JP2012166327A - 研磨装置 - Google Patents
研磨装置 Download PDFInfo
- Publication number
- JP2012166327A JP2012166327A JP2011031308A JP2011031308A JP2012166327A JP 2012166327 A JP2012166327 A JP 2012166327A JP 2011031308 A JP2011031308 A JP 2011031308A JP 2011031308 A JP2011031308 A JP 2011031308A JP 2012166327 A JP2012166327 A JP 2012166327A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- support
- polishing apparatus
- reciprocating linear
- linear motion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/22—Single-purpose machines or devices for particular grinding operations not covered by any other main group characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B19/226—Single-purpose machines or devices for particular grinding operations not covered by any other main group characterised by a special design with respect to properties of the material of non-metallic articles to be ground of the ends of optical fibres
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
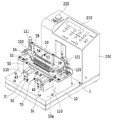
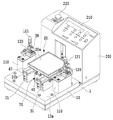
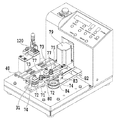
【解決手段】ワークの端面を研磨する研磨面20aを表面に有する研磨盤20と、研磨盤20の裏面20bを所定平面に沿って移動自在に支持する支持機構30と、研磨盤20の研磨面にワークの端面が当接するようにワークを保持するワークホルダ50と、研磨盤20に円運動をさせつつ往復直線運動をさせる駆動機構70とを有する。
【選択図】図1
Description
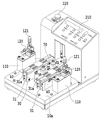
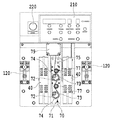
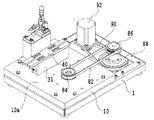
支持機構30は、上記した2つの支持台110の間に配置され、かつ、ベース10の取り付け面10aに並列して設置された2つの支持部材31と、複数の剛球45と、剛球45をガイドする各支持部材31の上面にそれぞれ設置された2つのガイド部材40と、を有する。
10…ベース
20…研磨盤
21…ピン孔
30…支持機構
31…支持部材
31a…支持面
40…ガイド部材
41…ガイド孔
45…剛球
50…ワークホルダ
70…駆動機構
71…スライダ
72…回転部材
73…偏心ピン
80…直動ガイド
Claims (10)
- ワークの端面を研磨する研磨面を表面に有する研磨盤と、
前記研磨盤の裏面を所定平面に沿って移動自在に支持する支持機構と、
前記研磨盤の研磨面にワークの端面が当接するようにワークを保持するワークホルダと、
前記研磨盤を円運動させつつ往復直線運動させる駆動機構と、
を有することを特徴とする研磨装置。 - 前記支持機構は、支持面を有する支持部材と、前記支持面と前記研磨盤の裏面との間に介在して前記支持面に対する前記研磨盤の円運動および往復直線運動を受容する複数のベアリング要素とを有することを特徴とする請求項1に記載の研磨装置。
- 前記支持機構は、前記往復直線運動の方向に移動自在に前記支持部材に支持され、前記複数のベアリング要素の各々の可動範囲を規定するガイド部材をさらに有することを特徴とする請求項2に記載の研磨装置。
- 前記ガイド部材は、前記複数のベアリング要素の各々の可動範囲を規定する複数のガイド孔を有し、
前記複数のガイド孔の各々は、前記往復直線運動の方向とは異なる方向に延在していることを特徴とする請求項3に記載の研磨装置。 - 前記ベアリング要素は、球体を含むことを特徴とする請求項2に記載の研磨装置。
- 前記支持部材は、並列され、かつ、前記往復直線運動の方向に延在する複数の支持部材を含み、
前記複数のベアリング要素およびガイド部材は、前記複数の支持部材の支持面の各々に設けられていることを特徴とする請求項3に記載の研磨装置。 - 前記駆動機構は、前記往復直線運動の方向に移動自在に案内されたスライダと、
前記スライダに回転自在に支持され、かつ、その回転中心から所定距離だけ偏心した位置で前記研磨盤に係合する回転部材と、を有することを特徴とする請求項1に記載の研磨装置。 - 前記回転部材は、互いに離隔して配置された第1および第2の回転部材を含み、
前記駆動機構は、前記第1および第2の回転部材を互いに同期して回転させるための歯付きベルトと、当該歯付きベルトのテンションを調整するテンショナとを含むことを特徴とする請求項7に記載の研磨装置。 - 基準面を有するベースをさらに有し、
前記支持機構およびワークホルダは、前記ベースの基準面に共通に設けられていることを特徴とする請求項1に記載の研磨装置。 - 前記ワークの端面は、光ファイバーフェルールの接続端面を含む、ことを特徴とする請求項1に記載の研磨装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031308A JP5714932B2 (ja) | 2011-02-16 | 2011-02-16 | 研磨装置 |
