本発明は、ガラス基板の製造方法に関する。
従来から、電子機器用のガラス基板は、シート状のガラスが所望のサイズに切断されることによって製造されている。所望のサイズに切断されたシート状のガラス(ガラス基板)の側面(端面)は、微小の凹凸やクラックが形成されている。当該凹凸やクラックは、ガラス基板の割れおよび欠け等の原因となりうる。このようなガラス基板の割れおよび欠けを防止するため、例えば、特許文献1(特開2009−297865号公報)に示すように、ガラス基板の端面は研磨部材によって研磨される。特許文献1には、研磨ホイールとガラス基板との接触時の負荷電流値を検出し、当該負荷電流値を用いてガラス基板の端面を適切に研磨する方法が提案されている。
ところで、特許文献1に開示される技術では、ガラス基板の搬送中に、ガラス基板の端面の研磨が行われる。ガラス基板の搬送中にガラス基板の端面が研磨される場合、ガラス基板の搬送状態によっては、ガラス基板の端面が適切に研磨されない場合がある。
本発明の課題は、ガラス基板の端面を搬送しながら研磨する場合に、研磨の精度を向上させるガラス基板の製造方法を提供することにある。
本発明に係るガラス基板の製造方法は、搬送されたガラス基板の両端面を研磨する研磨工程を含む。また、両端面を研磨する一対の研磨砥石は、回動自在に保持されると共にガラス基板方向へ第1の力が付与される。且つ、一対の研磨砥石は、ガラス基板の幅方向の変動に対して追従可能に保持されている。ここで、ガラス基板方向とは、ガラス基板の搬送方向に対して直交する方向である。また、ガラス基板の幅方向の変動とは、ガラス基板の搬送方向に直交する方向に沿ったガラス基板の位置の変動を意味する。さらに、一対の研磨砥石は、研磨工程におけるガラス基板の搬入時、及び搬出時において、回動が規制されるように第2の力が付与されている。ガラス基板の搬入時、及び搬出時とは、ガラス基板が研磨砥石に接触する時、及びガラス基板が研磨砥石から離れる時を意味する。
また、一対の研磨砥石の回動が規制されるように第2の力が付与されている間、ガラス基板と研磨砥石との接触による衝撃が弾性部材によって吸収されることが好ましい。
さらに、一対の研磨砥石は、ガラス基板の研磨工程における搬入時および搬出時において、ガラス基板の両端よりも内側に突出して配置されており、ガラス基板の前方端面に周縁部を当接して、ガラス基板の搬送に伴って周縁部を退避させてガラス基板を研磨することが好ましい。
本発明に係るガラス基板の製造方法では、ガラス基板の研磨位置に応じて最適に研磨し、未研磨領域をなくすことができる。
ガラス基板の製造方法に含まれる工程の概略を示す図である。
本実施形態で用いる搬送装置と、ガラス基板に対する研削ホイールおよび研磨ホイールの配置とを示す図である。
ガラス基板の端面(前端部分、中央部分、後端部分)を示す図である。
研磨装置の概略平面図である。
研磨装置の概略側面図である。
アームに取り付けられた研磨ホイールおよびブレーキ機構を示す図である。
制御ブロックを示す図である。
アームの回動に応じたスライダーシャフトの位置の変化を示す図である。
アームの回動に応じたスライダーシャフトの位置の変化を示す図である。
スライダーシャフトの適正位置を示す図である。
スライダーシャフトが適性位置からずれた状態を示す図である。
スライダーシャフトが適性位置からずれた状態を示す図である。
研磨工程における研磨装置の動きを示すフローである。
研磨ホイールとガラス基板との位置関係を示す図である。
研磨ホイールがガラス基板に接触するときに研磨ホイールとガラス基板とが適正距離である例(研磨ホイールがガラス基板に接触する前)を示す図である。
図11Aで示す状態の後であって、研磨ホイールがガラス基板の中央部分を研磨する状態を示す図である。
図11Bで示す状態の後であって、研磨ホイールがガラス基板の後端部分を研磨する状態を示す図である。
図11Aにおける外力およびスライダーシャフトの状態を示す図である。
図12Aで示す状態の後、研磨ホイールがガラス基板に接触した時(ガラス基板の前端部分を研磨する時)の外力およびスライダーシャフトの状態を示す図である。
図11Bにおける外力およびスライダーシャフトの状態を示す図である。
図11Cにおける外力およびスライダーシャフトの状態を示す図である。
研磨ホイールがガラス基板に接触するとき研磨ホイールとガラス基板とが適正距離ではない例(研磨ホイールがガラス基板に接触する前)を示す図である。
図13Aで示す状態の後であって、研磨ホイールがガラス基板の中央部分を研磨する状態を示す図である。
図13Bで示す状態の後であって、研磨ホイールがガラス基板の後端部分を研磨する状態を示す図である。
図13A(研磨ホイールとガラス基板との距離が近い場合)における外力およびスライダーシャフトの状態を示す図である。
図14Aで示す状態の後、研磨ホイールがガラス基板に接触した時(ガラス基板の前端部分を研磨する時)の外力およびスライダーシャフトの状態を示す図である。
図13Bにおける外力およびスライダーシャフトの状態を示す図である。
図13Cにおける外力およびスライダーシャフトの状態を示す図である。
図13A(研磨ホイールとガラス基板との距離が遠い場合)における外力およびスライダーシャフトの状態を示す図である。
図15Aで示す状態の後であって、研磨ホイールがガラス基板に接触した時(ガラス基板の前端部分を研磨する時)の外力およびスライダーシャフトの状態を示す図である。
図13Bにおける外力およびスライダーシャフトの状態を示す図である。
図13Cにおける外力およびスライダーシャフトの状態を示す図である。
研磨ホイールとガラス基板との接触時に、研磨ホイールとガラス基板とが適正距離とならない別の例(研磨ホイールがガラス基板に接触する前)を示す図である。
図16Aで示す状態の後であって、研磨ホイールがガラス基板の中央部分を研磨する状態を示す図である。
図16Bで示す状態の後であって、研磨ホイールがガラス基板の後端部分を研磨する状態を示す図である。
以下、図面を参照しながら、本発明の一実施形態に係るガラス基板の製造方法で用いるガラス基板GLの研磨装置10aについて説明する。なお、本実施形態において、「搬送方向」は、ガラス基板GLの搬送方向、「幅方向」は、ガラス基板GLの幅方向を意味する。また、「ガラス基板GLの傾き」とは、搬送装置80に対するガラス基板GLの傾き、「ガラス基板GLの幅方向の位置」とは、搬送装置80に対するガラス基板GLの幅方向の位置を意味する。さらに、「ガラス基板方向」とは、ガラス基板の搬送方向に対して直交する方向であり、「ガラス基板の幅方向の変動」とは、ガラス基板の搬送方向に直交する方向に沿ったガラス基板の位置の変動を意味する。
(1)全体構成
まず、図1を用いて、本発明に係るガラス基板の製造方法に含まれる複数の工程S1〜S7について説明する。複数の工程には、成形工程S1、切断工程S2、研削工程S3、研磨工程S4、洗浄工程S5,検査工程S6、および出荷工程S7が含まれる。
成形工程S1では、まず、ガラス原料を溶解し溶融ガラスが形成される。その後、溶融ガラスに含まれる気泡の除去等が行われる。さらに、気泡の除去等により均質化された溶融ガラスが、フュージョン法を用いてシート状のガラスへと成形される。シート状のガラスは、その後、規定寸法に裁断されて素板になる。
切断工程S2では、素板が所望の大きさに切断される。ここでは、電子機器またはフラットパネルディスプレイに用いられるガラスサイズへと素板が切断される。切断工程S2によって切断された素板(ガラス基板GL)は、図2に示すような搬送装置80によって下流へと搬送される。本実施形態で用いる搬送装置80は、ガラス基板GLの搬送方向に延びる搬送ベルト81,82からなる。搬送ベルト81,82は、ガラス基板GLの搬送方向を横切る方向(ガラス基板GLの幅方向)に所定の間隔をあけて配置されている。搬送ベルト81,82は、ガラス基板GLの下面に接触し、ガラス基板GLを吸着しながら下流に搬送する。なお、本実施形態で用いる搬送装置80は、ガラス基板GLを5m/s〜15m/sの速度で下流に搬送する。より好適には、ガラス基板GLが10m/s〜15m/sの速度で下流に搬送される。また、本実施形態に係るガラス基板の製造方法において製造するガラス基板GLは、0.2mm〜0.8mmの厚みを有する。より好適には、ガラス基板GLの厚みが、0.2mm〜0.4mmである。
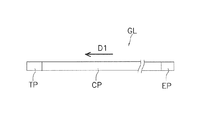
研削工程S3では、搬送装置80によって下流に搬送されたガラス基板GLを、研削ホイール9a,9bによって研削する。詳細には、ガラス基板GLの端面が研削される。端面は、ガラス基板GLの側面(切断面)である。ガラス基板GLの端面は、図3に示すように、前端部分TPと、後端部分EPと、中央部分CPとからなる。前端部分TPは、搬送方向D1に対して下流側の端面である。ガラス基板GLの後端部分EPは、搬送方向D1に対して上流側の端面である。ガラス基板GLの中央部分CPは、ガラス基板GLの前端部分TPおよび後端部分EPに挟まれた部分である。ガラス基板GLの端面は、研削ホイール9a,9bによって、若干丸みを帯びた形状に加工される(R面加工)。研削ホイール9a,9bは、図2に示すように、搬送装置80の両側に配置される。また、研削ホイール9a,9bは、図2の矢印R3方向に回転する。
研磨工程S4では、研削工程S3によって研削されたガラス基板GLの端面が、研磨ホイール11a,11bによって研磨される。図2に示すように、研磨ホイール11a,11bは、研削ホイール9a,9bの下流であって、搬送装置80の両側に配置される。また、研磨ホイール11a,11bは、図2の矢印R3方向に回転する。
洗浄工程S5では、ガラス基板GLが洗浄される。これにより、ガラス基板GLの表面に付着した微細な異物や汚れが取り除かれる。洗浄後、ガラス基板GLは、乾燥される。
検査工程S6では、ガラス基板GLの欠陥の有無が判定される。ここで、欠陥のあったガラス基板GLは、不良品として取り除かれる。
その後、出荷工程S7において、ガラス基板GLは梱包されて客先に発送される。
以下、研磨工程S4で用いる研磨装置10aの構成を詳細に説明する。なお、本実施形態に係るガラス基板の製造方法において、ガラス基板GLは、一定の状態で、研磨工程S4に搬送されるものとする。一定の状態とは、ガラス基板GLが正確に搬送されてきた場合に想定されるガラス基板GLの位置に対して、実際に搬送されてくるガラス基板GLの位置のズレが、一定の範囲内(±0.1mm)であることを意味する。ガラス基板GLの位置のズレには、搬送装置80の幅方向片側へのガラス基板GLの片寄り、および、搬送装置80に対するガラス基板GLの傾きが含まれる。搬送装置80の幅方向片側へのガラス基板GLの寄りとは、ガラス基板GLの中心線C1(図2参照)が搬送装置80の中心線C2(図2参照)に対して、幅方向にずれていることを意味する。ガラス基板GLの中心線C1および搬送装置80の中心線C2は、ガラス基板GLの搬送方向に沿った線である。したがって、搬送装置80の幅方向片側へガラス基板GLが寄っている状態とは、ガラス基板GLの中心線C1が、搬送装置80の中心線C2の幅方向右側に若干ずれた状態、またはガラス基板GLの中心線C1が、搬送装置80の中心線C2の幅方向左側に若干ずれた状態を意味する(図13A〜図13C参照)。また、搬送装置80に対するガラス基板GLの傾きとは、ガラス基板GLの前端部分TPから研磨ホイール11a,11bまでの距離と、ガラス基板GLの後端部分EPから研磨ホイール11a,11bまでの距離とが異なる状態を意味する。したがって、搬送装置80に対してガラス基板GLが傾いている状態では、ガラス基板GLの右側前端部が、ガラス基板GLの左側前端部よりも搬送方向下流側にある状態、または、ガラス基板GLの右側前端部が、ガラス基板GLの左側前端部よりも搬送方向上流側にある状態が含まれる(図16A〜図16C参照)。
(2)研磨装置の構成
研磨装置10a,10bは、研削ホイール9a,9bによって研削されたガラス基板GLの端面を研磨し、端面の凹凸やクラックを低減させる。
図4Aおよび図4Bに、本実施形態に係る研磨装置10aの概略構成を示す。図4Aは、研磨装置10aの平面図であり、図4Bは、研磨装置10aの側面図である。なお、図4Aおよび図4Bは、図2の右側に示す研磨ホイール11aを含む研磨装置10aを示す。以下、研磨装置10aの構成について詳細に説明するが、図2に示されたもう一方の研磨ホイール11bを含む研磨装置10bの構成も、研磨装置10aと同様の構成であるものとする。但し、研磨装置10bの構成および動作は、搬送装置80の中心線C2に対して、研磨装置10aの構成と対称であるものとする(図11A〜図11C等参照)。
研磨装置10aは、主として、研磨ホイール(研磨砥石に相当)11a、アーム12a、基板13a、ブレーキ機構14a、および制御部15を含む。
(2−1)研磨ホイール
研磨ホイール11aは、研削ホイール9aによって研削されたガラス基板GLの端面に接触して端面の凹凸やクラックを低減させる。研磨ホイール11aには、樹脂が充填された繊維が用いられている。樹脂には、ダイヤモンド砥粒、シリコンカーバイド砥粒、CBN砥粒、あるいは酸化セリウム砥粒等の砥粒が分散されている。これにより、研磨ホイール11aは、弾力性のある周縁部を有する。
研磨ホイール11aには、ガラス端面を切り込むための溝が形成されている。溝は、ガラス基板GLの端面および端面近傍を覆うようにガラス基板GLに接触する。研磨ホイール11aは、モーター17aによって、ホイール回転軸110aを中心に回転する。具体的には、ガラス基板GLの端面に接触する研磨ホイール11aの研磨面である周縁部が、ガラス基板GLの搬送方向D1と反対方向に進むように、研磨ホイール11aは回転する(図2の矢印R3)。
(2−2)アーム
アーム12aは、アーム回動軸120aを中心に回動する構成になっている。アーム12aは、回動によって搬送方向D1に対する傾きを変える。研磨装置11aは、アーム12aの傾きを変えることで、研磨ホイール11aからガラス基板GLに対して加えられる圧力を一定範囲に維持し、研磨ホイール11aをガラス基板の端面に追従させる。
アーム12aは、図4Bに示すように、第1の端部121および第2の端部122を有する。第1の端部121は、ガラス基板GLの近くに位置する端部であり、第2の端部122は、ガラス基板GLに対して離れた位置にある端部である。第1の端部121には、研磨ホイール11aが回動可能に取り付けられている。第2の端部122には、定圧シリンダー16aが取り付けられている。定圧シリンダー16aは、第2の端部122に対して矢印F1方向に一定の力(荷重)が加えられている(第1の力に相当)(図4A参照)。アーム12aは、定圧シリンダー16aによって第2の端部122に力が加えられると、アーム回動軸120aを中心に、矢印R1方向に回動する。アーム12aの第2の端部122の近傍には、ストッパー15aが配置されている。アーム12aの回動により、アームの第2の端部122とストッパー15aとが接触する。これにより、R1方向へのアーム12aの回動が抑制される。また、R1方向へのアーム12aの回動は、研磨ホイール11aとガラス基板GLの端面とが接触することによっても抑制される。
なお、アーム12aの回動は、後述するブレーキ機構14aの動作によっても制限される。ブレーキ機構14aとアーム12aの回動との関係については、後述するブレーキ機構14aの説明と併せて行う。
(2−3)基板
図4Bに示すように、基板13aは、定圧シリンダー16aおよびアーム回動軸120aを保持するプレートである。
(2−4)ブレーキ機構
ブレーキ機構14aは、ガラス基板GLの搬入時および搬出時にアーム12aの回動範囲を制限する(第2の力に相当)。ブレーキ機構14aは、図5に示すように、上部機構41と下部機構42とからなる。上部機構41は、上下に移動する構成になっている。具体的に、上部機構41は、下部機構42と接触する位置(規制位置)と、下部機構42から離れた位置(解除位置)との間を上下に移動する。上部機構41が規制位置で下部機構42に接触することにより、アーム12aの回動が制限される。すなわち、アーム12aの回動にブレーキがかけられる。一方、上部機構41が下部機構42から離れて解除位置にあるとき、アーム12aの回動が自由になる。すなわち、ブレーキが解除される。これにより、ガラス基板GLの傾きに応じてアーム12aが自由に回動する。以下、上部機構41と下部機構42との構成を詳細に説明する。
(2−4−1)上部機構
上部機構41は、主として、ブレーキ用シリンダー411と、上部接触ユニット412とを有する。
ブレーキ用シリンダー411は、ネジ411bによって、プレート411aに固定されている。また、ブレーキ用シリンダー411は、プレート411aを介して、プッシュアンドプルロッド411cと連結されている。プッシュアンドプルロッド411cは、後述する上部接触ユニット412と接続されている。ブレーキ用シリンダー411は、上部接触ユニット412を上下に移動させる。上部接触ユニット412は、ブレーキ用シリンダー411によって、上方にある解除位置と、下方にある規制位置とを移動する。
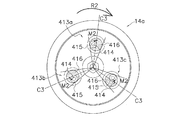
上部接触ユニット412は、下部機構42に接触する部材である。上部接触ユニット412には、挿入部413a,413b,413cが形成されている。挿入部413a−413cには、スライダーシャフト414が挿入される。スライダーシャフト414は、プレート411aの下面と、アーム回動軸120aの上面との間で垂直方向に延びる。上部接触ユニット412は、ブレーキ用シリンダー411によって上下に移動する際、スライダーシャフト414に沿って移動する。また、挿入部413a−413cは、スライダーベアリング415と、弾性部材416とが格納可能な構成になっている。スライダーベアリング415は、上部接触ユニット412によるスライダーシャフト414に沿った動きをスムーズにさせる機能を有する。すなわち、上部接触ユニット412は、スライダーベアリング415を介してスライダーシャフト414に沿いながら上下に移動する。
弾性部材416は、貫通孔h1を有する。貫通孔h1は、弾性部材416の中央部に形成されている。スライダーシャフト414およびスライダーベアリング415は、貫通孔h1の内側に配置される。すなわち、弾性部材416は、スライダーベアリング415の周囲に配置されている。弾性部材416は、ウレタン系材料、シリコン系材料、またはゴムである。ここでは、弾性部材416として、ウレタン系材料を用いる。弾性部材416は、上部接触ユニット412が規制位置にある時に、スライダーシャフト414に対して、アーム12aを若干動かせる程度の弾性を有する。具体的には、図7Aおよび図7Bに示すように、弾性部材416は、アーム12aをR1方向またはR2方向に所定量回動させることができる程度の弾性を有する。アーム12aが所定量回動することにより、本実施形態では、スライダーシャフト414およびスライダーベアリング415は、中心線C3から左右に0.1mm〜0.3mmずれる。ここで、所定量とは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離になることを許容する量である。また、中心線C3は、上部接触ユニット412の中心から挿入部413a−413cの中心に伸ばした直線である。弾性部材416の弾性は、ガラス基板GLの種類(ガラス基板GLの組成)に応じて変更することが考えられるが、本実施形態では、上部接触ユニット412が規制位置にある時に、アーム12aの回動をわずかに許容し、許容された範囲でアーム12aを回動させると、スライダーシャフト414およびスライダーベアリング415が、中心線C3から左右に0.2mmずれる程度の弾性を有する弾性部材416を用いることが好ましい。
上部接触ユニット412の下面には、図5に示すように、固定ブレーキパッド417が取り付けられている。固定ブレーキパッド417には、所定の剛性および所定の摩擦係数を有する材料が用いられる。所定の剛性とは、弾性部材416の剛性と同程度、または、弾性部材416の剛性よりも強い剛性を意味する。また、所定の摩擦係数とは、上部機構41が規制位置にあるとき、固定ブレーキパッド417が、外力F1,F2に対抗しうる程度の摩擦係数を意味する。固定ブレーキパッド417は、後述する下部機構42の回転ブレーキパッド422と接触する。
(2−4−2)下部機構
下部機構42は、規制位置にある上部機構41と接触する機構である。下部機構42は、主として、下部接触ユニット421を有する。下部接触ユニット421は、アーム12aの第2端部に配置されている。下部接触ユニット421の上面には、回転ブレーキパッド422が取り付けられている。具体的に、回転ブレーキパッド422は、規制位置にある上部機構41の固定ブレーキパッド417と接触するように取り付けられている。回転ブレーキパッド422にもまた、上述の固定ブレーキパッド417と同様に、所定の剛性および所定の摩擦係数を有する材料が用いられる。
(2−5)制御部
制御部15は、図6に示すように、研磨ホイール11a、アーム回動軸120a、ブレーキ機構14a、モーター17a、及び各種センサ16にそれぞれ接続されている。制御部15は、主として、CPU、ROM、RAM、およびハードディスク等から構成されている。制御部15は、ROM、RAMまたはハードディスク等に記憶されたプログラムや各種情報に基づいて各構成の制御を行う。なお、制御部15は、両方の研磨装置10a,10bに対して制御指令を生成して送るものであってもよい。
(3)アームの回動に応じたスライダーシャフトの位置
次に、図7Aおよび図7Bを参照して、ブレーキ機構14a作動時のスライダーシャフト414の位置の変化について説明する。上述したように、ブレーキ機構14aは、挿入部413a−413cに弾性部材416を有する。ブレーキ機構14aが作動している場合には、アーム12aの回動はスライダーシャフト414によって阻害される。しかし、スライダーシャフト414の周辺の弾性部材416が変形することにより、アーム12aの若干の回動が許容される。
図7Aおよび図7Bは、ブレーキ機構14aの作動時における、アーム12aの回動方向R1,R2と、アーム12aの回動に応じて変化するスライダーシャフト414の位置とを示す図である。図7Aは、ブレーキ機構14aの作動時、アーム12aが方向R1に回動した場合に、スライダーシャフト414が方向M1に移動することを示す。図7Bは、ブレーキ機構14aの作動時、アーム12aが方向R2に回動した場合に、スライダーシャフト414が方向M2に移動することを示す。
図7Aおよび図7Bが示すように、弾性部材416の変形の程度に応じて、アーム12aの回動量(回動範囲)が決定される。
(4)アームに加えられる外力とスライダーシャフトの位置との関係
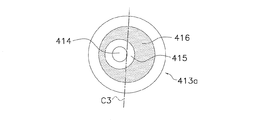
次に、図8A〜図8Cを用いて、アーム12aに加えられる外力と、挿入部413a内のスライダーシャフト414の位置との関係について説明する。ここで、アーム12aに加えられる外力とは、定圧シリンダー16aによって加えられる力(外力F1)と、研磨ホイール11aがガラス基板GLと接触することにより加えられる力(外力F2)とを意味する。なお、図8A〜図8Cは、図7Aおよび図7Bの挿入部413aの拡大図である。
図8Aでは、スライダーシャフト414が、挿入部413aの中心(適正位置)にある。スライダーシャフト414が適性位置にある時、スライダーシャフト414は、中心線C3の中心にある。スライダーシャフト414が適性位置にある時、外力F2によってアーム12aが回動しようとする力と、外力F1によってアーム12aが回動しようとする力とが、つりあった状態である。スライダーシャフト414が適正位置にある時、ガラス基板GLから研磨ホイール11aの中心までの距離は、所定の距離間隔であると考えられる。弾性部材416は、スライダーシャフト414およびスライダーベアリング415の周囲で均一の厚みを有する。すなわち、弾性部材416は、変形しておらず、原型を保っている。
図8Bでは、アーム12aが右回りに若干回動した結果、スライダーシャフト414が、中心線C3から左側にずれた位置にある。ここでは、外力F2によってアーム12aが回動しようとする力が、外力F1によって回動しようとする力よりも大きい状態にある。ガラス基板GLから研磨ホイール11aの中心までの距離は、所定の距離間隔よりも近いと考えられる。弾性部材416は、中心線C3の左側が圧縮されて変形する。弾性部材416が圧縮されることにより、ブレーキ機構14aの作動時に外力F2の過剰な上昇から研磨ホイール11aが守られる。
図8Cでは、アーム12aが左回りに若干回動した結果、スライダーシャフト414が、中心線C3から右側にずれた位置にある。ここでは、外力F1によってアーム12aが回動しようとする力が、外力F2によってアーム12aが回動しようとする力よりも大きい状態にある。ガラス基板GLから研磨ホイール11aの中心までの距離は、所定の距離間隔よりも遠いと考えられる。弾性部材416は、中心線C3の右側が圧縮されて変形する。圧縮された弾性部材416は、原型に復元しようとするが、原型に復元しようとする力(復元力)よりも外力F1が大きい。研磨ホイール11aはガラス基板GLの端面に対して一定範囲の圧力を加えて接触する。また、弾性部材416の復元力によって、ガラス基板GLの加工開始時に、ガラス基板GLから研磨ホイール11aに伝わる衝撃が低下される。すなわち、弾性部材416によって、ガラス基板GLから研磨ホイール11aに伝わる衝撃が吸収される。
(5)研磨工程の概略説明
次に、図9を用いて、研磨工程の概略を説明する。なお、研磨装置10aは、予めブレーキ機構14aを作動させておき、ガラス基板GLが搬送されてくるのを待つ。
まず、工程S101において、センサ16によって、研磨ホイール11aがガラス基板GLに接触したかどうかを判断する。本実施形態では、図10に示すように、研磨ホイール11aの外縁(周縁部)が、ガラス基板GLの端面から所定の距離W内側に位置するように、研磨ホイール11aとガラス基板GLの端面とを接触させる。すなわち、研磨ホイール11aは、ガラス基板の両端部よりも内側に突出するように配置される。ここで、所定の距離Wとは、0より大きく100μmmより小さい範囲の値であることが好ましい。より好ましくは、所定の距離Wは、50μmmである。回転する研磨ホイール11aにガラス基板GLの端面が接触することにより、ガラス基板GLの前端部分TPが、ブレーキ機構14aを作動させた状態で研磨される(第1研磨工程)。研磨ホイール11aは、弾性部材416の変形可能な範囲で、ガラス基板の端面に追従させながら研磨する。すなわち、研磨ホイール11aは、ガラス基板GLの前端部分TP(前方端面)に周縁部を当接させた後ガラス基板GLの下流方向への搬送に伴って、周縁部をガラス基板GLから退避させてガラス基板GLを研磨する。
工程S101において、センサ16によって、研磨ホイール11aとガラス基板GLとの接触が検出されると、工程S102において、タイマーのカウントが開始される。さらに、工程S103において、ブレーキ機構14aが解除される。すなわち、アーム12aは、搬送装置80に対するガラス基板GLの傾き(研磨ホイール11aの中心からガラス基板GLの端面までの距離)に併せて自由に回動する。そして、アーム12aは、外力F2によりアーム12aがR2方向に回動しようとする力と、外力F1によりアーム12aがR1方向に回動しようとする力とが、つりあった位置で安定し、当該位置で、研磨ホイール11aがガラス基板GLの端面を研磨する(第2研磨工程)。アーム12aがガラス基板GLの傾きに併せて自由に回動することで、研磨ホイール11aは、ガラス基板の端面に追従しながら研磨する。
その後、工程S104において、タイマーで計測した時間が所定時間に達したか否かが判断される。所定時間に達していない場合には、所定時間に達するまで待機し、所定時間に達すると、工程S105に進む。
工程S105では、ブレーキ機構14aを作動させる。すなわち、アーム12aの回動を規制した状態でガラス基板GLの端面を研磨する(第3研磨工程)。研磨ホイール11aは、弾性部材416の変形可能な範囲で、ガラス基板の端面に追従させながら研磨する。
(6)研磨工程の詳細説明
次に、図11A〜図16Cを参照して、ガラス基板GLの搬送状態に応じた研磨装置10aの動作について説明する。図11A〜図11C、図13A〜図13C、および図16A〜図16Cは、ガラス基板GLの搬送状態についての複数の例を示す図である。詳細には、研磨装置10a,10bが、ガラス基板GLの傾き、ガラス基板GLの幅方向の変動、および研磨ホイール11aの中心からガラス基板GLの端面までの距離の変動に応じて、アーム12aを動作させ、研磨ホイール11aをガラス基板GLの端面に追従させている様子を示す。なお、本実施形態では、研磨ホイール11aが、ガラス基板GLに対して一定範囲の圧力を加えた状態で、ガラス基板GLの端面を研磨するような構成になっている。
図11A〜図16C中、矢印D1は、ガラス基板GLの搬送方向を示す。矢印F1は、定圧シリンダー16aから与えられる外力を示し、矢印F2は、ガラス基板GLから与えられる外力を示す。また、矢印F1および矢印F2の大きさは、外力の大小を示す。さらに、図11A〜図16D中、図11B、図12C、図13B、図14C、図15C、および図16Bは、ブレーキ機構14aが解除された状態を示し、その他の図は、ブレーキ機構14aが作動している状態を示す。
(6−1)研磨ホイールの中心からガラス基板の端面までの距離が適正距離の場合
図11A〜図11Cおよび図12A〜図12Dは、研磨ホイール11aの中心からガラス基板GLまでの距離が適正距離である場合を示す。適正距離とは、研磨ホイール11aがガラス基板GLの端面に接触した際、スライダーシャフト414が適正位置にくるような距離である。図11A〜図11Cでは、ガラス基板GLが搬送装置80の中央に配置されている場合を例に説明する。ここでは、ガラス基板GLの中心線C1は搬送装置80の中心線C2と一致している。すなわち、搬送ベルト81,82の外側からガラス基板GLの端面までの距離L1は、ガラス基板GLの下流側、上流側、左側、および右側で同一である。
図11Aは、研磨ホイール11aがガラス基板GLの端面に接触する前の状態を示す。ここでは、図12Aに示すように、アーム12aには、外力F1のみがかかる。アーム12aは、矢印R1で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R1方向に若干回動する。このとき、スライダーシャフト414の位置は、適正位置からM1方向にずれる。
その後、ガラス基板GLが研磨ホイール11aに接触すると、図12Bに示すように、アーム12aには、外力F2もかけられる。アーム12aは、外力F2を受け、矢印R2で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R2方向に若干回動する。このとき、スライダーシャフト414の位置は、M2方向にずれる。ここでは、アーム12aが矢印R2方向に若干回動することにより、スライダーシャフト414は、適正位置に戻る。ガラス基板GLに接触する前に図11Aの実線で示す位置にあった研磨ホイール11aは、ガラス基板GLの前端部分TPに接触すると、破線で示す位置に移動する。このように、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
図11Bは、第1研磨工程の後であって、ガラス基板GLの前端部分TPが研磨ホイール11a,11bよりも下流側に位置する状態を示す。すなわち、図11Bは、ガラス基板GLの中央部分CPが研磨されている状態を示す。研磨装置10a,10bは、ガラス基板GLの中央部分CPを研磨する際、ブレーキ機構14a,14bを解除する。すなわち、上部機構41は下部機構42から遠ざかり解除位置にある。解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。上述したように、図11Bに示す研磨ホイール11aの中心からガラス基板GLまでの距離は、適正距離であるため、アーム12aを回動させることなく、外力F1によりアーム12aがR1方向へ回動しようとする力と外力F2によりアーム12aがR2方向へ回動しようとする力とがつりあった状態になる(図12C参照)。研磨ホイール11aは、R1方向へ回動しようとする力と、R2方向へ回動しようとする力とがつりあった状態で、ガラス基板GLの端面を研磨する(第2研磨工程)。すなわち、研磨ホイール11aは、ガラス基板の端面に追従しながら研磨する。
図11Cは、ガラス基板GLが研磨ホイール11aから離れる直前を示す。すなわち、ガラス基板GLの中央部分CPの研磨が終了した後であって、ガラス基板GLの後端部分EPが研磨されている状態を示す。図12Dに示すように、アーム12aには、外力F1と外力F2とがかけられる。外力F1によりアーム12aがR1方向に回動しようとする力と、外力F2によりアーム12aがR2方向に回動しようとする力とはつりあった状態である。すなわち、スライダーシャフト414は適正位置にある。ここで、ブレーキ機構14aが作動する。ガラス基板GLの後端部分EPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第3研磨工程)。この後、ガラス基板GLが研磨ホイール11aから離れていくと、アーム12aには外力F1のみがかかる。これにより、図12Aで示したように、アーム12aは、外力F1によってR1方向に回動しようとし、弾性部材416が圧縮される(弾性部材変形工程)。これにより、スライダーシャフト414は、適性位置からM1方向にわずかにずれる。
(6−2)研磨ホイールの中心からガラス基板の端面までの距離が適正距離でない場合
図13A〜図16Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離ではない場合の研磨装置10a(および10b)の動きを示す。図13A〜図13Cは、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある状態を示し、図16A〜図16Cは、ガラス基板GLが、搬送装置80に対して傾いた状態を示す。以下、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離でない場合の研磨装置10aの動きを、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある場合と、ガラス基板GLが搬送装置80に対して傾いている場合とに分けて説明する。
(6−2−1)ガラス基板が搬送装置の幅方向片側に寄っている場合
図13A〜図13Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さい場合(紙面右側の研磨ホイール11a)と、研磨ホイール11bの中心からガラス基板GLの端面までの距離が適正距離よりも大きい場合(紙面左側の研磨ホイール11b)とを示す。搬送ベルト81,82の外側からガラス基板GLの端面までの距離L2およびL3は、ガラス基板GLの上流側および下流側で同一である。
まず、図13A〜図13D(紙面右側の研磨装置10a)と図14A〜14Dとを用いて、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さい場合について説明する。
図13Aは、研磨ホイール11aがガラス基板GLの端面に接触する前の状態を示す。ここでは、図14Aに示すように、アーム12aには、定圧シリンダー16aからの外力F1のみがかかる。アーム12aは、矢印R1で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R1方向に若干回動する。このとき、スライダーシャフト414の位置は、適正位置からM1方向にわずかにずれる。
その後、ガラス基板GLが研磨ホイール11aに接触すると、アーム12aには、ガラス基板GLからの外力F2もかけられる(図14B参照)。ここでは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さいため、アーム12aにかけられる外力F2は、図12Bでアーム12aにかけられる外力F2よりも大きくなる。アーム12aは、外力F2を受けて矢印R2で示す方向に大きく回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の大きな変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R2方向に回動する。このとき、スライダーシャフト414の位置は、適正位置からM2方向にずれる。ここでは、弾性部材416の大きな変形によって、ガラス基板GLの切込過多が抑制される(切込過多抑制工程)。ガラス基板GLに接触する前に図13Aの実線で示す位置にあった研磨ホイール11aは、ガラス基板GLの前端部分TPに接触すると、破線で示す位置に移動する。このように、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
図13Bは、第1研磨工程の後であって、ガラス基板GLの前端部分TPが研磨ホイール11aよりも下流側に位置する状態を示す。すなわち、図13Bは、ガラス基板GLの中央部分CPが研磨されている状態を示す。研磨装置10aは、ガラス基板GLの中央部分CPを研磨する際、ブレーキ機構14aを解除する。すなわち、上部機構41は下部機構42から遠ざかり解除位置にある。解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。これにより、圧縮されていた弾性部材416が元の形状に復元される(復元工程)。すなわち、図14Cに示すように、スライダーシャフト414が実線の位置から破線の位置(適正位置)にくるように、上部接触ユニット412が回動する。一方、アーム12aは、ブレーキ機構14aの解除によって、外力F1と外力F2とを直接受ける。これにより、アーム12aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあう位置まで回動し、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離になるように研磨ホイール11aを移動させる。研磨ホイール11aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあった状態で、ガラス基板GLの端面を研磨する(第2研磨工程)。
図13Cは、ガラス基板GLが研磨ホイール11aから離れる直前を示す。すなわち、ガラス基板GLの中央部分CPの研磨が終了した後であって、ガラス基板GLの後端部分が研磨されている状態を示す。図14Dに示すように、アーム12aには、外力F1と外力F2とがかけられ、R1方向に回動しようとする力とR2方向に回動しようとする力とはつりあった状態である。ここで、ブレーキ機構14aが作動する。ブレーキ機構14aが作動したとき、外力F1および外力F2により発生する力がつりあっているため、上部接触ユニット416は、いずれの外力F1,F2の影響もうけない。したがって、弾性部材416は、原型を保ち、スライダーシャフト414を弾性部材416の中央(適正位置)に留める。ガラス基板GLの後端部分EPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第3研磨工程)。この後、ガラス基板GLが研磨ホイール11aから離れていくと、アーム12aには外力F1のみがかかるため、図14Aで示したように、弾性部材416が変形し、アーム12aの回動が許容される(弾性部材変形工程)。また、スライダーシャフト414は、アーム12aの回動に伴って、適性位置からM1方向にわずかにずれる。
次に、図13A〜図13C(紙面左側の研磨装置10b)と図15A〜15Dとを用いて、研磨ホイール11a,11bの中心からガラス基板GLの端面までの距離が適正距離よりも大きい場合について説明する。なお、図15A〜図15Dの研磨装置10aの配置は、図13A〜図13Cの研磨装置10aの配置と異なるが、動作原理は同様である。
図13Aは、上述したように、研磨ホイール11bがガラス基板GLの端面に接触する前の状態を示す。ここでは、図15Aに示すように、アーム12aには、定圧シリンダー16aからの外力F1のみがかかる。アーム12aは、矢印R1で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R1方向に若干回動する。このとき、スライダーシャフト414の位置は、適正位置からM1方向にわずかにずれる。
その後、ガラス基板GLが研磨ホイール11aに接触すると、アーム12aには、外力F2もかけられる(図15B参照)。ここでは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも大きいため、アーム12aにかけられる外力F2は、図12Bでアーム12aにかけられる外力F2よりも小さくなる。アーム12aは、矢印R2で示す方向に小さく回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の形状をわずかに復元させることにより、復元させた分だけアーム12aの回動が許容される(復元工程)。これにより、アーム12aは、矢印R2方向に回動する。このとき、スライダーシャフト414の位置は、適正位置からM2方向にずれる。ガラス基板GLの端面に接触する前に図13Aの実線で示す位置にあった研磨ホイール11aは、ガラス基板GLに接触した後、破線で示す位置に移動する。このように、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
図13Bは、上述したように、ガラス基板GLの中央部分CPが研磨されている状態を示す。すなわち、図13Bは、第1研磨工程の後であって、ガラス基板GLの前端部分TPが研磨ホイール11bよりも下流側に位置する状態を示す。研磨装置10bは、ガラス基板GLの中央部分CPを研磨する際、ブレーキ機構14bを解除する。すなわち、上部機構41は下部機構42から遠ざかり解除位置にある。解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。これにより、圧縮されていた弾性部材416が元の形状に復元する(復元工程)。すなわち、図15Cに示すように、スライダーシャフト414が実線の位置から破線の位置(適正位置)にくるように、上部接触ユニット412が回動する。一方、アーム12aは、ブレーキ機構14aの解除によって、定圧シリンダーからの外力F1とガラス基板GLからの外力F2とを直接受ける。これにより、アーム12aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあう位置まで回動し、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離になるように研磨ホイール11aを移動させる。研磨ホイール11bは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあった状態で、ガラス基板GLの端面を研磨する(第2研磨工程)。
図13Cは、上述したように、ガラス基板GLが研磨ホイール11bから離れる直前を示す。すなわち、ガラス基板GLの中央部分CPの研磨が終了した後であって、ガラス基板GLの後端部分が研磨されている状態を示す。図15Dに示すように、アーム12aには、外力F1と外力F2とがかけられ、R1方向に回動しようとする力とR2方向に回動しようとする力とはつりあった状態である。ここで、ブレーキ機構14aが作動する。ブレーキ機構14aが作動したとき、外力F1および外力F2により発生する力がつりあっているため、上部接触ユニット416は、いずれの外力F1,F2の影響もうけない。したがって、弾性部材416は、原型を保ち、スライダーシャフト414を弾性部材416の中央(適正位置)に留める。ガラス基板GLの後端部分EPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第3研磨工程)。この後、ガラス基板GLが研磨ホイール11aから離れていくと、アーム12aには外力F1のみがかかるため、図15Aで示したように、弾性部材416が変形し、アーム12aの回動が許容される(弾性部材変形工程)。また、スライダーシャフト414は、アームの回動に伴って、適性位置からM1方向にわずかにずれる。
(6−2−2)ガラス基板が搬送装置に対して傾いている場合
図16A〜図16Cは、搬送ベルト81,82の外側からガラス基板GLの前端部分TPまでの距離L2,L3と、搬送ベルト81,82の外側からガラス基板GLの後端部分EPまでの距離L3,L2とが、異なる場合を示す。言い換えると、紙面右側の研磨装置10aとガラス基板GLとの関係については、研磨ホイール11aの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも小さく、研磨ホイール11aの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも大きい。また、紙面左側の研磨装置10bとガラス基板GLとの関係については、研磨ホイール11bの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも大きく、研磨ホイール11bの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも小さい。
この場合、図14A〜14Dに示したように、研磨ホイール11aとガラス基板GLの端面とが接触した際には、ブレーキ機構14aが作動しているため、アーム12aは、自由に回動しない。しかし、弾性部材416の変形によりアーム12aの回動が許容される(弾性部材変形工程)。アーム12aが回動すると、スライダーシャフト414の挿入部における位置が変化する。そして、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
研磨ホイール11aがガラス基板GLに接触するとすぐに、ブレーキ機構14aは解除される。アーム12aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあうように回動し、研磨ホイール11aはガラス基板GLの傾きに沿いながらガラス基板GLの端面を研磨する(第2研磨工程)。この時、解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。これにより、弾性部材416は元の形状に復元する(復元工程)。
ガラス基板GLの中央部分CPの研磨が終了すると、ブレーキ機構14aが作動する。ガラス基板GLの後端部分EPは、ブレーキ機構14aを作動させた状態で研磨ホイール11aによって研磨される(第3研磨工程)。第3研磨工程では、弾性部材416に外力F1,F2がかからない状態でブレーキ機構14aが作動する。ブレーキ機構14aが作動した後のガラス基板GLの傾きに対しては、外力F1または外力F2に応じて弾性部材416が変形する。これにより、研磨ホイール11aは、弾性部材416の変形可能な範囲において、ガラス基板GLの端面に追従する。
ガラス基板GLが研磨ホイール11aから離れた後、アーム12aには定圧シリンダー16aからの外力F1のみがかけられるため、弾性部材416は変形し(弾性部材変形工程)、スライダーシャフト414は適正位置からM1方向にわずかにずれる。
(7)特徴
(7−1)
上記実施形態に係るガラス基板の製造方法は、搬送されてくるガラス基板GLの状態の如何にかかわらず、ガラス基板GLの端面を好適に研磨することができる。
一般的なガラス基板の製造方法におけるガラス基板の研磨工程では、搬送装置によって連続的に搬送されてくるガラス基板を研磨する。ここで、ガラス基板を研磨するために用いる研磨装置として、荷重タイミング制御型の研磨装置と、待機制御型の研磨装置とが考えられる。荷重タイミング制御型の研磨装置は、研磨ホイールに荷重をかけておき、ガラス基板が搬送されてくるタイミングに併せて研磨ホイールをガラス基板に近づけ、ガラス基板の端面を研磨する。しかし、荷重タイミング制御型の研磨装置は、機械的な動作誤差および電気的制御の応答遅れ等により、ガラス基板の端面の全て(すなわち、ガラス基板の前端部分TP、中央部分CP、および後端部分EP)を好適に研磨することは困難である。特に、近年では、ガラス基板の大量生産の需要に伴い、搬送装置によるガラス基板の搬送速度も高速化している。ガラス基板の搬送速度の高速化によって、ガラス基板の前端部分TPは、特に、研磨漏れが発生し易くなる。また、待機制御型の研磨装置は、搬送されてくるガラス基板に接触する位置に研磨ホイールを待機させておき、研磨ホイールに接触したガラス基板の端面を研磨する。待機制御型の研磨装置は、研磨ホイールを待機させる位置(待機位置)が適当な位置である場合には、ガラス基板の前端部分TPの研磨漏れを防ぐことができるが、研磨ホイールの待機位置が適当でない場合には、ガラス基板のコーナーと研磨ホイールとが激しく接触し、ガラス基板の欠けおよび研磨ホイールの異常磨耗が発生したり、未研磨部分が発生したりすることになる。また、待機制御型の研磨装置によって、上述のような不具合を解消するためには、研磨装置に含まれる駆動部の精度や、搬送装置による搬送精度を一層向上させる必要がある。また、より精度の高い装置を採用しようとすると、コスト高になるため好ましくない。
しかし、上記実施形態に係るガラス基板の製造方法では、研磨工程S4において用いる研磨装置10a,10bが、ガラス基板GLの幅方向の変動に追従可能な研磨ホイール11a,11bを備えている。ここで、ガラス基板GLの幅方向の変動とは、ガラス基板GLの搬送方向に交差する方向に沿ったガラス基板GLの変動である。すなわち、ガラス基板GLが搬送装置80の片側に寄った状態で搬送されてきたり、ガラス基板GLが搬送装置80に対して傾いた状態で搬送されてきたりすることにより、研磨ホイール11a,11bからガラス基板GLの端面までの距離に変化があった場合であっても、前端部分TPを含むガラス基板GLの端面全体を好適に研磨することができる。
(7−2)
上記実施形態に係る研磨装置10a,10bでは、ガラス基板GLの中央部分CPを研磨する際には、ブレーキ機構14a,14bを解除し、研磨ホイール11a,11bに定圧シリンダーからの外力F1をかけることによって、アーム12a,12bを自由に回動させ、研磨ホイール11a,11bをガラス基板GLの端面に追従させている。また、中央部分の研磨が終了すると、ブレーキ機構14a,14bを作動させて、次に搬送されるガラス基板(後続のガラス基板)GLを待ち受ける。ここで、ブレーキ機構14a,14bが作動した状態の研磨装置10a,10bは、研磨ホイール11a,11bを、後続のガラス基板GLの端面を研磨するために適した位置に配置している。
一般的に、上記実施形態で用いた搬送装置80のように、搬送装置80が搬送ベルトから構成されるものである場合、搬送ベルトの劣化によるネジレ等が発生する。この場合、一定の周期でガラス基板GLが搬送されてくる位置にズレが生じうる。しかし、上記実施形態で用いた研磨装置10a,10bは、後続のガラス基板GLの端面を研磨するために適した位置を、先行したガラス基板GLの研磨状態に応じて決定している。すなわち、先行したガラス基板GLの端面の研磨が終了した位置に基づいて、後続のガラス基板GLの好適な研磨位置を推定している。これにより、搬送ベルトの劣化や異常の有無に関わらず、ガラス基板GLの端面を適切に研磨することができる。
(7−3)
また、上記実施形態に係る研磨装置10a,10bでは、挿入部413a−413cに弾性部材416が格納されている。上部接触ユニット412では、挿入部413a−413cに格納された弾性部材416の内側に、スライダーシャフト414を挿入している。研磨装置10a,10bによって推定された後続のガラス基板GLの好適な研磨位置に多少のずれがあった場合には、弾性部材416を変形させることにより、研磨ホイール11a,11bが適切にガラス基板GLの端面に接触するようアーム12a,12bを回動させる。これにより、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合であっても、研磨ホイール11a,11bの位置が微調整される。これにより、ガラス基板GLの前端部分TPの研磨を確実に行うことができる。
また、研磨ホイール11a,11bが待機する位置が、ガラス基板GLの端面に対して近すぎた場合であっても、ガラス基板GLと研磨ホイール11a,11bとの接触による衝撃を弾性部材416が吸収するため、ガラス基板GLの破損および研磨ホイール11a,11bの異常磨耗を防ぐことができる。
(7−4)
上記実施形態では、ブレーキ機構14a,14bが作動している間、上述したように、ガラス基板GLの搬送状態によって弾性部材416を変形させることでアーム12a,12bの回動を許容する。弾性部材416はスライダーシャフト414によって圧縮されることにより変形する。また、上記実施形態では、ガラス基板GLの中央部分CPを研磨している間、ブレーキ機構14a,14bを解除し、ブレーキ機構14a,14bを解除している間に、弾性部材416の形状を復元させる。したがって、その後、ブレーキ機構14a,14bが作動して先行するガラス基板GLの後端部分EPを研磨し、さらに、後続のガラス基板GLの研磨を開始する際、弾性部材416は大きく変形することができる。言い換えると、研磨ホイール11aが後続のガラス基板GLに接触する際、弾性部材416は外力F1によって最も圧縮された状態である。このとき、弾性部材416は、外力F2に対して最も柔軟に対応できる状態(アーム12a,12bの回動可能範囲が最も大きい状態)である。したがって、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合にも柔軟に対応することができる。
(7−5)
上記実施形態に係る研磨装置10a,10bは、研磨ホイール11a,11bの中心からガラス基板GLの端面までの距離が適正距離を保つようにアーム12a,12bを回動させる。これによって、ガラス基板GLが搬送装置80に対して傾いていた場合およびガラス基板GLが搬送装置80の幅方向片側によっていた場合のみならず、研磨ホイール11a,11bの磨耗により、研磨ホイール11a,11bの直径に変化があった場合にも、ガラス基板GLの端面を好適に研磨することができる。
(7−6)
上記実施形態では、ガラス基板GLを大量生産するために、比較的早い速度でガラス基板GLが搬送される。具体的に、ガラス基板GLの搬送速度は、5m/s〜15m/s(好ましくは、10m/s〜15m/s)である。ガラス基板GLが、5m/s〜15m/s(好ましくは、10m/s〜15m/s)の速度で研磨ホイール11a,11bに接触すると、研磨ホイール11a,11bが待機する位置が適当でない場合、ガラス基板GLの破損が生じ易い。また、上記実施形態で製造するガラス基板GLのように、非常に厚みが少ないガラス基板を製造する場合、ガラス基板GLの破損は一層生じ易い。
しかし、上記実施形態では、一のガラス基板GLを研磨している間に、アーム12a,12bを自由に回動させ、後続のガラス基板GLの状態に適した位置に研磨ホイール11a,11bを移動させる。また、研磨装置10a,10bは弾性部材416を有するため、想定した後続のガラス基板GLの搬送状態と実際に搬送されてきた後続のガラス基板GLの搬送状態とが異なる場合、弾性部材416を圧縮させてアーム12a,12bの回動を許容する。
それにより、上記実施形態に係るガラス基板の製造方法では、非常に薄いガラス基板を大量生産する場合にも、研磨に係るガラス基板の破損を低減させ、ガラス基板GLの生産率を向上させることができる。
(8)変形例
(8−1)変形例A
上記実施形態では、ガラス基板GLが研磨ホイール11a,11bから離れる直前にブレーキ機構14a,14bが作動したが、ブレーキ機構14a,14bは、ガラス基板GLの中央部分の途中であってもよい。
(8−2)変形例B
上記実施形態では、ガラス基板GLを搬送する手段として、吸着式の搬送ベルト81,82からなる搬送装置80を採用したが、搬送装置80は、他の構成を有するものであっても構わない。例えば、搬送装置80は、ガラス基板GLの幅方向両側で、ガラス基板GLの表面および裏面を挟むベルトによって構成されるものであってもよい。また、搬送装置80は、ガラス基板GLを吸着して搬送するテーブルであってもよい。
(8−3)変形例C
上記実施形態では、研磨ホイール11aの外縁が、ガラス基板GLの端面から所定の距離W内側に位置するように、研磨ホイール11aとガラス基板GLの端面とを接触させる構成であると説明した。ここで、所定の距離Wは、弾性部材416の弾性の程度、挿入部の径の大きさ、挿入部に占める弾性部材416の割合、アームの回動範囲、および搬送装置80の搬送精度等に基づいて決定されるものであり、上記実施形態で記載した距離に限られるものではない。
また、上記実施形態において、弾性部材416は、アーム12aの所定量の回動を許容し、スライダーシャフト414およびスライダーベアリング415を、中心線C3から左右に0.2mmずらす程度の弾性を有することが好ましく、ガラス基板GLの種類(ガラス基板GLの組成)に応じて変更することが考えられると説明したが、弾性部材の弾性の程度は、その他、搬送装置80によるガラス基板GLの搬送精度や、研磨ホイール11aが磨耗する程度等を考慮して決定してもよい。また、弾性部材の弾性の程度は、ガラス基板GLの搬送速度やガラス基板GLの厚みに応じて変更してもよい。
上記実施形態では、ガラス基板GLの搬送状態が如何なる状態であっても、研磨ホイール11aがガラス基板GLに対して一定範囲の圧力を加えた状態で、ガラス基板GLの端面を研磨することを特徴としている。したがって、上記ブレーキ機構14a,14bの構成において、ガラス基板GLと接触する際に一定範囲の圧力が加わるように設計されるものであれば、上記実施形態で例示した値に限定されるものではない。
(8−4)変形例D
上記実施形態において、固定ブレーキパッド417は、上部接触ユニット412の下面に部分的に取り付けられており、回転ブレーキパッド422は、下部接触ユニット421の上面に部分的に取り付けられていたが、固定ブレーキパッド417は、上部接触ユニット412の下面全面に取り付けられてもよく、回転ブレーキパッド422は、下部接触ユニット421の上面全面に取り付けられていてもよい。
10a,10b 研磨装置
11a,11b 研磨ホイール
12a,12b アーム
13a,13b 基板
14a,14b ブレーキ機構
15a ストッパー
16a,16b 定圧シリンダー
17a モーター
41 上部機構
42 下部機構
411 ブレーキ用シリンダー
412 上部接触ユニット
413a−413c 挿入部
414 スライダーシャフト
415 スライダーベアリング
416 弾性部材
417 固定ブレーキパッド
421 下部接触ユニット
422 回転ブレーキパッド
本発明は、ガラス基板の製造方法に関する。
従来から、電子機器用のガラス基板は、シート状のガラスが所望のサイズに切断されることによって製造されている。所望のサイズに切断されたシート状のガラス(ガラス基板)の側面(端面)は、微小の凹凸やクラックが形成されている。当該凹凸やクラックは、ガラス基板の割れおよび欠け等の原因となりうる。このようなガラス基板の割れおよび欠けを防止するため、例えば、特許文献1(特開2009−297865号公報)に示すように、ガラス基板の端面は研磨部材によって研磨される。特許文献1には、研磨ホイールとガラス基板との接触時の負荷電流値を検出し、当該負荷電流値を用いてガラス基板の端面を適切に研磨する方法が提案されている。
ところで、特許文献1に開示される技術では、ガラス基板の搬送中に、ガラス基板の端面の研磨が行われる。ガラス基板の搬送中にガラス基板の端面が研磨される場合、ガラス基板の搬送状態によっては、ガラス基板の端面が適切に研磨されない場合がある。
本発明の課題は、ガラス基板の端面を搬送しながら研磨する場合に、研磨の精度を向上させるガラス基板の製造方法を提供することにある。
本発明に係るガラス基板の製造方法は、搬送されたガラス基板の両端面を研磨する研磨工程を含む。また、両端面を研磨する一対の研磨砥石は、回動自在のアームにより保持されると共に、ガラス基板方向へ第1の力がアームに付与されてアームが回動することにより、一対の研磨砥石は、ガラス基板の幅方向の変動に対して両端面に追従可能に保持されている。ここで、ガラス基板方向とは、ガラス基板の搬送方向に対して直交する方向である。また、ガラス基板の幅方向の変動とは、ガラス基板の搬送方向に直交する方向に沿ったガラス基板の位置の変動を意味する。さらに、一対の研磨砥石は、研磨工程におけるガラス基板の搬入時、及び搬出時において、ブレーキ機構により、アームの回動が規制されるように第2の力がアームに付与されている。ガラス基板の搬入時、及び搬出時とは、ガラス基板が研磨砥石に接触する時、及びガラス基板が研磨砥石から離れる時を意味する。一対の研磨砥石は、第2の力がアームに付与されている状態で、ガラス基板の前端部分および後端部分を研磨する。
また、研磨工程におけるガラス基板の搬出時から、後続のガラス基板の搬入時までの間において、ブレーキ機構により第2の力がアームに付与されていることが好ましい。
また、研磨工程におけるガラス基板の搬入時、及び搬出時において、第2の力により規制されるアームの回動が弾性部材の変形によって許容されることが好ましい。
また、ブレーキ機構により第2の力がアームに付与されている間、ガラス基板と研磨砥石との接触による衝撃が弾性部材によって吸収されることが好ましい。
また、一対の研磨砥石は、ガラス基板の研磨工程における搬入時および搬出時において、ガラス基板の両端よりも内側に突出して配置されており、ガラス基板の前端部分に研磨砥石の周縁部を当接して、ガラス基板の搬送に伴って周縁部を退避させてガラス基板を研磨することが好ましい。
また、ブレーキ機構は、上下に移動する上部機構と、アームに連結されている下部機構とを有し、上部機構が下部機構と接触する位置にある時に、第2の力がアームに付与され、かつ、上部機構が下部機構から離れた位置にある時に、第2の力がアームに付与されないことが好ましい。
本発明に係るガラス基板の製造装置は、搬送されたガラス基板の両端面を研磨し、回動自在のアームと、一対の研磨砥石と、ブレーキ機構とを備える。一対の研磨砥石は、アームにより保持され、ガラス基板の両端面を研磨する。一対の研磨砥石は、ガラス基板方向へ第1の力がアームに付与されてアームが回動することにより、ガラス基板の幅方向の変動に対して両端面に追従可能に保持されている。一対の研磨砥石は、ガラス基板の搬入時、及び搬出時において、ブレーキ機構により、アームの回動が規制されるように第2の力がアームに付与されている状態で、ガラス基板の前端部分および後端部分を研磨する。
本発明に係るガラス基板の製造方法では、ガラス基板の研磨位置に応じて最適に研磨し、未研磨領域をなくすことができる。
ガラス基板の製造方法に含まれる工程の概略を示す図である。
本実施形態で用いる搬送装置と、ガラス基板に対する研削ホイールおよび研磨ホイールの配置とを示す図である。
ガラス基板の端面(前端部分、中央部分、後端部分)を示す図である。
研磨装置の概略平面図である。
研磨装置の概略側面図である。
アームに取り付けられた研磨ホイールおよびブレーキ機構を示す図である。
制御ブロックを示す図である。
アームの回動に応じたスライダーシャフトの位置の変化を示す図である。
アームの回動に応じたスライダーシャフトの位置の変化を示す図である。
スライダーシャフトの適正位置を示す図である。
スライダーシャフトが適性位置からずれた状態を示す図である。
スライダーシャフトが適性位置からずれた状態を示す図である。
研磨工程における研磨装置の動きを示すフローである。
研磨ホイールとガラス基板との位置関係を示す図である。
研磨ホイールがガラス基板に接触するときに研磨ホイールとガラス基板とが適正距離である例(研磨ホイールがガラス基板に接触する前)を示す図である。
図11Aで示す状態の後であって、研磨ホイールがガラス基板の中央部分を研磨する状態を示す図である。
図11Bで示す状態の後であって、研磨ホイールがガラス基板の後端部分を研磨する状態を示す図である。
図11Aにおける外力およびスライダーシャフトの状態を示す図である。
図12Aで示す状態の後、研磨ホイールがガラス基板に接触した時(ガラス基板の前端部分を研磨する時)の外力およびスライダーシャフトの状態を示す図である。
図11Bにおける外力およびスライダーシャフトの状態を示す図である。
図11Cにおける外力およびスライダーシャフトの状態を示す図である。
研磨ホイールがガラス基板に接触するとき研磨ホイールとガラス基板とが適正距離ではない例(研磨ホイールがガラス基板に接触する前)を示す図である。
図13Aで示す状態の後であって、研磨ホイールがガラス基板の中央部分を研磨する状態を示す図である。
図13Bで示す状態の後であって、研磨ホイールがガラス基板の後端部分を研磨する状態を示す図である。
図13A(研磨ホイールとガラス基板との距離が近い場合)における外力およびスライダーシャフトの状態を示す図である。
図14Aで示す状態の後、研磨ホイールがガラス基板に接触した時(ガラス基板の前端部分を研磨する時)の外力およびスライダーシャフトの状態を示す図である。
図13Bにおける外力およびスライダーシャフトの状態を示す図である。
図13Cにおける外力およびスライダーシャフトの状態を示す図である。
図13A(研磨ホイールとガラス基板との距離が遠い場合)における外力およびスライダーシャフトの状態を示す図である。
図15Aで示す状態の後であって、研磨ホイールがガラス基板に接触した時(ガラス基板の前端部分を研磨する時)の外力およびスライダーシャフトの状態を示す図である。
図13Bにおける外力およびスライダーシャフトの状態を示す図である。
図13Cにおける外力およびスライダーシャフトの状態を示す図である。
研磨ホイールとガラス基板との接触時に、研磨ホイールとガラス基板とが適正距離とならない別の例(研磨ホイールがガラス基板に接触する前)を示す図である。
図16Aで示す状態の後であって、研磨ホイールがガラス基板の中央部分を研磨する状態を示す図である。
図16Bで示す状態の後であって、研磨ホイールがガラス基板の後端部分を研磨する状態を示す図である。
以下、図面を参照しながら、本発明の一実施形態に係るガラス基板の製造方法で用いるガラス基板GLの研磨装置10aについて説明する。なお、本実施形態において、「搬送方向」は、ガラス基板GLの搬送方向、「幅方向」は、ガラス基板GLの幅方向を意味する。また、「ガラス基板GLの傾き」とは、搬送装置80に対するガラス基板GLの傾き、「ガラス基板GLの幅方向の位置」とは、搬送装置80に対するガラス基板GLの幅方向の位置を意味する。さらに、「ガラス基板方向」とは、ガラス基板の搬送方向に対して直交する方向であり、「ガラス基板の幅方向の変動」とは、ガラス基板の搬送方向に直交する方向に沿ったガラス基板の位置の変動を意味する。
(1)全体構成
まず、図1を用いて、本発明に係るガラス基板の製造方法に含まれる複数の工程S1〜S7について説明する。複数の工程には、成形工程S1、切断工程S2、研削工程S3、研磨工程S4、洗浄工程S5,検査工程S6、および出荷工程S7が含まれる。
成形工程S1では、まず、ガラス原料を溶解し溶融ガラスが形成される。その後、溶融ガラスに含まれる気泡の除去等が行われる。さらに、気泡の除去等により均質化された溶融ガラスが、フュージョン法を用いてシート状のガラスへと成形される。シート状のガラスは、その後、規定寸法に裁断されて素板になる。
切断工程S2では、素板が所望の大きさに切断される。ここでは、電子機器またはフラットパネルディスプレイに用いられるガラスサイズへと素板が切断される。切断工程S2によって切断された素板(ガラス基板GL)は、図2に示すような搬送装置80によって下流へと搬送される。本実施形態で用いる搬送装置80は、ガラス基板GLの搬送方向に延びる搬送ベルト81,82からなる。搬送ベルト81,82は、ガラス基板GLの搬送方向を横切る方向(ガラス基板GLの幅方向)に所定の間隔をあけて配置されている。搬送ベルト81,82は、ガラス基板GLの下面に接触し、ガラス基板GLを吸着しながら下流に搬送する。なお、本実施形態で用いる搬送装置80は、ガラス基板GLを5m/s〜15m/sの速度で下流に搬送する。より好適には、ガラス基板GLが10m/s〜15m/sの速度で下流に搬送される。また、本実施形態に係るガラス基板の製造方法において製造するガラス基板GLは、0.2mm〜0.8mmの厚みを有する。より好適には、ガラス基板GLの厚みが、0.2mm〜0.4mmである。
研削工程S3では、搬送装置80によって下流に搬送されたガラス基板GLを、研削ホイール9a,9bによって研削する。詳細には、ガラス基板GLの端面が研削される。端面は、ガラス基板GLの側面(切断面)である。ガラス基板GLの端面は、図3に示すように、前端部分TPと、後端部分EPと、中央部分CPとからなる。前端部分TPは、搬送方向D1に対して下流側の端面である。ガラス基板GLの後端部分EPは、搬送方向D1に対して上流側の端面である。ガラス基板GLの中央部分CPは、ガラス基板GLの前端部分TPおよび後端部分EPに挟まれた部分である。ガラス基板GLの端面は、研削ホイール9a,9bによって、若干丸みを帯びた形状に加工される(R面加工)。研削ホイール9a,9bは、図2に示すように、搬送装置80の両側に配置される。また、研削ホイール9a,9bは、図2の矢印R3方向に回転する。
研磨工程S4では、研削工程S3によって研削されたガラス基板GLの端面が、研磨ホイール11a,11bによって研磨される。図2に示すように、研磨ホイール11a,11bは、研削ホイール9a,9bの下流であって、搬送装置80の両側に配置される。また、研磨ホイール11a,11bは、図2の矢印R3方向に回転する。
洗浄工程S5では、ガラス基板GLが洗浄される。これにより、ガラス基板GLの表面に付着した微細な異物や汚れが取り除かれる。洗浄後、ガラス基板GLは、乾燥される。
検査工程S6では、ガラス基板GLの欠陥の有無が判定される。ここで、欠陥のあったガラス基板GLは、不良品として取り除かれる。
その後、出荷工程S7において、ガラス基板GLは梱包されて客先に発送される。
以下、研磨工程S4で用いる研磨装置10aの構成を詳細に説明する。なお、本実施形態に係るガラス基板の製造方法において、ガラス基板GLは、一定の状態で、研磨工程S4に搬送されるものとする。一定の状態とは、ガラス基板GLが正確に搬送されてきた場合に想定されるガラス基板GLの位置に対して、実際に搬送されてくるガラス基板GLの位置のズレが、一定の範囲内(±0.1mm)であることを意味する。ガラス基板GLの位置のズレには、搬送装置80の幅方向片側へのガラス基板GLの片寄り、および、搬送装置80に対するガラス基板GLの傾きが含まれる。搬送装置80の幅方向片側へのガラス基板GLの寄りとは、ガラス基板GLの中心線C1(図2参照)が搬送装置80の中心線C2(図2参照)に対して、幅方向にずれていることを意味する。ガラス基板GLの中心線C1および搬送装置80の中心線C2は、ガラス基板GLの搬送方向に沿った線である。したがって、搬送装置80の幅方向片側へガラス基板GLが寄っている状態とは、ガラス基板GLの中心線C1が、搬送装置80の中心線C2の幅方向右側に若干ずれた状態、またはガラス基板GLの中心線C1が、搬送装置80の中心線C2の幅方向左側に若干ずれた状態を意味する(図13A〜図13C参照)。また、搬送装置80に対するガラス基板GLの傾きとは、ガラス基板GLの前端部分TPから研磨ホイール11a,11bまでの距離と、ガラス基板GLの後端部分EPから研磨ホイール11a,11bまでの距離とが異なる状態を意味する。したがって、搬送装置80に対してガラス基板GLが傾いている状態では、ガラス基板GLの右側前端部が、ガラス基板GLの左側前端部よりも搬送方向下流側にある状態、または、ガラス基板GLの右側前端部が、ガラス基板GLの左側前端部よりも搬送方向上流側にある状態が含まれる(図16A〜図16C参照)。
(2)研磨装置の構成
研磨装置10a,10bは、研削ホイール9a,9bによって研削されたガラス基板GLの端面を研磨し、端面の凹凸やクラックを低減させる。
図4Aおよび図4Bに、本実施形態に係る研磨装置10aの概略構成を示す。図4Aは、研磨装置10aの平面図であり、図4Bは、研磨装置10aの側面図である。なお、図4Aおよび図4Bは、図2の右側に示す研磨ホイール11aを含む研磨装置10aを示す。以下、研磨装置10aの構成について詳細に説明するが、図2に示されたもう一方の研磨ホイール11bを含む研磨装置10bの構成も、研磨装置10aと同様の構成であるものとする。但し、研磨装置10bの構成および動作は、搬送装置80の中心線C2に対して、研磨装置10aの構成と対称であるものとする(図11A〜図11C等参照)。
研磨装置10aは、主として、研磨ホイール(研磨砥石に相当)11a、アーム12a、基板13a、ブレーキ機構14a、および制御部15を含む。
(2−1)研磨ホイール
研磨ホイール11aは、研削ホイール9aによって研削されたガラス基板GLの端面に接触して端面の凹凸やクラックを低減させる。研磨ホイール11aには、樹脂が充填された繊維が用いられている。樹脂には、ダイヤモンド砥粒、シリコンカーバイド砥粒、CBN砥粒、あるいは酸化セリウム砥粒等の砥粒が分散されている。これにより、研磨ホイール11aは、弾力性のある周縁部を有する。
研磨ホイール11aには、ガラス端面を切り込むための溝が形成されている。溝は、ガラス基板GLの端面および端面近傍を覆うようにガラス基板GLに接触する。研磨ホイール11aは、モーター17aによって、ホイール回転軸110aを中心に回転する。具体的には、ガラス基板GLの端面に接触する研磨ホイール11aの研磨面である周縁部が、ガラス基板GLの搬送方向D1と反対方向に進むように、研磨ホイール11aは回転する(図2の矢印R3)。
(2−2)アーム
アーム12aは、アーム回動軸120aを中心に回動する構成になっている。アーム12aは、回動によって搬送方向D1に対する傾きを変える。研磨装置11aは、アーム12aの傾きを変えることで、研磨ホイール11aからガラス基板GLに対して加えられる圧力を一定範囲に維持し、研磨ホイール11aをガラス基板の端面に追従させる。
アーム12aは、図4Bに示すように、第1の端部121および第2の端部122を有する。第1の端部121は、ガラス基板GLの近くに位置する端部であり、第2の端部122は、ガラス基板GLに対して離れた位置にある端部である。第1の端部121には、研磨ホイール11aが回動可能に取り付けられている。第2の端部122には、定圧シリンダー16aが取り付けられている。定圧シリンダー16aは、第2の端部122に対して矢印F1方向に一定の力(荷重)が加えられている(第1の力に相当)(図4A参照)。アーム12aは、定圧シリンダー16aによって第2の端部122に力が加えられると、アーム回動軸120aを中心に、矢印R1方向に回動する。アーム12aの第2の端部122の近傍には、ストッパー15aが配置されている。アーム12aの回動により、アームの第2の端部122とストッパー15aとが接触する。これにより、R1方向へのアーム12aの回動が抑制される。また、R1方向へのアーム12aの回動は、研磨ホイール11aとガラス基板GLの端面とが接触することによっても抑制される。
なお、アーム12aの回動は、後述するブレーキ機構14aの動作によっても制限される。ブレーキ機構14aとアーム12aの回動との関係については、後述するブレーキ機構14aの説明と併せて行う。
(2−3)基板
図4Bに示すように、基板13aは、定圧シリンダー16aおよびアーム回動軸120aを保持するプレートである。
(2−4)ブレーキ機構
ブレーキ機構14aは、ガラス基板GLの搬入時および搬出時にアーム12aの回動範囲を制限する(第2の力に相当)。ブレーキ機構14aは、図5に示すように、上部機構41と下部機構42とからなる。上部機構41は、上下に移動する構成になっている。具体的に、上部機構41は、下部機構42と接触する位置(規制位置)と、下部機構42から離れた位置(解除位置)との間を上下に移動する。上部機構41が規制位置で下部機構42に接触することにより、アーム12aの回動が制限される。すなわち、アーム12aの回動にブレーキがかけられる。一方、上部機構41が下部機構42から離れて解除位置にあるとき、アーム12aの回動が自由になる。すなわち、ブレーキが解除される。これにより、ガラス基板GLの傾きに応じてアーム12aが自由に回動する。以下、上部機構41と下部機構42との構成を詳細に説明する。
(2−4−1)上部機構
上部機構41は、主として、ブレーキ用シリンダー411と、上部接触ユニット412とを有する。
ブレーキ用シリンダー411は、ネジ411bによって、プレート411aに固定されている。また、ブレーキ用シリンダー411は、プレート411aを介して、プッシュアンドプルロッド411cと連結されている。プッシュアンドプルロッド411cは、後述する上部接触ユニット412と接続されている。ブレーキ用シリンダー411は、上部接触ユニット412を上下に移動させる。上部接触ユニット412は、ブレーキ用シリンダー411によって、上方にある解除位置と、下方にある規制位置とを移動する。
上部接触ユニット412は、下部機構42に接触する部材である。上部接触ユニット412には、挿入部413a,413b,413cが形成されている。挿入部413a−413cには、スライダーシャフト414が挿入される。スライダーシャフト414は、プレート411aの下面と、アーム回動軸120aの上面との間で垂直方向に延びる。上部接触ユニット412は、ブレーキ用シリンダー411によって上下に移動する際、スライダーシャフト414に沿って移動する。また、挿入部413a−413cは、スライダーベアリング415と、弾性部材416とが格納可能な構成になっている。スライダーベアリング415は、上部接触ユニット412によるスライダーシャフト414に沿った動きをスムーズにさせる機能を有する。すなわち、上部接触ユニット412は、スライダーベアリング415を介してスライダーシャフト414に沿いながら上下に移動する。
弾性部材416は、貫通孔h1を有する。貫通孔h1は、弾性部材416の中央部に形成されている。スライダーシャフト414およびスライダーベアリング415は、貫通孔h1の内側に配置される。すなわち、弾性部材416は、スライダーベアリング415の周囲に配置されている。弾性部材416は、ウレタン系材料、シリコン系材料、またはゴムである。ここでは、弾性部材416として、ウレタン系材料を用いる。弾性部材416は、上部接触ユニット412が規制位置にある時に、スライダーシャフト414に対して、アーム12aを若干動かせる程度の弾性を有する。具体的には、図7Aおよび図7Bに示すように、弾性部材416は、アーム12aをR1方向またはR2方向に所定量回動させることができる程度の弾性を有する。アーム12aが所定量回動することにより、本実施形態では、スライダーシャフト414およびスライダーベアリング415は、中心線C3から左右に0.1mm〜0.3mmずれる。ここで、所定量とは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離になることを許容する量である。また、中心線C3は、上部接触ユニット412の中心から挿入部413a−413cの中心に伸ばした直線である。弾性部材416の弾性は、ガラス基板GLの種類(ガラス基板GLの組成)に応じて変更することが考えられるが、本実施形態では、上部接触ユニット412が規制位置にある時に、アーム12aの回動をわずかに許容し、許容された範囲でアーム12aを回動させると、スライダーシャフト414およびスライダーベアリング415が、中心線C3から左右に0.2mmずれる程度の弾性を有する弾性部材416を用いることが好ましい。
上部接触ユニット412の下面には、図5に示すように、固定ブレーキパッド417が取り付けられている。固定ブレーキパッド417には、所定の剛性および所定の摩擦係数を有する材料が用いられる。所定の剛性とは、弾性部材416の剛性と同程度、または、弾性部材416の剛性よりも強い剛性を意味する。また、所定の摩擦係数とは、上部機構41が規制位置にあるとき、固定ブレーキパッド417が、外力F1,F2に対抗しうる程度の摩擦係数を意味する。固定ブレーキパッド417は、後述する下部機構42の回転ブレーキパッド422と接触する。
(2−4−2)下部機構
下部機構42は、規制位置にある上部機構41と接触する機構である。下部機構42は、主として、下部接触ユニット421を有する。下部接触ユニット421は、アーム12aの第2端部に配置されている。下部接触ユニット421の上面には、回転ブレーキパッド422が取り付けられている。具体的に、回転ブレーキパッド422は、規制位置にある上部機構41の固定ブレーキパッド417と接触するように取り付けられている。回転ブレーキパッド422にもまた、上述の固定ブレーキパッド417と同様に、所定の剛性および所定の摩擦係数を有する材料が用いられる。
(2−5)制御部
制御部15は、図6に示すように、研磨ホイール11a、アーム回動軸120a、ブレーキ機構14a、モーター17a、及び各種センサ16にそれぞれ接続されている。制御部15は、主として、CPU、ROM、RAM、およびハードディスク等から構成されている。制御部15は、ROM、RAMまたはハードディスク等に記憶されたプログラムや各種情報に基づいて各構成の制御を行う。なお、制御部15は、両方の研磨装置10a,10bに対して制御指令を生成して送るものであってもよい。
(3)アームの回動に応じたスライダーシャフトの位置
次に、図7Aおよび図7Bを参照して、ブレーキ機構14a作動時のスライダーシャフト414の位置の変化について説明する。上述したように、ブレーキ機構14aは、挿入部413a−413cに弾性部材416を有する。ブレーキ機構14aが作動している場合には、アーム12aの回動はスライダーシャフト414によって阻害される。しかし、スライダーシャフト414の周辺の弾性部材416が変形することにより、アーム12aの若干の回動が許容される。
図7Aおよび図7Bは、ブレーキ機構14aの作動時における、アーム12aの回動方向R1,R2と、アーム12aの回動に応じて変化するスライダーシャフト414の位置とを示す図である。図7Aは、ブレーキ機構14aの作動時、アーム12aが方向R1に回動した場合に、スライダーシャフト414が方向M1に移動することを示す。図7Bは、ブレーキ機構14aの作動時、アーム12aが方向R2に回動した場合に、スライダーシャフト414が方向M2に移動することを示す。
図7Aおよび図7Bが示すように、弾性部材416の変形の程度に応じて、アーム12aの回動量(回動範囲)が決定される。
(4)アームに加えられる外力とスライダーシャフトの位置との関係
次に、図8A〜図8Cを用いて、アーム12aに加えられる外力と、挿入部413a内のスライダーシャフト414の位置との関係について説明する。ここで、アーム12aに加えられる外力とは、定圧シリンダー16aによって加えられる力(外力F1)と、研磨ホイール11aがガラス基板GLと接触することにより加えられる力(外力F2)とを意味する。なお、図8A〜図8Cは、図7Aおよび図7Bの挿入部413aの拡大図である。
図8Aでは、スライダーシャフト414が、挿入部413aの中心(適正位置)にある。スライダーシャフト414が適性位置にある時、スライダーシャフト414は、中心線C3の中心にある。スライダーシャフト414が適性位置にある時、外力F2によってアーム12aが回動しようとする力と、外力F1によってアーム12aが回動しようとする力とが、つりあった状態である。スライダーシャフト414が適正位置にある時、ガラス基板GLから研磨ホイール11aの中心までの距離は、所定の距離間隔であると考えられる。弾性部材416は、スライダーシャフト414およびスライダーベアリング415の周囲で均一の厚みを有する。すなわち、弾性部材416は、変形しておらず、原型を保っている。
図8Bでは、アーム12aが右回りに若干回動した結果、スライダーシャフト414が、中心線C3から左側にずれた位置にある。ここでは、外力F2によってアーム12aが回動しようとする力が、外力F1によって回動しようとする力よりも大きい状態にある。ガラス基板GLから研磨ホイール11aの中心までの距離は、所定の距離間隔よりも近いと考えられる。弾性部材416は、中心線C3の左側が圧縮されて変形する。弾性部材416が圧縮されることにより、ブレーキ機構14aの作動時に外力F2の過剰な上昇から研磨ホイール11aが守られる。
図8Cでは、アーム12aが左回りに若干回動した結果、スライダーシャフト414が、中心線C3から右側にずれた位置にある。ここでは、外力F1によってアーム12aが回動しようとする力が、外力F2によってアーム12aが回動しようとする力よりも大きい状態にある。ガラス基板GLから研磨ホイール11aの中心までの距離は、所定の距離間隔よりも遠いと考えられる。弾性部材416は、中心線C3の右側が圧縮されて変形する。圧縮された弾性部材416は、原型に復元しようとするが、原型に復元しようとする力(復元力)よりも外力F1が大きい。研磨ホイール11aはガラス基板GLの端面に対して一定範囲の圧力を加えて接触する。また、弾性部材416の復元力によって、ガラス基板GLの加工開始時に、ガラス基板GLから研磨ホイール11aに伝わる衝撃が低下される。すなわち、弾性部材416によって、ガラス基板GLから研磨ホイール11aに伝わる衝撃が吸収される。
(5)研磨工程の概略説明
次に、図9を用いて、研磨工程の概略を説明する。なお、研磨装置10aは、予めブレーキ機構14aを作動させておき、ガラス基板GLが搬送されてくるのを待つ。
まず、工程S101において、センサ16によって、研磨ホイール11aがガラス基板GLに接触したかどうかを判断する。本実施形態では、図10に示すように、研磨ホイール11aの外縁(周縁部)が、ガラス基板GLの端面から所定の距離W内側に位置するように、研磨ホイール11aとガラス基板GLの端面とを接触させる。すなわち、研磨ホイール11aは、ガラス基板の両端部よりも内側に突出するように配置される。ここで、所定の距離Wとは、0より大きく100μmmより小さい範囲の値であることが好ましい。より好ましくは、所定の距離Wは、50μmmである。回転する研磨ホイール11aにガラス基板GLの端面が接触することにより、ガラス基板GLの前端部分TPが、ブレーキ機構14aを作動させた状態で研磨される(第1研磨工程)。研磨ホイール11aは、弾性部材416の変形可能な範囲で、ガラス基板の端面に追従させながら研磨する。すなわち、研磨ホイール11aは、ガラス基板GLの前端部分TP(前方端面)に周縁部を当接させた後ガラス基板GLの下流方向への搬送に伴って、周縁部をガラス基板GLから退避させてガラス基板GLを研磨する。
工程S101において、センサ16によって、研磨ホイール11aとガラス基板GLとの接触が検出されると、工程S102において、タイマーのカウントが開始される。さらに、工程S103において、ブレーキ機構14aが解除される。すなわち、アーム12aは、搬送装置80に対するガラス基板GLの傾き(研磨ホイール11aの中心からガラス基板GLの端面までの距離)に併せて自由に回動する。そして、アーム12aは、外力F2によりアーム12aがR2方向に回動しようとする力と、外力F1によりアーム12aがR1方向に回動しようとする力とが、つりあった位置で安定し、当該位置で、研磨ホイール11aがガラス基板GLの端面を研磨する(第2研磨工程)。アーム12aがガラス基板GLの傾きに併せて自由に回動することで、研磨ホイール11aは、ガラス基板の端面に追従しながら研磨する。
その後、工程S104において、タイマーで計測した時間が所定時間に達したか否かが判断される。所定時間に達していない場合には、所定時間に達するまで待機し、所定時間に達すると、工程S105に進む。
工程S105では、ブレーキ機構14aを作動させる。すなわち、アーム12aの回動を規制した状態でガラス基板GLの端面を研磨する(第3研磨工程)。研磨ホイール11aは、弾性部材416の変形可能な範囲で、ガラス基板の端面に追従させながら研磨する。
(6)研磨工程の詳細説明
次に、図11A〜図16Cを参照して、ガラス基板GLの搬送状態に応じた研磨装置10aの動作について説明する。図11A〜図11C、図13A〜図13C、および図16A〜図16Cは、ガラス基板GLの搬送状態についての複数の例を示す図である。詳細には、研磨装置10a,10bが、ガラス基板GLの傾き、ガラス基板GLの幅方向の変動、および研磨ホイール11aの中心からガラス基板GLの端面までの距離の変動に応じて、アーム12aを動作させ、研磨ホイール11aをガラス基板GLの端面に追従させている様子を示す。なお、本実施形態では、研磨ホイール11aが、ガラス基板GLに対して一定範囲の圧力を加えた状態で、ガラス基板GLの端面を研磨するような構成になっている。
図11A〜図16C中、矢印D1は、ガラス基板GLの搬送方向を示す。矢印F1は、定圧シリンダー16aから与えられる外力を示し、矢印F2は、ガラス基板GLから与えられる外力を示す。また、矢印F1および矢印F2の大きさは、外力の大小を示す。さらに、図11A〜図16D中、図11B、図12C、図13B、図14C、図15C、および図16Bは、ブレーキ機構14aが解除された状態を示し、その他の図は、ブレーキ機構14aが作動している状態を示す。
(6−1)研磨ホイールの中心からガラス基板の端面までの距離が適正距離の場合
図11A〜図11Cおよび図12A〜図12Dは、研磨ホイール11aの中心からガラス基板GLまでの距離が適正距離である場合を示す。適正距離とは、研磨ホイール11aがガラス基板GLの端面に接触した際、スライダーシャフト414が適正位置にくるような距離である。図11A〜図11Cでは、ガラス基板GLが搬送装置80の中央に配置されている場合を例に説明する。ここでは、ガラス基板GLの中心線C1は搬送装置80の中心線C2と一致している。すなわち、搬送ベルト81,82の外側からガラス基板GLの端面までの距離L1は、ガラス基板GLの下流側、上流側、左側、および右側で同一である。
図11Aは、研磨ホイール11aがガラス基板GLの端面に接触する前の状態を示す。ここでは、図12Aに示すように、アーム12aには、外力F1のみがかかる。アーム12aは、矢印R1で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R1方向に若干回動する。このとき、スライダーシャフト414の位置は、適正位置からM1方向にずれる。
その後、ガラス基板GLが研磨ホイール11aに接触すると、図12Bに示すように、アーム12aには、外力F2もかけられる。アーム12aは、外力F2を受け、矢印R2で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R2方向に若干回動する。このとき、スライダーシャフト414の位置は、M2方向にずれる。ここでは、アーム12aが矢印R2方向に若干回動することにより、スライダーシャフト414は、適正位置に戻る。ガラス基板GLに接触する前に図11Aの実線で示す位置にあった研磨ホイール11aは、ガラス基板GLの前端部分TPに接触すると、破線で示す位置に移動する。このように、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
図11Bは、第1研磨工程の後であって、ガラス基板GLの前端部分TPが研磨ホイール11a,11bよりも下流側に位置する状態を示す。すなわち、図11Bは、ガラス基板GLの中央部分CPが研磨されている状態を示す。研磨装置10a,10bは、ガラス基板GLの中央部分CPを研磨する際、ブレーキ機構14a,14bを解除する。すなわち、上部機構41は下部機構42から遠ざかり解除位置にある。解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。上述したように、図11Bに示す研磨ホイール11aの中心からガラス基板GLまでの距離は、適正距離であるため、アーム12aを回動させることなく、外力F1によりアーム12aがR1方向へ回動しようとする力と外力F2によりアーム12aがR2方向へ回動しようとする力とがつりあった状態になる(図12C参照)。研磨ホイール11aは、R1方向へ回動しようとする力と、R2方向へ回動しようとする力とがつりあった状態で、ガラス基板GLの端面を研磨する(第2研磨工程)。すなわち、研磨ホイール11aは、ガラス基板の端面に追従しながら研磨する。
図11Cは、ガラス基板GLが研磨ホイール11aから離れる直前を示す。すなわち、ガラス基板GLの中央部分CPの研磨が終了した後であって、ガラス基板GLの後端部分EPが研磨されている状態を示す。図12Dに示すように、アーム12aには、外力F1と外力F2とがかけられる。外力F1によりアーム12aがR1方向に回動しようとする力と、外力F2によりアーム12aがR2方向に回動しようとする力とはつりあった状態である。すなわち、スライダーシャフト414は適正位置にある。ここで、ブレーキ機構14aが作動する。ガラス基板GLの後端部分EPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第3研磨工程)。この後、ガラス基板GLが研磨ホイール11aから離れていくと、アーム12aには外力F1のみがかかる。これにより、図12Aで示したように、アーム12aは、外力F1によってR1方向に回動しようとし、弾性部材416が圧縮される(弾性部材変形工程)。これにより、スライダーシャフト414は、適性位置からM1方向にわずかにずれる。
(6−2)研磨ホイールの中心からガラス基板の端面までの距離が適正距離でない場合
図13A〜図16Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離ではない場合の研磨装置10a(および10b)の動きを示す。図13A〜図13Cは、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある状態を示し、図16A〜図16Cは、ガラス基板GLが、搬送装置80に対して傾いた状態を示す。以下、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離でない場合の研磨装置10aの動きを、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある場合と、ガラス基板GLが搬送装置80に対して傾いている場合とに分けて説明する。
(6−2−1)ガラス基板が搬送装置の幅方向片側に寄っている場合
図13A〜図13Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さい場合(紙面右側の研磨ホイール11a)と、研磨ホイール11bの中心からガラス基板GLの端面までの距離が適正距離よりも大きい場合(紙面左側の研磨ホイール11b)とを示す。搬送ベルト81,82の外側からガラス基板GLの端面までの距離L2およびL3は、ガラス基板GLの上流側および下流側で同一である。
まず、図13A〜図13D(紙面右側の研磨装置10a)と図14A〜14Dとを用いて、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さい場合について説明する。
図13Aは、研磨ホイール11aがガラス基板GLの端面に接触する前の状態を示す。ここでは、図14Aに示すように、アーム12aには、定圧シリンダー16aからの外力F1のみがかかる。アーム12aは、矢印R1で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R1方向に若干回動する。このとき、スライダーシャフト414の位置は、適正位置からM1方向にわずかにずれる。
その後、ガラス基板GLが研磨ホイール11aに接触すると、アーム12aには、ガラス基板GLからの外力F2もかけられる(図14B参照)。ここでは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さいため、アーム12aにかけられる外力F2は、図12Bでアーム12aにかけられる外力F2よりも大きくなる。アーム12aは、外力F2を受けて矢印R2で示す方向に大きく回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の大きな変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R2方向に回動する。このとき、スライダーシャフト414の位置は、適正位置からM2方向にずれる。ここでは、弾性部材416の大きな変形によって、ガラス基板GLの切込過多が抑制される(切込過多抑制工程)。ガラス基板GLに接触する前に図13Aの実線で示す位置にあった研磨ホイール11aは、ガラス基板GLの前端部分TPに接触すると、破線で示す位置に移動する。このように、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
図13Bは、第1研磨工程の後であって、ガラス基板GLの前端部分TPが研磨ホイール11aよりも下流側に位置する状態を示す。すなわち、図13Bは、ガラス基板GLの中央部分CPが研磨されている状態を示す。研磨装置10aは、ガラス基板GLの中央部分CPを研磨する際、ブレーキ機構14aを解除する。すなわち、上部機構41は下部機構42から遠ざかり解除位置にある。解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。これにより、圧縮されていた弾性部材416が元の形状に復元される(復元工程)。すなわち、図14Cに示すように、スライダーシャフト414が実線の位置から破線の位置(適正位置)にくるように、上部接触ユニット412が回動する。一方、アーム12aは、ブレーキ機構14aの解除によって、外力F1と外力F2とを直接受ける。これにより、アーム12aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあう位置まで回動し、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離になるように研磨ホイール11aを移動させる。研磨ホイール11aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあった状態で、ガラス基板GLの端面を研磨する(第2研磨工程)。
図13Cは、ガラス基板GLが研磨ホイール11aから離れる直前を示す。すなわち、ガラス基板GLの中央部分CPの研磨が終了した後であって、ガラス基板GLの後端部分が研磨されている状態を示す。図14Dに示すように、アーム12aには、外力F1と外力F2とがかけられ、R1方向に回動しようとする力とR2方向に回動しようとする力とはつりあった状態である。ここで、ブレーキ機構14aが作動する。ブレーキ機構14aが作動したとき、外力F1および外力F2により発生する力がつりあっているため、上部接触ユニット416は、いずれの外力F1,F2の影響もうけない。したがって、弾性部材416は、原型を保ち、スライダーシャフト414を弾性部材416の中央(適正位置)に留める。ガラス基板GLの後端部分EPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第3研磨工程)。この後、ガラス基板GLが研磨ホイール11aから離れていくと、アーム12aには外力F1のみがかかるため、図14Aで示したように、弾性部材416が変形し、アーム12aの回動が許容される(弾性部材変形工程)。また、スライダーシャフト414は、アーム12aの回動に伴って、適性位置からM1方向にわずかにずれる。
次に、図13A〜図13C(紙面左側の研磨装置10b)と図15A〜15Dとを用いて、研磨ホイール11a,11bの中心からガラス基板GLの端面までの距離が適正距離よりも大きい場合について説明する。なお、図15A〜図15Dの研磨装置10aの配置は、図13A〜図13Cの研磨装置10aの配置と異なるが、動作原理は同様である。
図13Aは、上述したように、研磨ホイール11bがガラス基板GLの端面に接触する前の状態を示す。ここでは、図15Aに示すように、アーム12aには、定圧シリンダー16aからの外力F1のみがかかる。アーム12aは、矢印R1で示す方向に回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の変形により、アーム12aの回動が許容される(弾性部材変形工程)。これにより、アーム12aは、矢印R1方向に若干回動する。このとき、スライダーシャフト414の位置は、適正位置からM1方向にわずかにずれる。
その後、ガラス基板GLが研磨ホイール11aに接触すると、アーム12aには、外力F2もかけられる(図15B参照)。ここでは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも大きいため、アーム12aにかけられる外力F2は、図12Bでアーム12aにかけられる外力F2よりも小さくなる。アーム12aは、矢印R2で示す方向に小さく回動しようとする。ブレーキ機構14aが作動しているため、アーム12aは自由に回動しないが、弾性部材416の形状をわずかに復元させることにより、復元させた分だけアーム12aの回動が許容される(復元工程)。これにより、アーム12aは、矢印R2方向に回動する。このとき、スライダーシャフト414の位置は、適正位置からM2方向にずれる。ガラス基板GLの端面に接触する前に図13Aの実線で示す位置にあった研磨ホイール11aは、ガラス基板GLに接触した後、破線で示す位置に移動する。このように、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
図13Bは、上述したように、ガラス基板GLの中央部分CPが研磨されている状態を示す。すなわち、図13Bは、第1研磨工程の後であって、ガラス基板GLの前端部分TPが研磨ホイール11bよりも下流側に位置する状態を示す。研磨装置10bは、ガラス基板GLの中央部分CPを研磨する際、ブレーキ機構14bを解除する。すなわち、上部機構41は下部機構42から遠ざかり解除位置にある。解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。これにより、圧縮されていた弾性部材416が元の形状に復元する(復元工程)。すなわち、図15Cに示すように、スライダーシャフト414が実線の位置から破線の位置(適正位置)にくるように、上部接触ユニット412が回動する。一方、アーム12aは、ブレーキ機構14aの解除によって、定圧シリンダーからの外力F1とガラス基板GLからの外力F2とを直接受ける。これにより、アーム12aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあう位置まで回動し、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離になるように研磨ホイール11aを移動させる。研磨ホイール11bは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあった状態で、ガラス基板GLの端面を研磨する(第2研磨工程)。
図13Cは、上述したように、ガラス基板GLが研磨ホイール11bから離れる直前を示す。すなわち、ガラス基板GLの中央部分CPの研磨が終了した後であって、ガラス基板GLの後端部分が研磨されている状態を示す。図15Dに示すように、アーム12aには、外力F1と外力F2とがかけられ、R1方向に回動しようとする力とR2方向に回動しようとする力とはつりあった状態である。ここで、ブレーキ機構14aが作動する。ブレーキ機構14aが作動したとき、外力F1および外力F2により発生する力がつりあっているため、上部接触ユニット416は、いずれの外力F1,F2の影響もうけない。したがって、弾性部材416は、原型を保ち、スライダーシャフト414を弾性部材416の中央(適正位置)に留める。ガラス基板GLの後端部分EPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第3研磨工程)。この後、ガラス基板GLが研磨ホイール11aから離れていくと、アーム12aには外力F1のみがかかるため、図15Aで示したように、弾性部材416が変形し、アーム12aの回動が許容される(弾性部材変形工程)。また、スライダーシャフト414は、アームの回動に伴って、適性位置からM1方向にわずかにずれる。
(6−2−2)ガラス基板が搬送装置に対して傾いている場合
図16A〜図16Cは、搬送ベルト81,82の外側からガラス基板GLの前端部分TPまでの距離L2,L3と、搬送ベルト81,82の外側からガラス基板GLの後端部分EPまでの距離L3,L2とが、異なる場合を示す。言い換えると、紙面右側の研磨装置10aとガラス基板GLとの関係については、研磨ホイール11aの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも小さく、研磨ホイール11aの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも大きい。また、紙面左側の研磨装置10bとガラス基板GLとの関係については、研磨ホイール11bの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも大きく、研磨ホイール11bの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも小さい。
この場合、図14A〜14Dに示したように、研磨ホイール11aとガラス基板GLの端面とが接触した際には、ブレーキ機構14aが作動しているため、アーム12aは、自由に回動しない。しかし、弾性部材416の変形によりアーム12aの回動が許容される(弾性部材変形工程)。アーム12aが回動すると、スライダーシャフト414の挿入部における位置が変化する。そして、ガラス基板GLの前端部分TPは、ブレーキ機構14aが作動した状態で研磨ホイール11aによって研磨される(第1研磨工程)。
研磨ホイール11aがガラス基板GLに接触するとすぐに、ブレーキ機構14aは解除される。アーム12aは、R1方向に回動しようとする力とR2方向に回動しようとする力とがつりあうように回動し、研磨ホイール11aはガラス基板GLの傾きに沿いながらガラス基板GLの端面を研磨する(第2研磨工程)。この時、解除位置では、上部接触ユニット412に対していずれの外力F1,F2もかからない。これにより、弾性部材416は元の形状に復元する(復元工程)。
ガラス基板GLの中央部分CPの研磨が終了すると、ブレーキ機構14aが作動する。ガラス基板GLの後端部分EPは、ブレーキ機構14aを作動させた状態で研磨ホイール11aによって研磨される(第3研磨工程)。第3研磨工程では、弾性部材416に外力F1,F2がかからない状態でブレーキ機構14aが作動する。ブレーキ機構14aが作動した後のガラス基板GLの傾きに対しては、外力F1または外力F2に応じて弾性部材416が変形する。これにより、研磨ホイール11aは、弾性部材416の変形可能な範囲において、ガラス基板GLの端面に追従する。
ガラス基板GLが研磨ホイール11aから離れた後、アーム12aには定圧シリンダー16aからの外力F1のみがかけられるため、弾性部材416は変形し(弾性部材変形工程)、スライダーシャフト414は適正位置からM1方向にわずかにずれる。
(7)特徴
(7−1)
上記実施形態に係るガラス基板の製造方法は、搬送されてくるガラス基板GLの状態の如何にかかわらず、ガラス基板GLの端面を好適に研磨することができる。
一般的なガラス基板の製造方法におけるガラス基板の研磨工程では、搬送装置によって連続的に搬送されてくるガラス基板を研磨する。ここで、ガラス基板を研磨するために用いる研磨装置として、荷重タイミング制御型の研磨装置と、待機制御型の研磨装置とが考えられる。荷重タイミング制御型の研磨装置は、研磨ホイールに荷重をかけておき、ガラス基板が搬送されてくるタイミングに併せて研磨ホイールをガラス基板に近づけ、ガラス基板の端面を研磨する。しかし、荷重タイミング制御型の研磨装置は、機械的な動作誤差および電気的制御の応答遅れ等により、ガラス基板の端面の全て(すなわち、ガラス基板の前端部分TP、中央部分CP、および後端部分EP)を好適に研磨することは困難である。特に、近年では、ガラス基板の大量生産の需要に伴い、搬送装置によるガラス基板の搬送速度も高速化している。ガラス基板の搬送速度の高速化によって、ガラス基板の前端部分TPは、特に、研磨漏れが発生し易くなる。また、待機制御型の研磨装置は、搬送されてくるガラス基板に接触する位置に研磨ホイールを待機させておき、研磨ホイールに接触したガラス基板の端面を研磨する。待機制御型の研磨装置は、研磨ホイールを待機させる位置(待機位置)が適当な位置である場合には、ガラス基板の前端部分TPの研磨漏れを防ぐことができるが、研磨ホイールの待機位置が適当でない場合には、ガラス基板のコーナーと研磨ホイールとが激しく接触し、ガラス基板の欠けおよび研磨ホイールの異常磨耗が発生したり、未研磨部分が発生したりすることになる。また、待機制御型の研磨装置によって、上述のような不具合を解消するためには、研磨装置に含まれる駆動部の精度や、搬送装置による搬送精度を一層向上させる必要がある。また、より精度の高い装置を採用しようとすると、コスト高になるため好ましくない。
しかし、上記実施形態に係るガラス基板の製造方法では、研磨工程S4において用いる研磨装置10a,10bが、ガラス基板GLの幅方向の変動に追従可能な研磨ホイール11a,11bを備えている。ここで、ガラス基板GLの幅方向の変動とは、ガラス基板GLの搬送方向に交差する方向に沿ったガラス基板GLの変動である。すなわち、ガラス基板GLが搬送装置80の片側に寄った状態で搬送されてきたり、ガラス基板GLが搬送装置80に対して傾いた状態で搬送されてきたりすることにより、研磨ホイール11a,11bからガラス基板GLの端面までの距離に変化があった場合であっても、前端部分TPを含むガラス基板GLの端面全体を好適に研磨することができる。
(7−2)
上記実施形態に係る研磨装置10a,10bでは、ガラス基板GLの中央部分CPを研磨する際には、ブレーキ機構14a,14bを解除し、研磨ホイール11a,11bに定圧シリンダーからの外力F1をかけることによって、アーム12a,12bを自由に回動させ、研磨ホイール11a,11bをガラス基板GLの端面に追従させている。また、中央部分の研磨が終了すると、ブレーキ機構14a,14bを作動させて、次に搬送されるガラス基板(後続のガラス基板)GLを待ち受ける。ここで、ブレーキ機構14a,14bが作動した状態の研磨装置10a,10bは、研磨ホイール11a,11bを、後続のガラス基板GLの端面を研磨するために適した位置に配置している。
一般的に、上記実施形態で用いた搬送装置80のように、搬送装置80が搬送ベルトから構成されるものである場合、搬送ベルトの劣化によるネジレ等が発生する。この場合、一定の周期でガラス基板GLが搬送されてくる位置にズレが生じうる。しかし、上記実施形態で用いた研磨装置10a,10bは、後続のガラス基板GLの端面を研磨するために適した位置を、先行したガラス基板GLの研磨状態に応じて決定している。すなわち、先行したガラス基板GLの端面の研磨が終了した位置に基づいて、後続のガラス基板GLの好適な研磨位置を推定している。これにより、搬送ベルトの劣化や異常の有無に関わらず、ガラス基板GLの端面を適切に研磨することができる。
(7−3)
また、上記実施形態に係る研磨装置10a,10bでは、挿入部413a−413cに弾性部材416が格納されている。上部接触ユニット412では、挿入部413a−413cに格納された弾性部材416の内側に、スライダーシャフト414を挿入している。研磨装置10a,10bによって推定された後続のガラス基板GLの好適な研磨位置に多少のずれがあった場合には、弾性部材416を変形させることにより、研磨ホイール11a,11bが適切にガラス基板GLの端面に接触するようアーム12a,12bを回動させる。これにより、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合であっても、研磨ホイール11a,11bの位置が微調整される。これにより、ガラス基板GLの前端部分TPの研磨を確実に行うことができる。
また、研磨ホイール11a,11bが待機する位置が、ガラス基板GLの端面に対して近すぎた場合であっても、ガラス基板GLと研磨ホイール11a,11bとの接触による衝撃を弾性部材416が吸収するため、ガラス基板GLの破損および研磨ホイール11a,11bの異常磨耗を防ぐことができる。
(7−4)
上記実施形態では、ブレーキ機構14a,14bが作動している間、上述したように、ガラス基板GLの搬送状態によって弾性部材416を変形させることでアーム12a,12bの回動を許容する。弾性部材416はスライダーシャフト414によって圧縮されることにより変形する。また、上記実施形態では、ガラス基板GLの中央部分CPを研磨している間、ブレーキ機構14a,14bを解除し、ブレーキ機構14a,14bを解除している間に、弾性部材416の形状を復元させる。したがって、その後、ブレーキ機構14a,14bが作動して先行するガラス基板GLの後端部分EPを研磨し、さらに、後続のガラス基板GLの研磨を開始する際、弾性部材416は大きく変形することができる。言い換えると、研磨ホイール11aが後続のガラス基板GLに接触する際、弾性部材416は外力F1によって最も圧縮された状態である。このとき、弾性部材416は、外力F2に対して最も柔軟に対応できる状態(アーム12a,12bの回動可能範囲が最も大きい状態)である。したがって、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合にも柔軟に対応することができる。
(7−5)
上記実施形態に係る研磨装置10a,10bは、研磨ホイール11a,11bの中心からガラス基板GLの端面までの距離が適正距離を保つようにアーム12a,12bを回動させる。これによって、ガラス基板GLが搬送装置80に対して傾いていた場合およびガラス基板GLが搬送装置80の幅方向片側によっていた場合のみならず、研磨ホイール11a,11bの磨耗により、研磨ホイール11a,11bの直径に変化があった場合にも、ガラス基板GLの端面を好適に研磨することができる。
(7−6)
上記実施形態では、ガラス基板GLを大量生産するために、比較的早い速度でガラス基板GLが搬送される。具体的に、ガラス基板GLの搬送速度は、5m/s〜15m/s(好ましくは、10m/s〜15m/s)である。ガラス基板GLが、5m/s〜15m/s(好ましくは、10m/s〜15m/s)の速度で研磨ホイール11a,11bに接触すると、研磨ホイール11a,11bが待機する位置が適当でない場合、ガラス基板GLの破損が生じ易い。また、上記実施形態で製造するガラス基板GLのように、非常に厚みが少ないガラス基板を製造する場合、ガラス基板GLの破損は一層生じ易い。
しかし、上記実施形態では、一のガラス基板GLを研磨している間に、アーム12a,12bを自由に回動させ、後続のガラス基板GLの状態に適した位置に研磨ホイール11a,11bを移動させる。また、研磨装置10a,10bは弾性部材416を有するため、想定した後続のガラス基板GLの搬送状態と実際に搬送されてきた後続のガラス基板GLの搬送状態とが異なる場合、弾性部材416を圧縮させてアーム12a,12bの回動を許容する。
それにより、上記実施形態に係るガラス基板の製造方法では、非常に薄いガラス基板を大量生産する場合にも、研磨に係るガラス基板の破損を低減させ、ガラス基板GLの生産率を向上させることができる。
(8)変形例
(8−1)変形例A
上記実施形態では、ガラス基板GLが研磨ホイール11a,11bから離れる直前にブレーキ機構14a,14bが作動したが、ブレーキ機構14a,14bは、ガラス基板GLの中央部分の途中であってもよい。
(8−2)変形例B
上記実施形態では、ガラス基板GLを搬送する手段として、吸着式の搬送ベルト81,82からなる搬送装置80を採用したが、搬送装置80は、他の構成を有するものであっても構わない。例えば、搬送装置80は、ガラス基板GLの幅方向両側で、ガラス基板GLの表面および裏面を挟むベルトによって構成されるものであってもよい。また、搬送装置80は、ガラス基板GLを吸着して搬送するテーブルであってもよい。
(8−3)変形例C
上記実施形態では、研磨ホイール11aの外縁が、ガラス基板GLの端面から所定の距離W内側に位置するように、研磨ホイール11aとガラス基板GLの端面とを接触させる構成であると説明した。ここで、所定の距離Wは、弾性部材416の弾性の程度、挿入部の径の大きさ、挿入部に占める弾性部材416の割合、アームの回動範囲、および搬送装置80の搬送精度等に基づいて決定されるものであり、上記実施形態で記載した距離に限られるものではない。
また、上記実施形態において、弾性部材416は、アーム12aの所定量の回動を許容し、スライダーシャフト414およびスライダーベアリング415を、中心線C3から左右に0.2mmずらす程度の弾性を有することが好ましく、ガラス基板GLの種類(ガラス基板GLの組成)に応じて変更することが考えられると説明したが、弾性部材の弾性の程度は、その他、搬送装置80によるガラス基板GLの搬送精度や、研磨ホイール11aが磨耗する程度等を考慮して決定してもよい。また、弾性部材の弾性の程度は、ガラス基板GLの搬送速度やガラス基板GLの厚みに応じて変更してもよい。
上記実施形態では、ガラス基板GLの搬送状態が如何なる状態であっても、研磨ホイール11aがガラス基板GLに対して一定範囲の圧力を加えた状態で、ガラス基板GLの端面を研磨することを特徴としている。したがって、上記ブレーキ機構14a,14bの構成において、ガラス基板GLと接触する際に一定範囲の圧力が加わるように設計されるものであれば、上記実施形態で例示した値に限定されるものではない。
(8−4)変形例D
上記実施形態において、固定ブレーキパッド417は、上部接触ユニット412の下面に部分的に取り付けられており、回転ブレーキパッド422は、下部接触ユニット421の上面に部分的に取り付けられていたが、固定ブレーキパッド417は、上部接触ユニット412の下面全面に取り付けられてもよく、回転ブレーキパッド422は、下部接触ユニット421の上面全面に取り付けられていてもよい。
10a,10b 研磨装置
11a,11b 研磨ホイール
12a,12b アーム
13a,13b 基板
14a,14b ブレーキ機構
15a ストッパー
16a,16b 定圧シリンダー
17a モーター
41 上部機構
42 下部機構
411 ブレーキ用シリンダー
412 上部接触ユニット
413a−413c 挿入部
414 スライダーシャフト
415 スライダーベアリング
416 弾性部材
417 固定ブレーキパッド
421 下部接触ユニット
422 回転ブレーキパッド