に対応する検査点において、高さセンサ37を用いて、対向する位置にある部材との距離を測定する。この場合、正常であれば、検査点には電子部品が存在しないはずであるため、図13に示すように、基板8との距離が測定される。一方、実装ミス等により、他の電子部品が検査点に存在する場合、図14に示すように、予め測定された基板8との距離よりも短い距離が測定される。このように、未実装の電子部品に対応する検査点において、対向する位置にある部材との距離を測定し、本来の距離との差が閾値(判定値)の範囲内であるかを判定することによっても、他の電子部品の実装状態の異常を検出し、実装時に電子部品が損傷する可能性を低くすることができる。
電子部品実装装置10は、電子部品を実装する場合に、実装前と実装後の両方で高さセンサ37を用いて、対向する位置にある部材との距離を測定してもよい。実装前の測定により、電子部品実装装置10は、電子部品を実装するために、実装済みの他の電子部品が障害となるか否かを判定することができる。実装後の測定により、電子部品実装装置10は、実装した部品が、他の電子部品を実装するための障害となるか否かを判定することができる。このように実装前後で測定を行う場合、実装前の測定のための検査点と、実装後の測定のための検査点とは、異なってもよい。