| PCT/JP2012/000891 WO2012111290A1 (ja) | 2011-02-16 | 2012-02-09 | 研磨装置 |
| US13/985,199 US9211627B2 (en) | 2011-02-16 | 2012-02-09 | Polishing apparatus |
| CN201280009339.7A CN103391831B (zh) | 2011-02-16 | 2012-02-09 | 研磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031308A JP5714932B2 (ja) | 2011-02-16 | 2011-02-16 | 研磨装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012166327A true JP2012166327A (ja) | 2012-09-06 |
| JP5714932B2 JP5714932B2 (ja) | 2015-05-07 |
Family
ID=46672237
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011031308A Active JP5714932B2 (ja) | 2011-02-16 | 2011-02-16 | 研磨装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9211627B2 (ja) |
| JP (1) | JP5714932B2 (ja) |
| CN (1) | CN103391831B (ja) |
| WO (1) | WO2012111290A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017085884A1 (ja) * | 2015-11-20 | 2018-09-06 | エヌ・ティ・ティ・アドバンステクノロジ株式会社 | 光ファイバコネクタ端面の複数段階一括研磨方法及び研磨フィルム |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105437041A (zh) * | 2014-08-18 | 2016-03-30 | 泰科电子(上海)有限公司 | 抛光设备 |
| CN104907926B (zh) * | 2015-06-16 | 2017-08-18 | 江苏天罡精密铸造有限公司 | 一种轴承圈沟超精加工机的取料装置 |
| CN106064341A (zh) * | 2016-07-25 | 2016-11-02 | 印杰 | 一种玻璃板通孔抛光机 |
| CN109129029B (zh) * | 2017-06-27 | 2022-04-08 | 康普技术有限责任公司 | 抛光机以及相关的抛光方法 |
| JP6964754B2 (ja) * | 2018-03-06 | 2021-11-10 | エヌ・ティ・ティ・アドバンステクノロジ株式会社 | 光コネクタ研磨冶具 |
| US11565368B2 (en) * | 2019-08-14 | 2023-01-31 | Toyota Motor Engineering & Manufacturing North America, Inc. | Sanding apparatus with multiple part engagement members |
| CN111421297B (zh) * | 2020-04-16 | 2022-05-27 | 昆明电机厂有限责任公司 | 一种推力支承面损坏的现场处理方法 |
| CN111745504B (zh) * | 2020-05-20 | 2022-06-21 | 深圳市裕展精密科技有限公司 | 打磨机构、打磨装置及打磨方法 |
| CN113601382A (zh) * | 2021-07-29 | 2021-11-05 | 合肥华峰暖通设备有限公司 | 一种螺旋钢管加工用抛光装置 |
| US12271039B2 (en) | 2021-12-17 | 2025-04-08 | Domaille Engineering, Llc | Optical fiber polisher with controlled platen stopping position |
| CN116587126B (zh) * | 2023-05-04 | 2026-01-06 | 上饶市富泉有机硅制品有限公司 | 一种硅胶模具抛光打磨装置 |
| CN118046150B (zh) * | 2024-04-11 | 2024-06-21 | 潍坊鸿洋机械科技有限公司 | 一种汽车排气管制作加工焊接装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61284380A (ja) * | 1985-06-07 | 1986-12-15 | 株式会社日立製作所 | ロボツトの伝動装置 |
| JPS62255056A (ja) * | 1986-04-25 | 1987-11-06 | Kyushu Denshi Kinzoku Kk | 両面研摩装置 |
| JPH04244646A (ja) * | 1990-09-26 | 1992-09-01 | Gates Power Drive Prod Inc | ベルトテンショナ |
| JPH08257854A (ja) * | 1995-03-24 | 1996-10-08 | Ntn Corp | 移動テーブルおよびその保持器 |
| JPH10235542A (ja) * | 1997-02-27 | 1998-09-08 | Seiko Instr Inc | 端面研磨方法及び装置 |
| JP2000084822A (ja) * | 1998-09-14 | 2000-03-28 | Seiko Giken:Kk | 光ファイバ端面研磨装置 |
| JP2001259986A (ja) * | 2000-03-13 | 2001-09-25 | Seiko Instruments Inc | 端面研磨装置 |
| US20010024931A1 (en) * | 1998-06-29 | 2001-09-27 | Mike Buzzetti | Method and apparatus for polishing |
| JP2003011047A (ja) * | 2001-06-29 | 2003-01-15 | Ntt Advanced Technology Corp | フェルールの端面研磨方法および装置 |
| JP2003205446A (ja) * | 2002-01-09 | 2003-07-22 | Ntt Advanced Technology Corp | 研磨方法およびその装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6412164A (en) | 1987-06-30 | 1989-01-17 | Mitsuboshi Belting Ltd | Multi-shaft transmission mechanism with cogged belt |
| JPH0767663B2 (ja) * | 1989-06-23 | 1995-07-26 | 株式会社精工技研 | 光ファイバ端面研磨装置 |
| US5218786A (en) * | 1991-10-04 | 1993-06-15 | Seikoh Giken Co., Ltd. | Apparatus for grinding ferrules for ribbon type optical fibers |
| US5349784A (en) * | 1992-07-10 | 1994-09-27 | Molex Incorporated | Optical fiber polishing apparatus |
| US5947797A (en) * | 1996-09-11 | 1999-09-07 | Buzzetti; Mike | Computer-controlled method for polishing |
| US5823859A (en) * | 1996-12-18 | 1998-10-20 | Erdogan; Cuneyt | Method of contouring optical fiber end faces and apparatus used therefor |
| US5813081A (en) * | 1997-04-04 | 1998-09-29 | Alcoa Fujikura Limited | Circular device for cleaning the ends of optical fibers |
| US6681437B1 (en) * | 1999-04-30 | 2004-01-27 | Ntt Advanced Technology Corporation | Cleaning tool for optical fiber connectors |
| US6415471B1 (en) * | 1999-06-30 | 2002-07-09 | Corning Cable Systems Llc | Device for cleaning mechanism for fiber optic connectors |
| JP2002210644A (ja) * | 2001-01-18 | 2002-07-30 | Seiko Instruments Inc | 端面研磨装置 |
| TW485863U (en) * | 2001-08-13 | 2002-05-01 | Hermosa Thin Film Co Ltd | Polishing equipment for end face of optical fiber |
| JP5031957B2 (ja) * | 2001-08-30 | 2012-09-26 | Thk株式会社 | リニアアクチュエータ |
| US6918816B2 (en) * | 2003-01-31 | 2005-07-19 | Adc Telecommunications, Inc. | Apparatus and method for polishing a fiber optic connector |
| KR100513139B1 (ko) | 2004-02-26 | 2005-09-07 | 조형준 | 연마디스크 구동장치 |
| CN100361782C (zh) | 2004-11-10 | 2008-01-16 | 中南大学 | 用于光纤连接器端面的超声机械复合研磨抛光方法及装置 |
| TWI289496B (en) * | 2006-06-29 | 2007-11-11 | Kow-Je Ling | Grinding tool for the end of workpiece |
| TW201111095A (en) * | 2009-09-23 | 2011-04-01 | Univ Nat Formosa | Round trajectory generation device |
-
2011
- 2011-02-16 JP JP2011031308A patent/JP5714932B2/ja active Active
-
2012
- 2012-02-09 US US13/985,199 patent/US9211627B2/en active Active
- 2012-02-09 WO PCT/JP2012/000891 patent/WO2012111290A1/ja not_active Ceased
- 2012-02-09 CN CN201280009339.7A patent/CN103391831B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61284380A (ja) * | 1985-06-07 | 1986-12-15 | 株式会社日立製作所 | ロボツトの伝動装置 |
| JPS62255056A (ja) * | 1986-04-25 | 1987-11-06 | Kyushu Denshi Kinzoku Kk | 両面研摩装置 |
| JPH04244646A (ja) * | 1990-09-26 | 1992-09-01 | Gates Power Drive Prod Inc | ベルトテンショナ |
| JPH08257854A (ja) * | 1995-03-24 | 1996-10-08 | Ntn Corp | 移動テーブルおよびその保持器 |
| JPH10235542A (ja) * | 1997-02-27 | 1998-09-08 | Seiko Instr Inc | 端面研磨方法及び装置 |
| US20010024931A1 (en) * | 1998-06-29 | 2001-09-27 | Mike Buzzetti | Method and apparatus for polishing |
| JP2000084822A (ja) * | 1998-09-14 | 2000-03-28 | Seiko Giken:Kk | 光ファイバ端面研磨装置 |
| JP2001259986A (ja) * | 2000-03-13 | 2001-09-25 | Seiko Instruments Inc | 端面研磨装置 |
| JP2003011047A (ja) * | 2001-06-29 | 2003-01-15 | Ntt Advanced Technology Corp | フェルールの端面研磨方法および装置 |
| JP2003205446A (ja) * | 2002-01-09 | 2003-07-22 | Ntt Advanced Technology Corp | 研磨方法およびその装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017085884A1 (ja) * | 2015-11-20 | 2018-09-06 | エヌ・ティ・ティ・アドバンステクノロジ株式会社 | 光ファイバコネクタ端面の複数段階一括研磨方法及び研磨フィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| US9211627B2 (en) | 2015-12-15 |
| JP5714932B2 (ja) | 2015-05-07 |
| CN103391831A (zh) | 2013-11-13 |
| US20130331008A1 (en) | 2013-12-12 |
| WO2012111290A1 (ja) | 2012-08-23 |
| CN103391831B (zh) | 2016-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5714932B2 (ja) | 研磨装置 | |
| US4262974A (en) | Linear bearing apparatus | |
| TW389716B (en) | Linear drive system for chemical mechanical polishing | |
| EP0500106A1 (en) | Moving stage | |
| EP2674995A1 (en) | Moving mechanism, electronic component transport device, electronic component inspection device | |
| JP6349029B2 (ja) | 研磨装置 | |
| JP5677279B2 (ja) | ブレーキドラムの研磨装置 | |
| WO2011092744A1 (ja) | 光ファイバー研磨装置 | |
| JP2017067077A (ja) | 直動案内軸受装置 | |
| JP4704047B2 (ja) | ダイクッション装置 | |
| JP3673703B2 (ja) | 研磨工具 | |
| JP7309403B2 (ja) | 回転載物台 | |
| CN209737339U (zh) | 一种用于塑胶制品自动打磨抛光治具 | |
| KR101441276B1 (ko) | 톱날 연마 장치 | |
| WO2011092745A1 (ja) | 等速往復直線運動装置および光ファイバー研磨装置 | |
| CN115741316A (zh) | 一种恒距打磨装置 | |
| JPS6156063B2 (ja) | ||
| KR20120052862A (ko) | 반도체 시험 장치의 베이스 유닛 | |
| JP5948077B2 (ja) | プランジャユニット、位置決め装置 | |
| US7594418B2 (en) | Arc type blade transfer apparatus | |
| JP2003005086A (ja) | 顕微鏡装置 | |
| JP2015038472A (ja) | ステージ装置 | |
| JP2012041972A (ja) | 直動案内軸受装置 | |
| JP5407277B2 (ja) | Xyステージ装置 | |
| JP2020003527A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140617 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140811 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141014 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141211 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150312 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5714932 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |