JP2014008425A - 塗布装置およびノズル - Google Patents
塗布装置およびノズル Download PDFInfo
- Publication number
- JP2014008425A JP2014008425A JP2012144757A JP2012144757A JP2014008425A JP 2014008425 A JP2014008425 A JP 2014008425A JP 2012144757 A JP2012144757 A JP 2012144757A JP 2012144757 A JP2012144757 A JP 2012144757A JP 2014008425 A JP2014008425 A JP 2014008425A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- coating
- storage chamber
- liquid
- coating liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0258—Coating heads with slot-shaped outlet flow controlled, e.g. by a valve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/02—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape
- B05B1/04—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape in flat form, e.g. fan-like, sheet-like
- B05B1/044—Slits, i.e. narrow openings defined by two straight and parallel lips; Elongated outlets for producing very wide discharges, e.g. fluid curtains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/08—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means
- B05B12/081—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means responsive to the weight of a reservoir or container for liquid or other fluent material; responsive to level or volume of liquid or other fluent material in a reservoir or container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/6715—Apparatus for applying a liquid, a resin, an ink or the like
Abstract
【解決手段】実施形態に係る塗布装置は、ノズルと、移動機構とを備える。ノズルは、塗布液が貯留される貯留室と、貯留室に連通するスリット状の流路とを備え、流路の先端に形成される吐出口から塗布液を吐出する。移動機構は、ノズルと基板とを基板の表面に沿って相対的に移動させる。そして、ノズルが備える流路は、長手方向中央部における流路抵抗が長手方向両端部における流路抵抗よりも大きい。
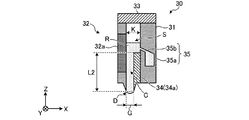
【選択図】図3A
Description
図1は、第1の実施形態に係る塗布装置の構成を示す模式側面図である。なお、以下においては、位置関係を明確にするために、互いに直交するX軸、Y軸およびZ軸を規定し、Z軸正方向を鉛直上向き方向とする。
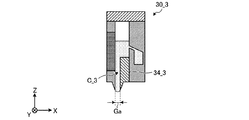
ところで、上述してきた第1の実施形態では、ノズルが備えるランド部を、貯留室側へ向けて長手方向中央部を突出させた形状とすることで、長手方向中央部の流路抵抗を長手方向両端部よりも大きくして、膜厚均一性を高めることとした。しかし、膜厚均一性を高める方法は、これに限ったものではない。
R 塗布液
S 貯留室
C 流路
D 吐出口
1 塗布装置
10 載置台
20 第1の移動機構
21 基板保持部
22 駆動部
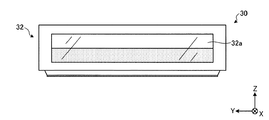
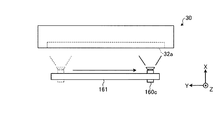
30 ノズル
31 第1本体部
32 第2本体部
33 蓋部
34 ランド部
34a 長手方向中央部
34b 長手方向両端部
35 一時貯留部
40 昇降機構
50a 厚み測定部
50b ノズル高さ測定部
60 ノズル洗浄部
80 ノズル待機部
90 第2の移動機構
100 制御装置
Claims (12)
- 塗布液が貯留される貯留室と、前記貯留室に連通するスリット状の流路とを備え、前記流路の先端に形成される吐出口から前記塗布液を吐出するノズルと、
前記ノズルと基板とを前記基板の表面に沿って相対的に移動させる移動機構と
を備え、
前記ノズルが備える前記流路は、
長手方向中央部における流路抵抗が長手方向両端部における流路抵抗よりも大きいこと
を特徴とする塗布装置。 - 前記ノズルは、
前記流路における長尺状のランド部が、前記貯留室側へ向けて長手方向中央部を突出させた形状を有すること
を特徴とする請求項1に記載の塗布装置。 - 前記ランド部は、
短手方向から見て、前記貯留室との境界部が階段状に形成されること
を特徴とする請求項2に記載の塗布装置。 - 前記ランド部は、
短手方向から見て、前記貯留室との境界部が曲線状に形成されること
を特徴とする請求項2に記載の塗布装置。 - 前記ランド部の形状は、
前記貯留室との境界部が平坦なランド部を備えるノズルを用いて塗布される塗布液の厚み分布に基づいて決定されること
を特徴とする請求項2、3または4に記載の塗布装置。 - 前記貯留室の内部の圧力を調整する圧力調整部と、
前記基板に前記塗布液を塗布する間、前記塗布液の吐出量が一定となるように、前記圧力調整部を制御して前記貯留室の内部の圧力を調整する圧力制御部と
を備えることを特徴とする請求項1〜5のいずれか一つに記載の塗布装置。 - 前記貯留室に貯留された塗布液の液面を検知する液面検知部
を備えることを特徴とする請求項1〜6のいずれか一つに記載の塗布装置。 - 前記液面検知部による検知結果に基づいて前記液面が平坦化したか否かを判定し、平坦化したと判定した場合に、前記ノズルを用いた塗布処理を開始させる塗布処理制御部
を備えることを特徴とする請求項7に記載の塗布装置。 - 前記貯留室は、
一部が透明部材で形成され、
前記液面検知部は、
前記ノズルの外部から前記透明部材を介して前記液面を検知すること
を特徴とする請求項7または8に記載の塗布装置。 - 光を反射または屈折させるプリズム
を備え、
前記液面検知部は、
前記液面に対して所定の角度で傾斜して配置されるとともに、前記液面と略平行な方向から見た該液面の像を前記プリズムを介して撮像すること
を特徴とする請求項9に記載の塗布装置。 - 前記貯留室に対して前記塗布液を供給する液供給口
を備え、
前記液供給口は、
前記流路の長手方向に延在するスリット形状を有すること
を特徴とする請求項1〜10のいずれか一つに記載の塗布装置。 - 塗布液が貯留される貯留室と、
前記貯留室に連通するスリット状の流路と、
前記流路の先端に形成される吐出口と
を備え、
前記流路は、
長手方向両端部における流路抵抗よりも長手方向中央部における流路抵抗が大きいこと
を特徴とするノズル。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012144757A JP5789569B2 (ja) | 2012-06-27 | 2012-06-27 | 塗布装置およびノズル |
| US13/920,219 US9744551B2 (en) | 2012-06-27 | 2013-06-18 | Coating apparatus and nozzle |
| TW102121787A TWI565523B (zh) | 2012-06-27 | 2013-06-19 | 塗布裝置及噴嘴 |
| KR1020130072234A KR101842729B1 (ko) | 2012-06-27 | 2013-06-24 | 도포 장치 및 노즐 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012144757A JP5789569B2 (ja) | 2012-06-27 | 2012-06-27 | 塗布装置およびノズル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014008425A true JP2014008425A (ja) | 2014-01-20 |
| JP5789569B2 JP5789569B2 (ja) | 2015-10-07 |
Family
ID=49776820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012144757A Active JP5789569B2 (ja) | 2012-06-27 | 2012-06-27 | 塗布装置およびノズル |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9744551B2 (ja) |
| JP (1) | JP5789569B2 (ja) |
| KR (1) | KR101842729B1 (ja) |
| TW (1) | TWI565523B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150139782A (ko) * | 2014-06-04 | 2015-12-14 | 도쿄엘렉트론가부시키가이샤 | 액 도포 방법, 액 도포 장치, 및 컴퓨터 판독 가능한 기록 매체 |
| JP2018186120A (ja) * | 2017-04-24 | 2018-11-22 | 東京エレクトロン株式会社 | 基板処理装置及び基板処理方法 |
| CN112264255A (zh) * | 2020-10-01 | 2021-01-26 | 王文霞 | 一种用于环保家具加工用的涂胶设备 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101374401B1 (ko) * | 2010-10-07 | 2014-03-17 | 포항공과대학교 산학협력단 | 전기장 보조 로보틱 노즐 프린터 및 이를 이용한 정렬된 유기 와이어 패턴의 제조 방법 |
| TWI696497B (zh) * | 2014-11-05 | 2020-06-21 | 美商3M新設資產公司 | 具有流動阻塞裝置之用於塗布懸浮液的模具及其使用方法 |
| JP6385864B2 (ja) * | 2015-03-18 | 2018-09-05 | 株式会社東芝 | ノズルおよび液体供給装置 |
| JP6801387B2 (ja) * | 2015-11-16 | 2020-12-16 | 東京エレクトロン株式会社 | 塗布膜形成方法、塗布膜形成装置及び記憶媒体 |
| JP6824673B2 (ja) * | 2016-09-13 | 2021-02-03 | 株式会社Screenホールディングス | ノズル清掃部材、ノズル清掃装置、塗布装置 |
| CN107731661A (zh) * | 2017-11-14 | 2018-02-23 | 山东芯诺电子科技股份有限公司 | 一种玻璃钝化晶片玻璃胶涂覆方法及装置 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0481150U (ja) * | 1990-11-27 | 1992-07-15 | ||
| JPH06190845A (ja) * | 1992-12-28 | 1994-07-12 | Hitachi Chem Co Ltd | シートの製造方法及び製造装置 |
| JPH08103710A (ja) * | 1994-10-05 | 1996-04-23 | Dainippon Screen Mfg Co Ltd | 基板への塗布液塗布装置 |
| JPH08266979A (ja) * | 1995-03-31 | 1996-10-15 | Kao Corp | 塗布装置 |
| JPH09192565A (ja) * | 1995-12-29 | 1997-07-29 | Voith Sulzer Papiermas Gmbh | 連続的なウェブ材料に流体状またはペースト状塗布剤を直接的にまたは間接的に適用する塗布装置 |
| JP2001062368A (ja) * | 1999-08-27 | 2001-03-13 | Dainippon Printing Co Ltd | 塗布装置および塗布方法 |
| JP2004000928A (ja) * | 2002-03-29 | 2004-01-08 | Toray Ind Inc | 塗布ヘッドならびに塗液の塗布装置および塗布方法 |
| JP2008114137A (ja) * | 2006-11-02 | 2008-05-22 | Toray Ind Inc | 塗布器、塗布装置および塗布方法並びにディスプレイ用部材の製造装置および製造方法 |
| JP2008140825A (ja) * | 2006-11-30 | 2008-06-19 | Toppan Printing Co Ltd | スケルトンスピンレスノズル及びスケルトンスピンレスノズルを装備したレジスト塗布装置 |
| JP2008178818A (ja) * | 2007-01-25 | 2008-08-07 | Chugai Ro Co Ltd | スリットダイ及びシム |
| JP2013198831A (ja) * | 2012-03-23 | 2013-10-03 | Hitachi High-Technologies Corp | 塗布装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5516273A (en) * | 1994-09-06 | 1996-05-14 | Minnesota Mining And Manufacturing Company | Die for extruding a fluid stream |
| JP5454203B2 (ja) | 2010-02-17 | 2014-03-26 | 東京エレクトロン株式会社 | 塗布方法及び塗布装置 |
-
2012
- 2012-06-27 JP JP2012144757A patent/JP5789569B2/ja active Active
-
2013
- 2013-06-18 US US13/920,219 patent/US9744551B2/en active Active
- 2013-06-19 TW TW102121787A patent/TWI565523B/zh active
- 2013-06-24 KR KR1020130072234A patent/KR101842729B1/ko active IP Right Grant
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0481150U (ja) * | 1990-11-27 | 1992-07-15 | ||
| JPH06190845A (ja) * | 1992-12-28 | 1994-07-12 | Hitachi Chem Co Ltd | シートの製造方法及び製造装置 |
| JPH08103710A (ja) * | 1994-10-05 | 1996-04-23 | Dainippon Screen Mfg Co Ltd | 基板への塗布液塗布装置 |
| JPH08266979A (ja) * | 1995-03-31 | 1996-10-15 | Kao Corp | 塗布装置 |
| JPH09192565A (ja) * | 1995-12-29 | 1997-07-29 | Voith Sulzer Papiermas Gmbh | 連続的なウェブ材料に流体状またはペースト状塗布剤を直接的にまたは間接的に適用する塗布装置 |
| JP2001062368A (ja) * | 1999-08-27 | 2001-03-13 | Dainippon Printing Co Ltd | 塗布装置および塗布方法 |
| JP2004000928A (ja) * | 2002-03-29 | 2004-01-08 | Toray Ind Inc | 塗布ヘッドならびに塗液の塗布装置および塗布方法 |
| JP2008114137A (ja) * | 2006-11-02 | 2008-05-22 | Toray Ind Inc | 塗布器、塗布装置および塗布方法並びにディスプレイ用部材の製造装置および製造方法 |
| JP2008140825A (ja) * | 2006-11-30 | 2008-06-19 | Toppan Printing Co Ltd | スケルトンスピンレスノズル及びスケルトンスピンレスノズルを装備したレジスト塗布装置 |
| JP2008178818A (ja) * | 2007-01-25 | 2008-08-07 | Chugai Ro Co Ltd | スリットダイ及びシム |
| JP2013198831A (ja) * | 2012-03-23 | 2013-10-03 | Hitachi High-Technologies Corp | 塗布装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150139782A (ko) * | 2014-06-04 | 2015-12-14 | 도쿄엘렉트론가부시키가이샤 | 액 도포 방법, 액 도포 장치, 및 컴퓨터 판독 가능한 기록 매체 |
| JP2016010796A (ja) * | 2014-06-04 | 2016-01-21 | 東京エレクトロン株式会社 | 液塗布方法、液塗布装置、及びコンピュータ読み取り可能な記録媒体 |
| TWI607808B (zh) * | 2014-06-04 | 2017-12-11 | 東京威力科創股份有限公司 | 液體塗布方法、液體塗布裝置、及電腦可讀取的記錄媒體 |
| KR20220069898A (ko) * | 2014-06-04 | 2022-05-27 | 도쿄엘렉트론가부시키가이샤 | 액 도포 방법, 액 도포 장치, 및 컴퓨터 판독 가능한 기록 매체 |
| KR102404968B1 (ko) | 2014-06-04 | 2022-06-07 | 도쿄엘렉트론가부시키가이샤 | 액 도포 방법, 액 도포 장치, 및 컴퓨터 판독 가능한 기록 매체 |
| KR102438348B1 (ko) | 2014-06-04 | 2022-08-30 | 도쿄엘렉트론가부시키가이샤 | 액 도포 방법, 액 도포 장치, 및 컴퓨터 판독 가능한 기록 매체 |
| JP2018186120A (ja) * | 2017-04-24 | 2018-11-22 | 東京エレクトロン株式会社 | 基板処理装置及び基板処理方法 |
| CN112264255A (zh) * | 2020-10-01 | 2021-01-26 | 王文霞 | 一种用于环保家具加工用的涂胶设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101842729B1 (ko) | 2018-03-27 |
| TWI565523B (zh) | 2017-01-11 |
| KR20140001132A (ko) | 2014-01-06 |
| US20140000517A1 (en) | 2014-01-02 |
| JP5789569B2 (ja) | 2015-10-07 |
| US9744551B2 (en) | 2017-08-29 |
| TW201417891A (zh) | 2014-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5789569B2 (ja) | 塗布装置およびノズル | |
| JP5775851B2 (ja) | 塗布装置および塗布液充填方法 | |
| JP6195806B2 (ja) | 塗布装置 | |
| JP5993800B2 (ja) | 塗布装置および液面検出方法 | |
| JP5507523B2 (ja) | 塗布処理装置、塗布処理方法、プログラム及びコンピュータ記憶媒体 | |
| WO2017145675A1 (ja) | 塗布装置及び塗布方法 | |
| JP2015006656A (ja) | 塗布装置および封止部の洗浄方法 | |
| JP2015091569A (ja) | 塗布装置 | |
| JP5756435B2 (ja) | 塗布装置およびノズル | |
| JP5859389B2 (ja) | 塗布装置および塗布液充填方法 | |
| JP4315786B2 (ja) | 基板処理装置およびスリットノズルへの処理液の充填方法 | |
| JP2014231043A (ja) | 塗布装置および封止部の洗浄方法 | |
| JP6049560B2 (ja) | 塗布装置およびスリットノズル | |
| JP6400397B2 (ja) | 塗布液供給装置、塗布装置及び塗布液供給方法 | |
| JP7318296B2 (ja) | 液処理装置の運転方法及び液処理装置 | |
| JP2020185570A (ja) | 塗布装置及び塗布方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140604 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140916 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150714 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150803 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5789569 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |