JP2011507724A - 搬送ベルト/駆動ベルトの製造方法 - Google Patents
搬送ベルト/駆動ベルトの製造方法 Download PDFInfo
- Publication number
- JP2011507724A JP2011507724A JP2010534355A JP2010534355A JP2011507724A JP 2011507724 A JP2011507724 A JP 2011507724A JP 2010534355 A JP2010534355 A JP 2010534355A JP 2010534355 A JP2010534355 A JP 2010534355A JP 2011507724 A JP2011507724 A JP 2011507724A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- thermoplastic material
- drive belt
- mat
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 9
- 239000012815 thermoplastic material Substances 0.000 claims abstract description 31
- 238000000034 method Methods 0.000 claims abstract description 20
- 239000000463 material Substances 0.000 claims abstract description 15
- 238000003825 pressing Methods 0.000 claims abstract description 7
- 238000007711 solidification Methods 0.000 claims abstract description 3
- 238000002844 melting Methods 0.000 claims description 8
- 230000008018 melting Effects 0.000 claims description 8
- 238000000926 separation method Methods 0.000 claims description 8
- 239000011248 coating agent Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 claims description 2
- 239000003365 glass fiber Substances 0.000 claims description 2
- 239000002759 woven fabric Substances 0.000 claims description 2
- 101100495270 Caenorhabditis elegans cdc-26 gene Proteins 0.000 abstract description 5
- 230000008023 solidification Effects 0.000 abstract 1
- 239000004744 fabric Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 239000000155 melt Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000013536 elastomeric material Substances 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D29/00—Producing belts or bands
- B29D29/06—Conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/05—Interconnection of layers the layers not being connected over the whole surface, e.g. discontinuous connection or patterned connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/30—Belts or like endless load-carriers
- B65G15/32—Belts or like endless load-carriers made of rubber or plastics
- B65G15/34—Belts or like endless load-carriers made of rubber or plastics with reinforcing layers, e.g. of fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/30—Belts or like endless load-carriers
- B65G15/56—Belts or like endless load-carriers with edge-protecting or reinforcing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2433/00—Closed loop articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1039—Surface deformation only of sandwich or lamina [e.g., embossed panels]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Belt Conveyors (AREA)
- Laminated Bodies (AREA)
Abstract
Description
Claims (8)
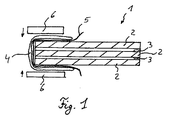
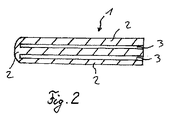
- 熱可塑性材料(2)の少なくとも1つの層と、織物ウェブ(3)製の少なくとも1つの層とからなる搬送ベルト/駆動ベルト(1)を製造するための方法において、
熱および/または押圧力を搬送ベルト/駆動ベルト(1)に伝達するために、搬送ベルト/駆動ベルト(1)の少なくとも1つの縦方向エッジにマット(4)があてがわれ、それによって搬送ベルト/駆動ベルト(1)の熱可塑性材料(2)だけが追加材料なしに少なくとも領域的に溶融および変形され、続いて熱可塑性材料(2)の再凝固の後で、マット(4)が搬送ベルト/駆動ベルト(1)の縦方向エッジから取り外されることを特徴とする方法。 - 織物ウェブ(3)の材料の融点が熱可塑性材料(2)の融点よりも高いことを特徴とする請求項1に記載の方法。
- 熱可塑性材料(2)の溶融および変形が120〜200℃の温度範囲内で行われることを特徴とする請求項1または2に記載の方法。
- 熱可塑性材料(2)の溶融および変形が160〜180℃の温度範囲内で行われることを特徴とする請求項1〜3のいずれか一項に記載の方法。
- 搬送ベルト/駆動ベルト(1)とマット(4)との間に、分離媒体、特に分離紙(5)が設けられることを特徴とする請求項1〜4のいずれか一項に記載の方法。
- 分離媒体が、熱可塑性材料(2)の表面の溶融および変形時に印画される表面構造体を備えていることを特徴とする請求項5に記載の方法。
- マット(4)がガラス繊維マットとして形成されていることを特徴とする請求項1〜6のいずれか一項に記載の方法。
- マット(4)が付着防止コーティングを施した織物を有することを特徴とする請求項1〜7のいずれか一項に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/DE2007/002111 WO2009065367A1 (de) | 2007-11-21 | 2007-11-21 | Verfahren zum herstellen eines transport-/antriebsbandes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011507724A true JP2011507724A (ja) | 2011-03-10 |
| JP5178840B2 JP5178840B2 (ja) | 2013-04-10 |
Family
ID=39642948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010534355A Active JP5178840B2 (ja) | 2007-11-21 | 2007-11-21 | 搬送ベルト/駆動ベルトの製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8657978B2 (ja) |
| EP (1) | EP2214896B1 (ja) |
| JP (1) | JP5178840B2 (ja) |
| AT (1) | ATE496761T1 (ja) |
| DE (2) | DE502007006407D1 (ja) |
| DK (1) | DK2214896T3 (ja) |
| ES (1) | ES2360453T3 (ja) |
| WO (1) | WO2009065367A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017059081A1 (en) * | 2015-09-29 | 2017-04-06 | Contitech Transportbandsysteme Gmbh | Conveyor belt |
| CN110949944A (zh) * | 2019-11-20 | 2020-04-03 | 浙江法曼工业皮带有限公司 | 一种光学成像检测用新型抗拉透明输送带及生产工艺 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4326594Y1 (ja) * | 1964-07-15 | 1968-11-05 | ||
| JPS6218247A (ja) * | 1985-07-18 | 1987-01-27 | Japan Steel Works Ltd:The | 真空プレス方法 |
| JPH01137210U (ja) * | 1988-03-07 | 1989-09-20 | ||
| JPH06305091A (ja) * | 1993-04-27 | 1994-11-01 | Fujikura Rubber Ltd | プレス用クッション材 |
| JPH07309414A (ja) * | 1994-05-16 | 1995-11-28 | Bando Chem Ind Ltd | 搬送用ベルト |
| JPH07314476A (ja) * | 1994-05-26 | 1995-12-05 | Shin Kobe Electric Mach Co Ltd | 積層板の製造法 |
| JPH08225125A (ja) * | 1995-02-22 | 1996-09-03 | Bando Chem Ind Ltd | コンベヤベルトの製造方法 |
| JPH09142625A (ja) * | 1995-11-16 | 1997-06-03 | Bando Chem Ind Ltd | コンベヤベルト及びその製造方法 |
| JPH09262856A (ja) * | 1996-03-29 | 1997-10-07 | Matsushita Electric Works Ltd | 積層板の成形用クッション材 |
| JPH10279038A (ja) * | 1997-03-31 | 1998-10-20 | Mitsuboshi Belting Ltd | 樹脂製コンベヤベルト |
| JPH10297730A (ja) * | 1997-04-24 | 1998-11-10 | Mitsuboshi Belting Ltd | 樹脂製コンベヤベルト |
| JPH1129212A (ja) * | 1997-07-11 | 1999-02-02 | Nippon Jiikuringu Kk | 食品搬送用の抗菌・防カビ性ベルト |
| JP2000309415A (ja) * | 1999-04-26 | 2000-11-07 | Chuko Kasei Kogyo Kk | コンベヤベルト及びその製造方法 |
| JP2001065640A (ja) * | 1999-06-24 | 2001-03-16 | Mitsuboshi Belting Ltd | マーク付きベルト及びその製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB733338A (en) * | 1953-11-12 | 1955-07-13 | John Lewis | Improvements in or relating to belts suitable for conveyors |
| US2984594A (en) * | 1957-08-06 | 1961-05-16 | Russell Mfg Co | Center pitch line belt |
| GB886374A (en) * | 1957-08-29 | 1962-01-03 | Btr Industries Ltd | Improvements in the production of multi-ply belting and like articles |
| US3041661A (en) * | 1960-08-25 | 1962-07-03 | American Biltrite Rubber Co | Process and apparatus for making conveyor belting |
| GB1030354A (en) | 1964-02-14 | 1966-05-18 | James Dawson & Son Ltd | An improved endless conveyor band and a method for the production thereof |
| GB1042287A (en) | 1965-02-20 | 1966-09-14 | American Biltrite Rubber Co | Edge bonding of conveyor belts |
| DE1289300B (de) | 1967-02-23 | 1969-02-13 | Rost & Co H | Gewebeeinlage fuer einen Foerdergurt oder Treibriemen |
| US3556892A (en) * | 1967-12-18 | 1971-01-19 | American Biltrite Rubber Co | Method of manufacture of conveyor belt |
| US4160798A (en) * | 1977-05-09 | 1979-07-10 | Lawrence Price | Release coatings |
| US5244083A (en) | 1991-10-17 | 1993-09-14 | Morrison Marketing Inc. | Folded-edge belt and method for making same |
| DK120593D0 (da) * | 1993-10-27 | 1993-10-27 | Polymax A S | Fremgangsmaade til fremstilling af kantforseglede transportbaand og andre laminerede baandprodukter |
| EP1129966A1 (en) | 2000-02-22 | 2001-09-05 | Ammeraal International B.V. | Belt conveyor |
| US7029267B2 (en) * | 2003-10-23 | 2006-04-18 | Saint- Gobain Technical Fabrics Canada, Ltd | Reusable vacuum bag and methods of its use |
-
2007
- 2007-11-21 EP EP07856014A patent/EP2214896B1/de active Active
- 2007-11-21 US US12/744,129 patent/US8657978B2/en active Active
- 2007-11-21 JP JP2010534355A patent/JP5178840B2/ja active Active
- 2007-11-21 DE DE502007006407T patent/DE502007006407D1/de active Active
- 2007-11-21 WO PCT/DE2007/002111 patent/WO2009065367A1/de active Application Filing
- 2007-11-21 DE DE112007003755T patent/DE112007003755A5/de not_active Withdrawn
- 2007-11-21 DK DK07856014.1T patent/DK2214896T3/da active
- 2007-11-21 ES ES07856014T patent/ES2360453T3/es active Active
- 2007-11-21 AT AT07856014T patent/ATE496761T1/de active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4326594Y1 (ja) * | 1964-07-15 | 1968-11-05 | ||
| JPS6218247A (ja) * | 1985-07-18 | 1987-01-27 | Japan Steel Works Ltd:The | 真空プレス方法 |
| JPH01137210U (ja) * | 1988-03-07 | 1989-09-20 | ||
| JPH06305091A (ja) * | 1993-04-27 | 1994-11-01 | Fujikura Rubber Ltd | プレス用クッション材 |
| JPH07309414A (ja) * | 1994-05-16 | 1995-11-28 | Bando Chem Ind Ltd | 搬送用ベルト |
| JPH07314476A (ja) * | 1994-05-26 | 1995-12-05 | Shin Kobe Electric Mach Co Ltd | 積層板の製造法 |
| JPH08225125A (ja) * | 1995-02-22 | 1996-09-03 | Bando Chem Ind Ltd | コンベヤベルトの製造方法 |
| JPH09142625A (ja) * | 1995-11-16 | 1997-06-03 | Bando Chem Ind Ltd | コンベヤベルト及びその製造方法 |
| JPH09262856A (ja) * | 1996-03-29 | 1997-10-07 | Matsushita Electric Works Ltd | 積層板の成形用クッション材 |
| JPH10279038A (ja) * | 1997-03-31 | 1998-10-20 | Mitsuboshi Belting Ltd | 樹脂製コンベヤベルト |
| JPH10297730A (ja) * | 1997-04-24 | 1998-11-10 | Mitsuboshi Belting Ltd | 樹脂製コンベヤベルト |
| JPH1129212A (ja) * | 1997-07-11 | 1999-02-02 | Nippon Jiikuringu Kk | 食品搬送用の抗菌・防カビ性ベルト |
| JP2000309415A (ja) * | 1999-04-26 | 2000-11-07 | Chuko Kasei Kogyo Kk | コンベヤベルト及びその製造方法 |
| JP2001065640A (ja) * | 1999-06-24 | 2001-03-16 | Mitsuboshi Belting Ltd | マーク付きベルト及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5178840B2 (ja) | 2013-04-10 |
| WO2009065367A1 (de) | 2009-05-28 |
| US20100243130A1 (en) | 2010-09-30 |
| DK2214896T3 (en) | 2015-11-30 |
| DE112007003755A5 (de) | 2010-11-04 |
| EP2214896B1 (de) | 2011-01-26 |
| ATE496761T1 (de) | 2011-02-15 |
| DE502007006407D1 (de) | 2011-03-10 |
| EP2214896A1 (de) | 2010-08-11 |
| US8657978B2 (en) | 2014-02-25 |
| ES2360453T3 (es) | 2011-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7588813B2 (en) | Display strip and a display strip and product assembly | |
| EP0150816A2 (en) | Method for producing laminated sheets or films | |
| US5150787A (en) | Component carrier tape | |
| US3574022A (en) | Conveying or driving belt and method for making same | |
| JP4522498B2 (ja) | 横方向ウェブの製造方法 | |
| JP5178840B2 (ja) | 搬送ベルト/駆動ベルトの製造方法 | |
| CN111251690A (zh) | 含增强片材的面板的制造方法,和地板 | |
| EP1015229B9 (en) | Process for preventing packaging films from slipping on each other | |
| EP3330055A1 (en) | Floor tile and process for manufacturing thereof | |
| PL206198B1 (pl) | Sposób wytwarzania ciągłej taśmy do separatora taśmowego | |
| US3833440A (en) | Method of making hollow planar board of synthetic resin material | |
| US7074729B2 (en) | Fabric-reinforced belt for conveying food | |
| US11945689B2 (en) | Elevator load bearing member including a unidirectional weave | |
| US8945320B2 (en) | Belt connector and method | |
| JP6369874B2 (ja) | ゴム部材に空気抜きのための溝を成形する方法 | |
| CA1216718A (en) | Method and apparatus for the production of a high- strength, tear-resistant polymer composite | |
| US20080193748A1 (en) | Adhesive Film | |
| CN111372769A (zh) | 中间材料和制造此类材料的方法 | |
| JP6770901B2 (ja) | 搬送ベルトおよび搬送ベルトの製造方法 | |
| US20110252747A1 (en) | Wrapping Material For Use With An Automated Packing Machine And Methods Of Manufacture And Use | |
| JP2011121661A (ja) | コンベアベルト再生用部材及びコンベアベルト再生方法 | |
| CA2953626C (en) | Adhesive packaging systems and laminating methods using the same | |
| KR100837997B1 (ko) | 합성수지 필름 봉투 제조방법 | |
| JPH0631143A (ja) | 中空糸膜束の製造方法 | |
| EP1884334A1 (en) | Woven recycled product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5178840 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |