JP2012158386A - 真空断熱容器及びその製造方法 - Google Patents
真空断熱容器及びその製造方法 Download PDFInfo
- Publication number
- JP2012158386A JP2012158386A JP2011021225A JP2011021225A JP2012158386A JP 2012158386 A JP2012158386 A JP 2012158386A JP 2011021225 A JP2011021225 A JP 2011021225A JP 2011021225 A JP2011021225 A JP 2011021225A JP 2012158386 A JP2012158386 A JP 2012158386A
- Authority
- JP
- Japan
- Prior art keywords
- container
- side wall
- bottom plate
- bent portion
- vacuum heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/202—Casings or frames around the primary casing of a single cell or a single battery
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Packages (AREA)
- Laser Beam Processing (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Battery Mounting, Suspending (AREA)
Abstract
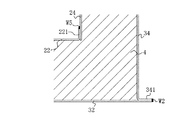
【解決手段】内容器と外容器とで容器本体を形成し、内容器と外容器との間に設けられる内部空間を真空にし、この内部空間を気密にする所要の溶接部を、容器本体の内部空間に対して逆側に露出する部位に設ける真空断熱容器であり、例えば内容器の底板22と別体の第二側壁24の下端部に内側方に向かって屈曲する折曲部241を形成し、折曲部241を底板22の縁近傍における底板22上に載置し、折曲部241の先端と底板22とを溶接して溶接部W1を形成する。
【選択図】図3
Description
この構成によれば、所要の溶接部が内部空間に対して逆側に露出していることから、溶接部を有する真空断熱容器の基本構造を一旦組み立てた後に、溶接部の気密性に欠陥が見つかって真空状態を維持できない場合、或いは溶接部に後から欠陥が生じて真空状態を維持できなくなった場合にも、溶接部を容易に補修することができる。従って、真空漏れを発見した際にも、溶接部を補修して製品化することができ、歩留まりを格段に向上することができる。更に、組立よりも工数を要する真空断熱容器の解体や廃棄の作業を行う必要を無くすことができ、又、解体作業時に発生する火花や粉塵等で作業環境が悪化し、これに起因する真空断熱容器の真空精度の低下、真空ポンプの目詰まり、故障等を防止できる。他方で、解体せずに廃棄する場合は多額の廃棄処理費用が発生するが、この廃棄処理費用を無くすことができる。また、運搬時や据付時の振動、温度や湿度の変化、地震や火災等で溶接部に亀裂が生じた場合にも容易に補修を行うことができる。
この構成によれば、内容器の底板とこれと別体の側壁との溶接部を、容器本体の内部空間に対して逆側に露出する部位である内容器の内面側に設けることができ、内容器の底板と別体の側壁との溶接部を容易に補修することができる。また、内容器と外容器との間の内部空間に底板を突出させる必要がないことから、内容器の材料を削減することができる。また、別体の側壁の折曲部を底板の縁近傍上に載置する構成により、例えば底板の縁と別体の側壁の外面とを位置合わせすることにより、容易に位置合わせして溶接することが可能となる。
この構成によれば、内容器の底板とこれと別体の側壁との溶接部を、容器本体の内部空間に対して逆側に露出する部位である内容器の内面側に設けることができ、内容器の底板と別体の側壁との溶接部を容易に補修することができる。また、内容器と外容器との間の内部空間に底板を突出させる必要がないことから、内容器の材料を削減することができる。また、別体の側壁の下端部が底板の縁よりも外側方に配置されることになり、材料の使用量を削減しつつ、内容器の容積をより大きくすることができる。
この構成によれば、内容器の底板とこれと別体の側壁との溶接部を、容器本体の内部空間に対して逆側に露出する部位である内容器の内面側に設けることができ、内容器の底板と別体の側壁との溶接部を容易に補修することができる。また、内容器と外容器との間の内部空間に側壁を突出させる必要がないことから、内容器の材料を削減することができる。また、折曲部の外側面に別体の側壁の下端近傍を沿わせて配置する構成により、例えば別体の側壁の下端と底板の下面とを位置合わせすることにより、容易に位置合わせして溶接することが可能となる。
この構成によれば、内容器の底板とこれと別体の側壁との溶接部を、容器本体の内部空間に対して逆側に露出する部位である内容器の内面側に設けることができ、内容器の底板と別体の側壁との溶接部を容易に補修することができる。また、内容器と外容器との間の内部空間に側壁を突出させる必要がないことから、内容器の材料を削減することができる。また、別体の側壁の下端が底板の上面よりも上方に配置されることになり、材料の使用量を削減しつつ、内容器の容積をより大きくすることができる。
この構成によれば、溶接部と補強溶接部との双方で接合強度をより高めることができると共に、容器本体の内部空間の気密性の確保をより確実に行うことができる。また、レーザー溶接で補強溶接部を構成することにより、低歪で加工することができ、残留応力の削減と溶接時の変形防止を図りつつ補強溶接を行うことができる。
この構成によれば、内容器と外容器との間の内部空間に露出する、接合されていない状態で二重に重なっている部分をより低減することができ、この重なり部分に付着している水分や塵等の不純物を減少させ、真空精度をより高めることができる。
この構成によれば、気密性に優れる真空断熱容器を、歩留まりの高い効率的、低コストの工程で製造することができる。
この構成によれば、気密性に優れる真空断熱容器を、歩留まりの高い効率的、低コストの工程で製造することができる。
第1実施形態の真空断熱容器1は、例えば蓄電池の収容に用いられるものであり、図1〜図4に示すように、内容器2と外容器3とで容器本体が形成される二重構造であり、内容器2と外容器3との間に設けられる内部空間にガラス繊維などの断熱材4が充填されている。そして、内容器2と外容器3との間の内部空間が気密とされ、内部圧力を減圧して真空状態にされていると共に、この内部空間を気密にする所要の溶接部W1、W2、W3が容器本体の内部空間に対して逆側に露出する部位に設けられている。
次に、第2実施形態の真空断熱容器1について図5に基づき説明する。第2実施形態の真空断熱容器1は、基本的な構成は第1実施形態と同一であるが、図5に示すように、第二側壁24の折曲部241の先端と底板22とを接合する溶接部W1と略平行な位置に、底板22と折曲部241とをYAGレーザー等のレーザー溶接で接合する補強溶接部WAが設けられ、溶接部W1と同方向に延びて形成されている。
次に、第3実施形態の真空断熱容器1について図6に基づき説明する。第3実施形態の真空断熱容器1は、基本的な構成は第1実施形態と同一であるが、図6に示すように、別体の側壁である第二側壁24の下端部の折曲部241上に底板22の縁近傍が載置され、底板22の縁が折曲部241に隅肉溶接して接合され、この溶接による溶接部W4が底板22の縁と折曲部241との重なり箇所に沿って延びるように形成されている。
次に、第4実施形態の真空断熱容器1について図7に基づき説明する。第4実施形態の真空断熱容器1は、基本的な構成は第1実施形態と同一であるが、図7に示すように、底板22の周縁である側端部に上方に向かって屈曲する折曲部221が形成され、折曲部221の外側面に別体の側壁である第二側壁24の下端近傍が沿うように配置され、折曲部221の上端が第二側壁24に隅肉溶接して接合されており、この溶接による溶接部W5が折曲部221の上端と第二側壁24との重なり箇所に沿って延びるように配置されている。
次に、第5実施形態の真空断熱容器1について図8に基づき説明する。第5実施形態の真空断熱容器1は、基本的な構成は第1実施形態と同一であるが、図8に示すように、底板22の周縁である側端部に上方に向かって屈曲する折曲部221が形成され、折曲部221の内側面に別体の側壁である第二側壁24の下端近傍が沿うように配置され、第二側壁24の下端が折曲部221に隅肉溶接して接合されており、この溶接による溶接部W6が第二側壁24の下端と折曲部221との重なり箇所に沿って延びるように配置されている。
次に、第6実施形態の真空断熱容器1について図9に基づき説明する。第6実施形態の真空断熱容器1は、基本的な構成は第1実施形態と同一であるが、図9に示すように、第二側壁24の上端部は上端面243、折曲部244を有しない辺になっており、第一側壁23の上端部も上端面231、折曲部232を有しない辺になっている。
次に、第7実施形態の真空断熱容器1について図10及び図11に基づき説明する。第7実施形態の真空断熱容器1は、例えばサイズの大きな真空断熱容器1とする場合に用いられ、基本的な構成は第1実施形態と同一であるが、図10(a)に示すように、内容器本体21が、部分底板22bと第一側壁23とから構成される部材の一対と、部分底板22b・22b間に配置される中継ぎ底板22aにより形成されている。
本明細書開示の発明は、各発明や各実施形態の構成の他に、適用可能な範囲で、これらの部分的な構成を本明細書開示の他の構成に変更して特定したもの、或いはこれらの構成に本明細書開示の他の構成を付加して特定したもの、或いはこれらの部分的な構成を部分的な作用効果が得られる限度で削除して特定した上位概念化したものを含むものである。そして、下記変形例も包含する。
Claims (9)
- 内容器と外容器とで容器本体を形成し、
前記内容器と前記外容器との間に設けられる内部空間を真空にする真空断熱容器であって、
前記内部空間を気密にする所要の溶接部を、前記容器本体の前記内部空間に対して逆側に露出する部位に設けることを特徴とする真空断熱容器。 - 前記内容器を底板と前記底板とは別体の側壁とから構成し、
前記別体の側壁の下端部に内側方に向かって屈曲する折曲部を形成し、
前記折曲部を前記底板の縁近傍における前記底板上に載置し、
前記折曲部の先端と前記底板とを溶接して前記溶接部を形成することを特徴とする請求項1記載の真空断熱容器。 - 前記内容器を底板と前記底板とは別体の側壁とから構成し、
前記別体の側壁の下端部に内側方に向かって屈曲する折曲部を形成し、
前記折曲部上に前記底板の縁近傍を載置し、
前記底板の縁と前記折曲部とを溶接して前記溶接部を形成することを特徴とする請求項1記載の真空断熱容器。 - 前記内容器を底板と前記底板とは別体の側壁とから構成し、
前記底板の側端部に上方に向かって屈曲する折曲部を形成し、
前記折曲部の外側面に前記別体の側壁の下端近傍を沿わせて配置し、
前記折曲部の上端と前記別体の側壁とを溶接して前記溶接部を形成することを特徴とする請求項1記載の真空断熱容器。 - 前記内容器を底板と前記底板とは別体の側壁とから構成し、
前記底板の側端部に上方に向かって屈曲する折曲部を形成し、
前記折曲部の内側面に前記別体の側壁の下端近傍を沿わせて配置し、
前記別体の側壁の下端と前記折曲部とを溶接して前記溶接部を形成することを特徴とする請求項1記載の真空断熱容器。 - 前記溶接部と略平行な位置に、前記底板と前記別体の側壁の折曲部若しくは前記別体の側壁と前記底板の折曲部とをレーザー溶接してなる補強溶接部を設けることを特徴とする請求項2〜5の何れかに記載の真空断熱容器。
- 前記底板と前記別体の側壁の折曲部とのオーバーラップ領域における中央から前記溶接部と逆側寄りの位置、若しくは前記別体の側壁と前記底板の折曲部とのオーバーラップ領域における中央から前記溶接部と逆側寄りの位置に前記補強溶接部を設けることを特徴とする請求項6記載の真空断熱容器。
- 請求項1〜7の何れかに記載の真空断熱容器の製造方法であって、
前記内容器と前記外容器との間に設けられる前記内部空間を気密にする所要の溶接部を、前記容器本体の前記内部空間に対して逆側に露出する部位に形成して前記容器本体を形成する工程と、
前記容器本体の真空漏れを検査し、真空漏れを検出した場合に前記溶接部を前記容器本体の前記内部空間に対して逆側から補修する工程と、
前記容器本体の所定箇所に設けられている吸引穴から前記容器本体内を真空吸引して前記吸引穴を閉塞する工程と、
を備えることを特徴とする真空断熱容器の製造方法。 - 請求項1〜7の何れかに記載の真空断熱容器の製造方法であって、
前記内容器と前記外容器との間に設けられる前記内部空間を気密にする所要の溶接部を、前記容器本体の前記内部空間に対して逆側に露出する部位に形成して前記容器本体を形成する工程と、
前記容器本体の所定箇所に設けられている吸引穴から前記容器本体内を真空吸引して前記吸引穴を閉塞する工程と、
前記容器本体の真空漏れを検査し、真空漏れを検出した場合に前記溶接部を前記容器本体の前記内部空間に対して逆側から補修する工程と、
を備えることを特徴とする真空断熱容器の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011021225A JP5844530B2 (ja) | 2011-02-02 | 2011-02-02 | 真空断熱容器及びその製造方法 |
| CN201280007248.XA CN103442995B (zh) | 2011-02-02 | 2012-01-17 | 真空绝热容器及其制造方法 |
| PCT/JP2012/000240 WO2012105169A1 (ja) | 2011-02-02 | 2012-01-17 | 真空断熱容器及びその製造方法 |
| EP12742432.3A EP2671820B1 (en) | 2011-02-02 | 2012-01-17 | Vacuum insulation container and method for producing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011021225A JP5844530B2 (ja) | 2011-02-02 | 2011-02-02 | 真空断熱容器及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012158386A true JP2012158386A (ja) | 2012-08-23 |
| JP5844530B2 JP5844530B2 (ja) | 2016-01-20 |
Family
ID=46602399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011021225A Expired - Fee Related JP5844530B2 (ja) | 2011-02-02 | 2011-02-02 | 真空断熱容器及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2671820B1 (ja) |
| JP (1) | JP5844530B2 (ja) |
| CN (1) | CN103442995B (ja) |
| WO (1) | WO2012105169A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3660430B1 (en) | 2015-10-29 | 2022-10-05 | LG Electronics Inc. | Refrigerator and apparatus for fabricating the same |
| JP2018010807A (ja) * | 2016-07-14 | 2018-01-18 | 株式会社豊田自動織機 | 電池パック |
| US11071411B2 (en) * | 2018-01-29 | 2021-07-27 | Thermos L.L.C. | Methods and systems for forming vacuum insulated containers |
| CN109794697B (zh) * | 2019-03-15 | 2023-09-29 | 浙江亿田智能厨电股份有限公司 | 集成灶内胆激光自动焊接变位工装夹具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0647535A (ja) * | 1992-07-29 | 1994-02-22 | Kubota Corp | 真空断熱容器 |
| JP2001012875A (ja) * | 1999-07-01 | 2001-01-19 | Kubota Corp | 熱交換器における伝熱チューブの補修方法 |
| JP2001280584A (ja) * | 2000-04-03 | 2001-10-10 | Kubota Corp | 真空断熱体の構造 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB626461A (en) * | 1946-05-01 | 1949-07-15 | Lawrence Andre Lockwood | An insulated container for a baby's bottle |
| US2699583A (en) * | 1952-12-30 | 1955-01-18 | Gen Electric | Method of making insulated cabinets |
| JPH04136596A (ja) * | 1990-09-28 | 1992-05-11 | Ishikawajima Harima Heavy Ind Co Ltd | ライナプレートの取付方法 |
| JPH07105924A (ja) | 1993-10-08 | 1995-04-21 | Kubota Corp | 真空断熱容器 |
| JP2920060B2 (ja) * | 1994-02-03 | 1999-07-19 | 日本酸素株式会社 | 断熱容器とその製造方法 |
| JP2937789B2 (ja) * | 1995-02-24 | 1999-08-23 | 日本碍子株式会社 | ナトリウム−硫黄電池用の真空断熱容器及びその製造方法 |
| JP2001085053A (ja) | 1999-09-17 | 2001-03-30 | Hitachi Ltd | 高温ナトリウム二次電池モジュ−ル |
| JP4611505B2 (ja) * | 2000-10-24 | 2011-01-12 | 株式会社Ihi | 貯蔵タンク及び貯蔵タンクの施工方法 |
| GB2410322A (en) * | 2004-01-21 | 2005-07-27 | Robinson & Sons Ltd | Thermally insulating paperboard tube arrangement |
| CN101344332B (zh) * | 2007-05-27 | 2011-04-13 | 郭厚德 | 真空单双胆真空输水管防爆利废磁化水的雨篷式太阳能热水器 |
| US9504349B2 (en) * | 2008-06-12 | 2016-11-29 | Breville Pty Ltd | Carafe with off centre opening |
-
2011
- 2011-02-02 JP JP2011021225A patent/JP5844530B2/ja not_active Expired - Fee Related
-
2012
- 2012-01-17 EP EP12742432.3A patent/EP2671820B1/en active Active
- 2012-01-17 WO PCT/JP2012/000240 patent/WO2012105169A1/ja not_active Ceased
- 2012-01-17 CN CN201280007248.XA patent/CN103442995B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0647535A (ja) * | 1992-07-29 | 1994-02-22 | Kubota Corp | 真空断熱容器 |
| JP2001012875A (ja) * | 1999-07-01 | 2001-01-19 | Kubota Corp | 熱交換器における伝熱チューブの補修方法 |
| JP2001280584A (ja) * | 2000-04-03 | 2001-10-10 | Kubota Corp | 真空断熱体の構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2671820B1 (en) | 2019-08-07 |
| CN103442995B (zh) | 2015-06-17 |
| WO2012105169A1 (ja) | 2012-08-09 |
| EP2671820A1 (en) | 2013-12-11 |
| CN103442995A (zh) | 2013-12-11 |
| JP5844530B2 (ja) | 2016-01-20 |
| EP2671820A4 (en) | 2016-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5313800B2 (ja) | 断熱パネル | |
| JP5844530B2 (ja) | 真空断熱容器及びその製造方法 | |
| CN102548262B (zh) | 电子装置壳体及其制造方法 | |
| CN106129300B (zh) | 一种新型动力电池包箱体 | |
| JP6285749B2 (ja) | 真空断熱パネルの製造方法 | |
| JP2013015419A5 (ja) | ||
| CN111819073A (zh) | 蜂窝板及其制造方法、以及外壳 | |
| JP5260161B2 (ja) | 電磁妨害遮蔽パネルおよびその製造方法 | |
| WO2013021821A1 (ja) | 側壁ユニット及びその製造方法、並びに該側壁ユニットを備えた液体貯蔵タンク | |
| JP7032555B2 (ja) | 液体充填シェルトランスフォーマまたはシェルリアクトルのためのタンク | |
| CN113314754B (zh) | 气密的罩壳及其制造 | |
| JP2016120510A (ja) | 接合方法 | |
| JP2005061465A (ja) | 真空断熱材 | |
| JP5997929B2 (ja) | 蓄電素子用の外装体の製造方法 | |
| CN219383557U (zh) | 端下梁、罐式集装箱的框架及罐式集装箱 | |
| CN212500688U (zh) | 半挂车箱板结构 | |
| JP2015117830A (ja) | 真空断熱パネルの製造方法 | |
| JP5202868B2 (ja) | 断熱パネル、断熱パネル集合体及び断熱パネルの組付方法 | |
| JP2015083736A (ja) | 柱と梁との接合構造および補強部材 | |
| JP4807334B2 (ja) | 真空断熱材 | |
| JPH08236149A (ja) | ナトリウム−硫黄電池用の真空断熱容器及びその製造方法 | |
| KR101046233B1 (ko) | 에너지 저장장치의 용기 | |
| JP5427317B2 (ja) | 密閉チャンバ | |
| JP2001280584A (ja) | 真空断熱体の構造 | |
| JP7330713B2 (ja) | ユニット式建物の梁接合構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20130130 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141014 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150714 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150807 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5844530 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |