JP2012246583A - 一方向強化織物とその製造方法、これを用いたプリプレグおよび炭素繊維複合材料 - Google Patents
一方向強化織物とその製造方法、これを用いたプリプレグおよび炭素繊維複合材料 Download PDFInfo
- Publication number
- JP2012246583A JP2012246583A JP2011119267A JP2011119267A JP2012246583A JP 2012246583 A JP2012246583 A JP 2012246583A JP 2011119267 A JP2011119267 A JP 2011119267A JP 2011119267 A JP2011119267 A JP 2011119267A JP 2012246583 A JP2012246583 A JP 2012246583A
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- procedure
- fiber bundle
- unidirectional
- fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Reinforced Plastic Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Woven Fabrics (AREA)
Abstract
【解決手段】炭素繊維束からなる縦糸と、縦糸を拘束する横糸からなる一方向強化織物であって、以下の条件イ、ロ、およびニを満たすとともに、以下の条件ハ−1および/またはハ−2を満たす。(条件イ)一方向強化織物の目付けが100g/m2以上500g/m2以下。(条件ロ)一方向強化織物のカンチレバー値が170mm以上。(条件ハ−1)一方向強化織物を構成する炭素繊維束中の単繊維の配向度が91%以上。(条件ハ−2)一方向強化織物と樹脂との硬化物において、硬化物を構成する炭素繊維束中の単繊維の配向度が91%以上。(条件ニ)一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度が92%以下。
【選択図】なし
Description
[1]炭素繊維束からなる縦糸と、縦糸を拘束する横糸からなる一方向強化織物であって、以下の条件イ、ロ、およびニを満たすとともに、以下の条件ハ−1および/またはハ−2を満たす、一方向強化織物。
条件イ:一方向強化織物の目付けが100g/m2以上500g/m2以下である。
条件ロ:以下の測定方法(ロ)で測定した、一方向強化織物のカンチレバー値が170mm以上である。
条件ハ−1:以下の測定方法(ハ−1)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ハ−2:以下の測定方法(ハ−2)で測定した、一方向強化織物と樹脂との硬化物において、硬化物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ニ:以下の測定方法(ニ)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度が92%以下である。
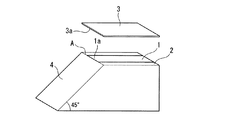
(手順1)一方向強化織物から、縦糸の繊維軸方向に40cm、縦糸の繊維軸に垂直方向に1インチとなる大きさの試験片を切り出す。
(手順2)水平面と、該水平面の一端から下方に向かって傾斜する、傾斜角度が45度の斜面とを有する測定台の、前記水平面上に前記試験片を載せ、該試験片の端部を前記斜面と前記水平面との境界線Aにあわせる。該試験片の上に押さえ板を載せ、該押さえ板の端部を前記境界線Aに合わせる。
(手順3)次に押さえ板を斜面に向かう水平方向に2cm/秒の速さで移動させて、前記試験片の端部が斜面と接触した時点で押さえ板の移動を停止させる。
(手順4)押さえ板の移動距離を一方向強化織物のカンチレバー値とする。
(手順1)一方向強化織物から一辺が11.2cmとなる試験片を切り出す。
(手順2)光学顕微鏡を用いて前記試験片の観察像を得る。観察方向は一方向強化織物の面に対して垂直方向、観察倍率は50倍、観察する場所は横糸付近の炭素繊維束部分とする。
(手順3)前記観察像を2次元フーリエ変換して、変換像を得る。
(手順4)前記変換像において原点をから一定半径での輝度情報を周方向に取得して、横軸を角度、縦軸を輝度情報とした1次元プロファイルを得る。該一定半径は、観察像における20μm周期に相当する長さとする。
(手順5)前記1次元プロファイルには、炭素繊維の周期由来の2つのピークが、角度にして180度異なる位置にある。ピークが、角度にして0度または360度で分割されているものについては、これをピークと認定しない。ピークが2つあるものについては任意のピークを、ピークが1つのものはそのピークを、解析対象ピークとする。
(手順6)前記解析対象ピークをガウス関数とローレンツ関数の合成曲線でフィッティングさせて、得られた合成曲線の半価幅を求める。半価幅とは、合成曲線のピーク高さの半分になる低角側の角度θ1と広角側の角度θ2の差θ2−θ1である。
(手順7)前記半価幅を用いて下式(1−1)から配向度を求める。
配向度[%]=(180−半価幅)/180×100 …式(1−1)
(手順1)一方向強化織物から一辺が11.2cmとなる試験片を切り出す。
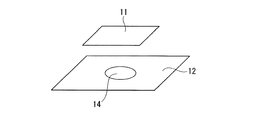
(手順2)少なくとも片面に離型処理を施した1辺が20cmの正方形の離型フィルムを2枚用意する。
(手順3)前記離型フィルムの1枚を離型処理面が上になるように置いて、この中心部にエポキシ樹脂を3g滴下して、さらにこの上に手順1で得た試験片を載せる。次に該試験片の中心にエポキシ樹脂を3g滴下して、その上にもう1枚の離型フィルムを離型処理面が下になるように載せて、積層物を得る。次に該積層物に、大きさが21cm×23cm×4mmで重さが0.6kgのガラス板を載せて3分間静置させた後、該ガラス板の上に底面が11cm×12cmの四角形で重さが10.5kgの錘を載せて5日間静置させることによりエポキシ樹脂を硬化させる。この後、前記錘とガラス板を外し、さらに2枚の離型フィルムをはがして、一方向強化織物の試験片とエポキシ樹脂硬化物が一体化された一方向強化織物樹脂硬化物を得る。本手順におけるエポキシ樹脂は、コニシ(株)製のボンドE2500S(製品名。主剤/硬化剤=2/1(質量比)。)を使用する。
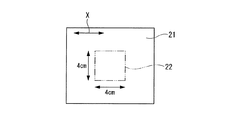
(手順4)得られた一方向強化織物樹脂硬化物の中央部に評価対象領域を設ける。評価対象領域は、2辺が繊維軸方向に平行となるような1辺が4cmの正方形とする。光学顕微鏡を用いて前記評価対象領域を、一方向強化織物樹脂硬化物の面に対して垂直方向から観察して観察像を得る。観察の条件は、観察倍率50倍、落斜照明、暗視野として、観察場所は炭素繊維束部分であって横糸の近くとする。
(手順5)以下、前記測定方法(ハ−1)における手順3〜7と同様にして、配向度を求める。
(手順1)一方向強化織物に樹脂を含浸させ硬化させて硬化物を得る。
(手順2)前記硬化物の、炭素繊維束の繊維軸に垂直方向の断面の研磨面を得る。
(手順3)前記研磨面を、研磨面に対して垂直方向から、顕微鏡を用いて観察して、単繊維断面の観察像を得る。
(手順4)前記観察像から単繊維断面の最小フェレ径と最大フェレ径を求める。
(手順5)前記最小フェレ径と最大フェレ径から下式(1−2)を用いて単繊維断面の真円度を求める。
真円度[%]=最小フェレ径/最大フェレ径×100 …式(1−2)
分子中に複数個のエポキシ基を有するエポキシ化合物と不飽和一塩基酸とのエステルであって、分子中に少なくとも1つのエポキシ基を有する化合物(A)と、
硬化物の引張伸び率が40%以上の2官能タイプのウレタンアクリレートオリゴマー(B)と、
スチレン系エラストマー樹脂(C−1)、フェノキシ樹脂(C−2)、およびテルペン樹脂(C−3)からなる群から選ばれる1種以上の熱可塑性樹脂(C)を含有し、
前記化合物(A)と前記ウレタンアクリレートオリゴマー(B)との含有量の比(質量比)が、ウレタンアクリレートオリゴマー(B)/化合物(A)=1/3〜2/1の範囲内であり、
全サイジング成分中に占める前記化合物(A)および前記ウレタンアクリレートオリゴマー(B)の合計量の割合が18質量%以上であり、かつ
全サイジング成分中に占める前記熱可塑性樹脂(C)の割合が5〜40質量%の範囲である炭素繊維用サイジング剤。
[測定方法(ホ)]
(手順1)炭素繊維束から長さ40cmの試験用炭素繊維束を切り出す。
(手順2)水平面と、該水平面の一端から下方に向かって傾斜する、傾斜角度が45度の斜面とを有する測定台の、前記水平面上に前記試験用炭素繊維束を載せ、該試験用炭素繊維束の端部を前記斜面と前記水平面との境界線Aあわせる。該試験用炭素繊維束の上に押さえ板を載せ、該押さえ板の端部を前記境界線Aに合わせる。
(手順3)次に押さえ板を斜面に向かう水平方向に2cm/秒の速さで移動させて、前記試験用炭素繊維束の端部が斜面と接触した時点で押え板の移動を停止させる。
(手順4)手順3における押さえ板の移動距離を数値xとする。
(手順5)次に試験用炭素繊維束を表裏かつ両端の位置を反転させて、手順2から4と同じ手順で移動距離yを得る。
(手順6)数値xと数値yの平均値を炭素繊維束のカンチレバー値とする。
[6] [5]のプリプレグを硬化させてなる炭素繊維複合材料。
条件ロ:上記の測定方法(ロ)で測定した、一方向強化織物のカンチレバー値が170mm以上である。
条件ハ−1:上記の測定方法(ハ−1)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ハ−2:上記の測定方法(ハ−2)で測定した、一方向強化織物と樹脂との硬化物において、硬化物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ニ:上記の測定方法(ニ)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度が92%以下である。
本発明の一方向強化織物の製造方法によれば、炭素繊維束を用いて形成された一方向強化織物であって、樹脂含浸の操作などの各種成型加工の作業環境においても織物の型崩れが生じにくく、織物中の炭素繊維の直線性が保たれる一方向強化織物が得られる。
本発明のプリプレグは、炭素繊維の直線性に優れる。
本発明の炭素繊維複合材料は、炭素繊維の直線性に優れる。
本発明の一方向強化織物は、炭素繊維束からなる縦糸と、縦糸を拘束する横糸から構成される。「一方向強化」とは、強化繊維である炭素繊維束が一方向に配列していることを意味する。「縦糸を拘束する横糸」とは、縦糸である炭素繊維束がばらけないように、かつ束の径方向に移動しないように、横糸によって縦糸の動きが制限されていることを意味する。
縦糸である炭素繊維束を構成する炭素繊維は、ピッチ、レーヨンあるいはポリアクリロニトリルなどのいずれの原料物質から得られたものであってもよく、高強度タイプ(低弾性率炭素繊維)、中高弾性炭素繊維又は超高弾性炭素繊維のいずれでもよい。
炭素繊維束は、サイジング剤を付着させた炭素繊維束(以下、サイジング処理炭素繊維束ということもある。)であることが好ましい。
熱融着繊維としては、室温より高い温度(熱融着温度)で溶融し接着性を示す繊維、熱融着性を示す物質を表面に付着させた繊維、熱融着繊維と融着性を示さない繊維との撚糸等が挙げられる。
熱融着繊維の具体例としては、ポリエチレン、ポリエステル、ポリプロピレン、ナイロン等の熱融着性を示す樹脂からなる繊維;それらの繊維を易融着処理した繊維;ガラス繊維などの融着性を示さない繊維の表面に、このような熱融着性を示す樹脂を付着させた繊維;ガラス繊維と熱融着繊維の撚糸等が挙げられる。
横糸が熱融着繊維である場合、炭素繊維束からなる縦糸を一方向に引き揃え、これと直交する方向に熱融着繊維を間隔をおいて配置し、熱融着することにより、縦糸が横糸によって拘束された一方向強化織物が得られる。横糸を配置する方法は、炭素繊維束を縦糸に、熱融着繊維を横糸として織機を用いて織る方法でもよく、炭素繊維束の表面に熱融着繊維を単に置く方法でもよい。
一方向強化織物の目付けは、縦糸の繊維密度で調整できる。また、縦糸である炭素繊維束のフィラメント数、炭素繊維の密度によっても変化する。目付けが小さいと、炭素繊維複合材料として使用する際に一方向強化織物の積層数を増やす必要があり、手間が多くなる。一方、目付けが大きいと一方向強化織物の厚みが増して取扱性が低下する。したがって、目付けを100〜500g/m2とすることが好ましい。また、一方向強化織物に樹脂を含浸して炭素繊維複合材料とする際の、樹脂の良好な含浸性が得られやすい点で、100〜500g/m2が好ましく、200〜300g/m2がより好ましい。
本発明における一方向強化織物のカンチレバー値は、下記の測定方法で得られる値であり、一方向強化織物の剛軟性を表す指標である。この値が大きいほど剛性が高いことを示す。本発明では、該一方向強化織物のカンチレバー値を170mm以上とする。好ましくは175mm以上である。
一方向強化織物のカンチレバー値が170mm以上であると、樹脂含浸の操作などの各種成型加工の作業環境においても織物の型崩れが生じにくい。例えば一方向強化織物に樹脂を含浸して炭素繊維複合材料とする際の作業環境に依らず、炭素繊維の直線性が保たれやすく、物性に優れる炭素繊維複合材料が得られる。
該カンチレバー値の上限は特に限定されないが、補強対象物は平面と限らず曲面や屈曲部を有する場合があり、これに隙間無く一方向強化織物を密着させる点からは500mm以下が好ましく、400mm以下がより好ましい。
一方向強化織物のカンチレバー値は、縦糸としてサイジング処理炭素繊維束を用いることによって増大し、サイジング剤の組成を変更することによって調整できる。また、一方向強化織物の目付けや、サイジング剤の付着量によっても変化する。
サイジング剤として、後述の炭素繊維用サイジング剤を用いることが好ましい。
また、縦糸である炭素繊維束として、下記の測定方法で得られる炭素繊維束のカンチレバー値が200mm以上であるものを用いると、一方向強化織物のカンチレバー値が170mm以上となりやすい。該炭素繊維束のカンチレバー値は220mm以上が好ましい。該炭素繊維束のカンチレバー値の上限は特に限定されないが、炭素繊維束の製造過程でのトラブルを避ける点からは700mm以下が好ましく、500mm以下がより好ましい。
炭素繊維束のカンチレバー値は、該炭素繊維束にサイジング剤を付着させることによって増大し、サイジング剤の組成を変更することによって調整できる。サイジング剤として、後述の炭素繊維用サイジング剤を用いることが好ましい。
縦糸としてサイジング処理炭素繊維束を用いる場合、本発明における炭素繊維束のカンチレバー値は、サイジング剤が付着された後の炭素繊維についての測定値である。
本発明の一方向強化織物は、下記(条件ハ−1)または(条件ハ−2)の少なくとも1つを満たす。両方を満たしてもよい。
(条件ハ−1)下記の測定方法で測定した、一方向強化織物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
本条件の配向度が高いほど、一方向強化織物における炭素繊維の直線性が高いことを示す。該配向度が91%以上である一方向強化織物に樹脂を含浸して炭素繊維複合材料とすると、炭素繊維の直線性が高く、物性に優れる炭素繊維複合材料が得られる。
本条件の配向度が高いほど、一方向強化織物に樹脂を含浸して硬化させた硬化物における、炭素繊維の直線性が高いことを示す。後述の実施例に示されるように、該硬化物における単繊維の配向度は、樹脂を含浸させる前の一方向強化織物における単繊維の配向度(条件ハ−1)と同等かまたは低くなる。したがって、本条件の配向度が91%以上となるような、一方向強化織物を用いて炭素繊維複合材料を製造すると、炭素繊維の直線性が高く、物性に優れる炭素繊維複合材料が得られる。
本発明における、一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度は、下記の測定方法で得られる値である。
該真円度が100%に近いほど、つまり単繊維断面が真円に近づくほど、炭素繊維束の集束性が高まり、樹脂含浸性が低下する。炭素繊維束の樹脂含浸性が低いと、一方向強化織物に樹脂を含浸したプリプレグを硬化させて炭素繊維複合材料としたときに、炭素繊維複合材料の物性低下が生じやすい。したがって該真円度は95%以下が好ましく、92%以下がより好ましい。
単繊維断面の真円度は、炭素繊維の製造条件によって変化する。例えば炭素繊維の前駆体繊維を乾湿式紡糸で得ると該真円度が高くなる傾向があり、湿式紡糸で得ると該真円度が低くなる傾向にある。
または、市販の炭素繊維束のうちで、該単繊維断面の真円度が好ましい範囲にあるものを選択して使用してもよい。
縦糸と横糸から本発明の一方向強化織物を製造する方法は、公知の一方向強化織物の製造方法を適宜用いることができる。本発明の一方向強化織物は、前記条件イ、ロ、およびニを満たすとともに、前記条件ハ−1および/またはハ−2を満たすため、後述の実施例に示されるように、樹脂含浸前にあっては炭素繊維束の直線性が高く、かつ樹脂含浸の操作などの各種成型加工の作業環境においても織物の型崩れが生じにくく、炭素繊維束の直線性が保たれやすい。
縦糸である炭素繊維束として、上記の炭素繊維束のカンチレバー値が200mm以上であるものを用いると、これらの条件を満たす一方向強化織物が得られやすい。
したがって、炭素繊維束からなる縦糸と、縦糸を拘束する横糸からなる目付けが200g/m2の一方向強化織物を製造して、得られた一方向強化織物が上記(条件ロ)および(条件ニ)を満たすとともに、上記(条件ハ−1)および/または(条件ハ−2)を満たすとき、該一方向強化織物が得られた製造条件において、縦糸の繊維密度を調整することによって、目付けが100g/m2以上500g/m2以下の一方向強化織物を製造することによって、樹脂含浸の操作などの各種成型加工の作業環境においても織物の型崩れが生じにくい一方向強化織物が得られる。
本方法においても、炭素繊維束は、上記の炭素繊維束のカンチレバー値が200mm以上であるものを用いることが好ましい。
本方法においても、炭素繊維束は、上記の炭素繊維束のカンチレバー値が200mm以上であるものを用いることが好ましい。
本発明のプリプレグは、本発明の一方向強化織物に樹脂を含浸させて得られるものであり、該プリプレグに含浸した樹脂を硬化させることにより、本発明の炭素繊維複合材料が得られる。
一方向強化織物に含浸させる樹脂は、炭素繊維複合材料の分野において、炭素繊維からなる織物等に含浸させる樹脂として公知の樹脂を適宜用いることができる。本発明の一方向強化織物に樹脂を含浸させる方法、および該樹脂を硬化させる方法は、公知の方法を適宜用いることができる。
上記(条件ロ)の一方向強化織物のカンチレバー値の測定方法について説明する。なお、下記では測定条件、数値を限定している場合がある。これは測定者や測定環境の違いによる測定値の違いが発生することを防ぐためである。
上記(条件ハ−1)の一方向強化織物を構成する炭素繊維束中の単繊維の配向度の測定方法、および上記(条件ハ−2)の一方向強化織物と樹脂との硬化物において硬化物を構成する炭素繊維束中の単繊維の配向度の測定方法について説明する。
なお、下記では測定装置や測定条件、数値を限定している場合がある。これは測定者や測定環境の違いによる測定値の違いが発生することを防ぐためである。
こうして得られた観察像を上記(条件ハ−1)の配向度の測定に用いる。
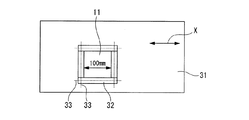
まず一方向強化織物から繊維軸方向に10〜15cm、繊維軸に垂直方向に10〜15cmとなる大きさの正方形を切り出して一方向強化織物試験片を得る。この範囲よりも、試験片が小さいまたは大きいと、その後の作業性が低下する。試験片を切り出す際、一方向強化織物を直接ハサミで切断すると、切断面から繊維が毛羽となって露出するため、整った端面が得られない。そこで図5のように、一方向強化織物31上に、繊維軸方向(図中符号Xで示す。)に10cm、繊維軸方向Xに対して垂直方向に10cmとなる正方形状に幅12mmの粘着テープ32を貼り付け、この粘着テープ32の幅方向の中央部を切断することで、一辺が11.2cmの端面の整った、正方形の一方向強化織物試験片11を得ることができる。図中符号33は切断箇所を示す。なお粘着テープ32の存在は、以降の操作では影響を与えない。
ガラス板は、前記積層物よりも大きいこと、すなわち離型フィルム12、13よりも大きいこと、およびその上に載せる錘の荷重に耐え得ることが必要である。以上の観点から、ガラス板は一辺が20cm〜25cmであり厚みが3〜5mmであり、重さは0.3〜1kgが好ましい。さらに、一定の形状、重さで大量に準備するには21cm×23cm×4mmの大きさ、重さ0.6kgとすることがより好ましい。また、ガラス板を載せた直後に静置させる時間は、エポキシ樹脂14、15を一方向強化織物試験片11上に広げることが目的であり1〜5分が好ましい。
測定のバラツキを低減させるには、該静置させる時間を3分に限定すればよい。
こうして得られた観察像を上記(条件ハ−2)の配向度の測定に用いる。
まず、前記観察像を2次元フーリエ変換して変換像を得る。2次元フーリエ変換は市販の画像解析ソフト(たとえばMedia Cybernetics社製、商品名:イメージプロ)を使って行うことができる。
最後に、前記半価幅を用いて下式(1−1)から配向度(単位:%)を求める。
配向度[%]=(180−半価幅)/180×100 …式(1−1)
上記(条件ニ)の一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度の測定方法について説明する。
なお、下記では測定装置や測定条件、数値を限定している場合がある。これは測定者や測定環境の違いによる測定値の違いが発生することを防ぐためである。
まず一方向強化織物に樹脂を含浸させ硬化させて観察用の硬化物を得る。樹脂は、一方向強化織物を、その断面を研磨できる程度に硬くできるものであればく、特に限定されない。例えば適宜の熱硬化性樹脂を用いることができる。または、前記一方向強化織物樹脂硬化物21の一部を切り出したものを、観察用の硬化物としてもよい。
得られた前記最小フェレ径と最大フェレ径から下式(1−2)を用いて単繊維断面の真円度を求める。
真円度[%]=(最小フェレ径/最大フェレ径)×100 …式(1−2)
炭素繊維束のカンチレバー値の測定方法について説明する。なお、下記では測定条件、数値を限定している場合がある。これは測定者や測定環境の違いによる測定値の違いが発生することを防ぐためである。
まず炭素繊維束から繊維軸方向に40cm切り出して試験用炭素繊維束とする。上記一方向強化織物のカンチレバー値の測定方法における試験片1に換えて試験用炭素繊維束を用いるほかは、一方向強化織物のカンチレバー値の測定方法と同様にして、押さえ板の移動距離xを測定する。次いで、試験用炭素繊維束を表裏かつ両端の位置を反転させ、同様の手順で押さえ板の移動距離yを測定する。数値xと数値yの平均値を炭素繊維束のカンチレバー値とする。
本発明において、炭素繊維束に付着させるサイジング剤として好ましい炭素繊維用サイジング剤は、分子中に複数個のエポキシ基を有するエポキシ化合物と不飽和一塩基酸とのエステルであって、分子中に少なくとも1つのエポキシ基を有する化合物(A)(以下、(A)成分という。)と、硬化物の引張伸び率が40%以上の2官能タイプのウレタンアクリレートオリゴマー(B)(以下、(B)成分という。)と、スチレン系エラストマー樹脂(C−1)、フェノキシ樹脂(C−2)、およびテルペン樹脂(C−3)からなる群から選ばれる1種以上の熱可塑性樹脂(C)(以下、(C)成分という。)を必須成分として含む。
さらにビスフェノール類のアルキレンオキシド付加物とジカルボン酸化合物とのエステルであって、その酸価が50以上であるエステル化合物(D)(以下、(D)成分という。)を含むことが好ましい。
(A)成分は、分子中に少なくとも1つのエポキシ基を有する。本明細書および特許請求の範囲において、エポキシ基とは、環骨格が2個の炭素原子と1個の酸素原子とから構成される3員環をその構造中に有する基を意味する。
エポキシ基としては、例えば、下記式(e1)で表される基、下記式(e2)で表される基(グリシジル基)、その他の環式脂肪族エポキシ基などが挙げられる。その他の環式脂肪族エポキシ基としては、前記3員環と、単環または多環式の脂肪族環とで形成される環状構造をその構造中に有する基が挙げられ、たとえば下記式(e3)〜(e5)で表される基が例示できる。

ビスフェノール類のエポキシ化合物以外のフェノールノボラック型、クレゾールノボラック型、ジフェニル型、ジシクロペンタジエン型、ナフタレン骨格型などのエポキシ樹脂を「分子中に複数個のエポキシ基を有するエポキシ化合物」として用いることもできる。「分子中に複数個のエポキシ基を有するエポキシ化合物」は、直鎖脂肪族系骨格を有するものであってもよい。
不飽和基としては、特に限定はないが、嵩高くないこと、形成されるエステルの主鎖の剛直性を低下させないことから、ビニル基あるいはプロペニル基がよく、より好ましくは、ビニル基である。
不飽和一塩基酸として、特に好ましいのは、アクリル酸またはメタクリル酸である。すなわち、(A)成分は、前記「分子中に複数個のエポキシ基を有するエポキシ化合物」とアクリル酸またはメタクリル酸とのエステルであることが好ましい。
かかる(A)成分は、分子中に、エポキシ基を複数個有する化合物に由来するエポキシ基と、不飽和一塩基酸に由来する不飽和基(たとえばアクリル酸に由来するCH2=CH−COO−)とを有しており、かかる分子構造が、プリプレグを形成する際に一方向強化織物に含浸させる樹脂(以下、マトリックス樹脂ということもある。)の分子と、炭素繊維との間におけるカップリング機能を発揮し、炭素繊維とマトリックス樹脂との間の界面接着性を大きく向上させる。特に、不飽和ポリエステル樹脂、ビニルエステル樹脂、アクリル樹脂などのラジカル重合系樹脂と炭素繊維とを強力に結合させることができ、優れた界面接着性を発現させることができる。
(A)成分は、公知の製法で合成することができ、また市販品からも入手可能である。
(A)成分は、1種を単独で用いてもよく、2種以上を併用してもよい。
(B)成分は、マトリックス樹脂と炭素繊維との界面に、柔軟性に優れた界面相を形成する効果を有する。マトリックス樹脂と炭素繊維との界面に柔軟性に優れた界面相が形成されることにより、マトリックス樹脂と炭素繊維との間の界面接着性が向上する。また、マトリックス樹脂として、ビニルエステル樹脂、不飽和ポリエステル樹脂等のラジカル重合系樹脂が使用される場合、それらの樹脂には靭性の低いものが多く、上記界面相の柔軟化による高靭性化により、飛躍的に界面接着性が向上する。
ウレタンアクリレートオリゴマーの構造は、その構造中に芳香族基を有する芳香族系のものと、芳香族基を有さない脂肪族系のものとに大別できる。本発明に用いるウレタンアクリレートオリゴマーの構造は特に限定されず、芳香族系であってもよく、脂肪族系であってもよい。硬化物の引張伸び率と引張強度のバランスが良好であることから、脂肪族系であることが好ましい。
本発明における(B)成分の硬化物の引張伸び率の値は以下の測定方法により得られる値である。すなわち、(B)成分であるウレタンアクリレートオリゴマー97gに硬化剤(メルク・ジャパン社製、製品名:ダロキュア#1173)を3g加え、充分に混合し混合物を得る。得られた混合物をガラス板上に塗布し、厚み100μmの皮膜を得る。前記皮膜を、オゾンタイプランプ(80W/cm)を使って、高さ10cmの位置から紫外線を照射して硬化させる。得られた硬化皮膜について、JISK7113に準拠し、引張り速度300mm/minで引張伸び率を測定する。
(B)成分としては、特に、界面相の靭性向上効果が非常に大きいことから、60℃における粘度が10,000mPa・s以上であり、その硬化物の引張り強度が6MPa以上のものが好ましい。
本発明における(B)成分の粘度の値はB型粘度計で得られる値である。
(B)成分の60℃における粘度は、20000mPa・s以上がより好ましく、40000mPa・s以上がさらに好ましい。粘度の上限としては、60℃で固状でないほうが、サイジング剤の調製やサイジング剤の経時安定性の面から優れている。
本発明における(B)成分の硬化物のTgは、上記引張伸び率の測定方法と同様にして得られる硬化皮膜を試験片として、2℃/分の割合で昇温させ、粘弾性測定装置にて試験片の動的粘弾性および損失正接を測定し、損失正接のピーク温度(tanδMAX)から求められる値である。
本発明において、(B)成分は、1種を単独で用いてもよく、2種以上を併用してもよい。
(A)成分と(B)成分との含有量の比(質量比)は、(B)成分/(A)成分=1/3〜2/1の範囲内であることが必要である。
(B)成分の含有量が、(A)成分の含有量の1/3未満であると、界面相の柔軟化・高靭性化が不充分となる。一方、2/1を越えると、(A)成分の機能である良接着性発現効果が阻害され、炭素繊維の、マトリックス樹脂との接着性向上効果が充分に得られない。
(A)成分と(B)成分との含有量の比は、(B)成分/(A)成分=1/2〜3/2であることが好ましく、2/3〜1/1がより好ましい。
ここで、「全サイジング成分」とは、炭素繊維用サイジング剤に含まれる成分のうち、サイジング処理後に炭素繊維に付与される全成分の合計量であり、たとえば水や有機溶剤等の、サイジング後に除去される成分は含まれない有効成分を表す。すなわち、「全サイジング成分」は、上述した(A)成分、(B)成分、(C)成分と、任意成分である(D)成分、後述の(E)成分およびその他の成分との合計量として求められる。(A)成分および(B)成分の合計量の割合は、全サイジング成分中、20質量%以上が好ましく、25質量%以上がより好ましく、30質量%以上がさらに好ましい。
(C)成分は熱可塑性樹脂で、炭素繊維束の形状を安定化させる効果を有するものである。炭素繊維束の形状が固定化されたものとすることにより、引き抜き成型やフィラメントワインディング成型等における樹脂含浸工程での樹脂ピックアップの最適化が容易となる。また樹脂を含浸させた後の炭素繊維束形状の安定化が著しく向上すること、織物の型崩れ、目ずれが生じ難くなることの効果により、成型物での炭素繊維単繊維の配向荒れ、蛇行が抑制され、成型物の強度発現性を著しく向上させることができる。
スチレン系エラストマー樹脂(C−1)の具体例としては、旭化成工業社製のタフプレイン、アサプレイン、タフテックHまたはタフテックM、ダイセル化学工業社製のエポフレンドCT310やAT501、日本油脂社製のモディパーA4100(エチレングリシジルメタアクリレートコポリマーとポリスチレンとのグラフトポリマー、組成比:70/30)、などを挙げることができる。
特にタフテックMは、カルボン酸やアミノ基等の反応性基を導入したタイプであり、また同様にエポフレンドやモディパーA4100はエポキシ基を導入したタイプであることから、炭素繊維やマトリックス樹脂との相互作用が強く、マトリックス樹脂の硬化後の界面が強固なものとすることができる。
テルペン樹脂(C−3)としては、ヤスハラケミカル社製のテルペン樹脂のYSレジンPXシリーズ、芳香族変性テルペン樹脂のYSレジンTO、YSレジンTR、テルペンフェノール樹脂のYSポリスターシリーズやマイティーエースシリーズ、芳香族変性水添テルペン樹脂のクロアロンM、クロアロンKなどを挙げることができる(いずれも製品名)。特に、芳香族構造を分子中に有する芳香族変性テルペン樹脂、テルペンフェノール樹脂、芳香族変性水添テルペン樹脂は、マトリックス樹脂との相溶性の観点からより好ましい。
(D)成分は、ビスフェノール類のアルキレンオキシド付加物とジカルボン酸化合物とのエステルであり、酸価が50以上である。該酸価が50以上であると、分子量が1000程度で、分子の一方の末端にカルボキシル基を有する化合物を主要構成成分としている。このような(D)成分は、マトリックス樹脂と優れた相溶性を示す。そのため、サイジング処理された炭素繊維の樹脂に対する濡れ性が向上し、樹脂含浸性がさらに向上する。
より好ましくは、ビスフェノール類にエチレンオキシド又はプロピレンオキシドを2モル付加したものである。
ビスフェノール類のアルキレンオキシド付加物は、1種単独でもよく、また複数の化合物を混合したものであってもよい。
ジカルボン酸化合物としては、たとえばフマル酸、マレイン酸、メチルフマル酸、メチルマレイン酸、エチルフマル酸、エチルマレイン酸、グルタコン酸、イタコン酸、マロン酸、コハク酸、メチルコハク酸、グルタル酸、アジピン酸などが挙げられる。
本発明において、(D)成分は、1種を単独で用いてもよく、2種以上を併用してもよい。
(D)成分の含有量は、(A)成分と(B)成分との合計に対して、1.75質量倍以下がより好ましく、1.55質量倍以下がさらに好ましい。
(D)成分の含有量の下限値は、特に制限はないが、(D)成分による効果のためには、(A)成分と(B)成分との合計に対して、0.2質量倍以上が好ましく、0.4質量倍以上がより好ましい。
炭素繊維用サイジング剤は(E)成分を含んでもよい。(E)成分としてのノニオン系界面活性剤は、特に限定されないが、反応活性低下作用が非常に優れることから、脂肪族系ノニオン系界面活性剤が好ましい。
脂肪族ノニオン系界面活性剤としては、高級アルコールエチレンオキサイド付加物、脂肪酸エチレンオキサイド付加物、多価アルコール脂肪酸エステルエチレンオキサイド付加物、グリセロールの脂肪酸エステル、ソルビトールおよびソルビタンの脂肪酸エステル、ペンタエリスリトールの脂肪酸エステルなどが挙げられる。これらエチレンオキサイド付加物においては、ポリエチレンオキサイド鎖中の一部にプロピレンオキサイドユニットをランダムあるいはブロック状に含有したタイプも好適に用いられる。
脂肪酸エチレンオキサイド付加物、多価アルコール脂肪酸エステルエチレンオキサイド付加物としては、モノエステルタイプのもの、ジエステルタイプさらにはトリエステル、テトラエステルタイプのものなども利用できる。
炭素繊維用サイジング剤は、炭素繊維束へ付与しやすく、また、有機溶剤に溶解する場合と比較して、工業的にも、また安全性の面からも優れていることから、水に分散した水分散液として用いることが好ましい。
サイジング剤を水分散液とする場合、サイジング剤は、特に、上述した(E)成分を含有することが好ましい。(E)成分は、(A)成分を安定に水中に分散させる機能を有しており、そのため、得られる水分散液が、良好な液安定性を有する取扱い性の良好なものとなる。
この場合、(E)成分の配合量は、全サイジング剤成分中、5〜30質量%であることが、サイジング剤液の乳化安定性がよく、またサイジング剤の効果に悪影響を与えることがないため好ましい。より好ましい下限値は7質量%であり、更に好ましい上限値は20質量%である。
炭素繊維束に炭素繊維用サイジング剤を付与する方法は、該サイジング剤、又は該サイジング剤の分散液をローラー浸漬法、ローラー接触法により炭素繊維に付着させ、乾燥することによって行うことができる。
炭素繊維束に付与されるサイジング剤の量は、炭素繊維束の質量に対して0.1〜5質量%が好ましく、0.2〜3質量%が更に好ましい。付与量がこの範囲内であると、炭素繊維に収束性、耐擦過性を充分に付与することができ、マトリックス樹脂との濡れ性、界面接着力を向上させることができる。そのため、サイジング処理炭素繊維束を用いて得られる炭素繊維複合材料が良好な力学的特性を得ることができる。
炭素繊維用サイジング剤の付与量は、サイジング剤液の濃度調整や、絞り量調整によって調節することができる。
また本発明における炭素繊維用サイジング剤を付与したサイジング処理炭素繊維束は、機械的摩擦などによる毛羽などが発生しにくく、マトリックス樹脂の含浸性や接着性にも優れる。また、サイジング剤が前記(A)成分とともに(B)成分、(C)成分を含有することにより、当該サイジング処理炭素繊維束にマトリックス樹脂を含浸させたプリプレグの硬化物(繊維強化複合材料)の機械物性が、良好な力学的特性を示すものとなる。
サイジング処理炭素繊維束は、製織等々の工程通過性に優れ、一方向強化織物に好適に加工することができる。特に製織においては、通常、炭素繊維は擦過により毛羽立ちやすいが、サイジング処理炭素繊維束は、著しく毛羽立ちを抑えることが可能となっている。
(実施例1)
<サイジング剤S1の調製>
ハイビスディスパーミックス(特殊機化工業(株)製、ホモミキサー仕様:形式3D−5型)を用い、以下の手順で、転送乳化によるサイジング剤を調製した。
表1のS1に示す配合で(A)成分、(B)成分、(C)成分、(D)成分、他添加剤と乳化剤である(E)成分あるいは、他のノニオン系界面活性剤を、一緒に混練、混合し、その後、混練した状態で60℃に降温させ、脱イオン水を少量ずつ滴下して転相乳化させて、有効成分含量40質量%程度の乳化物を得た。これをサイジング剤S1とする。
なお(A)成分と(D)成分は、より詳細にはそれぞれ下記の手順で得られた合成品である。
以下の手順で炭素繊維束にサイジング剤S1を付加してサイズ処理炭素繊維束を製造した。
内部に浸漬ローラーを有する浸漬槽内に、サイジング剤S1の水分散液を満たし、該水分散液中に、サイジング剤を付与していない炭素繊維束(パイロフィルTR50S(製品名)、三菱レイヨン株式会社製、フィラメント数12000本、ストランド強度5000MPa、ストランド弾性率242GPa)を浸漬した。その後、熱風乾燥することによってサイジング剤処理炭素繊維束を得た。得られたサイズ処理炭素繊維束はボビンに巻き取った。
横糸はユニチカ社製ガラスファイバー(D450 1/2 4.4S)と東レ社製ナイロン繊維(エルダー50/10 融点110〜120℃)を複合化させて得た。
前記で得たサイズ処理炭素繊維束を縦糸として、6.4本/インチの繊維密度で一方向に配列し、横糸を5本/インチの繊維密度で津田駒製レピア織機を用いて製織し、引続き125℃の熱ロールに接触させることによって、縦糸と横糸とを接着固定させて目付200g/m2の一方向強化織物を得た。得られた一方向強化織物について、下記の評価を行った。結果を表2に示す。
まず、図1に示すJIS規格(L1096)の45度カンチレバー法の測定機材を用意した。台の水平面2にはミリメート単位で目盛りをふった。上記の「一方向強化織物のカンチレバー値の測定方法」にしたがってカンチレバー値を測定した。試験片は、一方向強化織物を炭素繊維の軸方向に40cm、繊維軸に垂直方向に1インチ切り出したものを用いた。押さえ板の移動速度は2cm/秒とした。結果を表2に示す。
上記の「炭素繊維束中の単繊維の配向度の測定方法」にしたがって(条件ハ−1)の配向度を測定した。
一方向強化織物試験片は、図5に示すように、炭素繊維が露出した部分が10cm角となるように、一方向強化織物31の片面に幅12mmの粘着テープ32を貼り、粘着テープ32の中央部33を切断することで得た。なお、粘着テープ32で炭素繊維を固定せずに切断作業を行うと切断面が不揃いとなり、一方向強化織物試験片としては不適であった。
一方向強化織物試験片の観察は、CCDカメラを取り付けた顕微鏡(ニコン製、製品名:Nikon ECLIPSE ME600)を用いた。CCDカメラからの画像を表示部に映し出して、これを視野とした。一方向強化織物試験片を顕微鏡のステージに載せて、この上にガラス板(120mm×120mm×1mm、質量60g)を載せた。視野に対して炭素繊維束の向きを左右方向とし、観察場所は炭素繊維束部分であって横糸が視野に入らない範囲で可能な限り横糸に近い部分とした。観察条件は落斜照明、減光無し、対物レンズ50倍、暗視野の条件で観察像を得た。この観察像をランダムな位置で10点得た。
上記の「炭素繊維束中の単繊維の配向度の測定方法」にしたがって(条件ハ−2)の配向度を測定した。試験片は上記評価2と同様の一方向強化織物試験片を用いた。
以下の手順で室温が8℃〜14℃の環境で一方向強化織物と樹脂との硬化物を得た。
まず、コニシ(株)製のボンドE2500Sの主剤20gと硬化剤10gを100ccディスポカップに計量して割り箸で混練して硬化樹脂を得た。次にガラス板(210mm×230mm×4mm、0.6kg)を天秤に載せた。この上に離型面が上になるように離型フィルム(20cm角に切り出したパナック(株)製の離型フィルム(SP−PET−01−75BU))を置き、次にこの離型フィルムの中央部に前記硬化樹脂を3g滴下して、さらに一方向強化織物試験片を載せ、さらに硬化樹脂を3g滴下して、さらに離型面が下になるように離型フィルムをのせた物体を得た。
次にこの物体が湾曲しないように、ガラスから平滑な実験台の上に載せかえ、ガラス板をこの物体の上に載せ、さらに錘(底面110mm×120mm、10.5kg)を載せて5日放置した。
次にCCDカメラを取り付けた顕微鏡(ニコン製、製品名:Nikon ECLIPSE ME600)を用意した。CCDカメラからの画像を表示部に映し出して、これを視野とした。前記一方向強化織物樹脂硬化試験片を顕微鏡のステージに載せた。視野に対して炭素繊維束の向きを左右方向として、観察場所は炭素繊維束部分であって横糸が視野に入らない範囲で可能な限り横糸に近い部分とした。観察条件は落斜照明、減光無し、対物レンズ50倍、暗視野の条件で観察像を得た。観察対象領域は図4のように一方向強化織物樹脂硬化物の中心付近の4cm角とした。
観察像から配向度の測定手順は<評価2>と同じ手順とした。
上記の「単繊維断面の真円度の測定方法」にしたがって(条件ニ)の真円度を測定した。
すなわち、<評価3>における一方向強化織物樹脂硬化試験片において、観察対象領域でない部分から繊維軸方向に1cm、繊維軸に対して垂直方向に2cmとなるように試験片を切り出した。この試験片を繊維軸に垂直方向の端面が研磨面になるように樹脂(テクノビット4000 クルツァー社製)で包埋して、研磨機で研磨した。
研磨面を電子顕微鏡(日立社製、製品名:S−3400N/E−350)にて、蒸着はせずに低真空モード(30Pa)、反射電子像(3D)、加速電圧15kV、倍率5000倍で観察して、観察像を得た。
得られた観察像をMicrosoft社製のペイントソフトに取り込んで、単繊維断面の輪郭をなぞることで単繊維断面を黒く塗りつぶした画像を得た。この画像を画像解析ソフト(Media Cybernetics社製、商品名:イメージプロ)に読み込ませて、次に2値化処理することで、背景が白色の中に単繊維の断面が黒色となる画像が得られた。この画像から最小フェレ径と最大フェレ径を自動算出させて得た。
得られた前記最小フェレ径と最大フェレ径から上式(1−2)を用いて単繊維断面の真円度を求めた。単繊維の断面10点に対する真円度の平均を表2に示す。
まず、図1に示すJIS規格(L1096)の45度カンチレバー法の測定機材を用意した。台の水平面2にはミリメート単位で目盛りをふった。上記の「炭素繊維束のカンチレバー値の測定方法」にしたがってカンチレバー値を測定した。試験用炭素繊維束は、縦糸として用いる炭素繊維束を軸方向に40cm切り出したものを用いた。押さえ板の移動速度は2cm/秒とした。結果を表2に示す。
<評価6:炭素繊維複合材料の評価>
得られた一方向強化織物に、実際に屋外で手作業にて樹脂(コニシ社製、E2500S 主剤/硬化剤=2/1)を含浸させて硬化物(炭素繊維複合材料)を製造し、硬化物を構成する炭素繊維束中の単繊維の配向状態が良好であるかどうかを目視にて観察した。本例では該単繊維例の配向状態が良好であった。また、実用上問題無く硬化物を製造でき、炭素繊維複合材料の製造性も良好であった。
実施例1において、一方向強化織物を作製する際の縦糸の繊維密度を9.5本/インチに変更したほかは同様にして、目付300g/m2の一方向強化織物を得、実施例1と同様にして評価した。
本例の一方向強化織物を用いて得られた硬化物(炭素繊維複合材料)において、炭素繊維束中の単繊維の配向状態は良好であった。また、実用上問題無く硬化物を製造でき、炭素繊維複合材料の製造性も良好であった。
<サイジング剤S2の調製>
実施例1と同じハイビスディスパーミックスを用い、以下の手順で、転送乳化によるサイジング剤を調製した。
表1のS2に示す配合で(A)成分、(B)成分、(D)成分と他添加剤と乳化剤である(E)成分あるいは、他のノニオン系界面活性剤を、一緒に混練、混合し、その後、混練した状態で60℃に降温して、脱イオン水を少量ずつ滴下して転相乳化させた。次に(C)成分を混合して、有効成分含量40質量%程度の乳化物を得た。これをサイジング剤S2とする。なお、(C)成分はエマルションであり、表1の配合量は(C)成分中の有効成分含量で記載した。
<サイジング処理炭素繊維束および一方向強化織物の製造>
実施例1において、サイジング剤S1をサイジング剤S2に変更したほかは同様にして、目付200g/m2の一方向強化織物を得、実施例1と同様にして評価した。
本例の一方向強化織物を用いて得られた硬化物(炭素繊維複合材料)において、炭素繊維束中の単繊維の配向状態は良好であった。また、実用上問題無く硬化物を製造でき、炭素繊維複合材料の製造性も良好であった。
実施例3において、一方向強化織物を作製する際の縦糸の繊維密度を9.5本/インチに変更したほかは同様にして、目付300g/m2の一方向強化織物を得、実施例1と同様にして評価した。
本例の一方向強化織物を用いて得られた硬化物(炭素繊維複合材料)において、炭素繊維束中の単繊維の配向状態は良好であった。また、実用上問題無く硬化物を製造でき、炭素繊維複合材料の製造性も良好であった。
<サイジング剤S3の調製>
表1のS3に示す配合で、実施例1と同様の方法によりサイジング剤S3を調製した。
<サイジング処理炭素繊維束および一方向強化織物の製造>
実施例1において、サイジング剤S1をサイジング剤S3に変更したほかは同様にして、目付200g/m2の一方向強化織物を得、実施例1と同様にして評価した。
実際に屋外にて本例の一方向強化織物に樹脂を含浸させて硬化物(炭素繊維複合材料)を製造したところ、一方向強化織物のカンチレバー値が低いため、しなりやすく製造性に問題があった。また硬化物を構成する炭素繊維束中の単繊維の配向は目視において悪かった。
<サイジング剤S4の調製>
表1のS4に示す配合で、実施例2と同様の方法によりサイジング剤S4を調製した。
<サイジング処理炭素繊維束および一方向強化織物の製造>
実施例1において、サイジング剤S1をサイジング剤S4に変更したほかは同様にして、目付200g/m2の一方向強化織物を得、実施例1と同様にして評価した。
実際に屋外にて本例の一方向強化織物に樹脂を含浸させて硬化物(炭素繊維複合材料)を製造したところ、一方向強化織物のカンチレバー値が低いため、しなりやすく製造性に問題があった。また硬化物を構成する炭素繊維束中の単繊維の配向は目視において悪かった。
実施例3において、一方向強化織物の縦糸の繊維密度を19本/インチに変更したほかは実施例3と同様にして、目付600g/m2の一方向強化織物を得、実施例1と同様にして評価した。
実際に屋外にて本例の一方向強化織物に樹脂を含浸させて硬化物を得ようとしたところ、樹脂の含浸性が悪かった。そのため炭素繊維複合材料における単繊維の配向性は評価していない。
実施例3において、縦糸として用いる炭素繊維束を、パイロフィルTR40(製品名)、三菱レイヨン株式会社製(フィラメント数12000本、ストランド強度4700MPa、ストランド弾性率235GPa)に変更したほかは、実施例3と同様にして目付200g/m2の一方向強化織物を得、実施例1と同様にして評価した。
実際に屋外にて本例の一方向強化織物に樹脂を含浸させて硬化物を得ようとしたところ、樹脂の含浸性が悪かった。そのため炭素繊維複合材料における単繊維の配向性は評価していない。
同様に、実施例4は、目付けが200g/m2の一方向強化織物を製造して、得られた一方向強化織物が条件ロ、条件ハ−1、条件ハ−2、および条件ニをすべて満たす、実施例3の製造条件において、縦糸の繊維密度のみを変更して目付けが300g/m2の一方向強化織物を製造した例である。該実施例3においても、条件イ、条件ロ、条件ハ−1、条件ハ−2、および条件ニをすべて満たす一方向強化織物が得られた。
比較例3は、目付けが200g/m2の一方向強化織物を製造して、得られた一方向強化織物が条件ロ、条件ハ−1、条件ハ−2、および条件ニをすべて満たす、実施例3の製造条件において、縦糸の繊維密度のみを変更した例であるが、目付けが600g/m2と大きく、条件イを満たさない。得られた一方向強化織物は条件ロ、条件ハ−1、条件ハ−2、および条件ニは満たすが、樹脂の含浸性が悪かった。
比較例4は、単繊維断面の真円度が高く、条件ニを満たさない。得られた一方向強化織物は条件イ、条件ロ、条件ハ−1および条件ハ−2を満たすが、樹脂の含浸性が悪かった。
1a 試験片の端部
2 水平面
3 押さえ板
3a 押さえ板の端部
4 斜面
11 一方向強化織物試験片
12、13 離型フィルム
14、15 エポキシ樹脂
21 一方向強化織物樹脂硬化物
22 評価対象領域
31 一方向強化織物
32 粘着テープ
33 切断箇所
X 繊維軸方向
Claims (8)
- 炭素繊維束からなる縦糸と、縦糸を拘束する横糸からなる一方向強化織物であって、以下の条件イ、ロ、およびニを満たすとともに、以下の条件ハ−1および/またはハ−2を満たす、一方向強化織物。
条件イ:一方向強化織物の目付けが100g/m2以上500g/m2以下である。
条件ロ:以下の測定方法(ロ)で測定した、一方向強化織物のカンチレバー値が170mm以上である。
条件ハ−1:以下の測定方法(ハ−1)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ハ−2:以下の測定方法(ハ−2)で測定した、一方向強化織物と樹脂との硬化物において、硬化物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ニ:以下の測定方法(ニ)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度が92%以下である。
[測定方法(ロ)]
(手順1)一方向強化織物から、縦糸の繊維軸方向に40cm、縦糸の繊維軸に垂直方向に1インチとなる大きさの試験片を切り出す。
(手順2)水平面と、該水平面の一端から下方に向かって傾斜する、傾斜角度が45度の斜面とを有する測定台の、前記水平面上に前記試験片を載せ、該試験片の端部を前記斜面と前記水平面との境界線Aにあわせる。該試験片の上に押さえ板を載せ、該押さえ板の端部を前記境界線Aに合わせる。
(手順3)次に押さえ板を斜面に向かう水平方向に2cm/秒の速さで移動させて、前記試験片の端部が斜面と接触した時点で押さえ板の移動を停止させる。
(手順4)押さえ板の移動距離を一方向強化織物のカンチレバー値とする。
[測定方法(ハ−1)]
(手順1)一方向強化織物から一辺が11.2cmとなる試験片を切り出す。
(手順2)光学顕微鏡を用いて前記試験片の観察像を得る。観察方向は一方向強化織物の面に対して垂直方向、観察倍率は50倍、観察する場所は横糸付近の炭素繊維束部分とする。
(手順3)前記観察像を2次元フーリエ変換して、変換像を得る。
(手順4)前記変換像において原点をから一定半径での輝度情報を周方向に取得して、横軸を角度、縦軸を輝度情報とした1次元プロファイルを得る。該一定半径は、観察像における20μm周期に相当する長さとする。
(手順5)前記1次元プロファイルには、炭素繊維の周期由来の2つのピークが、角度にして180度異なる位置にある。ピークが、角度にして0度または360度で分割されているものについては、これをピークと認定しない。ピークが2つあるものについては任意のピークを、ピークが1つのものはそのピークを、解析対象ピークとする。
(手順6)前記解析対象ピークをガウス関数とローレンツ関数の合成曲線でフィッティングさせて、得られた合成曲線の半価幅を求める。半価幅とは、合成曲線のピーク高さの半分になる低角側の角度θ1と広角側の角度θ2の差θ2−θ1である。
(手順7)前記半価幅を用いて下式(1−1)から配向度を求める。
配向度[%]=(180−半価幅)/180×100 …式(1−1)
[測定方法(ハ−2)]
(手順1)一方向強化織物から一辺が11.2cmとなる試験片を切り出す。
(手順2)少なくとも片面に離型処理を施した1辺が20cmの正方形の離型フィルムを2枚用意する。
(手順3)前記離型フィルムの1枚を離型処理面が上になるように置いて、この中心部にエポキシ樹脂を3g滴下して、さらにこの上に手順1で得た試験片を載せる。次に該試験片の中心にエポキシ樹脂を3g滴下して、その上にもう1枚の離型フィルムを離型処理面が下になるように載せて、積層物を得る。次に該積層物に、大きさが21cm×23cm×4mmで重さが0.6kgのガラス板を載せて3分間静置させた後、該ガラス板の上に底面が11cm×12cmの四角形で重さが10.5kgの錘を載せて5日間静置させることによりエポキシ樹脂を硬化させる。この後、前記錘とガラス板を外し、さらに2枚の離型フィルムをはがして、一方向強化織物の試験片とエポキシ樹脂硬化物が一体化された一方向強化織物樹脂硬化物を得る。本手順におけるエポキシ樹脂は、コニシ(株)製のボンドE2500S(製品名。主剤/硬化剤=2/1(質量比)。)を使用する。
(手順4)得られた一方向強化織物樹脂硬化物の中央部に評価対象領域を設ける。評価対象領域は、2辺が繊維軸方向に平行となるような1辺が4cmの正方形とする。光学顕微鏡を用いて前記評価対象領域を、一方向強化織物樹脂硬化物の面に対して垂直方向から観察して観察像を得る。観察の条件は、観察倍率50倍、落斜照明、暗視野として、観察場所は炭素繊維束部分であって横糸の近くとする。
(手順5)以下、前記測定方法(ハ−1)における手順3〜7と同様にして、配向度を求める。
[測定方法(ニ)]
(手順1)一方向強化織物に樹脂を含浸させ硬化させて硬化物を得る。
(手順2)前記硬化物の、炭素繊維束の繊維軸に垂直方向の断面の研磨面を得る。
(手順3)前記研磨面を、研磨面に対して垂直方向から、顕微鏡を用いて観察して、単繊維断面の観察像を得る。
(手順4)前記観察像から単繊維断面の最小フェレ径と最大フェレ径を求める。
(手順5)前記最小フェレ径と最大フェレ径から下式(1−2)を用いて単繊維断面の真円度を求める。
真円度[%]=最小フェレ径/最大フェレ径×100 …式(1−2) - 前記炭素繊維束が、以下の炭素繊維用サイジング剤を付着させた炭素繊維束である、請求項1に記載の一方向強化織物。
分子中に複数個のエポキシ基を有するエポキシ化合物と不飽和一塩基酸とのエステルであって、分子中に少なくとも1つのエポキシ基を有する化合物(A)と、
硬化物の引張伸び率が40%以上の2官能タイプのウレタンアクリレートオリゴマー(B)と、
スチレン系エラストマー樹脂(C−1)、フェノキシ樹脂(C−2)、およびテルペン樹脂(C−3)からなる群から選ばれる1種以上の熱可塑性樹脂(C)を含有し、
前記化合物(A)と前記ウレタンアクリレートオリゴマー(B)との含有量の比(質量比)が、ウレタンアクリレートオリゴマー(B)/化合物(A)=1/3〜2/1の範囲内であり、
全サイジング成分中に占める前記化合物(A)および前記ウレタンアクリレートオリゴマー(B)の合計量の割合が18質量%以上であり、かつ
全サイジング成分中に占める前記熱可塑性樹脂(C)の割合が5〜40質量%の範囲である炭素繊維用サイジング剤。 - 前記炭素繊維用サイジング剤が、さらに、ビスフェノール類のアルキレンオキシド付加物とジカルボン酸化合物とのエステルであって、その酸価が50以上であるエステル化合物(D)を含み、該エステル化合物(D)の含有量が、前記化合物(A)および前記ウレタンアクリレートオリゴマー(B)の合計量の2.0質量倍以下である、請求項2記載の一方向強化織物。
- 以下の測定方法(ホ)で測定した、前記炭素繊維束のカンチレバー値が200mm以上である、請求項1〜3のいずれか1項に記載の一方向強化織物。
[測定方法(ホ)]
(手順1)炭素繊維束から長さ40cmの試験用炭素繊維束を切り出す。
(手順2)水平面と、該水平面の一端から下方に向かって傾斜する、傾斜角度が45度の斜面とを有する測定台の、前記水平面上に前記試験用炭素繊維束を載せ、該試験用炭素繊維束の端部を前記斜面と前記水平面との境界線Aあわせる。該試験用炭素繊維束の上に押さえ板を載せ、該押さえ板の端部を前記境界線Aに合わせる。
(手順3)次に押さえ板を斜面に向かう水平方向に2cm/秒の速さで移動させて、前記試験用炭素繊維束の端部が斜面と接触した時点で押え板の移動を停止させる。
(手順4)手順3における押さえ板の移動距離を数値xとする。
(手順5)次に試験用炭素繊維束を表裏かつ両端の位置を反転させて、手順2から4と同じ手順で移動距離yを得る。
(手順6)数値xと数値yの平均値を炭素繊維束のカンチレバー値とする。 - 請求項1〜4のいずれか1項に記載の一方向強化織物に樹脂を含浸させてなるプリプレグ。
- 請求項5に記載のプリプレグを硬化させてなる炭素繊維複合材料。
- 炭素繊維束からなる縦糸と、縦糸を拘束する横糸からなる目付けが200g/m2の一方向強化織物を製造して、得られた一方向強化織物が以下の条件ロ、およびニを満たすとともに、以下の条件ハ−1および/またはハ−2を満たすとき、該一方向強化織物が得られた製造条件において、縦糸の繊維密度を調整することによって、目付けが100g/m2以上500g/m2以下の一方向強化織物を製造する、一方向強化織物の製造方法。
条件ロ:以下の測定方法(ロ)で測定した、一方向強化織物のカンチレバー値が170mm以上である。
条件ハ−1:以下の測定方法(ハ−1)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ハ−2:以下の測定方法(ハ−2)で測定した、一方向強化織物と樹脂との硬化物において、硬化物を構成する炭素繊維束中の単繊維の配向度が91%以上である。
条件ニ:以下の測定方法(ニ)で測定した、一方向強化織物を構成する炭素繊維束中の単繊維断面の真円度が92%以下である。
[測定方法(ロ)]
(手順1)一方向強化織物から、縦糸の繊維軸方向に40cm、縦糸の繊維軸に垂直方向に1インチとなる大きさの試験片を切り出す。
(手順2)水平面と、該水平面の一端から下方に向かって傾斜する、傾斜角度が45度の斜面とを有する測定台の、前記水平面上に前記試験片を載せ、該試験片の端部を前記斜面と前記水平面との境界線Aにあわせる。該試験片の上に押さえ板を載せ、該押さえ板の端部を前記境界線Aに合わせる。
(手順3)次に押さえ板を斜面に向かう水平方向に2cm/秒の速さで移動させて、前記試験片の端部が斜面と接触した時点で押さえ板の移動を停止させる。
(手順4)押さえ板の移動距離を一方向強化織物のカンチレバー値とする。
[測定方法(ハ−1)]
(手順1)一方向強化織物から一辺が11.2cmとなる試験片を切り出す。
(手順2)光学顕微鏡を用いて前記試験片の観察像を得る。観察方向は一方向強化織物の面に対して垂直方向、観察倍率は50倍、観察する場所は横糸付近の炭素繊維束部分とする。
(手順3)前記観察像を2次元フーリエ変換して、変換像を得る。
(手順4)前記変換像において原点をから一定半径での輝度情報を周方向に取得して、横軸を角度、縦軸を輝度情報とした1次元プロファイルを得る。該一定半径は、観察像における20μm周期に相当する長さとする。
(手順5)前記1次元プロファイルには、炭素繊維の周期由来の2つのピークが、角度にして180度異なる位置にある。ピークが、角度にして0度または360度で分割されているものについては、これをピークと認定しない。ピークが2つあるものについては任意のピークを、ピークが1つのものはそのピークを、解析対象ピークとする。
(手順6)前記解析対象ピークをガウス関数とローレンツ関数の合成曲線でフィッティングさせて、得られた合成曲線の半価幅を求める。半価幅とは、合成曲線のピーク高さの半分になる低角側の角度θ1と広角側の角度θ2の差θ2−θ1である。
(手順7)前記半価幅を用いて下式(1−1)から配向度を求める。
配向度[%]=(180−半価幅)/180×100 …式(1−1)
[測定方法(ハ−2)]
(手順1)一方向強化織物から一辺が11.2cmとなる試験片を切り出す。
(手順2)少なくとも片面に離型処理を施した1辺が20cmの正方形の離型フィルムを2枚用意する。
(手順3)前記離型フィルムの1枚を離型処理面が上になるように置いて、この中心部にエポキシ樹脂を3g滴下して、さらにこの上に手順1で得た試験片を載せる。次に該試験片の中心にエポキシ樹脂を3g滴下して、その上にもう1枚の離型フィルムを離型処理面が下になるように載せて、積層物を得る。次に該積層物に、大きさが21cm×23cm×4mmで重さが0.6kgのガラス板を載せて3分間静置させた後、該ガラス板の上に底面が11cm×12cmの四角形で重さが10.5kgの錘を載せて5日間静置させることによりエポキシ樹脂を硬化させる。この後、前記錘とガラス板を外し、さらに2枚の離型フィルムをはがして、一方向強化織物の試験片とエポキシ樹脂硬化物が一体化された一方向強化織物樹脂硬化物を得る。本手順におけるエポキシ樹脂は、コニシ(株)製のボンドE2500S(製品名。主剤/硬化剤=2/1(質量比)。)を使用する。
(手順4)得られた一方向強化織物樹脂硬化物の中央部に評価対象領域を設ける。評価対象領域は、2辺が繊維軸方向に平行となるような1辺が4cmの正方形とする。光学顕微鏡を用いて前記評価対象領域を、一方向強化織物樹脂硬化物の面に対して垂直方向から観察して観察像を得る。観察の条件は、観察倍率50倍、落斜照明、暗視野として、観察場所は炭素繊維束部分であって横糸の近くとする。
(手順5)以下、前記測定方法(ハ−1)における手順3〜7と同様にして、配向度を求める。
[測定方法(ニ)]
(手順1)一方向強化織物に樹脂を含浸させ硬化させて硬化物を得る。
(手順2)前記硬化物の、炭素繊維束の繊維軸に垂直方向の断面の研磨面を得る。
(手順3)前記研磨面を、研磨面に対して垂直方向から、顕微鏡を用いて観察して、単繊維断面の観察像を得る。
(手順4)前記観察像から単繊維断面の最小フェレ径と最大フェレ径を求める。
(手順5)前記最小フェレ径と最大フェレ径から下式(1−2)を用いて単繊維断面の真円度を求める。
真円度[%]=最小フェレ径/最大フェレ径×100 …式(1−2) - 以下の測定方法(ホ)で測定した、前記炭素繊維束のカンチレバー値が200mm以上である、請求項7に記載の一方向強化織物の製造方法。
[測定方法(ホ)]
(手順1)炭素繊維束から長さ40cmの試験用炭素繊維束を切り出す。
(手順2)水平面と、該水平面の一端から下方に向かって傾斜する、傾斜角度が45度の斜面とを有する測定台の、前記水平面上に前記試験用炭素繊維束を載せ、該試験用炭素繊維束の端部を前記斜面と前記水平面との境界線Aあわせる。該試験用炭素繊維束の上に押さえ板を載せ、該押さえ板の端部を前記境界線Aに合わせる。
(手順3)次に押さえ板を斜面に向かう水平方向に2cm/秒の速さで移動させて、前記試験用炭素繊維束の端部が斜面と接触した時点で押え板の移動を停止させる。
(手順4)手順3における押さえ板の移動距離を数値xとする。
(手順5)次に試験用炭素繊維束を表裏かつ両端の位置を反転させて、手順2から4と同じ手順で移動距離yを得る。
(手順6)数値xと数値yの平均値を炭素繊維束のカンチレバー値とする。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011119267A JP5741836B2 (ja) | 2011-05-27 | 2011-05-27 | 一方向強化織物とその製造方法、これを用いたプリプレグおよび炭素繊維複合材料 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011119267A JP5741836B2 (ja) | 2011-05-27 | 2011-05-27 | 一方向強化織物とその製造方法、これを用いたプリプレグおよび炭素繊維複合材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012246583A true JP2012246583A (ja) | 2012-12-13 |
| JP5741836B2 JP5741836B2 (ja) | 2015-07-01 |
Family
ID=47467303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011119267A Active JP5741836B2 (ja) | 2011-05-27 | 2011-05-27 | 一方向強化織物とその製造方法、これを用いたプリプレグおよび炭素繊維複合材料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5741836B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015078310A (ja) * | 2013-10-17 | 2015-04-23 | 三菱レイヨン株式会社 | プリプレグ |
| JP2016172834A (ja) * | 2015-03-18 | 2016-09-29 | 三菱レイヨン株式会社 | 炭素繊維強化熱可塑性プラスチック、電気・電子機器用筐体 |
| KR20180058560A (ko) * | 2016-11-24 | 2018-06-01 | 한국기계연구원 | 탄소섬유 강화 고분자 복합재료용 계면 접착력 강화 조성물, 이를 적용한 복합재료 및 이의 제조방법 |
| CN108350645A (zh) * | 2015-11-05 | 2018-07-31 | 三菱化学株式会社 | 连续碳纤维束、片状模塑料和使用其进行成型的纤维增强复合材料 |
| JP6490850B1 (ja) * | 2018-03-02 | 2019-03-27 | 株式会社有沢製作所 | プリプレグ及びプリプレグ成形品の製造方法 |
| JP2019202547A (ja) * | 2019-07-19 | 2019-11-28 | 三菱ケミカル株式会社 | プリプレグ |
| CN110948975A (zh) * | 2019-12-05 | 2020-04-03 | 宁波长阳科技股份有限公司 | 离型膜及其制备方法 |
| JP2021077108A (ja) * | 2019-11-08 | 2021-05-20 | 三井化学株式会社 | 強化繊維束の解析方法および解析装置 |
| KR20220090386A (ko) * | 2020-12-22 | 2022-06-29 | 주식회사 에디스플레이 | 탄소섬유 복합수지 조성물과 탄소섬유 복합수지 및 이를 이용한 탄소섬유 강화 플라스틱 프리프레그와 탄소섬유 강화 플라스틱 |
| US20230174167A1 (en) * | 2020-03-18 | 2023-06-08 | Arisawa Mfg. Co., Ltd | Connection member for vehicle structure |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07243147A (ja) * | 1994-03-07 | 1995-09-19 | Toray Ind Inc | 補強織物とそれを用いたfrp |
| JP2003268650A (ja) * | 2002-03-06 | 2003-09-25 | Mitsubishi Rayon Co Ltd | 強化繊維織物、そのプリプレグ及び織物の製造方法 |
| JP2005179845A (ja) * | 2003-12-22 | 2005-07-07 | Nippon Oil Corp | 一方向性炭素繊維織物およびその製造方法 |
| JP2008095241A (ja) * | 2006-10-12 | 2008-04-24 | Mitsubishi Rayon Co Ltd | 炭素繊維用サイジング剤、サイジング処理炭素繊維、シート状物 |
| JP2010037694A (ja) * | 2008-08-07 | 2010-02-18 | Toray Ind Inc | 強化繊維基材、積層体および複合材料 |
| WO2012050171A1 (ja) * | 2010-10-13 | 2012-04-19 | 三菱レイヨン株式会社 | 炭素繊維前駆体繊維束、炭素繊維束、及びそれらの利用 |
-
2011
- 2011-05-27 JP JP2011119267A patent/JP5741836B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07243147A (ja) * | 1994-03-07 | 1995-09-19 | Toray Ind Inc | 補強織物とそれを用いたfrp |
| JP2003268650A (ja) * | 2002-03-06 | 2003-09-25 | Mitsubishi Rayon Co Ltd | 強化繊維織物、そのプリプレグ及び織物の製造方法 |
| JP2005179845A (ja) * | 2003-12-22 | 2005-07-07 | Nippon Oil Corp | 一方向性炭素繊維織物およびその製造方法 |
| JP2008095241A (ja) * | 2006-10-12 | 2008-04-24 | Mitsubishi Rayon Co Ltd | 炭素繊維用サイジング剤、サイジング処理炭素繊維、シート状物 |
| JP2010037694A (ja) * | 2008-08-07 | 2010-02-18 | Toray Ind Inc | 強化繊維基材、積層体および複合材料 |
| WO2012050171A1 (ja) * | 2010-10-13 | 2012-04-19 | 三菱レイヨン株式会社 | 炭素繊維前駆体繊維束、炭素繊維束、及びそれらの利用 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015078310A (ja) * | 2013-10-17 | 2015-04-23 | 三菱レイヨン株式会社 | プリプレグ |
| JP2016172834A (ja) * | 2015-03-18 | 2016-09-29 | 三菱レイヨン株式会社 | 炭素繊維強化熱可塑性プラスチック、電気・電子機器用筐体 |
| CN108350645A (zh) * | 2015-11-05 | 2018-07-31 | 三菱化学株式会社 | 连续碳纤维束、片状模塑料和使用其进行成型的纤维增强复合材料 |
| EP3372728A4 (en) * | 2015-11-05 | 2018-09-12 | Mitsubishi Chemical Corporation | Continuous carbon fiber bundle, sheet molding compound, and fiber-reinforced composite material to be molded using same |
| KR20180058560A (ko) * | 2016-11-24 | 2018-06-01 | 한국기계연구원 | 탄소섬유 강화 고분자 복합재료용 계면 접착력 강화 조성물, 이를 적용한 복합재료 및 이의 제조방법 |
| KR101911861B1 (ko) * | 2016-11-24 | 2018-10-29 | 한국기계연구원 | 탄소섬유 강화 고분자 복합재료용 계면 접착력 강화 조성물, 이를 적용한 복합재료 및 이의 제조방법 |
| JP2019151730A (ja) * | 2018-03-02 | 2019-09-12 | 株式会社有沢製作所 | プリプレグ及びプリプレグ成形品の製造方法 |
| WO2019167288A1 (ja) * | 2018-03-02 | 2019-09-06 | 株式会社有沢製作所 | プリプレグ及びプリプレグ成形品の製造方法 |
| JP6490850B1 (ja) * | 2018-03-02 | 2019-03-27 | 株式会社有沢製作所 | プリプレグ及びプリプレグ成形品の製造方法 |
| US11865794B2 (en) | 2018-03-02 | 2024-01-09 | Arisawa Mfg. Co., Ltd. | Prepreg and method for manufacturing molded prepreg article |
| JP2019202547A (ja) * | 2019-07-19 | 2019-11-28 | 三菱ケミカル株式会社 | プリプレグ |
| JP2021077108A (ja) * | 2019-11-08 | 2021-05-20 | 三井化学株式会社 | 強化繊維束の解析方法および解析装置 |
| JP7385434B2 (ja) | 2019-11-08 | 2023-11-22 | 三井化学株式会社 | 強化繊維束の解析方法および解析装置 |
| CN110948975A (zh) * | 2019-12-05 | 2020-04-03 | 宁波长阳科技股份有限公司 | 离型膜及其制备方法 |
| US20230174167A1 (en) * | 2020-03-18 | 2023-06-08 | Arisawa Mfg. Co., Ltd | Connection member for vehicle structure |
| KR20220090386A (ko) * | 2020-12-22 | 2022-06-29 | 주식회사 에디스플레이 | 탄소섬유 복합수지 조성물과 탄소섬유 복합수지 및 이를 이용한 탄소섬유 강화 플라스틱 프리프레그와 탄소섬유 강화 플라스틱 |
| KR102558322B1 (ko) | 2020-12-22 | 2023-07-21 | 주식회사 케이피아이 | 탄소섬유 복합수지 조성물과 탄소섬유 복합수지 및 이를 이용한 탄소섬유 강화 플라스틱 프리프레그와 탄소섬유 강화 플라스틱 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5741836B2 (ja) | 2015-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5741836B2 (ja) | 一方向強化織物とその製造方法、これを用いたプリプレグおよび炭素繊維複合材料 | |
| JP5497908B2 (ja) | 炭素繊維用サイジング剤、その水分散液、サイジング剤の付着した炭素繊維束、シート状物、および炭素繊維強化複合材 | |
| JP4101750B2 (ja) | 炭素繊維用サイズ剤、その水分散液、サイジング処理された炭素繊維、該炭素繊維を使用したシート状物、及び炭素繊維強化複合材料 | |
| KR101561415B1 (ko) | 프리프레그 및 탄소 섬유 강화 복합 재료 | |
| KR101863990B1 (ko) | 사이징제 도포 탄소 섬유, 사이징제 도포 탄소 섬유의 제조 방법, 프리프레그 및 탄소 섬유 강화 복합 재료 | |
| JP6565937B2 (ja) | 連続炭素繊維束、シートモールディングコンパウンドおよびそれを用いて成形する繊維強化複合材料 | |
| JPWO2002099180A1 (ja) | 炭素繊維用サイジング剤、その水分散液、サイジング処理された炭素繊維、該炭素繊維を使用したシート状物、及び炭素繊維強化複合材料 | |
| JP2016160549A (ja) | 炭素繊維用サイジング剤、炭素繊維束、シート状基材及び炭素繊維強化複合材 | |
| KR20150018540A (ko) | 에폭시 수지 조성물 | |
| JP7264050B2 (ja) | プリプレグおよび炭素繊維強化複合材料 | |
| JP5565480B2 (ja) | プリプレグおよび炭素繊維強化複合材料 | |
| JP6503683B2 (ja) | トウプリプレグ | |
| JP4866701B2 (ja) | 炭素繊維用サイジング剤、サイジング処理炭素繊維、シート状物 | |
| JP6495423B1 (ja) | 炭素繊維用サイジング組成物、炭素繊維、及び炭素繊維複合材料 | |
| JPH07197381A (ja) | 炭素繊維ストランド用サイジング剤、サイズ処理された炭素繊維ストランド、及びその炭素繊維ストランドを強化繊維としたプリプレグ | |
| JP2012007280A (ja) | 炭素繊維束及びその製造方法、ならびにそれからの成形品 | |
| JP5561390B2 (ja) | プリプレグおよび炭素繊維強化複合材料 | |
| JP2006144168A (ja) | 炭素繊維束 | |
| JP6019942B2 (ja) | 樹脂組成物、繊維集束剤及び成形品 | |
| KR20160077322A (ko) | 필라멘트 와인딩(Filament winding)용 탄소섬유 다발 | |
| JP4058297B2 (ja) | 炭素繊維用サイズ剤 | |
| JP7429827B1 (ja) | 繊維用サイジング剤及びその用途 | |
| TW202421888A (zh) | 纖維用上漿劑及其用途 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140513 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150414 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5741836 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |