JP2012505784A - 変化する壁厚を有するツイスト−アクスル - Google Patents
変化する壁厚を有するツイスト−アクスル Download PDFInfo
- Publication number
- JP2012505784A JP2012505784A JP2011531311A JP2011531311A JP2012505784A JP 2012505784 A JP2012505784 A JP 2012505784A JP 2011531311 A JP2011531311 A JP 2011531311A JP 2011531311 A JP2011531311 A JP 2011531311A JP 2012505784 A JP2012505784 A JP 2012505784A
- Authority
- JP
- Japan
- Prior art keywords
- cross
- beam member
- wall thickness
- central portion
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/16—Metal drawing by machines or apparatus in which the drawing action is effected by other means than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, bars, or tubes
- B21C1/22—Metal drawing by machines or apparatus in which the drawing action is effected by other means than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, bars, or tubes specially adapted for making tubular articles
- B21C1/24—Metal drawing by machines or apparatus in which the drawing action is effected by other means than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, bars, or tubes specially adapted for making tubular articles by means of mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G21/00—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces
- B60G21/02—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected
- B60G21/04—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected mechanically
- B60G21/05—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected mechanically between wheels on the same axle but on different sides of the vehicle, i.e. the left and right wheel suspensions being interconnected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G9/00—Resilient suspensions of a rigid axle or axle housing for two or more wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/16—Making tubes with varying diameter in longitudinal direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/06—Making machine elements axles or shafts
- B21K1/12—Making machine elements axles or shafts of specially-shaped cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G21/00—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces
- B60G21/02—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected
- B60G21/04—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected mechanically
- B60G21/05—Interconnection systems for two or more resiliently-suspended wheels, e.g. for stabilising a vehicle body with respect to acceleration, deceleration or centrifugal forces permanently interconnected mechanically between wheels on the same axle but on different sides of the vehicle, i.e. the left and right wheel suspensions being interconnected
- B60G21/051—Trailing arm twist beam axles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2200/00—Indexing codes relating to suspension types
- B60G2200/20—Semi-rigid axle suspensions
- B60G2200/21—Trailing arms connected by a torsional beam, i.e. twist-beam axles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2202/00—Indexing codes relating to the type of spring, damper or actuator
- B60G2202/10—Type of spring
- B60G2202/13—Torsion spring
- B60G2202/136—Twist-beam type arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2204/00—Indexing codes related to suspensions per se or to auxiliary parts
- B60G2204/10—Mounting of suspension elements
- B60G2204/14—Mounting of suspension arms
- B60G2204/143—Mounting of suspension arms on the vehicle body or chassis
- B60G2204/1434—Mounting of suspension arms on the vehicle body or chassis in twist-beam axles arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/012—Hollow or tubular elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/20—Constructional features of semi-rigid axles, e.g. twist beam type axles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/20—Constructional features of semi-rigid axles, e.g. twist beam type axles
- B60G2206/202—Constructional features of semi-rigid axles, e.g. twist beam type axles with a radially deformed tube as a cross member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/30—Constructional features of rigid axles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/80—Manufacturing procedures
- B60G2206/81—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/80—Manufacturing procedures
- B60G2206/81—Shaping
- B60G2206/8103—Shaping by folding or bending
- B60G2206/81035—Shaping by folding or bending involving heating to relieve internal stresses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/80—Manufacturing procedures
- B60G2206/84—Hardening
- B60G2206/8402—Quenching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/80—Manufacturing procedures
- B60G2206/84—Hardening
- B60G2206/8403—Shot-peening
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49622—Vehicular structural member making
Abstract
本発明は、クロス−ビーム部材と二つのトレーリングアームを含むツイスト−アクスルに関するものであり、各トレーリングアームは、クロス−ビーム部材の二つの接続領域のいずれかでクロス−ビーム部材に剛結合されるか、または、二つの接続領域と一体に形成され、二つの接続領域のいずれかから延びている。クロス−ビーム部材は、管状ブランクから形成されており、ねじり弾性の中央部分と、二つのねじり剛性の接続領域を有している。クロス−ビーム部材は、ねじり弾性の中央部分からねじり剛性の各接続領域まで、該クロス−ビーム部材の長さに沿って長手方向に変化する壁厚を有している。
Description
本発明は、一般に、サスペンション及びシャシー構造用の管状の構成部材の分野に関するものであり、特に、車両の管状のツイスト−アクスルに適用するものである。
車両において、ツイスト−ビームまたはツイスト−アクスルが後部サスペンション構造体としてよく使用されている。ツイスト−アクスルは、ロードホイールを車両のフレームに結合するための二つのトレーリングアームと、これらのトレーリングアームを一体に形成するように結合するクロス−ビーム部材を有している。各トレーリングアームは、車体フレームに枢着されている。車輪が凸凹な表面に遭遇したり、車両が旋回する場合のように、ロードホイールが車体フレームに対して均等に配置されない場合に、この不均等な配置により、トレーリングアームが異なる量だけ旋回され、それによって、クロス−ビーム部材をねじることになってしまう。クロス−ビーム部材の固有のねじり剛性や抵抗力により、不均等に配置された車輪に復元力を提供することになる。
車両の乗心地や制御(すなわち、操作性)に関して、ツイスト−アクスルは、ねじり剛性の追従(コンプライアンス)要件を満たす必要がある。ねじり剛性の追従に関して、ツイスト−アクスルは、指定された範囲内でねじり剛性を有する必要があることを意味している。その一方で、ツイスト−アクスルは、荷重支持部材であり、車両の静的荷重や車両が移動する際の動的荷重などの、線形の荷重を支持するために十分な強度を有するように設計する必要がある。
ねじり剛性またはロール剛性と荷重支持要件の両方の要件を満足するツイスト−アクスルを製造する多くの提案がなされてきた。例えば、別のトーションバーを組み込んだツイスト−アクスルを製造する提案がされている。この設計のトーションバーは、必要なねじり剛性または抵抗力を提供する。国際公開WO2006/096980号に記載されているような設計では、必要なねじり抵抗力を提供するために、クロス−ビーム部材に溶接されたトーション部材がトーションバーに置き換えられている。別々の部材により、個別の設計要件が満たされる。ただし、これらの提案は、追加の製造コストと材料コストが必要となる。また、米国特許第6616157号及び米国特許第6487886号に記載されているように、管状ブランクからクロス−ビーム部材を製造する提案がされている。このようなクロス−ビーム部材は、全体的なねじり剛性の要件を達成するために、二つの高ねじれ剛性の移行部分の間に低ねじれ剛性の中央部分を有している。この中央部分は、低ねじり剛性のU−形状、V−形状または星形−形状の二重壁の断面形状を有している。ただし、このようなクロス−ビーム部材にねじり力が作用すると、中央部分と端部部分との間に配置された移行ゾーンに応力が集中して、耐久性の問題が発生する可能性がある。米国特許第6758921号に教示されているように、移行ゾーンに所望の物性を付与して、割れを防止するために、移行ゾーンを選択的に熱処理することが提案されている。このアプローチは、追加の製造工程を導入し、さらに熱処理装置が必要となる。
本発明の目的は、上記した欠点の少なくとも一つを軽減するか、または、防止することにある。
本発明は、ツイスト−アクスルに使用するクロス−ビーム部材及びこのクロス−ビーム部材を製造する方法を対象とするものである。本発明の広範な態様には、壁厚が変化するクロス−ビーム部材が含まれる。ここで、壁の厚さは、予想される部分的な応力要件及び全体的なねじり剛性の要件を満たすように、クロス−ビーム部材の長さ方向に沿って変化する。
一つの実施の形態では、クロス−ビーム部材は、二つの接続領域と、これらの二つの接続領域の間の中央部分を有している。中央部分にはねじれ弾性があり、接続領域にはねじれ剛性がある。接続領域は、トレーリングアームが剛結合されるか、または、トレーリングアームがクロス−ビーム部材に結合される領域である。管状のクロス−ビーム部材は、ねじれ弾性の中央部分から各ねじれ剛性の接続領域にかけて長手方向に沿って変化する壁厚を有している。本発明の一つの特徴では、壁厚は、中央部分よりも、接続領域の少なくとも一部の方が大きい。本発明の他の特徴では、壁厚は、ねじり弾性の中央部分から各ねじり剛性の接続領域にかけてクロス−ビーム部材に沿って滑らかに変化する。
他の実施の形態は、壁厚が変化するクロス−ビーム部材を有するツイスト−アクスルである。クロス−ビーム部材は、単一の部材であり、管状ブランクから形成されている。クロス−ビーム部材は、ねじり弾性の中央部分と、二つのねじり剛性の接続領域を有している。クロス−ビーム部材の壁厚は、ねじり弾性の中央部分から各ねじり剛性の接続領域に、クロス−ビーム部材の長さに沿って長手方向に変化している。この実施の形態の一つの特徴によれば、クロス−ビーム部材は、ほぼU−形状であり、二つのトレーリングアームを含んでいる。各トレーリングアームは、接続領域のいずれかに一体に形成され、かつ、接続領域のいずれかから、中央部分によって定められた方向に対して横断する方向に延びている。各トレーリングアームの端部は、これに装着される車輪に適用される。この実施の形態の他の特徴によれば、ツイスト−アクスルは、クロス−ビーム部材の両端に剛結合された二つのトレーリングアームを有している。トレーリングアームの一端は、車両のフレームに接続されるために適用され、また、トレーリングアームの他端は、これに装着される車輪に適用される。
他の特徴では、本発明は、様々な組み合わせと上述した特徴のサブセットを提供する。
説明が目的であり、限定するものではないが、本発明の上述した特徴及び他の特徴は、添付した図面を参照してさらに詳細に説明される。
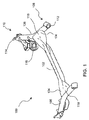
図1は、本発明の実施の形態に従うクロス−ビーム部材を含むツイスト−アクスルの斜視図である。
図2は、図1に示すツイスト−アクスルに使用するクロス−ビーム部材の斜視図である。
図3は、図2の3−3線に沿って示すクロス−ビーム部材の断面図である。
図4は、図2の4−4線に沿って示すクロス−ビーム部材の断面図である。
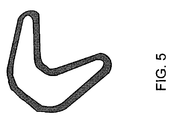
図5は、図2の5−5線に沿って示すクロス−ビーム部材の断面図である。
図6は、図2の6−6線に沿って示すクロス−ビーム部材の断面図である。
図7Aは、図2に示すクロス−ビーム部材を製造するための管状ブランクの長手方向の断面図である。
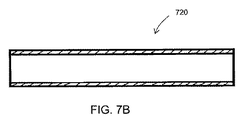
図7Bは、図7Aに示す管状ブランクを形成するために使用することができる一定壁厚の最初の管状ブランクを示す図である。
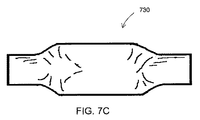
図7Cは、図7Aに示す管状ブランクから形成される部分的に平坦化された管状ブランクを示す図である。
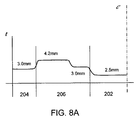
図8Aは、壁厚の長手方向の輪郭の例を示す図である(一方の半分だけが示されており、他の半分は、左右対称の鏡像である)。
図8Bは、図2に示す、3つの設計ゾーンに分割された移行部分を有するクロス−ビーム部材の壁厚の長手方向の輪郭の他の例を示す図である(一方の半分だけが示されており、他の半分は、左右対称の鏡像である)。
図8Cは、図2に示す、テーパー付けられた壁厚の移行部分を有するクロス−ビーム部材の壁厚の長手方向の輪郭のさらに他の例を示す図である(一方の半分だけが示されており、他の半分は、左右対称の鏡像である)。
図8Dは、クロス−ビーム部材の半分の全体に沿ってテーパー付けられた壁厚を有する壁厚の長手方向の輪郭のさらに他の例を示す図である(一方の半分だけが示されており、他の半分は、左右対称の鏡像である)。
図9Aは、図2に示すクロス−ビーム部材の他の実施の形態の例を示す平面図である。
図9Bは、図9Aに示すクロス−ビーム部材の壁厚の長手方向の輪郭(一方の半分だけが示されており、他の半分は、左右対称の鏡像である)の例を示す図である。
図9Cは、図9Aに示すクロス−ビーム部材を生産するための工程のステップを示す図である。
以下の説明及びそこに記載されている実施例は、本発明の原則の特定の実施例を例示する方法で提供する。これらの実施例は、本発明の原則を説明するために提供するものであり、本発明を限定するものではない。
以下の説明では、同様の部品は、明細書及び図面を通して、それぞれ同様の参照番号を用いて記載される。
以下の説明では、同様の部品は、明細書及び図面を通して、それぞれ同様の参照番号を用いて記載される。
図1には、サスペンション構造体、特に、リアサスペンション構造体におけるツイスト−アクスル100が示されている。ツイスト−アクスル100は、クロス−ビーム部材102を含んでいる。このクロス−ビーム部材は、概して長く、二つの対向する端部104を有している。ツイスト−アクスル100は、通常、二つのサイドトレーリングアーム106を備えている。
各トレーリングアーム106は、図1に示すように、第1の端部108と第2の端部110を有している。第1の端部108は、例えば、接続継手112を介して車両のフレーム(図示しない)に枢着される。各トレーリングアーム106は、後輪(図示しない)を支持するために、第2の端部110に隣接して固定されたホイールマウント114を有している。また、スプリングシート116、サスペンション構成部材を支持する他の支持構造体または他のアタッチメントは、トレーリングアーム106及び/またはクロス−ビーム部材102に固定されている。各トレーリングアーム106は、溶接、ボルト結合、または、他の任意の適切な手段によって、クロス−ビーム部材102に剛結合されている。トレーリングアームをクロス−ビーム部材102に接続する領域が接続領域118であり、この場合、クロス−ビーム部材102の端部104である。
車両が凸凹な道路の路面に沿って移動すると、車輪は、道路の路面に従って上下に移動する傾向がある。車両の両側の車輪が、車両の車体に対して異なる量だけ上下に移動すると、二つのトレーリングアーム106は、車輪の不均等な垂直方向の変位により、異なる角度だけ旋回する。クロス−ビーム部材102の各端部104がトレーリングアーム106に取り付けられているため、トレーリングアーム106がクロス−ビーム部材102の両端で異なる量だけ旋回すると、この異なる量の旋回により、クロス−ビーム部材102の両端がねじれてしまうことになる。このねじれに対応して、クロス−ビーム部材は、その固有のねじり剛性のために復元力を提供する。同様に、車両が旋回した場合、車両のばね上質量の重心の中心に作用する遠心力により、車両の一方の側から他方の側に、その結果、一方の車輪から他方の車輪に車両重量がシフトして、クロス−ビーム部材のねじり抵抗のために、トレーリングアームが不均等に旋回することになる。クロス−ビーム部材は、良好な乗り心地とタイヤの路面との良好な接触により、良好な制御性を提供するように、過大なねじり剛性ではないが、十分なねじり剛性であることが望ましい。
図2〜図6には、分離したクロス−ビーム部材102のいくつかの選択した位置での横断面形状の例が示されている。説明したように、クロス−ビーム部材102は、概して長く、長手方向に定められた二つの端部104を有している。クロス−ビーム部材102は、中央部、すなわち、中央部分202と、二つの端部を有している。各端部は、両端104のいずれか一方に形成された端部部分204と、端部部分204と中央部分202との間に形成された移行部分206を含んでいる。中央部分202は、要求されるねじれ抵抗を提供するねじれ弾性である。この実施の形態の端部部分204は、接続領域118であり、また、ねじれ剛性である。移行部分206は、ねじれ弾性の中央部分からねじれ剛性の端部分への移行部を提供する。後述するように、クロス−ビーム部材102は、好適には、中央部分202、移行部分206及び端部分204が一体に構成された管状ブランクから形成されている。端部部分204は、好適には、サイドトレーリングアーム106に取り付けられるのに適している。
クロス−ビーム部材102の横断面形状、すなわち、長手方向に対して横断する断面の断面形状は、クロス−ビーム部材の長さに沿って変化している。中央部分202の横断面は、開口した輪郭(外形)、すなわち、少なくとも二つの脚部を有する輪郭を備えている。脚部は、一端で結合されるか、少なくとも接続されて、長手方向にほぼ横切るように延びているため、他端は、開口した輪郭を形成するように互いに間隔をあけて離されている。このような開口した輪郭の例として、U−輪郭、V−輪郭、C−輪郭、X−輪郭、または、一般的な星形−形状輪郭が含まれる。このような開口した輪郭により、クロス−ビーム部材に作用するトルクによって長手方向に沿ってねじられたり、曲げられた際に、脚部の弾性形状変形とそれに続くトルクが解除された際のスプリングバックによって、中央部分202がねじり弾性にすることができる。この中央部分のねじり弾性またはねじり剛性は、例えば、クロス−ビーム部材の中央部分の開口した輪郭、断面形状、または、壁厚を有する中央部分の長さを調整することによって調整することができる。ねじれ弾性の中央部分を提供するために適している他の任意の横断面形状の輪郭を選択することもできる。
図3及び図4に示すクロス−ビーム部材の断面輪郭210は、一般的なU−形状を有している。U−形状の横断面輪郭210は、二つの脚部212と、これらの脚部を結合する中央接続部分214を有する。中央部分202の横断面輪郭は、平坦なループの形状を有する。このような輪郭は、管状ブランクの一部を平らにして、さらに、U−形状内に平坦な部分を形成することによって得ることができる。これは、2ステップの工程、すなわち、平坦化とその後の造形(シェーピング)の工程、または、組み合わせたワンステップの成形工程とすることができる。
図6において見ることができるように、端部部分204は、円形、楕円、または他の非円形形状である断面形状を有している。このような形状は、端部部分をサイドトレーリングアームに取り付けるために適している。このような横断面形状はまた、前述したように、接続領域であるねじり剛性の端部部分を提供する。移行部分206の横断面形状は、中央部分202の横断面形状から端部部分204の横断面形状に移行している。図5に示す例では、好適には、このような移行が滑らかで、かつ、緩やかである。クロス−ビーム部材がその両端104に作用する反対方向のねじり力によってねじられた場合、移行部分は、そのねじり力を中央部分に伝達する。滑らかな移行により、中央部分が、端部部分に作用して、移行部分を介して伝達されたねじり力によってねじられる場合に、移行部分に集中する増大した応力を回避することができる。
移行部分の断面形状は、中央部分のU−形状またはV−形状の断面形状から、端部部分の楕円形状のような断面形状に移行する。移行部分は、長手方向に対して横断するように部分的に内側に押圧されているので、移行部分の形状が変化して、移行部分にねじり弾性を付与する。移行部分は、その断面形状が変化するため、端部部分の近辺よりも中央部分の近辺の方がよりねじり弾性がある。移行部分の断面形状と断面形状の長手方向の変化は、例えば、中央部分の押圧成形中に固定された端部部分を保持する成形工程によって決定することができ、或いは、移行領域用に設計された成型金型によって、ねじり弾性及び移行領域におけるねじり弾性の変化をより正確に制御することによって決定することができる。また、理解できるように、移行部分における壁厚とその長手方向の変化がねじり弾性及びその変化に影響する。
図2を参照すると、本発明のクロス−ビーム部材102は、図2に表した長手方向の輪郭222で示すように、好適には、長さにそって変化する壁厚tを備えている。例示したクロス−ビーム部材102は、図3から図6で見ることができるように、周方向にほぼ均一であり、かつ、図2で見ることができるように、クロス−ビーム部材に沿って長手方向に変化する壁厚を有している。通常、長手方向の輪郭222は、ほぼ対称である。つまり、クロス−ビーム部材の壁厚は、クロス−ビーム部材の中心から両端に移動する際に均等に変化する。ただし、非対称な長手方向の輪郭も、例えば、任意の非対称形状または荷重条件に適応する必要がある場合には、考慮される。
図2は、壁厚の長手方向の変化の例、すなわち、クロス−ビーム部材の長さに沿って長手方向に変化する壁厚の例を示している。図2に示す中央部分202は、薄壁、すなわち、厚さが最も小さい壁を有している。クロス−ビーム部材の大きな壁厚は、移行部分206で発生する。好適な実施の形態では、壁厚tは、全体的な長手方向の輪郭222で示すように、一つの部分から次の部分に滑らかに移行する。移行部分の移行断面輪郭の滑らかな移行と同様に、一つの壁厚から次の壁厚へ、または、一つの部分から他の部分への壁厚の滑らかな移行は、特に、滑らかでない移行領域において、増大した局部応力の集中を回避することができる。
前述したように、クロス−ビーム部材は、ねじり剛性のコンプライアンス要件を満たす必要がある。クロス−ビーム部材はまた、耐荷重部材であり、ねじり、曲げ、せん断、及び、軸方向荷重によって生成される応力レベルに耐えるために、必要な強度を有する必要がある。前述したように、移行部分は、両端に作用するねじり力を中央部分に伝達する。移行部分の断面形状により、クロス−ビーム部材がねじられた場合に、移行部分に応力集中が起こる可能性がある。別な問題であるが、耐久性は、頻繁にねじられることによって移行部分の高応力領域に発生する潜在的な亀裂によって影響される傾向がある。理解できるように、大きな厚さにより、特定の構造における応力を減少させることができ、また、比例して、剛性を増加させることができる。低剛性と最大許容応力要件との間の妥協点となるクロス−ビーム部材のために、一定の壁厚を選択する代わりに、クロス−ビーム部材の壁厚と長さに沿った変位が「チューニング(調整)」される。換言すると、壁厚及びその長手方向の変位は、全体の耐荷重性やねじり剛性要件及び予想される局部応力集中などの設計要求にしたがって調整される。壁厚の変化は、局部の応力集中を支持するために選択される。例えば、壁厚は、大きな応力集中が予想される領域は大きく(厚く)、そのような大きな応力集中が予想されない領域では小さい。壁厚は、また、より順応性が要求される領域では減少させることができる。壁厚の変化は、局部応力がより均等に分散されるように、局部応力集中を最小限にするように選択することができる。局部応力を均等に分散させることにより、より少ない応力集中が高応力領域に早期の故障を引き起こさないように、特に、厳しい荷重条件下にある場合に、構成部品の寿命を延ばすことができる。
理解できるように、クロス−ビーム部材の中央部分、移行部分及び端部部分のいずれか一つを「調整する」ことができ、また、局部応力分布、全体的なねじり剛性のコンプライアンスなどの設計要件を満足しながら、クロス−ビーム部材の長さに沿って質量の分布を最適化するためにしばしば調整される。例えば、荷重支持要件が要求される場合、中央部分は、移行部分、端部部分または両方の部分よりも大きな壁厚を有することができ、或いは、中央部分は、他の部分の一つの壁厚とほぼ同じ壁厚を有することができる。同様に、他の部分も、必要に応じて、大きいまたは小さい壁厚を有することができる。任意の二つの部分、例えば、端部部分及び移行部分はまた、同じ壁厚を有することができる。さらに、クロス−ビーム部材を、中央部分と、二つの移行部分と、二つの端部部分に分割し、また、各部分がほぼ均一の壁厚を有するように処理することは、単に、説明上の便宜のためである。これらの部分のいずれかは、所望により、または、必要な場合には、各部分内に変化する壁厚を有するサブセクションに分割することができる。
一般に、クロス−ビーム部材の壁厚は、必要に応じて、長手方向に変化する。例えば、各部分自体が、変化する壁厚を有することができる。各部分及び各部分内の壁厚の変化は、予想される局部応力に従って、なかでも、ねじり剛性の全体的な要件、荷重支持要件、材料の選択、クロス−ビーム部材の全体の寸法と各部分の長さ、耐久性の要件などの追加要件に従って、調整、すなわち、調節される。図2に、長手方向の輪郭の一例を示す。クロス−ビーム部材102は他の形状を有することができ、図2に示す形状に限定されないことは理解できることである。クロス−ビーム部材の形状を変更することは、局部応力分布、全体的なねじり剛性及び耐荷重能力を異ならせることができ、また、壁厚の異なる長手方向の変化につながる可能性がある。
図2に示すように、変化する壁厚を有するクロス−ビーム部材は、後述する図7に示すように変化する内径と一定の外径を有する管状ブランク700から形成することができる。変化する壁厚を有する管状ブランク700自体は、PCT/CA2002/00464のPCT出願に記載されているような任意の適切な技術を使用して形成することができる。このPCT出願の内容全体が、参照することによって組み込まれる。簡単に説明すると、単一の外径と変化する内径を有する管状ブランク700は、往復マンドレルとダイのアセンブリを使用する冷間成形加工により、一定の壁厚の素管720から形成することができる。ダイは、管状ブランク700の外径に対応する開口を備えたダイキャビティを有している。マンドレルは異なる直径の部分を有しているか、または、テーパー付けられた部分を有している。管状ブランクを冷間成形する場合、マンドレルは管の内側に配置され、ダイの開口部の内外に選択的に移動されるか、或いは、異なる直径の部分がダイの開口部に選択的に配置される。ダイの開口部の寸法は、最初の管(素管)の初期の外径よりも小さい。素管がダイの開口部に押し通されると、成形される管の外径がダイの開口部の寸法まで縮小される。ダイを通過した管の壁は、マンドレルによって所望の位置で圧縮され、それによって、壁は、ダイの開口部に配置されたマンドレルの部分とダイの開口部自体との間の隙間によって限定された厚さに制限される。マンドレルをダイの開口部から取り除いた場合、このような圧縮は不可能であり、また、壁の厚さは、マンドレルによって影響を受けることはない。管がダイの開口部を介して引き出されるように、マンドレルをダイの開口部の内外に選択的に移動させることによって、また、マンドレルの異なる直径の部分をダイの開口部に選択的に配置することによって、変化する壁厚の管状ブランクが得られる。管状ブランクが所望の長さ、すなわち、設計通りの長さに達した場合、管は切断され、すなわち、素管から切り離される。
例えば、最初に、素管720がダイの開口部から引き出された場合、ダイの開口部に配置されたマンドレルの部分は、マンドレルの直径とダイの開口部の直径との間の差が、所望の壁厚の端部部分を形成するように、端部部分の壁厚の二倍の直径を有している。所望の長さの端部部分を形成した後、移行部分を形成するために、マンドレルの他の領域がダイの開口部の中で徐々に移動される。この領域のマンドレルの直径とダイの開口部の直径との間の差は、移行部分の壁厚の二倍である。マンドレルの再配置を緩やかにすると、壁厚の変化、すなわち、端部部分の壁厚から移行部分の壁厚への移行部分の壁厚も滑らかになる傾向がある。所望の長さの移行部分を形成した後、マンドレルの他の異なる領域がダイの開口部の中で徐々に移動される。この領域では、ダイの開口部の直径とマンドレルの直径との差は、中央部分の厚さの二倍である。中央部分を形成した後、マンドレルは、第2の移行部分を形成するために、再び、再配置され、その後、第2の端部部分を形成するために、再度、再配置される。次に、管は、クロス−ビーム部材に対応する変化する壁厚を有する管状ブランクを得るために切断される。
このようにして、壁厚が変化する管状ブランクが、均一な壁厚の素管ブランクから冷間成形される場合、冷間成形工程により、変形した領域に応力が導入されるため、さらに加工するためには、冷間成形した管状ブランクは、硬くなりすぎるか、あまりにも脆弱になることがある。好適には、冷間成形した管状ブランクは、この管状ブランクをクロス−ビーム部材に形成する前に、応力が解放される。
理解できるように、図7Aに示す管状ブランク700は均一の外径を有しているが、このような管状ブランクを使用することは、便宜のためだけである。特に、ダイの開口部に固定されたダイセットを使用する管状ブランクの製造の便宜のためである。管状ブランク700を生産するために、他の形式のダイセットと他の成形技術を採用することができる。したがって、管状ブランクは、内径の変化、外径の変化、または、内外径の変化の組み合わせにより、変化する壁厚を有することができる。例えば、図7Aに示す管状ブランクは、管状ブランク700の長さに沿って変化する管の内径710と一定の外径712を有している。内径と外径の間の距離が壁の厚さである。管状ブランクの長さに沿って差が変化すると、それに応じて壁の厚さも変化する。図7Aに示す例では、管状ブランクの壁厚の変化と、管状ブランクから形成されたクロス−ビーム部材の壁厚の変化は、外径はほぼ一定のままで、内径が変化するだけである。また、管状ブランクの長さに沿って、管の内径710を一定に維持して、外径712を変化させることも可能である。その時には、壁の厚さの変化は、外径の変化だけである。当然に、内径と外径の両方を、管状ブランクの長さに沿って変化させて、管状ブランクに沿う壁厚の変化に、結果的に、クロス−ビーム部材の壁厚の変化に貢献させることができる。
図7Aは、長手方向の壁厚702の輪郭を、図2に示すクロス−ビーム部材の輪郭に対応させた管状ブランク700の例を示す。図7Aに示す管状ブランクは、端部部分204に対応する二つの対向する端部領域706と、端部領域706と中央領域704との間に形成された二つの中間の移行領域708と、移行領域708の間に形成された中央領域704と、を有している。移行領域708は移行部分206に対応しており、また、中央領域704は中央部分202に対応している。以下に説明する成形工程によるいくつかの壁厚の小さな変更以外には、端部領域の壁厚は、クロス−ビーム部材の端部部分204の壁厚と本質的に同じであり、移行領域708の壁厚は、移行領域206の壁厚と本質的に同じであり、また、中央領域704の壁厚は、クロス−ビーム部材の中央部分の壁厚と本質的に同じである。このような管状ブランク700を取得後、管状ブランクは、クロス−ビーム部材を得るために、変形、たとえば、プレス成形される。
クロス−ビーム部材102を形成するために、管状ブランク700は、最初に、中央のかなりの部分が平坦にされ、さらに、U−形状の断面輪郭の中央領域704に変形される。中央領域704をU−形状輪郭に形成することは、例えば、2ステップの工程とすることができる。2ステップの工程では、第1ステップは中央部分を平坦にすることであり、図7Cに示すように、中央領域のかなりの部分、または、中央領域とこの中央領域に隣接する移行部分の一部が、部分的に平坦化された管状ブランク730を取得するために、平坦にされる。部分的に平坦化された管状ブランク730の平坦化された部分732は、続いて、U−形状の断面輪郭を形成するように曲げられる。もちろん、これらの二つのステップ、すなわち、平坦化加工と曲げ加工は、複合した一つのステップの工程で実行することができる。例えば、管状ブランク700は、長手方向にU−形状の表面を有する成形ダイに配置され、続いて、この成形ダイのU−形状の表面に従って、管状ブランクのかなりの部分が平坦化されると同時に変形される。例えば、成形ダイによって形づけられ、または、押圧されると共に曲げられて、中央領域704が変形されると、中間の移行領域708は、中央領域704が変形されることによって作用する力によって変形される。好適には、クロス−ビーム部材の断面輪郭は、一方の端部部分から、移行部分及び中央部分を介して、他方の端部部分に滑らかに移行する。長手方向に輪郭222の壁厚を有し、ほぼU−形状の中央領域からほぼ平坦な楕円形状の端部近傍部に移行するクロス−ビーム部材102を管状ブランクから形成することができる。
上述したように、端部部分、移行部分及び中央部分は、一般に、一定の壁厚を有する必要はない。それらのいずれかが、これらの部分の設計要件を満たすために異なる壁厚の領域を有することができる。図8Aは、クロス−ビーム部材の長手方向の輪郭の例を示しており、移行部分は二つの領域に分割され、端部部分の近傍は大きい壁厚を有しているが、他の領域の壁厚は小さい。図8Bは他の例を示しており、移行部分206は、三つのゾーン、すなわち、ゾーン1、ゾーン2及びゾーン3に分割され、ゾーン1は端部部分204に隣接すると共にゾーン3は中央部分202に隣接している。ゾーン2は、ゾーン1とゾーン3との間に形成されている。これらの各ゾーンは、設計要件に従って壁の厚さを調節、すなわち、調整することができ、設計ゾーンと呼ばれる。一つの例として、ゾーン1の壁厚はゾーン2の壁厚よりも大きく、ゾーン2の壁厚はゾーン3の壁厚よりも大きく、また、ゾーン3の壁厚は中央部分の壁厚よりも大きくすることができる。別の例として、ゾーン3は最小の壁厚を有し、ゾーン2は最大の壁厚を有し、また、中央部分は、ゾーン2とゾーン3の間の壁厚を有することができる。当然ではあるが、特定の設計要件及び異なる特定の車両の制約によって、各部分の設計ゾーンの数を異ならせること、これらの各ゾーンを他の壁厚の分布とすること、及び、それらの値を中央部分と端部部分の壁厚に関連させることが可能である。図8Cは、壁厚の変化の別の例を示している。端部部分204の壁厚は、中央部分202の壁厚よりも大きい。端部部分204と中央部分202との間の移行部分206は、テーパー付けられた壁厚、すなわち、移行部分の壁厚が中央部分に向けて連続的に減少する壁厚を有している。図8Dは、全ての三つの部分、すなわち、端部部分204、移行部分206及び中央部分202において、壁厚が、クロス−ビーム部材の中央部分に向けて連続して減少する、さらに他の例を提供する。
図9Aは、他の実施の形態のツイスト−アクスル100’の例を示している。ほぼ直線状のクロス−ビーム部材の代わりに、ツイスト−アクスル100’は、ほぼU−形状のクロス−ビーム部材102’を有している。U−形状のクロス−ビーム部材102’は、ほぼ直線状の中央部分202と、U−形状の脚部に形成された二つの一体のトレーリングアーム120を備えた二つの移行部分206を有している。一体のトレーリングアーム120のそれぞれは、U−形状のクロス−ビーム部材102’の接続領域118から延在している。各一体のトレーリングアーム120は末端側端部122を有しており、この末端側端部には、ホイールマウント114が固定され、車輪を接続するのに適している。中央部分202、移行部分206、接続領域118’、及び、一体に形成されたトレーリングアーム120を含むU−形状のクロス−ビーム部材102’は一体部品であり、以下に詳述するように、一つの管状ブランクから形成されている。中央部分202、移行部分206、接続領域118’の形状と横断面の輪郭は、曲げられた接続領域118を除いて、ツイスト−アクスル100のほぼ直線状のクロス−ビーム部材102と実質的に同様であるため、ここでは詳しくは説明しない。
ツイスト−アクスル100’は、また、図2に示すツイスト−アクスル100のトレーリングアーム106の前側部分に対応する一対のサイドアーム124を有している。各サイドアーム124は、クロス−ビーム部材102’の接続領域に固定するために適した一方の端部を有している。図9Aに示す例では、サイドアーム124は、スプリングシート116と、クロス−ビーム部材102’の接続領域118’に溶着されている。各サイドアーム124は、例えば、接続具112を介して車両のフレームに接続するのに適した他方の端部を有している。サイドアーム124は管状とすることができるか、または、型で打ち抜くことができる。これらはまた、開断面形状または閉断面形状にすることもできる。
クロス−ビーム部材102’は、その長さに沿って変化する壁厚を有している。壁の厚さの変化は、ねじれ弾性の中央部分とねじり剛性の接続部分を提供する。各接続領域118’の一部、ここでは一体に形成されたトレーリングアーム106は、少なくとも、ねじり剛性に形成される。壁厚は、クロス−ビーム部材に沿って、一方の末端側端部122から他方の末端側端部122に滑らかに変化する。
図9Bは、クロス−ビーム部材102’(一方の半分だけを示し、他方の半分は鏡像である)の壁の厚さの長手方向の輪郭の例を示す。壁厚は、一体形成のトレーリングアーム120部分で約2.7mmであり、続いて、接続領域118’で約3.4mmに増加する。壁厚は、中央部分202が最小で、この例では、約1.7mmである。図9Bに示すクロス−ビーム部材102’の例では、各接続領域118’と中央部分202との間に形成された移行部分206を有している。移行部分206は、この例では、接続領域の壁厚と中央部分の壁厚との間の壁厚を有しており、約2.3mmである。当然ながら、この例において、異なる領域の相対的な壁厚とその値を図示するだけであり、特定の設計要件及び異なる特定の車両の制約に応じて異ならせることができることは理解されるであろう。
クロス−ビーム部材102’を形成するためには、一連のステップが必要である。図9Cには、クロス−ビーム部材102’を形成するためのいくつかの追加のステップを含む、工程のステップが示されている。工程900は、変化する壁厚の管状ブランク700を形成する工程(ステップ910)で開始される。変化する壁厚の管状ブランクを形成する工程の詳細は、クロス−ビーム部材102の形成に関連して提供しており、ここでは繰り返して説明しない。管状ブランク700は、図9Bに示す一例である、クロス−ビーム部材102’に対応する長手方向の壁厚の輪郭を有している。管状ブランク700は、続いて、クロス−ビーム部材の中央領域と接続領域に対応する領域などの、相当の変形が予想される領域で応力が解放される(ステップ912)。次に、追加的に、予備曲げ加工ステップ914で、応力が解放された管状ブランクが、この応力が解放された管状ブランクを「U」形状にするように、接続領域で曲げられる。次に、ステップ916で、ほぼ直線状のクロス−ビーム部材102の形成に関連して説明した前述した方法で、中央部分がほぼ開断面輪郭を形成するように形成される。前述した方法はここでは繰り返さない。次に、ステップ918で、一体成形されたトレーリングアーム120が形成される。このステップでは、一体成形されたトレーリングアーム120は、必要な寸法にすることができる。最後に、追加的に、接続領域や移行領域などの高い強度が必要とされるか望まれる領域に、加熱処理と焼入れ処理が適用される(ステップ920)と共に、これらの領域にショットピーニングが適用される(ステップ922)。利便のために、または、好適には、加熱処理と焼入れ処理は、クロス−ビーム部材102’の全体に適用することができる。同様に、部分的にまたは全体の表面の両方にショットピーニングが意図される。ショットピーニングは、管状のクロス−ビーム部材102’の内面、外面、または、内外面の両方にも適用することができる。
前述したように、上記したステップの一部は省略可能である。例えば、特定の応用や生産の要件によって、加熱処理と焼入れ処理(ステップ920)、直後のショットピーニングのステップ922は、必要としないことがある。さらに、理解されるように、図示して説明した順序に従ういくつかのステップは、必要としない可能性がある。例えば、加熱処理及び焼入れ処理(ステップ920)と、後続のショットピーニングのステップ922は、設計要件に応じて、予備曲げ加工ステップ(ステップ914)の前に、再度、実施することもできる。
任意の与えられた荷重要件及びねじり剛性要件のために、壁厚は、材料の選択によって影響されることを理解されたい。クロス−ビーム部材の製造に適した一つの材料は、HSLA80F鋼(YS80ksi、UTS95ksi,20%の一様な伸び)などのHSLA鋼である。HSLA鋼は、一般に、いくつかの典型的な応用では、クロス−ビーム部材を形成した後の焼入れ、焼きし処理を必要とすることなく、必要な高強度を提供するのに適している。HSLA鋼が望ましいが、他の材料を使用できることもできる。例えば、熱処理は回避する方が好ましいが、さらに重量を減少させるために、或いは、特に、低剛性値を満足するために、高い強度を有するが熱処理を必要とする他の材料を使用することも考えられる。このような一つの材料はボロン鋼である。ボロン鋼は、かなり高い強度のため、より軽量で、または、より低剛性のアクスル(車軸)を、HSLA鋼よりも簡単に荷重要件を満たすことができる。クロス−ビーム部材は、Mn22B5などのボロン鋼から製造することができる。ただし、移行部分の熱処理は、一般に、所望の降伏点を達成するために、熱処理した領域を強化する必要がある。移行部分は、中央部分がU−形状断面の輪郭に形成される前、または、後に、熱処理することができる。熱処理はまた、より高い強度が要求される特定の領域が考えられる。そのような例が、U−形状のクロス−ビーム部材を形成する記載に関連して、上述されている。
本発明の種々の実施の形態が詳細に記載されている。当業者であれば、発明の範囲から離れることなく、数々の修正、適用、変更が可能であることを理解するだろう。上記したベストモードの変更や追加は、自然、精神または本発明の範囲から離れることなく行うことができるので、本発明は、添付した請求項だけでなく、これらの詳細に限定されるものではない。
Claims (30)
- 車両のツイスト−アクスルに使用する単一の管状のクロス−ビーム部材であって、
該ツイスト−アクスルは、二つのトレーリングアームを備えており、クロス−ビーム部材はトレーリングアームの間に延びて、クロス−ビーム部材の二つの接続領域にトレーニングアームが結合されて、一体のアクスルが形成されており、クロス−ビーム部材は、二つの接続領域の間に形成された中央部分を含んでおり、該中央部分はねじり弾性を有し、各接続領域は、各トレーリングアームを結合する接続領域の少なくとも一部に隣接してねじり剛性を備えており、クロス−ビーム部材は、周方向にほぼ均一で、かつ、ねじり弾性の中央部分からねじり剛性の各接続領域に長手方向に変化する壁厚を有している、ことを特徴とするクロス−ビーム部材。 - クロス−ビーム部材の壁厚は、ねじり弾性の部分からねじり剛性の各接続領域に滑らかに変化することを特徴とする請求項1に記載のクロス−ビーム部材。
- 接続領域の少なくとも一部の壁厚は、中央部分の壁厚よりも大きいことを特徴とする請求項1に記載のクロス−ビーム部材。
- 接続領域の少なくとも一部の壁厚は、中央部分の壁厚よりも小さいことを特徴とする請求項1に記載のクロス−ビーム部材。
- 中央部分は、ねじり弾性を提供するように、ほぼ開口した断面の輪郭を有していることを特徴とする請求項1に記載のクロス−ビーム部材。
- クロス−ビーム部材は、二つの対向する端部と、端部のいずれかで形成された接続領域を有しており、さらに、各接続領域は、クロス−ビーム部材の対向する各端部に形成された端部部分と、端部部分と中央部分との間に形成された移行部分と、を含んでおり、また、端部部分はねじり剛性であることを特徴とする請求項1に記載のクロス−ビーム部材。
- クロス−ビーム部材は、横断面輪郭を有しており、該横断面輪郭は、中央部分でほぼU−形状またはV−形状であり、移行領域で、U−形状またはV−形状から、端部部分の端部断面形状に滑らかに移行することを特徴とする請求項6に記載のクロス−ビーム部材。
- 壁厚は、中央部分、移行部分及び端部部分の一つまたはそれ以上で変化することを特徴とする請求項6に記載のクロス−ビーム部材。
- 壁厚は、中央部分の壁厚よりも移行部分で大きいことを特徴とする請求項6に記載のクロス−ビーム部材。
- 壁厚は、中央部分の壁厚よりも移行部分で小さいことを特徴とする請求項6に記載のクロス−ビーム部材。
- 壁厚は、端部部分よりも移行部分で大きいことを特徴とする請求項6に記載のクロス−ビーム部材。
- 壁厚は、端部部分よりも移行部分で小さいことを特徴とする請求項6に記載のクロス−ビーム部材。
- クロス−ビーム部材は、ほぼU−形状であり、さらに、一体に形成された二つのトレーリングアームを含んでおり、各トレーリングアームは、接続領域によって定められた長手方向に対して横断する方向に、接続領域のいずれかから延びていることを特徴とする請求項1に記載のクロス−ビーム部材。
- 一体に形成された各トレーリングアームは末端側端部を有しており、該末端側端部は、車輪の接続に適していることを特徴とする請求項13に記載のクロス−ビーム部材。
- 車両のツイスト−アクスルに使用する単一の管状のクロス−ビーム部材を製造する方法であって、
クロス−ビーム部材は、長手方向を定める二つの接続領域と、これらの接続領域の間に形成された中央部分を有しており、該中央部分は、ねじり弾性を備えると共にほぼ開口断面の輪郭を有しており、接続領域は、少なくとも一部にねじり剛性を備えており、クロス−ビーム部材は、周方向にほぼ均一で、かつ、ねじり弾性の中央部分からねじり剛性の各接続領域に長手方向に変化する壁厚を有しており、
前記方法は、
a)中央部分に対応する中央領域を有し、クロス−ビーム部材の壁厚に対応する管状ブランクの変化する壁厚を有している、変化する壁厚の管状ブランクを取得するために、均一な壁厚の最初の管状ブランクを冷間成形するステップと、
b)クロス−ビーム部材を取得するために、ほぼ開口断面輪郭の中央部分に従う管状ブランクの中央領域を変形するステップと、を含むことを特徴とするクロス−ビーム部材を製造する方法。 - ステップa)は、中央部分から接続領域に段階的に移行する壁厚を提供するステップを含むことを特徴とする請求項15に記載の方法。
- クロス−ビーム部材は、二つの対向する端部と、対向する端部のいずれかに形成された接続領域を有しており、クロス−ビーム部材は、さらに、クロス−ビーム部材の対向する各端部に形成された端部部分と、端部部分と中央部分との間に形成された移行部分と、を含んでおり、
前記ステップb)は、さらに、各端部部分の断面の輪郭を変更しないままで、クロス−ビーム部材の横断面の輪郭を、各移行部分で段階的に変化させるように、中央領域を変形するステップ、を含むことを特徴とする請求項15に記載の方法。 - クロス−ビーム部材は、該クロス−ビーム部材の長さに沿って長手方向に変化する横断面輪郭を有しており、この横断面輪郭は、U−形状またはV−形状の中央部分を有しており、
前記ステップb)は、部分的に平坦化された管状ブランクを取得するために、中央部分に対応する中央領域を平坦にするステップと、U−形状またはV−形状の輪郭を形成するために平坦化された領域を曲げ加工するステップと、を有しており、ここで、クロス−ビーム部材の横断面の輪郭は、U−形状またはV−形状の中央部分から接続領域の端部断面輪郭に滑らかに変化される、ことを特徴とする請求項15に記載の方法。 - ステップa)は、壁厚が均一で、かつ、最初の外径を有する最初の管状ブランクを提供するステップと、マンドレルとダイのアセンブリを介して、最初の管状ブランクを引き抜くステップと、前記マンドレルとダイのアセンブリは、最初の外径よりも小さいダイ開口部を備えたダイと、異なる外径の領域を有するマンドレルと、を含んでおり、ここで、変化する壁厚の管状ブランクを取得するために、最初の管状ブランクがダイ開口部を介して引き抜かれるように、マンドレルはダイ開口部に選択的に配置される、ことを特徴とする請求項15に記載の方法。
- さらに、ステップb)の前に、壁厚が変化する管状ブランクの応力を解放するステップを含む、ことを特徴とする請求項15に記載の方法。
- クロス−ビーム部材は、ほぼU−形状であり、接続領域と一体に形成された二つのトレーリングアームを含んでおり、二つのトレーリングアームは、接続領域によって定められた長手方向に対して横断する方向に、接続領域のいずれかから延びており、
前記方法は、さらに、
c)一体のトレーリングアームを形成するために、各接続領域でクロス−ビーム部材を曲げ加工するステップを含む、ことを特徴とする請求項15に記載の方法。 - さらに、ステップb)の前に、U−形状の予備変形した管状ブランクを取得するために、管状ブランクを予備曲げ加工するステップb1)を含む、ことを特徴とする請求項21に記載の方法。
- さらに、ステップc)の後に、または、ステップb)の前に、クロス−ビーム部材に加熱処理及び焼入れ処理するステップd)を含む、ことを特徴とする請求項21に記載の方法。
- 加熱処理及び焼入れ処理は接続領域に適用されることを特徴とする請求項23に記載の方法。
- さらに、ステップd)の直後に、クロス−ビーム部材にショットピーニングを適用するステップe)を含む、ことを特徴とする請求項23に記載の方法。
- ショットピーニングは、接続領域に適用することを特徴とする請求項25に記載の方法。
- 車両用のツイスト−アクスルであって、該ツイスト−アクスルは、
車両のフレームに取り付けられるような第1の端部を有する二つのトレーリングアームと、一体のアクスルを形成するために、クロス−ビーム部材の二つの接続領域に結合され、これらの接続領域の間で延びる管状で単一のクロス−ビーム部材と、を含んでおり、管状のクロス−ビーム部材は、さらに、接続領域の間に形成された中央部分を含んでおり、中央部分はねじり弾性を有しており、かつ、各接続領域は、各トレーリングアームが結合される接続領域の少なくとも一部に隣接してねじり剛性を有しており、管状のクロス−ビーム部材は、ほぼ周方向に均一で、ねじり弾性の中央部分からねじり剛性の各接続領域までクロス−ビーム部材の長手方向に沿って変化する壁厚を有している、ことを特徴とする車両用のツイスト−アクスル。 - 各トレーリングアームは、車輪の接続に適した第2の端部を有することを特徴とする請求項27に記載のツイスト−アクスル。
- クロス−ビーム部材は、ほぼU−形状であり、さらに、接続領域と一体に形成され、接続領域のいずれかから、接続領域によって定められた長手方向に対して横断する方向に延びる、二つの一体形成したトレーリングアームを含むことを特徴とする請求項27に記載のツイスト−アクスル。
- 各一体のトレーリングアームは、末端側端部を有しており、該末端側端部は、車輪を接続するのに適していることを特徴とする請求項29に記載のツイスト−アクスル。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10638908P | 2008-10-17 | 2008-10-17 | |
| US61/106,389 | 2008-10-17 | ||
| CA2,644,464 | 2008-11-28 | ||
| CA2644464A CA2644464C (en) | 2008-10-17 | 2008-11-28 | Twist-axle of variable wall thickness |
| PCT/CA2009/001456 WO2010043036A1 (en) | 2008-10-17 | 2009-10-15 | Twist-axle with longitudinally- varying wall thickness |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013118909A Division JP6093998B2 (ja) | 2008-10-17 | 2013-06-05 | ツイスト−アクスルに使用するクロス−ビーム部材を製造する方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012505784A true JP2012505784A (ja) | 2012-03-08 |
Family
ID=40348405
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011531311A Pending JP2012505784A (ja) | 2008-10-17 | 2009-10-15 | 変化する壁厚を有するツイスト−アクスル |
| JP2013118909A Active JP6093998B2 (ja) | 2008-10-17 | 2013-06-05 | ツイスト−アクスルに使用するクロス−ビーム部材を製造する方法 |
| JP2015076000A Active JP6110888B2 (ja) | 2008-10-17 | 2015-04-02 | クロス−ビーム部材及びこれを使用するツイスト−アクスル |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013118909A Active JP6093998B2 (ja) | 2008-10-17 | 2013-06-05 | ツイスト−アクスルに使用するクロス−ビーム部材を製造する方法 |
| JP2015076000A Active JP6110888B2 (ja) | 2008-10-17 | 2015-04-02 | クロス−ビーム部材及びこれを使用するツイスト−アクスル |
Country Status (12)
| Country | Link |
|---|---|
| US (4) | US8490990B2 (ja) |
| EP (1) | EP2334503B1 (ja) |
| JP (3) | JP2012505784A (ja) |
| KR (1) | KR101263122B1 (ja) |
| CN (2) | CN102177036B (ja) |
| BR (1) | BRPI0920460B1 (ja) |
| CA (1) | CA2644464C (ja) |
| ES (1) | ES2754061T3 (ja) |
| HU (1) | HUE046200T2 (ja) |
| PL (1) | PL2334503T3 (ja) |
| RU (1) | RU2509659C2 (ja) |
| WO (1) | WO2010043036A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014118915A1 (ja) * | 2013-01-30 | 2014-08-07 | 新日鐵住金株式会社 | トーションビーム、トーションビーム組立体及びトーションビーム式サスペンション装置 |
| JP6213705B1 (ja) * | 2016-05-10 | 2017-10-18 | 新日鐵住金株式会社 | トーションビーム製造方法、トーションビーム製造装置、及びトーションビーム |
| WO2017195706A1 (ja) * | 2016-05-10 | 2017-11-16 | 新日鐵住金株式会社 | トーションビーム製造方法、トーションビーム製造装置、及びトーションビーム |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2644464C (en) * | 2008-10-17 | 2010-04-20 | Arcelormittal Tubular Products Canada Inc. | Twist-axle of variable wall thickness |
| DE102009050058C5 (de) * | 2009-10-21 | 2019-02-28 | Volkswagen Ag | Verbundlenkerachse und Verfahren zur Herstellung von Verbundlenkerachsen für Kraftfahrzeuge |
| DE102010029944A1 (de) * | 2010-06-10 | 2011-12-15 | Linde + Wiemann Gmbh Kg | Torsionsrohr für eine Verbundlenkerachse |
| US20130140785A1 (en) * | 2011-12-01 | 2013-06-06 | Andreas Stranz | Vehicle Axle |
| JP6234380B2 (ja) * | 2012-02-01 | 2017-11-22 | マグナ インターナショナル インコーポレイテッド | 横方向ストラット及び横方向ストラットを形成する方法 |
| ITBO20120271A1 (it) * | 2012-05-16 | 2013-11-17 | Ferrari Spa | Puntone collassabile a deformazione controllata per il telaio di un veicolo stradale |
| JP5561445B2 (ja) | 2012-06-08 | 2014-07-30 | 新日鐵住金株式会社 | 連結構造、連結構造を有する連結部材、及び連結構造を有する連結部材の製造方法 |
| WO2015028951A2 (en) * | 2013-08-27 | 2015-03-05 | Metalsa S.A. De C.V. | Method and apparatus for manufacturing a variable thickness side rail |
| JP6195069B2 (ja) * | 2014-03-18 | 2017-09-13 | マツダ株式会社 | 車両のサスペンションの取付構造 |
| DE102015206910B4 (de) * | 2014-06-13 | 2021-03-04 | Ford Global Technologies, Llc | Torsionsprofil für eine Verbundlenkerachse |
| DE102014109453A1 (de) * | 2014-07-07 | 2016-01-07 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Torsionsprofils aus einem rohrförmigen Hohlprofil sowie Torsionsprofil |
| KR101673343B1 (ko) * | 2015-05-06 | 2016-11-07 | 현대자동차 주식회사 | 차량용 커플드 토션 빔 액슬 |
| DE102015212125A1 (de) | 2015-06-30 | 2017-01-05 | Ford Global Technologies, Llc | Torsionsquerträger, insbesondere für eine Verbundlenkerachse und Kraftfahrzeug aufweisend den Torsionsquerträger |
| DE102016210458B4 (de) | 2015-06-30 | 2022-03-31 | Ford Global Technologies, Llc | Torsionsquerträger, insbesondere für eine Verbundlenkerachse und Kraftfahrzeug aufweisend den Torsionsquerträger |
| DE202015103545U1 (de) | 2015-06-30 | 2015-07-23 | Ford Global Technologies, Llc | Torsionsquerträger, insbesondere für eine Verbundlenkerachse und Kraftfahrzeug aufweisend den Torsionsquerträger |
| DE102015114943A1 (de) * | 2015-09-07 | 2017-03-09 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines geschlossenen Hohlprofils für eine Fahrzeugachse |
| MX2018010708A (es) * | 2016-03-10 | 2019-01-21 | Nippon Steel & Sumitomo Metal Corp | Metodo de fabricación de componentes automotrices y componente automotriz. |
| CN105835652A (zh) * | 2016-03-19 | 2016-08-10 | 安徽国德新能源汽车有限公司 | 一种汽车整体式扭力梁 |
| IN201817018675A (ja) * | 2016-03-30 | 2018-09-21 | Nippon Steel & Sumitomo Metal Corp | |
| DE102016007367A1 (de) * | 2016-06-16 | 2017-10-19 | Hochschule für Angewandte Wissenschaft und Kunst - Hildesheim/Holzminden/Göttingen | Starres Fahrwerk für Nutzfahrzeuge |
| JP6521914B2 (ja) * | 2016-07-26 | 2019-05-29 | トヨタ自動車株式会社 | 製造方法、スタビライザの製造方法およびスタビライザ製造用金型 |
| DE102016124100A1 (de) * | 2016-12-12 | 2018-06-14 | Benteler Automobiltechnik Gmbh | Achs- oder Fahrwerksbauteil für ein Kraftfahrzeug |
| CN108247282A (zh) * | 2016-12-28 | 2018-07-06 | 本特勒尔汽车技术有限公司 | 用于制造汽车轴的封闭的空心型材的方法 |
| JP6836304B2 (ja) * | 2017-03-02 | 2021-02-24 | 本田技研工業株式会社 | トーションビーム式サスペンション構造、トーションビームおよび車両 |
| JP2018176240A (ja) * | 2017-04-17 | 2018-11-15 | 本田技研工業株式会社 | トーションビームの製造方法 |
| JP6893637B2 (ja) * | 2017-07-27 | 2021-06-23 | 株式会社ワイテック | 車両のトーションビーム構造 |
| DE102017216773A1 (de) | 2017-09-21 | 2019-03-21 | Volkswagen Aktiengesellschaft | Hilfsrahmen mit Querträger |
| US10507870B2 (en) | 2017-11-07 | 2019-12-17 | Cnh Industrial America Llc | Calibrated frame stiffness gradient in an agricultural product sprayer |
| RU178414U1 (ru) * | 2017-11-14 | 2018-04-03 | Публичное акционерное общество "АВТОВАЗ" | Штанга стабилизатора поперечной устойчивости взаимосвязанных рычагов задней подвески автомобиля |
| DE102018100989B3 (de) | 2018-01-17 | 2019-02-14 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines gebogenen Torsionsprofils sowie Torsionsprofil |
| DE102018106726B4 (de) | 2018-03-21 | 2023-12-28 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung einer Verbundlenkerachse |
| JP7040329B2 (ja) * | 2018-07-17 | 2022-03-23 | トヨタ自動車株式会社 | クロスメンバ |
| DE102019103926A1 (de) * | 2019-02-15 | 2020-08-20 | Walter Henrich GmbH | Verfahren und Vorrichtung zum axialen Umformen eines Rohres |
| CN111137097B (zh) * | 2020-02-14 | 2020-09-25 | 江苏汤臣汽车零部件有限公司 | 平衡悬架组合结构 |
| CN111361375B (zh) * | 2020-03-24 | 2021-12-07 | 吉利汽车研究院(宁波)有限公司 | 扭力梁后桥总成及具有其的车辆 |
| CN111976411B (zh) * | 2020-08-26 | 2022-09-16 | 奇瑞汽车股份有限公司 | 汽车扭力梁结构及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0681932A2 (de) * | 1994-05-13 | 1995-11-15 | Adam Opel Ag | Kraftfahrzeug-Hinterachse |
| EP0760265A1 (de) * | 1995-08-26 | 1997-03-05 | Benteler Ag | Rohr zur Verwendung bei der Herstellung von Kraftfahrzeugkomponenten und Kraftfahrzeugachse mit einem solchen Rohr |
| JP2000318420A (ja) * | 1999-05-17 | 2000-11-21 | Daihatsu Motor Co Ltd | トレーリングアーム式サスペンション |
| JP2001321846A (ja) * | 2000-03-09 | 2001-11-20 | Toyota Motor Corp | 異形断面筒状体の製造方法及びトーションビーム用アクスルビーム |
| US6585331B2 (en) * | 2001-09-06 | 2003-07-01 | Meritor Heavy Vehicle Technology, Llc | Tubular axle beam |
| CA2522109A1 (en) * | 2004-10-01 | 2006-04-01 | Stefano Lepre | Vehicle structural components made from tubular members and method therefor |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1823158A (en) * | 1929-05-15 | 1931-09-15 | Clark Equipment Co | Axle and method of making the same |
| US3648498A (en) * | 1970-08-10 | 1972-03-14 | Minnesota Mining & Mfg | Peening device for tube finishing |
| JPS58188532A (ja) | 1982-04-28 | 1983-11-04 | Nhk Spring Co Ltd | 中空スタビライザの製造方法 |
| JPS6267315A (ja) * | 1985-09-18 | 1987-03-27 | 日本発条株式会社 | 懸架装置用uボルト |
| SU1355501A1 (ru) * | 1985-11-25 | 1987-11-30 | Волжское объединение по производству легковых автомобилей | Устройство закреплени на раме автомобил ведущих колес и картера главной передачи |
| FR2590847B1 (fr) | 1985-12-02 | 1988-05-20 | Vallourec | Essieu semi-rigide pour vehicule |
| JP2618159B2 (ja) | 1992-07-31 | 1997-06-11 | 日本発条株式会社 | 中空トーションバー |
| DE4328002C1 (de) * | 1993-08-20 | 1994-08-04 | Schumag Ag | Verfahren zur Vorbereitung eines dickwandigen Rohrrohlings für einen nachfolgenden Kaskadenzug |
| JPH07186654A (ja) * | 1993-12-24 | 1995-07-25 | Yorozu:Kk | トーションビーム式サスペンションとその製造方法 |
| US6099084A (en) | 1994-11-25 | 2000-08-08 | Vaw Aluminium Ag | Twist beam axle and method of producing same |
| DE4441971A1 (de) | 1994-11-25 | 1996-05-30 | Vaw Ver Aluminium Werke Ag | Kraftfahrzeug-Hinterachse und Verfahren zu ihrer Herstellung |
| DE19820415C1 (de) | 1998-05-07 | 1999-09-16 | Benteler Werke Ag | Verfahren zum Umformen eines Ausgangsrohrs mit kreisrundem Querschnitt in ein U-förmiges Profil und Vorrichtung zur Durchführung des Verfahrens |
| FR2782474B1 (fr) | 1998-08-19 | 2000-11-17 | Lorraine Laminage | Traverse d'un train arriere de vehicule automobile |
| JP2000211330A (ja) | 1999-01-22 | 2000-08-02 | Toyota Motor Corp | ト―ションビ―ム式サスペンション装置 |
| DE19911282A1 (de) * | 1999-03-13 | 2000-09-21 | Thyssen Krupp Automotive Gmbh | Verbundlenkerhinterachse |
| DE19941993C1 (de) | 1999-09-02 | 2000-12-14 | Benteler Werke Ag | Verfahren zur Herstellung eines biegesteifen torsionsweichen Rohrprofils als Querträger für eine Verbundlenkerhinterachse eines Personenkraftwagens |
| GB9925415D0 (en) | 1999-10-28 | 1999-12-29 | Meritor Heavy Vehicle Sys Ltd | Vehicle axle |
| US6523841B2 (en) | 2000-05-31 | 2003-02-25 | Benteler Ag | Twist-beam axle for motor vehicles |
| JP2002120534A (ja) * | 2000-10-16 | 2002-04-23 | Mitsubishi Motors Corp | リヤサスペンション |
| DE20101602U1 (de) * | 2001-01-31 | 2001-04-05 | Benteler Automobiltechnik Gmbh | Verbundlenkerachse |
| CA2342702A1 (en) * | 2001-04-04 | 2002-10-04 | Copperweld Canada Inc. | Forming method using tube blanks of variable wall thickness |
| US20040060385A1 (en) * | 2002-09-16 | 2004-04-01 | Prucher Bryan P. | One-piece axle tube housing assembly |
| DE10329424B4 (de) * | 2003-07-01 | 2005-04-28 | Thyssenkrupp Stahl Ag | Verfahren zum Herstellen eines längsgeschlitzten Hohlprofils mit mehreren, im Querschnitt verschiedenen Längsabschnitten aus einer ebenen Blechplatine |
| JP4569963B2 (ja) * | 2003-07-03 | 2010-10-27 | アイシン軽金属株式会社 | サスペンションアーム |
| DE10351954A1 (de) | 2003-11-07 | 2005-08-18 | Benteler Automobiltechnik Gmbh | Verbundlenkerachse und Verfahren zur Herstellung eines Querträgers |
| US7090309B2 (en) * | 2003-11-25 | 2006-08-15 | Dana Corporation | Variable wall thickness trailer axles |
| JP4211722B2 (ja) * | 2004-10-07 | 2009-01-21 | トヨタ自動車株式会社 | トーションビーム式サスペンション装置 |
| KR20070114744A (ko) | 2005-03-16 | 2007-12-04 | 마그나 인터내셔널 인코포레이티드 | 일체형 비틀림 바아를 구비한 트위스트 비임 축 |
| JP4301307B2 (ja) * | 2007-03-01 | 2009-07-22 | トヨタ自動車株式会社 | トーションビーム式サスペンション |
| KR100958977B1 (ko) * | 2007-07-25 | 2010-05-20 | 주식회사 포스코 | 자동차의 후륜 현가장치용 튜브형 토션 빔 및 그 제조방법 |
| PL2183122T3 (pl) * | 2007-09-05 | 2013-03-29 | Magna Int Inc | Belka skrętna z blokadą |
| DE102008031123A1 (de) * | 2008-07-02 | 2010-01-07 | Bayerische Motoren Werke Aktiengesellschaft | Gegenlenkende Fahrzeug-Hinterachse |
| ITTO20080521A1 (it) * | 2008-07-08 | 2010-01-08 | Sistemi Sospensioni Spa | Traversa per una sospensione posteriore a ponte torcente per autoveicolo e procedimento per la sua fabbricazione |
| CA2644464C (en) * | 2008-10-17 | 2010-04-20 | Arcelormittal Tubular Products Canada Inc. | Twist-axle of variable wall thickness |
| DE102009031846A1 (de) * | 2009-07-03 | 2011-01-05 | GM Global Technology Operations, Inc., Detroit | Hinterachse vom Verbundlenkerachstyp für Kraftfahrzeug |
-
2008
- 2008-11-28 CA CA2644464A patent/CA2644464C/en active Active
-
2009
- 2009-10-15 KR KR1020117008606A patent/KR101263122B1/ko active IP Right Review Request
- 2009-10-15 JP JP2011531311A patent/JP2012505784A/ja active Pending
- 2009-10-15 HU HUE09820150A patent/HUE046200T2/hu unknown
- 2009-10-15 BR BRPI0920460-1A patent/BRPI0920460B1/pt active IP Right Grant
- 2009-10-15 WO PCT/CA2009/001456 patent/WO2010043036A1/en active Application Filing
- 2009-10-15 ES ES09820150T patent/ES2754061T3/es active Active
- 2009-10-15 EP EP09820150.2A patent/EP2334503B1/en active Active
- 2009-10-15 US US13/124,509 patent/US8490990B2/en active Active
- 2009-10-15 CN CN200980139911.XA patent/CN102177036B/zh active Active
- 2009-10-15 PL PL09820150T patent/PL2334503T3/pl unknown
- 2009-10-15 CN CN201610421241.2A patent/CN106080090B/zh active Active
- 2009-10-15 RU RU2011119534/11A patent/RU2509659C2/ru active
-
2012
- 2012-10-31 US US13/664,698 patent/US9150073B2/en active Active
-
2013
- 2013-06-05 JP JP2013118909A patent/JP6093998B2/ja active Active
- 2013-06-06 US US13/911,357 patent/US9919572B2/en active Active
-
2015
- 2015-04-02 JP JP2015076000A patent/JP6110888B2/ja active Active
-
2018
- 2018-03-19 US US15/925,156 patent/US10583705B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0681932A2 (de) * | 1994-05-13 | 1995-11-15 | Adam Opel Ag | Kraftfahrzeug-Hinterachse |
| EP0760265A1 (de) * | 1995-08-26 | 1997-03-05 | Benteler Ag | Rohr zur Verwendung bei der Herstellung von Kraftfahrzeugkomponenten und Kraftfahrzeugachse mit einem solchen Rohr |
| JP2000318420A (ja) * | 1999-05-17 | 2000-11-21 | Daihatsu Motor Co Ltd | トレーリングアーム式サスペンション |
| JP2001321846A (ja) * | 2000-03-09 | 2001-11-20 | Toyota Motor Corp | 異形断面筒状体の製造方法及びトーションビーム用アクスルビーム |
| US6585331B2 (en) * | 2001-09-06 | 2003-07-01 | Meritor Heavy Vehicle Technology, Llc | Tubular axle beam |
| CA2522109A1 (en) * | 2004-10-01 | 2006-04-01 | Stefano Lepre | Vehicle structural components made from tubular members and method therefor |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014118915A1 (ja) * | 2013-01-30 | 2014-08-07 | 新日鐵住金株式会社 | トーションビーム、トーションビーム組立体及びトーションビーム式サスペンション装置 |
| EP2952371A4 (en) * | 2013-01-30 | 2016-10-12 | Nippon Steel & Sumitomo Metal Corp | CONNECTOR, BOLT ASSEMBLY AND VEHICLE WITH BOLTING DEVICE |
| US9573436B2 (en) | 2013-01-30 | 2017-02-21 | Nippon Steel & Sumitomo Metal Corporation | Torsion beam, torsion beam assembly, and torsion beam type suspension system |
| EP2952371B1 (en) | 2013-01-30 | 2018-03-14 | Nippon Steel & Sumitomo Metal Corporation | Torsion beam, torsion beam assembly, torsion beam-type suspension device |
| JP6213705B1 (ja) * | 2016-05-10 | 2017-10-18 | 新日鐵住金株式会社 | トーションビーム製造方法、トーションビーム製造装置、及びトーションビーム |
| WO2017195706A1 (ja) * | 2016-05-10 | 2017-11-16 | 新日鐵住金株式会社 | トーションビーム製造方法、トーションビーム製造装置、及びトーションビーム |
| US10888916B2 (en) | 2016-05-10 | 2021-01-12 | Nippon Steel Corporation | Torsion beam manufacturing method, torsion beam manufacturing apparatus, and torsion beam |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6093998B2 (ja) | 2017-03-15 |
| US20180229566A1 (en) | 2018-08-16 |
| CN106080090B (zh) | 2019-05-21 |
| CN102177036B (zh) | 2016-08-03 |
| US20110260423A1 (en) | 2011-10-27 |
| JP2013237438A (ja) | 2013-11-28 |
| RU2509659C2 (ru) | 2014-03-20 |
| CN102177036A (zh) | 2011-09-07 |
| US10583705B2 (en) | 2020-03-10 |
| BRPI0920460A2 (pt) | 2015-12-22 |
| KR101263122B1 (ko) | 2013-05-15 |
| US9919572B2 (en) | 2018-03-20 |
| EP2334503A4 (en) | 2017-03-15 |
| ES2754061T3 (es) | 2020-04-15 |
| CA2644464A1 (en) | 2009-02-11 |
| US9150073B2 (en) | 2015-10-06 |
| JP6110888B2 (ja) | 2017-04-05 |
| CN106080090A (zh) | 2016-11-09 |
| RU2011119534A (ru) | 2012-11-27 |
| WO2010043036A1 (en) | 2010-04-22 |
| JP2015157630A (ja) | 2015-09-03 |
| EP2334503A1 (en) | 2011-06-22 |
| CA2644464C (en) | 2010-04-20 |
| BRPI0920460B1 (pt) | 2020-02-18 |
| US20130056114A1 (en) | 2013-03-07 |
| KR20110073518A (ko) | 2011-06-29 |
| PL2334503T3 (pl) | 2020-04-30 |
| US8490990B2 (en) | 2013-07-23 |
| US20130264789A1 (en) | 2013-10-10 |
| EP2334503B1 (en) | 2019-08-21 |
| HUE046200T2 (hu) | 2020-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6110888B2 (ja) | クロス−ビーム部材及びこれを使用するツイスト−アクスル | |
| JP5562849B2 (ja) | インターロック付き捻りビーム | |
| US6523841B2 (en) | Twist-beam axle for motor vehicles | |
| US20040256828A1 (en) | Torsion beam type suspension and forming method for torsion beam | |
| US20060201227A1 (en) | Vehicle structural components made from tubular members and method therefor | |
| US9463676B2 (en) | Suspension and compression coil spring for suspension | |
| JP6893637B2 (ja) | 車両のトーションビーム構造 | |
| US20050035567A1 (en) | Torsion beam type suspension, method for forming torsion beam, and apparatus for forming torsion beam | |
| KR20060020245A (ko) | 토션 빔식 현가장치의 토션빔 성형방법 및 토션빔성형장치 | |
| KR200350845Y1 (ko) | 튜브형 액슬빔을 구비한 자동차의 후방현가장치 | |
| KR20050081623A (ko) | 튜브형 액슬빔을 구비한 자동차의 후방현가장치 및 그제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130306 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130904 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140312 |