以下、本発明につき図面を参照しつつ詳細に説明する。なお、下記の発明を実施するための形態(以下、実施形態という。)により本発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が容易に想定できるもの、実質的に同一のもの、いわゆる均等の範囲のものが含まれる。さらに、下記実施形態で開示した構成要素は適宜組み合わせることが可能である。
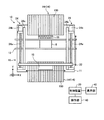
図1は、電子部品実装装置の概略構成を示す模式図である。次に、図1を用いて、電子部品実装装置10について説明する。図1に示す電子部品実装装置10は、基板8の上に電子部品を搭載する装置である。電子部品実装装置10は、筐体11と、基板搬送部12と、部品供給ユニット14f、14rと、ヘッド15と、XY移動機構16と、ノズル交換機構18と、制御装置20と、操作部40と、表示部42と、を有する。XY移動機構16は、X軸駆動部22と、Y軸駆動部24と、を備える。図1の電子部品実装装置10は、制御装置20と、操作部40と、表示部42と、を筐体11の外部に配置したが、筐体11に内蔵していてもよい。
ここで、本実施形態の電子部品実装装置10は、図1に示すように、部品供給ユニット14f、14rと、を備える。このように、電子部品実装装置10は、部品供給ユニットを2つ備える。電子部品実装装置10は、部品供給ユニット14fが電子部品実装装置10のフロント側に配置され、部品供給ユニット14rが電子部品実装装置10のリア側に配置される。また、以下では、2つの部品供給ユニット14f、14rを特に区別しない場合、部品供給ユニット14とする。
基板8は、電子部品を搭載する部材であればよく、その構成は特に限定されない。本実施形態の基板8は、板状部材であり、表面に配線パターンが設けられている。基板8に設けられた配線パターンの表面には、リフローによって板状部材の配線パターンと電子部品とを接合する接合部材であるはんだが付着している。図1の電子部品実装装置10では、基板8が基板搬送部12で搬送されている。
筐体11は、電子部品実装装置10を構成する各部を収納する箱である。筐体11は、電子部品実装装置10の各部が内蔵されている。筐体11は、フロント側に、フロント側の部品供給ユニット14fと操作部40と表示部42とが配置され、リア側に、リア側の部品供給ユニット14rが配置されている。筐体11は、2つの側面(部品供給ユニット14f、14rが配置されていない対向する側面)にそれぞれ基板8を装置内に搬入し、排出する2つの開口が形成されている。
基板搬送部12は、基板8を図中X軸方向に搬送する搬送機構である。基板搬送部12は、X軸方向に延在するレールと、基板8を支持し、基板8をレールに沿って移動させる搬送機構とを有する。基板搬送部12は、基板8の搭載対象面がヘッド15と対面する向きで、基板8を搬送機構によりレールに沿って移動させることで基板8をX軸方向に搬送する。基板搬送部12は、電子部品実装装置10に供給する機器から供給された基板8を、レール上の所定位置まで搬送する。ヘッド15は、前記所定位置で、電子部品を基板8の表面に搭載する。基板搬送部12は、前記所定位置まで搬送した基板8上に電子部品が搭載されたら、基板8を、次の工程を行う装置に搬送する。なお、基板搬送部12の搬送機構としては、種々の構成を用いることができる。例えば、基板8の搬送方向に沿って配置されたレールと前記レールに沿って回転するエンドレスベルトとを組合せ、前記エンドレスベルトに基板8を搭載した状態で搬送する、搬送機構を一体としたベルト方式の搬送機構を用いることができる。基板搬送部12は、搬送する基板8の大きさに応じて、Y方向の位置を調整する位置調整機構を備えていてもよい。また、本実施形態では、基板搬送部12を設け、基板を搬送させる構成としたが、基板搬送部の数は特に限定されず、2つ以上でもよい。
電子部品実装装置10は、フロント側に部品供給ユニット14fが配置され、リア側に部品供給ユニット14rが配置されている。フロント側の部品供給ユニット14fは、それぞれ基板8上に搭載する電子部品を多数保持し、ヘッド15に供給可能、つまり、ヘッド15で保持(吸着または把持)可能な状態で保持位置に供給する電子部品供給装置を備える。リア側の部品供給ユニット14rは、それぞれ基板8上に搭載する電子部品を多数保持し、ヘッド15に供給可能、つまり、ヘッド15で保持(吸着または把持)可能な状態で保持位置に供給する電子部品供給装置を備える。本実施形態の部品供給ユニット14f、14rは、同様の構成であり、複数の電子部品供給装置100を備える。電子部品供給装置100は、ヘッド15が電子部品を保持する保持位置に電子部品を供給する。以下、部品供給ユニット14の構成として説明する。
部品供給ユニット14は、複数の電子部品供給装置(以下、単に「部品供給装置」ともいう。)100を有する。複数の部品供給装置100は、支持台(バンク)に保持される。また、支持台は、部品供給装置100の他の装置(例えば、計測装置やカメラ等)を搭載することができる。
また、部品供給ユニット14は、複数の搭載型電子部品をテープ本体に固定した電子部品保持テープ(チップ部品テープ)を装着し、当該電子部品保持テープで保持した搭載型電子部品の保持位置(第1保持位置)でテープ本体から剥がし、当該保持位置にある搭載型電子部品をヘッドに備えた吸着ノズルまたは把持ノズルで保持可能とする電子部品供給装置100を備えている。
電子部品供給装置100は、テープに基板搭載するチップ型の電子部品を貼り付けて構成される電子部品保持テープを使用してヘッド15に電子部品を保持領域(吸着位置、把持位置、保持位置)に供給する。各部品供給装置100が保持位置に供給した電子部品は、ヘッド15により基板8に実装される。なお、電子部品保持テープは、テープに複数の格納室が形成されており、当該格納室に電子部品が格納されている。電子部品供給装置100は、電子部品保持テープを保持し、保持している電子部品保持テープを送り、格納室をヘッド15のノズルにより電子部品が吸着できる保持領域まで移動させるテープフィーダである。なお、格納室を保持領域に移動させることで、当該格納室に収容されている電子部品を所定位置に露出した状態とすることができ、当該電子部品をヘッド15のノズルにより吸着、把持することができる。複数の部品供給装置100は、それぞれ異なる品種の電子部品を供給しても、別々の電子部品を供給してもよい。
電子部品供給装置100は、テープフィーダに限定されず、チップ型電子部品を供給する種々のチップ部品フィーダとすることができる。チップ部品フィーダとしては、例えば、スティックフィーダ、バルクフィーダを用いることができる。なお、チップ型電子部品(搭載型電子部品)としては、SOP、QFP等が例示される。チップ型電子部品は、基板8の表面に置かれることで、基板8に実装される。
部品供給ユニット14は、支持台に保持されている複数の部品供給装置100が、搭載する電子部品の種類、電子部品を保持する機構または供給機構が異なる複数種類の部品供給装置100で構成される。また、部品供給ユニット14は、同一種類の部品供給装置100を複数備えていてもよい。また、部品供給ユニット14は、装置本体に対して着脱可能な構成とすることが好ましい。部品供給ユニット14は、電子部品を供給する種々の電子部品供給装置を用いることができる。例えば、部品供給ユニット14は、電子部品供給装置100としてスティックフィーダやトレイフィーダを設置してもよい。また、部品供給ユニット14は、部品供給装置100としてボウルフィーダを設けてもよい。
また、本実施形態の部品供給ユニット14は、チップ型電子部品を供給する場合として説明したが、リード型電子部品を供給することもできる。例えば、部品供給ユニット14は、複数のラジアルリード型電子部品(ラジアルリード部品)をテープ本体に固定した電子部品保持テープ(ラジアル部品テープ)を装着し、当該電子部品保持テープで保持したラジアルリード型電子部品のリードを保持位置(第2保持位置)で切断し、当該保持位置にあるラジアルリード型電子部品をヘッドに備えた吸着ノズルまたは把持ノズルで保持可能とする電子部品供給装置を複数装着することもできる。ラジアルリード型電子部品を供給する電子部品供給装置は、保持領域まで移動させたラジアルリード型電子部品のリードを切断して分離することで、当該テープでリードが固定されたラジアルリード型電子部品を所定位置に保持可能な状態とすることができ、当該ラジアルリード型電子部品をヘッド15のノズルにより保持(吸着、把持)することができる。ラジアルリード型電子部品は、基板に形成された挿入穴にリードが挿入されて基板に実装される。
ヘッド15は、部品供給ユニット14に保持された電子部品(電子部品供給装置100に保持された搭載型電子部品)をノズルで保持(吸着または把持)し、保持した電子部品を基板搬送部12によって所定位置に移動された基板8上に実装する機構である。本実施形態のヘッド15は、部品供給ユニット14f及び部品供給ユニット14rに保持された電子部品をノズルで保持して、基板搬送部12で搬送される基板8に実装する。つまり、ヘッド15は、フロント側の部品供給ユニット14f及びリア側の部品供給ユニット14rの電子部品の少なくとも一方を保持し、基板8に実装させる。なお、ヘッド15の構成については、後述する。
XY移動機構16は、ヘッド15を図1中X軸方向及びY軸方向、つまり、基板8の表面と平行な面上で移動させる移動機構でありX軸駆動部22とY軸駆動部24とを有する。X軸駆動部22は、ヘッド15と連結しており、ヘッド15をX軸方向に移動させる。Y軸駆動部24は、X軸駆動部22を介してヘッド15と連結しており、X軸駆動部22をY軸方向に移動させることで、ヘッド15をY軸方向に移動させる。Y軸駆動部24は、軸がY軸方向となる向きに配置されたボールネジ24aと、ボールネジ24aを駆動、つまり回転させる駆動部24bと、ボールネジ24a及び駆動部24bを筐体11に固定する保持部24cと、を有する。Y軸駆動部24は、保持部24cに回転自在に固定されたボールネジ24aを駆動部24bで回転させることで、ボールネジ24aに螺合されたX軸駆動部22をY軸方向に移動させる。なお、Y軸駆動部24は、ボールネジ24aと駆動部24bと保持部24cとを組み合わせたユニットがX軸方向の両端に配置され、X軸駆動部22の両端を保持している。XY移動機構16は、ヘッド15をXY軸方向に移動させることで、ヘッド15を基板8と対面する位置、または、部品供給ユニット14f、14rと対面する位置に移動させることができる。また、XY移動機構16は、ヘッド15を移動させることで、ヘッド15と基板8との相対位置を調整する。これにより、ヘッド15が保持した電子部品を基板8の表面の任意の位置に移動させることができ、電子部品を基板8の表面の任意の位置に搭載することが可能となる。つまり、XY移動機構16は、ヘッド移動機構に含まれ、ヘッド15を水平面(XY平面)上で移動させて、部品供給ユニット14f、14rの電子部品供給装置100にある電子部品を基板8の所定位置(搭載位置、実装位置)に移送する移送手段となる。なお、X軸駆動部22としては、ヘッド15を所定の方向に移動させる種々の機構を用いることができる。Y軸駆動部24としては、X軸駆動部22を所定の方向に移動させる種々の機構を用いることができる。対象物を所定の方向に移動させる機構としては、例えば、リニアモータ、ラックアンドピニオン、ボールねじを用いた搬送機構、ベルトを利用した搬送機構等を用いることができる。
ノズル交換機構18は、XY平面において、対応するヘッド15の可動領域と重なる位置で、かつ、Z方向における位置がヘッド15よりも鉛直方向下側となる位置に配置されている。
ノズル交換機構18は、複数種類のノズルを備え、対応するヘッド15が保持する(装着される)ノズルを交換する機構である。ノズル交換機構18は、複数のノズルを保持可能な機構を備えている。また、ノズル交換機構18は、少なくとも1箇所のノズル保持部がノズルを保持していない状態、つまり空き領域の状態とすることが好ましい。これによりノズルの交換を円滑に行うことができる。ここで、本実施形態のノズル交換機構18は、電子部品を吸引することで保持する吸引ノズルと、電子部品を把持することで保持する把持ノズルと、の両方を保持することができる。ノズル交換機構18は、複数種類のノズルをヘッド15が着脱交換可能な状態で保持する。ヘッド15は、ノズル交換機構18で装着するノズルを変更し、装着されたノズルに対して空気圧を供給して駆動することで、保持する電子部品を適切な条件(吸引または把持)で保持することができる。ノズル保持機構18については、後述する。
制御装置20は、電子部品実装装置10の各部を制御する。制御装置20は、各種制御部の集合体である。操作部40は、作業者が操作を入力する入力デバイスであり、キーボード、マウスやタッチパネルなどを有する。操作部40は検出した各種入力を制御装置20に送る。表示部42は、作業者に各種情報を表示する画面であり、タッチパネルやビジョンモニタなどを有する。表示部42は、制御装置20から入力される画像信号に基づいて各種画像をタッチパネルやビジョンモニタに表示させる。
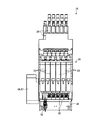
次に、図2から図4を用いて、ヘッド15の構成について説明する。図2は、電子部品実装装置のヘッドの概略構成を示す模式図である。図3は、電子部品実装装置のヘッドの概略構成を示す模式図である。図4は、ノズル及びノズル支持部の概略構成を示す模式図である。なお、図2には、電子部品実装装置10を制御する各種制御部と部品供給ユニット14の1つの部品供給装置100もあわせて示す。ヘッド15は、図2及び図3に示すように、ヘッド本体30と撮影装置(基板状態検出部)36と高さセンサ(基板状態検出部)37とレーザ認識装置(部品状態検出部、状態検出部)38とを有する。
電子部品実装装置10は、図2に示すように、制御部60と、ヘッド制御部62と、部品供給制御部64と、を有する。制御部60と、ヘッド制御部62と、部品供給制御部64とは、上述した制御装置20の一部である。また、電子部品実装装置10は、電源と接続されており電源から供給される電力を制御部60、ヘッド制御部62、部品供給制御部64及び各種回路を用いて、各部に供給する。制御部60と、ヘッド制御部62と、部品供給制御部64とについては後述する。
電子部品供給装置100は、電子部品保持テープに電子部品80の本体が上方に露出している。電子部品供給装置100は、電子部品保持テープを引き出し、移動させることで、電子部品保持テープに保持された電子部品80を保持領域(吸着領域、把持領域)に移動させる。本実施形態では、部品供給装置100のY軸方向の先端近傍が、電子部品保持テープに保持された電子部品80をヘッド15のノズルが保持する保持領域となる。
ヘッド本体30は、各部を支持するヘッド支持体31と、複数のノズル32と、ノズル32を保持するノズル保持部33と、ノズル駆動部34と、を有する。ヘッド本体30は、ノズル32と、ノズル保持部33と、ノズル駆動部34と、が1つのユニットとなり、6ユニットが一列に配置されている。6つのユニットは、X軸に平行な方向に並んでいる。なお、図3に示すノズル32は、いずれも電子部品80を吸着して保持する吸着ノズルが配置されている。
ヘッド支持体31は、X軸駆動部22と連結している支持部材であり、ノズル32及びノズル駆動部34を支持する。なお、ヘッド支持体31は、撮影装置(基板状態検出部)36と高さセンサ(基板状態検出部)37とレーザ認識装置38も支持している。
ノズル32は、電子部品80を吸着し、保持する吸着機構である。ノズル32は、連結部32aと、凹部32bと、開口32cと、溝32dと、を有する。連結部32aは、ノズル32の鉛直方向上側の部分であり、ノズル保持部33連結する。連結部32aは、外形形状が、ノズル保持部33の鉛直方向下側の部分の穴部分に沿った形状となる、凹部32bは、ノズル32に形成された他の部分よりも径が小さくっている部分であり、連結部32aと開口32cとの間の部分である。また、ノズル32は、連結部32aと開口32cとの間に、連結部32aよりも径の大きいフランジが設けられている。開口32cは、ノズル32の鉛直方向下側の端部(先端)に形成されている。開口32cは、内部の空洞及びノズル支持部33の空洞を介してノズル駆動部34に連結されている。ノズル32は、この開口32cから空気を吸引することで、先端に電子部品80を吸着し、保持する。また溝32dは、連結部32aと開口32cとの間のフランジに形成されている。ノズル32は、ノズル交換機構18の対応する部分が溝32dに挿入されることで、ノズル交換機構18に保持される。
ノズル32は、ノズル支持部33に対して着脱可能であり、ノズル支持部33に装着されていない場合、ノズル交換機構18に保管(格納)される。また、ノズル32は、開口32cの形状や、大きさが種々のものがある。また、本実施形態では、電子部品を吸着するための開口を備える吸着型のノズルを示したが、空気圧により稼動するアームを用い、電子部品を挟み込むことで保持するは把持型のノズルも用いることができる。
ノズル保持部33は、鉛直方向下側の端部(先端)でノズル32を保持する機構であり、シャフト33aと、ソケット33bと、バネ(弾性部材)33cと、を有する。
シャフト33aは、棒状の部材であり、Z軸方向に延在して配置されている。シャフト33aは、バネ33cを介して鉛直方向下側の端部に配置されたソケット33bを支持する。シャフト33aは、ソケット33bに連結する部分がZ軸方向移動可能な状態及びθ方向に回転可能な状態でヘッド支持体31に対して指示されている。ここで、Z軸は、XY平面に対して直交する軸であり、基板8の表面に対して直交する方向となる。θ方向とは、すなわち、ノズル駆動部34がノズル32を移動させる方向と平行な軸であるZ軸を中心とした円の円周方向と平行な方向である。θ方向は、ノズル32の回動方向となる。シャフト33aは、ソケット33b連結する部分がノズル駆動部34によってZ軸方向及びθ方向に移動、回転される。シャフト33aは、内部に開口32cとノズル駆動部34の吸引機構とを接続する空気管(配管)が配置されている。ソケット33bは、ノズル32と連結する部分であり、シャフト33aの鉛直方向下側に配置されている。ソケット33bは、上述したように、ノズル32の連結部32aの形状に対応した穴が形成されている。バネ33cは、シャフト33aとソケット33bとの間に配置され、ソケット33bがシャフト33aに対してZ軸方向に移動可能としつつ、シャフト33aからソケット33bに力が作用できる状態としている。これにより、ノズル保持部33は、ソケット33bに力が作用してもバネ33cが弾性変形し、ノズル32や基板8や電子部品に大きな力が作用することを抑制することができる。また、ノズル保持部33は、バネ33cで力を吸収できることで、ソケット33bとノズル32とをより確実に接触させることができる。これにより、ノズル保持部33にノズル32を装着させる場合に、ノズル保持部33でより確実にノズル32を保持することができる。
ここで、本実施形態のノズル保持部33は、さらにソケット33bに磁石33dを設けている。ノズル保持部33は、磁石33dの磁力でノズル32をソケット33bに吸引することができる。これにより、ノズル保持部33は、より確実にノズル32を保持することができる。
ノズル駆動部34は、ノズル保持部33をZ軸方向に移動させることでノズル32をZ軸方向に移動させ、ノズル32の開口32cで電子部品80を吸着させる。また、ノズル駆動部34は、電子部品80の実装時等にノズル保持部33をθ方向に回転させることでノズル32をθ方向に回転させる。
ノズル駆動部34は、ノズル32をZ軸方向に移動させる機構として、例えば、Z軸方向が駆動方向となる直動リニアモータを有する機構がある。ノズル駆動部34は、直動リニアモータでノズル保持部33のシャフト33aをZ軸方向に移動させることで、ノズル32の先端部の開口32cをZ軸方向に移動させる。また、ノズル駆動部34は、ノズル32をθ方向に回転させる機構として、例えばモータとシャフト33aのノズル32と連結する部分に連結された伝達要素とで構成された機構がある。ノズル駆動部34は、モータから出力された駆動力を伝達要素でシャフト33aに伝達し、シャフト33aをθ方向に回転させることで、ノズル32の先端部もθ方向に回転させる。
ノズル駆動部34は、ノズル32の開口32cで電子部品80を吸着させる機構、つまり吸引機構としては、例えば、ノズル32の開口32cと連結された空気管と、当該空気管と接続されたポンプと、空気管の管路の開閉を切り換える電磁弁と、を有する機構がある。ノズル駆動部34は、ポンプで空気管の空気を吸引し、電磁弁の開閉を切り換えることで開口32cから空気を吸引するか否かを切り換える。ノズル駆動部34は、電磁弁を開き開口32cから空気を吸引することで開口32cに電子部品80を吸着(保持)させ、電磁弁を閉じ開口32cから空気を吸引しないことで開口32cに吸着していた電子部品80を開放する、つまり開口32cで電子部品80を吸着しない状態(保持しない状態)とする。
また、本実施形態のヘッド15は、電子部品80の本体を保持するときに本体上面がノズル(吸着ノズル)32で吸着できない形状である場合には、後述する把持ノズルを用いる。把持ノズルは、吸着ノズルと同様に空気を吸引開放することで固定片に対して可動片が開閉することで電子部品80の本体を上方から把持開放することができる。また、ヘッド15は、ノズル駆動部34でノズル32を移動させ、交換動作を実行することで、ノズル駆動部34が駆動させるノズル32を換えることができる。
撮影装置36は、ヘッド本体30のヘッド支持体31に固定されており、ヘッド15と対面する領域、例えば、基板8や電子部品80が搭載された基板8等を撮影する。撮影装置36は、カメラと、照明装置と、を有し、照明装置で視野を照明しつつ、カメラで画像を取得する。これにより、ヘッド本体30に対面する位置の画像、例えば、基板8や、部品供給ユニット14の各種画像を撮影することができる。例えば、撮影装置36は、基板8の表面に形成された基準マークとしてのBOCマーク(以下単にBOCともいう)やスルーホール(挿入穴)の画像を撮影する。ここで、BOCマーク以外の基準マークを用いる場合、当該基準マークの画像を撮影する。
高さセンサ37は、ヘッド本体30のヘッド支持体31に固定されており、ヘッド15と対面する領域、例えば、基板8や電子部品80が搭載された基板8との距離を計測する。高さセンサ37としては、レーザ光を照射する発光素子と、対面する位置で反射して戻ってくるレーザ光を受光する受光素子とを有し、レーザ光を発光してから受光するまでの時間で対面する部分との距離を計測するレーザセンサを用いることができる。また、高さセンサ37は、測定時の自身の位置及び基板8の位置を用いて、対面する部分との距離を処理することで、対面する部分、具体的には電子部品80の高さを検出する。なお、電子部品80との距離の測定結果に基づいて電子部品80の高さを検出する処理は制御部60で行ってもよい。
レーザ認識装置38は、光源38aと、受光素子38bと、を有する。レーザ認識装置38は、ブラケット50に内蔵されている。ブラケット50は、図2に示すように、ヘッド支持体31の下側、基板8及び部品供給装置100側に連結されている。レーザ認識装置38は、ヘッド本体30のノズル32で吸着した電子部品80に対して、レーザ光を照射することで、電子部品80の状態を検出する装置である。ここで、電子部品80の状態とは、電子部品80の形状、ノズル32で電子部品80を正しい姿勢で吸着しているか等である。光源38aは、レーザ光を出力する発光素子である。受光素子38bは、Z軸方向における位置、つまり高さが同じ位置であり、光源38aに対向する位置に配置されている。
ヘッド15は、以上のような構成である。なお、上記実施形態のヘッド15は、ノズル32に吸着ノズルを装着している場合として説明したが、ノズル32に電子部品を把持して保持する把持ノズルを用いることができる。ヘッド15は、ノズル32に把持ノズルを用いる場合も、ノズル32に供給する空気圧を調整することで、把持ノズルの駆動部を稼動させて、電子部品を把持している状態と開放している状態を切り換える。また、ヘッド15は、撮影装置(基板状態検出部)36と高さセンサ(基板状態検出部)37とレーザ認識装置38とを備えていることが好ましいが、必ずしも備えていなくてもよい。
次に、電子部品実装装置10の装置構成の制御機能について説明する。電子部品実装装置10は、図2に示すように、制御装置20として、制御部60と、ヘッド制御部62と、部品供給制御部64と、を有する。各種制御部は、それぞれ、CPU、ROMやRAM等の演算処理機能と記憶機能とを備える部材で構成される。また、本実施形態では、説明の都合で複数の制御部としたが、1つの制御部としてもよい。また、電子部品実装装置10の制御機能を1つの制御部とした場合、1つの演算装置で実現しても複数の演算装置で実現してもよい。
制御部60は、電子部品実装装置10の各部と接続されており、入力された操作信号や、電子部品実装装置10の各部で検出された情報に基づいて、記憶されているプログラムを実行し、各部の動作を制御する。制御部60は、例えば、基板8の搬送動作、XY移動機構16によるヘッド15の駆動動作、レーザ認識装置38による形状の検出動作等を制御する。また、制御部60は、上述したようにヘッド制御部62に各種指示を送り、ヘッド制御部62による制御動作も制御する。制御部60は、部品供給制御部64による制御動作も制御する。制御部60は、ノズル交換機構18の動作も制御する。
ヘッド制御部62は、ノズル駆動部34、ヘッド支持体31に配置された各種センサ及び制御部60に接続されており、ノズル駆動部34を制御し、ノズル32の動作を制御する。ヘッド制御部62は、制御部60から供給される操作指示及び各種センサ(例えば、距離センサ)の検出結果に基づいて、ノズル32の電子部品80の吸着(保持)/開放動作、各ノズル32の回動動作、Z軸方向の移動動作を制御する。
部品供給制御部64は、部品供給ユニット14f、14rによる電子部品80の供給動作を制御する。部品供給制御部64は、部品供給装置100毎に設けても、1つですべての部品供給装置100を制御してもよい。例えば、部品供給制御部64は、電子部品供給装置100によるトレイの交換動作、移動動作を制御する。また、部品供給制御部64は、部品供給装置100による電子部品保持テープの引き出し動作(移動動作)等を制御する。部品供給制御部64は、制御部60による指示に基づいて各種動作を実行する。部品供給制御部64は、電子部品保持テープの引き出し動作を制御することで、電子部品保持テープの移動を制御する。
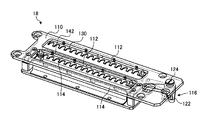
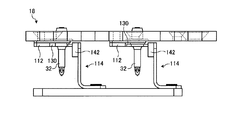
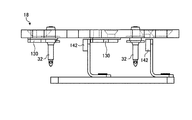
次に、図5から図9を用いてノズル交換機構についてより詳細に説明する。図5は、ノズル交換機構の概略構成を示す斜視図である。図6は、ノズル交換機構の概略構成を示す上面図である。図7Aは、保管穴の概略構成を示す上面図である。図7B及び図7Cは、保管穴の他の例の概略構成を示す上面図である。図8は、ノズル交換機構の動作を説明するための説明図である。図9は、ノズル交換機構の動作を説明するための説明図である。
ノズル交換機構18は、図5及び図6に示すように、土台110と、複数の保管穴130が形成された格納板112と、ストッパ114と、駆動機構116と、を有する。なお、ノズル交換機構18は、ストッパ114と駆動機構116との組み合わせが保管穴130に格納されたノズルを保持する保持機構となる。土台110は、筐体11に設置され、格納板112、ストッパ114、駆動機構116の各部を支持している。
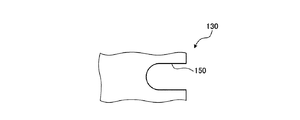
格納板112は、土台110に支持された板状の部材であり、XY平面と平行な方向、つまり水平方向に最も広い面が配置される向きで配置されている。格納板112は、複数の保管穴130が形成されている。格納版112は、複数の保管穴130が列状に形成されている。具体的には、X方向に複数の保管穴130が並んで形成されている。また、X方向に並んだ複数の保管穴130の列がY方向に2つ形成されている。保管穴130は、鉛直方向に貫通した穴であり、図7Aに示すように、水平方向において、一部の面が開放されたU字形状である。格納板112は、保管穴130の開放された側の端部にX方向に延在する開口が形成されており、X方向に並んだ複数の保管穴130は、開口で繋がっている。
ここで、本実施形態の保管穴130は、開口の壁面150をつなげるとU字となる、つまり開口形状がU字となる形状としたが、これに限定されない。保管穴130は、ノズル32を保持することができ、かつ少なくとも水平方向の一部が開放された形状であればよい。保管穴130の水平方向の一部が開放されている形状とは、ノズルが水平方向に移動させた場合に、水平方向に開放された空間を通過して、ノズル32が保管穴130から外れるように移動できる形状である。なお、本実施形態の保管穴130は、U字形状の閉じられていない側の端部が、ノズル32の溝32dに挿入されることで、ノズル32を保管穴130に保持する。
図7Bに示す保管穴130aは、壁面150の開放されている側の端部に、突起部152を備える。突起部152は、U字形状の開放されている側の2つの端部にそれぞれ配置されている。突起部152は、設けられている端部とは反対側の端部に向けて突出している。これにより、保管穴130aは、U字の壁面150の端部側が突起部152によって狭くなる形状となり、保管穴130aに保管されたノズル32を保管穴130a内により確実に保持することができる。この場合、ノズル交換機構は、突起部152が保持機構に含まれる。また、図7Bに示す保管穴130aは、U字形状の開放されている側の2つの端部の両方に突起部152を設けたが、いずれか一方のみに突起部152を設けてもよい。保管穴は、端部のいずれか一方に突起部152を設けることで、ノズル32を保管穴内により確実に保持することができる。
図7Cに示すノズル交換機構の保管穴130bは、壁面150の開放されていない側の端部に、磁石154を備える。保管穴130bは、壁面150のU字形状の開放されていない側の端部に磁石154を設けることで、保管穴130bに格納されたノズル32を磁石154で壁面150のU字形状の開放されていない側の端部に吸引することができる。これにより、保管穴130bに保管されたノズル32を保管穴130b内により確実に保持することができる。この場合、ノズル交換機構は、磁石154が保持機構に含まれる。
ストッパ114は、列状に配置された保管穴130の開放されている端部側に配置された棒状の部材であり、保管穴130側の面が接触部142となる。ノズル交換機構18は、2つの列状に配置された複数の保管穴130のそれぞれに対して1つのストッパ114が配置されている。つまり、ノズル交換機構18は、2つのストッパ114が、複数の保管穴130で構成される別々の列に対応して配置されている。ストッパ114は、棒状の部材が列状に配置された複数の保管穴130の配列方向と平行な向きで配置されており、1つの棒状の部材が複数の保管穴130の開放されている端部と対面している。
駆動機構116は、ストッパ114を保管穴130に対して移動させる機構であり、回動部122と、回転軸124と、直動部126と、を有する、回動部122は、2つのストッパ112を連結している。回転軸124は、土台110に固定されており、回動部122を回転自在な状態で支持している。直動部126は、回動部122のストッパ112と連結されている部分とは、回転軸124を介して反対側の端部に連結されている。
直動部126は、駆動源により、直動方向に移動する。直動部126は、回動部122に対して、長穴と当該長穴に挿入されたボルトとで連結されている。これにより、直動部126と回動部122との連結部分は移動可能な状態となり、連結状態を維持したまま、直動部126の直動運動が回動部122に回転運動として伝達される。
ノズル交換機構18は、以上のような構成であり、ノズル32を保持する保管穴130の水平方向の一部が開放された形状であり、当該開放された端部にストッパ114及び駆動機構116を含む保持機構が設けられ、ノズル32が保管穴130から外れないように維持されている。また、ノズル交換機構18は、駆動機構116によりストッパ114を移動させることで、図8に示すようにストッパ114の接触部142が保管穴130に保管されたノズル30と接触した位置から、図9に示すようにストッパ114の接触部142が保管穴130から離れた位置まで、ストッパ114を移動させることができる。ここで、ストッパ114の接触部142が保管穴130から離れた位置とは、保管穴130の開放されている側の端部とストッパ114との距離が、ノズルの径よりも大きくなる位置である。つまり、保管穴130に保管されたノズル32が、保管穴130と接触部142との間を通過できるまで、ストッパ114を保管穴130から離した位置である。
ノズル交換機構18は、以上のように、保管穴130をU字形状とし、ノズル32を保持する穴の一部を開放した形状とすることで、保管穴130にノズル32を水平方向から格納することができる。これにより、Z軸方向において、ノズル32の保持位置が保管穴130と同じ位置となるまで異動させた後、保管穴130にノズル32を格納することができるため、ノズル32の先端(鉛直方向下側の部分)が保管穴130よりも大きい形状でも、保管穴130に格納することができる。また、ノズル交換機構18は、先端部が保管穴130の径よりも大きなノズルを保管できることで、保管穴130の径を小さくすることも可能となる。これにより、保管穴130の配置密度をより高くすることができる。これにより、より多くの種類のノズルに対応することができ、かつ、より多くのノズルを保持することができる。
また、ノズル交換機構18は、保持機構として、ストッパ114及び駆動機構116を設けることで、保管穴130の一部を開放した形状としてもノズル32を保管穴130に好適に保持することができる。また、ノズル交換機構18は、駆動機構116で全てのストッパ114を連動して移動させることで、ノズル32の交換時にどのノズル32が交換される場合(保管穴130のノズル32がノズル保持部33に装着される場合及びノズル保持部33に装着されているノズル32が保管穴130に格納される場合)でも同様の動作で対応することができ、制御を簡単にすることができる。また、保持機構としては、上述したように突起部152や、磁石154も用いることができる。
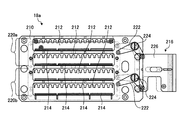
図10は、ノズル交換機構の他の例の概略構成を示す斜視図である。図11は、ノズル交換機構の他の例の概略構成を示す上面図である。図10及び図11に示すノズル交換機構18aは、土台210と、複数の保管穴が形成された格納板212と、ストッパ214と、駆動機構216と、を有する。ノズル交換機構18aも、ストッパ214と駆動機構216との組み合わせが保管穴に格納されたノズルを保持する保持機構となる。また、ノズル交換機構18aは、列状に配置された複数の保管穴で構成される列の列数及びそれに伴う構成の変更が異なるが他の構成はノズル交換機構18と同様の構成である。
土台210は、筐体11に設置され、格納板212、ストッパ214、駆動機構216の各部を支持している。格納板212は、土台210に支持された板状の部材である。格納板212は、複数の保管穴が形成されている。格納版212は、X方向に並んだ複数の保管穴の列がY方向に4つ形成されている。ノズル交換機構18aは、複数の保管穴の2列が1つのユニット220aとなり、残りの2列が1つのユニット220bとなる。
ストッパ214は、列状に配置された保管穴の開放されている端部側に配置された棒状の部材であり、保管穴側の面が接触部となる。ノズル交換機構18aは、4つの列状に配置された複数の保管穴のそれぞれに対して1つのストッパ214が配置されている。つまり、ノズル交換機構18aは、4つのストッパ214が、複数の保管穴で構成される別々の列に対応して配置されている。駆動機構216は、ストッパ214を保管穴に対して移動させる機構であり、2つの回動部222と、2つの回転軸224と、直動部226と、を有する、1つの回動部222は、ユニット220aに対応するストッパ214に連結されており、1つの回転軸224によって回動自在に支持されている。もう1つの回動部222は、ユニット220bに対応するストッパ214に連結されており、もう1つの回転軸224によって回動自在に支持されている。直動部226は、2つの回動部222に連結されており、一方向に移動することで、2つの回動部222を回動させる。
ノズル交換機構18aは、以上のような構成であり、ノズルを保持する保管穴を4列で設けた場合も2列で設けた場合と同様にストッパ214でノズルを保管穴内に保持する状態と、ノズルを保管穴から離脱可能な状態と、を切り換えることができる。また、駆動機構216で2つの回動部222を連動して移動させることで、ノズル交換機構18aの保管穴にノズルを保持した状態と、保管穴に対してノズルを着脱できる状態と、を同時に切り換えることができる。
なお、上記実施形態では、列状に配置された複数の保管穴に対応する保持機構を1つのストッパで兼用したがこれに限定されない。1つの列の保管穴に対して複数のストッパをもうけてもよいし、1つの保管穴に対して1つのストッパを設けてもよい。
次に、電子部品実装装置10の各部の動作について説明する。なお、下記で説明する電子部品実装装置10の各部の動作は、いずれも制御装置20に基づいて各部の動作を制御することで実行することができる。
図12は、電子部品実装装置の動作の一例を示すフローチャートである。図12を用いて、電子部品実装装置10の全体の処理動作の概略を説明する。なお、図12に示す処理は制御装置20が各部を制御することで実行される。電子部品実装装置10は、ステップS52として、生産プログラムを読み込む。生産プログラムは、専用の生産プログラム作成装置で作成されたり、入力された各種データに基づいて制御装置20によって作成されたりする。
電子部品実装装置10は、ステップS52で生産プログラムを読み込んだら、ステップS54として、装置の状態を検出する。具体的には、部品供給ユニット14f、14rの構成、充填されている電子部品80の種類、準備されているノズル32の種類等を検出する。電子部品実装装置10は、ステップS54で装置の状態を検出し、準備が完了したら、ステップS56として、基板8を搬入する。電子部品実装装置10は、ステップS56で基板を搬入し、電子部品を実装する位置に基板を配置したら、ステップS58として電子部品を基板に実装する。電子部品実装装置10は、ステップS58で電子部品の実装が完了したら、ステップS60として基板を搬出する。電子部品実装装置10は、ステップS60で基板を搬出したら、ステップS62として生産終了かを判定する。電子部品実装装置10は、ステップS62で生産終了ではない(No)と判定した場合、ステップS56に進み、ステップS56からステップS60の処理を実行する。つまり、生産プログラムに基づいて、基板に電子部品を実装する処理を実行する。電子部品実装装置10は、ステップS62で生産終了である(Yes)と判定した場合、本処理を終了する。
電子部品実装装置10は、以上のようにして、生産プログラムを読み込み、各種設定を行った後、基板に電子部品を実装することで、電子部品が実装された基板を製造することができる。
図13は、電子部品実装装置の動作の一例を示すフローチャートである。なお、図13に示す処理動作は、基板を搬入してから、基板への電子部品の搭載が完了するまでの動作である。また、図13に示す処理動作は、制御部60が各部の動作を制御することで実行される。
制御部60は、ステップS102として、基板8を搬入する。具体的には、制御部60は、電子部品を搭載する対象の基板を基板搬送部12で所定位置まで搬送する。制御部60は、ステップS102で基板を搬入したら、ステップS104として保持移動を行う。ここで、保持移動(吸着移動)とは、ノズル32が部品供給ユニット14の保持領域にある電子部品80と対面する位置までヘッド本体30を移動させる処理動作である。
制御部60は、ステップS104で保持移動を行ったら、ステップS106として、ノズル32を下降させる。つまり、制御部60は、電子部品80を保持(吸着、把持)できる位置までノズル32を下方向に移動させる。制御部60は、ステップS106でノズル32を下降させたら、ステップS108として、ノズル32で部品を保持し、ステップS110として、ノズル32を上昇させる。制御部60は、ステップS110でノズルを所定位置まで上昇させたら、具体的には電子部品80をレーザ認識装置38の計測位置まで移動させたら、ステップS112として、ノズル32で吸着している電子部品80の形状を検出する。制御部60は、ステップS112で電子部品の形状を検出したら、ステップS114としてノズル32を上昇させる。なお、制御部60は、上述したようにステップS112で電子部品の形状を検出し、保持した電子部品が搭載不可であると判定した場合、電子部品を廃棄し、再び電子部品を吸着する。制御部60は、ノズルを所定位置まで上昇させたら、ステップS116として、搭載移動、つまりノズル32で吸着している電子部品を基板8の搭載位置(実装位置)に対向する位置まで移動させる処理動作を行い、ステップS118として、ノズル32を下降させ、ステップS120として部品搭載(部品実装)、つまりノズル32から電子部品80を開放する処理動作を行い、ステップS122として、ノズル32を上昇させる。つまり、制御部60は、ステップS112からステップS120の処理動作として、上述した実装処理を実行する。
制御部60は、ステップS122でノズル32を上昇させた場合、ステップS124として全部品の搭載が完了したか、つまり基板8に搭載する予定の電子部品の実装処理が完了したかを判定する。制御部60は、ステップS124で全部品の搭載が完了していない(No)、つまり搭載する予定の電子部品が残っていると判定した場合、ステップS126として、ノズルの交換があるかを判定する。つまり、次に実装する電子部品を保持するために、現在ヘッド15のノズル保持部33に装着されているノズル32とは異なるノズルを使用するかを判定する。制御部60は、ステップS126でノズルの交換がある(Yse)と判定した場合、ステップS128として、ノズルの交換処理を実行し、その後、ステップS104に進み、次の電子部品を基板8に搭載する処理動作を実行する。
制御部60は、ステップS126でノズルの交換がない(No)と判定した場合、そのまま、ステップS104に進み、次の電子部品を基板8に搭載する処理動作を実行する。このように制御部60は、基板8に全部品の搭載が完了するまで、上記処理動作を繰り返す。制御部60は、ステップS124で全部品の搭載が完了した(Yes)と判定した場合、本処理を終了する。
電子部品実装装置10は、図13に示す処理動作を実行することで、基板に電子部品を搭載することができ、電子部品が実装された基板を生産することができる。
次に、図14から図17を用いて、ノズルの交換処理について説明する。まず、図14から図16を用いて、ノズルを装着していないノズル保持部に、ノズル交換機構が保持しているノズルを装着させる処理動作を説明する。図14は、電子部品実装装置のノズル交換動作の一例を示すフローチャートである。図15は、ノズル交換動作のノズル保持部の移動とストッパとの関係を示す説明図である。図16は、ノズル交換動作のノズル保持部の移動とストッパとの関係を示す説明図である。ここで、図15のZの上昇とは、ノズル保持部33(より正確にはソケット)をZ軸方向に上昇させている状態であり、Zの下降とは、ノズル保持部をZ軸方向に下降させている状態であり、Zの上昇と下降の間は、ノズル保持部33をZ軸方向に移動させていない状態である。また、図15のXYのONとは、ノズル保持部33をXY方向に移動させている状態である。図15のXYのOFFとは、ノズル保持部33をXY方向に移動させていない状態である。図15のストッパのOPENは、ストッパと保管穴とが離れて、保管穴に対してノズルを着脱できる状態であり、ストッパのCLOSEとは、ストッパと保管穴とが近づいており、保管穴にノズルを保持している状態である。
制御部60は、ステップS202として、ヘッドを移動させ、対象のノズル支持部を対象のノズル交換位置に移動させる。具体的には、XY移動機構16でヘッド15をXY方向に移動させ、ノズルを装着するノズル保持部を対象のノズルが配置されているノズル交換機構18の保管穴130の真上に移動させる。ステップS202の処理は、図15の時間t1までの処理となり、ノズル保持部のZ軸方向の移動が停止し、ノズル保持部のXY方向の移動が実行され、ストッパが閉じた状態となる。
制御部60は、ステップS202でノズル支持部を交換位置に移動させたら、ステップS204として、ノズル支持部を降下させ、ステップS206として、ノズル支持部にノズルを装着する。ステップS202の処理は、図15の時間t1からt2までの処理となり、ノズル保持部のZ軸方向の下降の移動が実行され、ノズル保持部のXY方向の移動が停止され、ストッパが閉じた状態となる。これにより、図16のステップS10に示すようにノズル保持部33がソケット33bとともに下降し、ステップS12に示すように、ソケット33bとノズル32とが接触した状態となる。
制御部60は、ステップS206でノズル支持部にノズルを装着させたら、ステップS208として、ストッパを開放する。ステップS208の処理は、図15の時間t2の処理となり、ストッパが閉じた状態から開いた状態となる。なお、この時点では、ノズル保持部のZ軸方向及びXY方向の移動が停止されている。これにより、図16のステップS14に示すようにノズル32とストッパ114との間に隙間ができ、ノズル32を水平方向(保管穴の開放されている端部側)に移動可能な状態とする。
制御部60は、ステップS208でストッパを開放したら、ステップS210として、ヘッドをXY方向に移動させ、ノズル交換機構からノズルを離脱させる。ステップS210の処理は、図15の時間t2からt3までの処理となり、ノズル保持部のZ軸方向の移動が停止され、XY方向の移動が実行され、ストッパが開いた状態となる。これにより、図16のステップS16に示すようにノズル32が水平方向に移動され、保管穴から離れた位置まで移動される。
制御部60は、ステップS210でノズルをノズル交換機から離脱させたら、ステップS212として、ノズル支持部を上昇させる。ステップS212の処理は、図15の時間t3からt4までの処理となり、ノズル保持部のZ軸方向の上昇が実行され、XY方向の移動が停止され、ストッパが開いた状態となる。これにより、図16のステップS18に示すようにノズル32が保管穴33から離れた位置において、保管穴よりも上昇した位置に移動される。
制御部60は、ステップS212でノズルを上昇させたら、ステップS214としてストッパを閉鎖(クローズ)する。ステップS214の処理は、図15の時間t4の処理となり、ストッパが開いた状態から閉じた状態となる。なお、この時点では、ノズル保持部のZ軸方向及びXY方向の移動が停止されている。
制御部60は、以上のように各部の動作を制御することで、一部が開放された保管穴に格納されているノズルを好適にノズル保持部に装着させることができる。また、制御部60は、ノズルを保持したノズル保持部を水平方向に移動させる間のみ選択的にストッパを開放することで、保管穴に保持された目的以外のノズルが保管穴から外れることを抑制することができる。
次に、図17を用いて、ノズル保持部が保持しているノズルをノズル保持部から離脱させ、ノズル交換機構に格納(保管)する処理動作を説明する。図17は、電子部品実装装置のノズル交換動作の一例を示すフローチャートである。
制御部60は、ステップS252として、ヘッドを移動させ、対象のノズル支持部を対象のノズル交換位置に移動させる。具体的には、XY移動機構16でヘッド15をXY方向に移動させ、ノズルを装着しているノズル保持部をノズル交換機構18の当該ノズルを格納する保管穴130の真上から一定距離ずれた位置(開いた状態のストッパと保管穴との間)に移動させる。つまり、ノズルを格納していない保管穴130の真上から一定距離ずれた位置に対象のノズル保持部を移動させる。
制御部60は、ステップS252でノズル支持部を交換位置に移動させたら、ステップ
S254として、ストッパを開放し、ステップS256として、ノズル支持部を降下させる。これにより、ノズルと保管穴のZ軸方向の位置が同じ高さとなる位置まで、ノズルを移動させる。
制御部60は、ステップS256でノズル支持部を降下させたら、ステップS258おして、ヘッドをXY方向に移動させ、ノズル交換機構にノズルを挿入する。つまりノズルの溝に保管穴が挿入される位置まで、ノズルを移動させ、保管穴内にノズルを配置する。
制御部60は、ステップS258でノズルを交換位置に移動させたら、ステップS260として、ノズル支持部からノズルを離脱させ、つまり、ノズルとノズル支持部を切り離し、ステップS262としてノズル支持部を上昇させる。なお、ステップS260とステップS262は、一連の動作、具体的には、ノズル支持部を上昇させることで、保管穴に保管されたノズルをノズル支持部から離脱させるようにしてもよい。
制御部60は、ステップS262でノズルを上昇させたら、ステップS264としてストッパを閉鎖(クローズ)する。なお、ストッパを閉鎖させる処理は、ステップS258とステップS260との間で実行してもよい。
制御部60は、以上のように各部の動作を制御することで、一部が開放された保管穴にノズルを好適に格納することができる。