JP2010510091A - 基材への転写中における硬化を伴うフレキソ印刷 - Google Patents
基材への転写中における硬化を伴うフレキソ印刷 Download PDFInfo
- Publication number
- JP2010510091A JP2010510091A JP2009537266A JP2009537266A JP2010510091A JP 2010510091 A JP2010510091 A JP 2010510091A JP 2009537266 A JP2009537266 A JP 2009537266A JP 2009537266 A JP2009537266 A JP 2009537266A JP 2010510091 A JP2010510091 A JP 2010510091A
- Authority
- JP
- Japan
- Prior art keywords
- flexographic printing
- shape
- receiving substrate
- curing
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 108
- 239000000463 material Substances 0.000 claims abstract description 181
- 238000000034 method Methods 0.000 claims abstract description 61
- 239000002904 solvent Substances 0.000 claims description 35
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 20
- 229910052757 nitrogen Inorganic materials 0.000 claims description 11
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 7
- 239000001301 oxygen Substances 0.000 claims description 7
- 229910052760 oxygen Inorganic materials 0.000 claims description 7
- 239000003999 initiator Substances 0.000 claims description 6
- 238000010894 electron beam technology Methods 0.000 claims description 4
- 230000001678 irradiating effect Effects 0.000 claims 1
- 238000001723 curing Methods 0.000 description 31
- 150000001875 compounds Chemical class 0.000 description 9
- -1 langasite (LGS) Chemical compound 0.000 description 8
- 239000011521 glass Substances 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- 230000005855 radiation Effects 0.000 description 6
- 239000000203 mixture Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Chemical compound P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 4
- 238000004132 cross linking Methods 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- 239000010408 film Substances 0.000 description 3
- 238000007373 indentation Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- LEJBBGNFPAFPKQ-UHFFFAOYSA-N 2-(2-prop-2-enoyloxyethoxy)ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOC(=O)C=C LEJBBGNFPAFPKQ-UHFFFAOYSA-N 0.000 description 2
- INQDDHNZXOAFFD-UHFFFAOYSA-N 2-[2-(2-prop-2-enoyloxyethoxy)ethoxy]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOCCOC(=O)C=C INQDDHNZXOAFFD-UHFFFAOYSA-N 0.000 description 2
- HCLJOFJIQIJXHS-UHFFFAOYSA-N 2-[2-[2-(2-prop-2-enoyloxyethoxy)ethoxy]ethoxy]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOCCOCCOC(=O)C=C HCLJOFJIQIJXHS-UHFFFAOYSA-N 0.000 description 2
- KUDUQBURMYMBIJ-UHFFFAOYSA-N 2-prop-2-enoyloxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC(=O)C=C KUDUQBURMYMBIJ-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- 239000004342 Benzoyl peroxide Substances 0.000 description 2
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- KFSLWBXXFJQRDL-UHFFFAOYSA-N Peracetic acid Chemical compound CC(=O)OO KFSLWBXXFJQRDL-UHFFFAOYSA-N 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 150000001408 amides Chemical class 0.000 description 2
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical compound C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 2
- 235000019400 benzoyl peroxide Nutrition 0.000 description 2
- 150000001735 carboxylic acids Chemical class 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- ZQMIGQNCOMNODD-UHFFFAOYSA-N diacetyl peroxide Chemical compound CC(=O)OOC(C)=O ZQMIGQNCOMNODD-UHFFFAOYSA-N 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 229940088644 n,n-dimethylacrylamide Drugs 0.000 description 2
- YLGYACDQVQQZSW-UHFFFAOYSA-N n,n-dimethylprop-2-enamide Chemical compound CN(C)C(=O)C=C YLGYACDQVQQZSW-UHFFFAOYSA-N 0.000 description 2
- 229910000073 phosphorus hydride Inorganic materials 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 229920000120 polyethyl acrylate Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002689 polyvinyl acetate Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 230000003362 replicative effect Effects 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- QEQBMZQFDDDTPN-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy benzenecarboperoxoate Chemical compound CC(C)(C)OOOC(=O)C1=CC=CC=C1 QEQBMZQFDDDTPN-UHFFFAOYSA-N 0.000 description 1
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- CCNDOQHYOIISTA-UHFFFAOYSA-N 1,2-bis(2-tert-butylperoxypropan-2-yl)benzene Chemical compound CC(C)(C)OOC(C)(C)C1=CC=CC=C1C(C)(C)OOC(C)(C)C CCNDOQHYOIISTA-UHFFFAOYSA-N 0.000 description 1
- MSAHTMIQULFMRG-UHFFFAOYSA-N 1,2-diphenyl-2-propan-2-yloxyethanone Chemical compound C=1C=CC=CC=1C(OC(C)C)C(=O)C1=CC=CC=C1 MSAHTMIQULFMRG-UHFFFAOYSA-N 0.000 description 1
- BCMCBBGGLRIHSE-UHFFFAOYSA-N 1,3-benzoxazole Chemical compound C1=CC=C2OC=NC2=C1 BCMCBBGGLRIHSE-UHFFFAOYSA-N 0.000 description 1
- DKEGCUDAFWNSSO-UHFFFAOYSA-N 1,8-dibromooctane Chemical compound BrCCCCCCCCBr DKEGCUDAFWNSSO-UHFFFAOYSA-N 0.000 description 1
- JWYVGKFDLWWQJX-UHFFFAOYSA-N 1-ethenylazepan-2-one Chemical compound C=CN1CCCCCC1=O JWYVGKFDLWWQJX-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- HQOVXPHOJANJBR-UHFFFAOYSA-N 2,2-bis(tert-butylperoxy)butane Chemical compound CC(C)(C)OOC(C)(CC)OOC(C)(C)C HQOVXPHOJANJBR-UHFFFAOYSA-N 0.000 description 1
- PIZHFBODNLEQBL-UHFFFAOYSA-N 2,2-diethoxy-1-phenylethanone Chemical compound CCOC(OCC)C(=O)C1=CC=CC=C1 PIZHFBODNLEQBL-UHFFFAOYSA-N 0.000 description 1
- PUGOMSLRUSTQGV-UHFFFAOYSA-N 2,3-di(prop-2-enoyloxy)propyl prop-2-enoate Chemical compound C=CC(=O)OCC(OC(=O)C=C)COC(=O)C=C PUGOMSLRUSTQGV-UHFFFAOYSA-N 0.000 description 1
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- YIJYFLXQHDOQGW-UHFFFAOYSA-N 2-[2,4,6-trioxo-3,5-bis(2-prop-2-enoyloxyethyl)-1,3,5-triazinan-1-yl]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCN1C(=O)N(CCOC(=O)C=C)C(=O)N(CCOC(=O)C=C)C1=O YIJYFLXQHDOQGW-UHFFFAOYSA-N 0.000 description 1
- UHFFVFAKEGKNAQ-UHFFFAOYSA-N 2-benzyl-2-(dimethylamino)-1-(4-morpholin-4-ylphenyl)butan-1-one Chemical compound C=1C=C(N2CCOCC2)C=CC=1C(=O)C(CC)(N(C)C)CC1=CC=CC=C1 UHFFVFAKEGKNAQ-UHFFFAOYSA-N 0.000 description 1
- KMNCBSZOIQAUFX-UHFFFAOYSA-N 2-ethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)C(=O)C1=CC=CC=C1 KMNCBSZOIQAUFX-UHFFFAOYSA-N 0.000 description 1
- QPXVRLXJHPTCPW-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-(4-propan-2-ylphenyl)propan-1-one Chemical compound CC(C)C1=CC=C(C(=O)C(C)(C)O)C=C1 QPXVRLXJHPTCPW-UHFFFAOYSA-N 0.000 description 1
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 1
- CFVWNXQPGQOHRJ-UHFFFAOYSA-N 2-methylpropyl prop-2-enoate Chemical compound CC(C)COC(=O)C=C CFVWNXQPGQOHRJ-UHFFFAOYSA-N 0.000 description 1
- PVBUTZWGEJHWSJ-UHFFFAOYSA-N 2-morpholin-4-yl-1-phenylpropan-1-one Chemical compound C=1C=CC=CC=1C(=O)C(C)N1CCOCC1 PVBUTZWGEJHWSJ-UHFFFAOYSA-N 0.000 description 1
- RZVINYQDSSQUKO-UHFFFAOYSA-N 2-phenoxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC1=CC=CC=C1 RZVINYQDSSQUKO-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- VFXXTYGQYWRHJP-UHFFFAOYSA-N 4,4'-azobis(4-cyanopentanoic acid) Chemical compound OC(=O)CCC(C)(C#N)N=NC(C)(CCC(O)=O)C#N VFXXTYGQYWRHJP-UHFFFAOYSA-N 0.000 description 1
- JHWGFJBTMHEZME-UHFFFAOYSA-N 4-prop-2-enoyloxybutyl prop-2-enoate Chemical compound C=CC(=O)OCCCCOC(=O)C=C JHWGFJBTMHEZME-UHFFFAOYSA-N 0.000 description 1
- WSMQKESQZFQMFW-UHFFFAOYSA-N 5-methyl-pyrazole-3-carboxylic acid Chemical compound CC1=CC(C(O)=O)=NN1 WSMQKESQZFQMFW-UHFFFAOYSA-N 0.000 description 1
- DXPPIEDUBFUSEZ-UHFFFAOYSA-N 6-methylheptyl prop-2-enoate Chemical compound CC(C)CCCCCOC(=O)C=C DXPPIEDUBFUSEZ-UHFFFAOYSA-N 0.000 description 1
- FIHBHSQYSYVZQE-UHFFFAOYSA-N 6-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCOC(=O)C=C FIHBHSQYSYVZQE-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- JBRZTFJDHDCESZ-UHFFFAOYSA-N AsGa Chemical compound [As]#[Ga] JBRZTFJDHDCESZ-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 1
- YIVJZNGAASQVEM-UHFFFAOYSA-N Lauroyl peroxide Chemical compound CCCCCCCCCCCC(=O)OOC(=O)CCCCCCCCCCC YIVJZNGAASQVEM-UHFFFAOYSA-N 0.000 description 1
- 229910003327 LiNbO3 Inorganic materials 0.000 description 1
- 229910012463 LiTaO3 Inorganic materials 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 241000428199 Mustelinae Species 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 244000028419 Styrax benzoin Species 0.000 description 1
- 235000000126 Styrax benzoin Nutrition 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 235000008411 Sumatra benzointree Nutrition 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 1
- PSGCQDPCAWOCSH-OPQQBVKSSA-N [(1s,3r,4s)-4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl] prop-2-enoate Chemical compound C1C[C@]2(C)[C@H](OC(=O)C=C)C[C@H]1C2(C)C PSGCQDPCAWOCSH-OPQQBVKSSA-N 0.000 description 1
- LFOXEOLGJPJZAA-UHFFFAOYSA-N [(2,6-dimethoxybenzoyl)-(2,4,4-trimethylpentyl)phosphoryl]-(2,6-dimethoxyphenyl)methanone Chemical compound COC1=CC=CC(OC)=C1C(=O)P(=O)(CC(C)CC(C)(C)C)C(=O)C1=C(OC)C=CC=C1OC LFOXEOLGJPJZAA-UHFFFAOYSA-N 0.000 description 1
- KYIKRXIYLAGAKQ-UHFFFAOYSA-N abcn Chemical compound C1CCCCC1(C#N)N=NC1(C#N)CCCCC1 KYIKRXIYLAGAKQ-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 229960002130 benzoin Drugs 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- FPODCVUTIPDRTE-UHFFFAOYSA-N bis(prop-2-enyl) hexanedioate Chemical compound C=CCOC(=O)CCCCC(=O)OCC=C FPODCVUTIPDRTE-UHFFFAOYSA-N 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229930194909 coatline Natural products 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 1
- 125000005520 diaryliodonium group Chemical group 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- TUJWIYZCAPMHSA-UHFFFAOYSA-N dipentylphosphoryloxybenzene Chemical compound CCCCCP(=O)(CCCCC)OC1=CC=CC=C1 TUJWIYZCAPMHSA-UHFFFAOYSA-N 0.000 description 1
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 235000019382 gum benzoic Nutrition 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- LNMQRPPRQDGUDR-UHFFFAOYSA-N hexyl prop-2-enoate Chemical compound CCCCCCOC(=O)C=C LNMQRPPRQDGUDR-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- GQYHUHYESMUTHG-UHFFFAOYSA-N lithium niobate Chemical compound [Li+].[O-][Nb](=O)=O GQYHUHYESMUTHG-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 150000002734 metacrylic acid derivatives Chemical class 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- YDKNBNOOCSNPNS-UHFFFAOYSA-N methyl 1,3-benzoxazole-2-carboxylate Chemical compound C1=CC=C2OC(C(=O)OC)=NC2=C1 YDKNBNOOCSNPNS-UHFFFAOYSA-N 0.000 description 1
- 125000002816 methylsulfanyl group Chemical group [H]C([H])([H])S[*] 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- ZQXSMRAEXCEDJD-UHFFFAOYSA-N n-ethenylformamide Chemical compound C=CNC=O ZQXSMRAEXCEDJD-UHFFFAOYSA-N 0.000 description 1
- 239000002105 nanoparticle Substances 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- ANISOHQJBAQUQP-UHFFFAOYSA-N octyl prop-2-enoate Chemical compound CCCCCCCCOC(=O)C=C ANISOHQJBAQUQP-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- FAQJJMHZNSSFSM-UHFFFAOYSA-N phenylglyoxylic acid Chemical compound OC(=O)C(=O)C1=CC=CC=C1 FAQJJMHZNSSFSM-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002577 polybenzoxazole Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000012047 saturated solution Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000000935 solvent evaporation Methods 0.000 description 1
- 239000011877 solvent mixture Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 125000004434 sulfur atom Chemical group 0.000 description 1
- MUTNCGKQJGXKEM-UHFFFAOYSA-N tamibarotene Chemical compound C=1C=C2C(C)(C)CCC(C)(C)C2=CC=1NC(=O)C1=CC=C(C(O)=O)C=C1 MUTNCGKQJGXKEM-UHFFFAOYSA-N 0.000 description 1
- SWAXTRYEYUTSAP-UHFFFAOYSA-N tert-butyl ethaneperoxoate Chemical compound CC(=O)OOC(C)(C)C SWAXTRYEYUTSAP-UHFFFAOYSA-N 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- CIHOLLKRGTVIJN-UHFFFAOYSA-N tert‐butyl hydroperoxide Chemical compound CC(C)(C)OO CIHOLLKRGTVIJN-UHFFFAOYSA-N 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 125000005409 triarylsulfonium group Chemical group 0.000 description 1
- IECKAVQTURBPON-UHFFFAOYSA-N trimethoxymethylbenzene Chemical compound COC(OC)(OC)C1=CC=CC=C1 IECKAVQTURBPON-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N urea group Chemical group NC(=O)N XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 150000003673 urethanes Chemical class 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F3/00—Cylinder presses, i.e. presses essentially comprising at least one cylinder co-operating with at least one flat type-bed
- B41F3/46—Details
- B41F3/54—Impression cylinders; Supports therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/04—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing by heat drying, by cooling, by applying powders
- B41F23/0403—Drying webs
- B41F23/0406—Drying webs by radiation
- B41F23/0409—Ultraviolet dryers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F5/00—Rotary letterpress machines
- B41F5/24—Rotary letterpress machines for flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/02—Letterpress printing, e.g. book printing
- B41M1/04—Flexographic printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0081—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/009—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using thermal means, e.g. infrared radiation, heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2200/00—Printing processes
- B41P2200/10—Relief printing
- B41P2200/12—Flexographic printing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Printing Methods (AREA)
- Decoration By Transfer Pictures (AREA)
- Printing Plates And Materials Therefor (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
- Push-Button Switches (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
Abstract
Description
硬化印刷可能材料が、フレキソ印刷プレートの形状と受容基材の両方に接触している間に、それを硬化させることで、形状と受容基材との間のずれを防止して、フレキソ印刷の忠実度を増加させることができる。これは、任意寸法の形状を有するフレキソ印刷プレートの場合であるが、減溶剤材料の転写の利点は、水平方向寸法がより小さな形状の場合に、より明らかであろう。部分的には、これは現在のフレキソ印刷システムが、約20マイクロメートル超の横方向寸法を有し、このような大きな寸法の形状に対するずれ量が、比較的小さいためである。しかし、形状の水平方向寸法が、形状の寸法の現在の制限、即ち約15マイクロメートル〜約20マイクロメートル未満よりも大幅に減少するに伴って、相対的ずれ寸法が増大する。本明細書で記載される方法及びシステムでは、材料が、フレキソ印刷プレートの形状と受容基材の両方に接触している間に、それを硬化することができる。
本発明で使用する全ての科学用語及び専門用語は、特に指示がない限り、当該技術分野において一般的に使用される意味を有する。本明細書にて提供される定義は、本明細書でしばしば使用されるある種の用語の理解を促進しようとするものであり、本開示の範囲を限定するものではない。
フレキソ印刷プレートの形状に転写可能な任意の硬化性材料及びフレキソ印刷プレートの形状から転写可能な任意の硬化性材料は、本明細書で示された教示に従って使用してもよい。例えば、材料は、硬化性樹脂を含んでよい。
エチルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、2−エチルヘキシルアクリレート、n−ヘキシルアクリレート、n−オクチルアクリレート、イソオクチルアクリレート、ボルニルアクリレート、テトラヒドロフルフリルアクリレート、2−フェノキシエチルアクリレート、及びN,N−ジメチルアクリルアミド;
(2)二官能性化合物:
1,4−ブタンジオールジアクリレート、1,6−ヘキサンジオールジアクリレート、ネオペンチルグリコールジアクリレート、エチレングリコールジアクリレート、トリエチレングリコールジアクリレート、テトラエチレングリコールジアクリレート、及びジエチレングリコールジアクリレート;並びに
(3)多官能化合物:
トリメチロールプロパントリアクリレート、グリセロールトリアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、及びトリス(2−アクロイルオキシエチル)イソシアヌレート。その他のエチレン系不飽和化合物及び樹脂の幾つかの代表例としては、スチレン、ジビニルベンゼン、ビニルトルエン、N−ビニルホルムアミド、N−ビニルピロリドン、N−ビニルカプロラクタム、モノアリル、ポリアリル、及びポリメタリルエステル例えば、ジアリルフタレート及びジアリルアジパート、並びにカルボン酸のアミド例えば、N,N−ジアリルアジパミドが挙げられる。
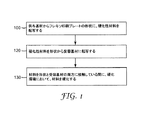
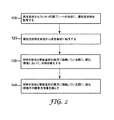
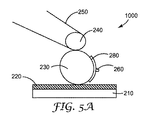
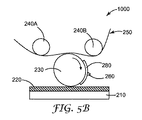
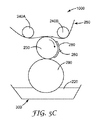
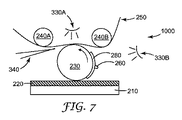
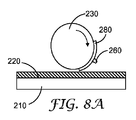
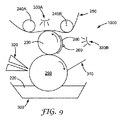
フレキソ印刷技術を使用した、受容基材の上への材料印刷の例示的方法について、以下で述べる。図1は、このような方法の一例を提供する。図1に示した方法は、供与基材からフレキソ印刷プレートの形状(100)に、硬化性材料を転写することを含む。次に、形状から受容基材(120)に硬化性材料を転写する。この方法は、材料を形状と受容基材(130)の両方に接触させた際に、材料を硬化させることを更に含む。図2に示すように、方法は、材料が形状及び受容基材と接触している環境中の、即ち、硬化環境中の酸素含有量を減らすことを更に含んでよい。これは、例えば、硬化環境中に窒素を導入することによって行うことができる。
上記の方法は、任意の好適なフレキソ印刷システムを用いて実施することができる。上記の方法を実施するのに好適な代表的フレキソシステム及びその構成要素を以下で述べる。代表的システムの説明において、用語「材料220」とは、便宜上、高濃度の溶剤、硬化性材料を含む材料と予備硬化材料の両方を説明するために使用される。(i)供与基材の上に最初に配置した際に、材料220が、完全飽和溶液を含んでよい、(ii)フレキソ印刷プレートの形状に転写する前に、材料220から、溶剤が能動的に又は受動的に除去されて、硬化性材料を生成させてもよい、(iii)硬化性材料220が、形状上に配置されている間に、予備硬化されてもよい、及び(iv)受容基材に転写された材料220が、硬化され又は更に硬化される、ということが理解されよう。
Claims (20)
- 供与基材からフレキソ印刷プレートの形状に、硬化性材料を転写することと、
前記フレキソ印刷プレートの前記形状から受容基材に、前記硬化性材料を転写することと、
前記材料が前記形状と前記受容基材の両方に接触している間に、硬化環境において、前記材料を硬化させることと、
を含む、フレキソ印刷のための方法。 - 前記形状が、15マイクロメートル以下の横方向寸法を含む、請求項1に記載の方法。
- 前記材料を硬化させることが、前記材料をエネルギーに曝すことを含む、請求項1に記載の方法。
- 前記材料をエネルギーに曝すことが、前記材料を電子線照射に曝すことを含む、請求項3に記載の方法。
- 前記材料をエネルギーに曝すことが、前記材料を紫外線に曝すことを含み、そして前記材料が、光開始剤を含む、請求項3に記載の方法。
- 前記材料をエネルギーに曝すことが、前記材料を熱に曝すことを含み、そして前記材料が、熱開始剤を含む、請求項3に記載の方法。
- 前記材料が前記形状と前記受容基材の両方に接触している間に、前記硬化環境中の酸素含有量を減らすことを更に含む、請求項1に記載の方法。
- 前記硬化環境中の酸素含有量を減らすことが、前記硬化環境中に窒素を導入することを含む、請求項7に記載の方法。
- 前記形状から前記受容基材に、前記材料を転写する前に、前記硬化性材料を予備硬化させることを更に含む、請求項1に記載の方法。
- 材料から溶剤を除去して、前記硬化性材料を生成させることを更に含む、請求項1に記載の方法。
- 材料から溶剤を除去して、前記硬化性材料を生成させることが、前記供与基材から前記形状への前記硬化性材料の転写の前に、前記溶剤を除去することを含む、請求項10に記載の方法。
- 形状を含むフレキソ印刷プレートを取り付け可能に受けるように設定されたフレキソロールと、
前記形状は、受容基材に硬化性材料を転写することができる、
前記フレキソロールに対する前記バックアップロールの動きが、前記バックアップロールと前記フレキソロールとの間で受容基材を動かすことができ、前記硬化性材料が、前記形状から前記受容基材に転写されることができるように、前記フレキソロールに対して位置する、バックアップロールと、
前記材料を硬化するための第1のエネルギー供給源と、
前記材料が前記形状と前記受容基材の両方に接触している間に、前記第1のエネルギ
ー供給源は、前記材料の硬化を生じさせるように位置している、
を含む、フレキソ印刷システム。 - 前記第1のエネルギー供給源が、前記材料を硬化するために、紫外線を照射することができる、請求項12に記載のフレキソ印刷システム。
- 前記エネルギー供給源から照射されたエネルギーが、前記受容基材を貫通して、前記材料が前記形状と前記受容基材の両方に接触している間に、前記第1のエネルギー供給源が、前記材料を硬化するように配置されている、請求項12に記載のフレキソ印刷システム。
- 前記材料を予備硬化するための第2のエネルギー供給源を更に含み、前記第2のエネルギー供給源が、前記形状から前記受容基材への前記材料の転写前に、前記材料の予備硬化を生じさせるように位置している、請求項12に記載のフレキソ印刷システム。
- 前記形状から前記受容基材に材料が転写される場所に、窒素を導入するように設定された、窒素注入装置を更に含む、請求項12に記載のフレキソ印刷システム。
- 前記材料が前記供与基材の上に配置されるように、溶剤を含む材料を受けるように設定された供与基材を更に含む、請求項16に記載のフレキソ印刷システム。
- 前記供与基材の上に配置された前記材料から溶剤を除去して、前記供与基材の上に配置された前記硬化性材料を生成することが可能な溶剤除去装置を更に含む、請求項16に記載のフレキソ印刷システム。
- 前記フレキソ印刷プレートを更に含む、請求項10に記載のフレキソ印刷システム。
- 前記形状が、15マイクロメートル未満の横方向寸法を含む、請求項19に記載のフレキソ印刷システム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US86596806P | 2006-11-15 | 2006-11-15 | |
| PCT/US2007/083322 WO2008060864A1 (en) | 2006-11-15 | 2007-11-01 | Flexographic printing with curing during transfer to substrate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010510091A true JP2010510091A (ja) | 2010-04-02 |
| JP2010510091A5 JP2010510091A5 (ja) | 2010-12-16 |
Family
ID=39092992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009537266A Pending JP2010510091A (ja) | 2006-11-15 | 2007-11-01 | 基材への転写中における硬化を伴うフレキソ印刷 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US9340053B2 (ja) |
| EP (1) | EP2084012B1 (ja) |
| JP (1) | JP2010510091A (ja) |
| KR (1) | KR20090079946A (ja) |
| CN (1) | CN101674942B (ja) |
| AT (1) | ATE500973T1 (ja) |
| BR (1) | BRPI0718766A2 (ja) |
| DE (1) | DE602007013085D1 (ja) |
| WO (1) | WO2008060864A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016124135A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社シンク・ラボラトリー | 水性液体付着物乾燥装置及び水性液体付着物乾燥方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013516764A (ja) * | 2009-12-30 | 2013-05-13 | スリーエム イノベイティブ プロパティズ カンパニー | マスクを使用してパターン化基板を提供する方法 |
| US8899152B2 (en) * | 2011-10-25 | 2014-12-02 | Unipixel Displays, Inc. | Flexographic printing using flexographic roll configurations |
| GB201317195D0 (en) * | 2013-09-27 | 2013-11-13 | Rue De Int Ltd | Method of manufacturing a pattern and apparatus therefor |
| KR20160068874A (ko) * | 2013-10-11 | 2016-06-15 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 플렉소그래픽 인쇄면의 플라즈마 처리 |
| US9398698B2 (en) * | 2013-12-19 | 2016-07-19 | Eastman Kodak Company | Forming patterns of electrically conductive materials |
| US11241711B2 (en) * | 2017-03-22 | 2022-02-08 | 3M Innovative Properties Company | Buff-coated article and method of making the same |
| DE102017107041A1 (de) * | 2017-03-31 | 2018-10-04 | die 12monate Armin Glaser & Klaus Pietsch GbR (vertretungsberechtigter Gesellschafter Klaus Pietsch, 02727 Ebersbach-Neugersdorf) | Verfahren und Vorrichtung zur UV-Härtung einer lichthärtbaren Substanz |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08230343A (ja) * | 1995-02-28 | 1996-09-10 | Orc Mfg Co Ltd | 着色材を含む紫外線硬化型転移塗布材の硬化度測定装置およびその方法 |
| WO2000034400A1 (en) * | 1998-12-11 | 2000-06-15 | Sun Chemical Corporation | Radiation curable water based cationic inks and coatings |
| WO2001012342A1 (en) * | 1999-08-12 | 2001-02-22 | Joseph Frazzitta | Method of producing a high gloss coating on a printed surface |
| JP2001171066A (ja) * | 1999-12-20 | 2001-06-26 | Nippon Barcode Co Ltd | 印刷用凸版、原版および記憶媒体ならびに印刷方法 |
| JP2001287473A (ja) * | 2000-04-10 | 2001-10-16 | Toppan Printing Co Ltd | 厚膜パターン形成用凸版、これを用いた厚膜パターン形成方法、および厚膜パターン形成用凸版の製造方法 |
| JP2002223095A (ja) * | 2001-01-24 | 2002-08-09 | Dainippon Printing Co Ltd | 電磁波シールド材の製造方法、並びにパターン形成方法 |
| JP2004095882A (ja) * | 2002-08-30 | 2004-03-25 | Toppan Printing Co Ltd | 被転写物及び厚膜パターンの製造方法 |
| US20040099388A1 (en) * | 2002-11-27 | 2004-05-27 | Kimberly-Clark Worldwide, Inc. | Structural printing of absorbent webs |
| JP2004268319A (ja) * | 2003-03-06 | 2004-09-30 | Dainippon Printing Co Ltd | フレキソ印刷による連続細線の印刷方法、及びそれを利用した積層体乃至は電磁波シールド材の製造方法 |
| JP2005081566A (ja) * | 2003-09-04 | 2005-03-31 | Toppan Printing Co Ltd | 微細パターンの形成方法と液晶ディスプレイ用カラーフィルタの製造方法及び製造装置 |
| JP2005144923A (ja) * | 2003-11-18 | 2005-06-09 | Toyo Ink Mfg Co Ltd | 印刷物の製造方法 |
| JP2006056049A (ja) * | 2004-08-18 | 2006-03-02 | Asahi Printing Co Ltd | ラベル印刷方法 |
Family Cites Families (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3264103A (en) | 1962-06-27 | 1966-08-02 | Du Pont | Photopolymerizable relief printing plates developed by dry thermal transfer |
| CA1099435A (en) | 1971-04-01 | 1981-04-14 | Gwendyline Y. Y. T. Chen | Photosensitive block copolymer composition and elements |
| US4323636A (en) | 1971-04-01 | 1982-04-06 | E. I. Du Pont De Nemours And Company | Photosensitive block copolymer composition and elements |
| JPS5071413A (ja) | 1973-10-25 | 1975-06-13 | ||
| JPS51145605A (en) | 1975-06-06 | 1976-12-14 | Kanazawa Furekiso Kk | Method of reproducing flexographic printing plate from photosensitive resin plate |
| JPS52123707A (en) | 1976-04-09 | 1977-10-18 | Kuraray Co | Excellent print method |
| US4209551A (en) | 1977-12-28 | 1980-06-24 | Toppan Printing Co., Ltd. | Method of fabricating a phosphor screen of a color television picture tube |
| JPS54154606A (en) | 1978-05-24 | 1979-12-05 | Mitsubishi Heavy Ind Ltd | Flexo printer |
| US4576850A (en) | 1978-07-20 | 1986-03-18 | Minnesota Mining And Manufacturing Company | Shaped plastic articles having replicated microstructure surfaces |
| US4427759A (en) | 1982-01-21 | 1984-01-24 | E. I. Du Pont De Nemours And Company | Process for preparing an overcoated photopolymer printing plate |
| US4460675A (en) | 1982-01-21 | 1984-07-17 | E. I. Du Pont De Nemours And Company | Process for preparing an overcoated photopolymer printing plate |
| US4753865A (en) | 1986-01-22 | 1988-06-28 | E. I. Du Pont De Nemours And Company | Photosensitive compositions containing microgels |
| US4726877A (en) | 1986-01-22 | 1988-02-23 | E. I. Du Pont De Nemours And Company | Methods of using photosensitive compositions containing microgels |
| US4894315A (en) | 1988-08-30 | 1990-01-16 | E. I. Du Pont De Nemours And Company | Process for making flexographic printing plates with increased flexibility |
| US4956252A (en) | 1988-08-30 | 1990-09-11 | E. I. Dupont De Nemours And Company | Aqueous processible photosensitive compositions containing core shell microgels |
| US5116548A (en) * | 1989-08-29 | 1992-05-26 | American Bank Note Holographics, Inc. | Replicaton of microstructures by casting in controlled areas of a substrate |
| JPH0410933A (ja) | 1990-04-27 | 1992-01-16 | Toppan Printing Co Ltd | 印刷版の製造方法 |
| US5215859A (en) | 1990-07-26 | 1993-06-01 | Minnesota Mining And Manufacturing Company | Backside ionizing irradiation in a flexographic printing plate process |
| US5015556A (en) | 1990-07-26 | 1991-05-14 | Minnesota Mining And Manufacturing Company | Flexographic printing plate process |
| US5175072A (en) | 1990-07-26 | 1992-12-29 | Minnesota Mining And Manufacturing Company | Flexographic printing plate process |
| DE69129567T2 (de) | 1990-07-31 | 1998-12-24 | Minnesota Mining And Mfg. Co., Saint Paul, Minn. | Vorrichtung für die Herstellung von flexographischen Druckplatten |
| DE4205682A1 (de) | 1992-02-25 | 1993-08-26 | Berrenbaum Gmbh | Vorrichtung und verfahren zum bedrucken von materialbahnen |
| US6210854B1 (en) | 1993-08-27 | 2001-04-03 | E. I. Du Pont De Nemours And Company | Aqueous developable flexographic printing plate |
| EP0726851A4 (en) * | 1993-11-03 | 1997-04-16 | Corning Inc | COLOR FILTER AND MANUFACTURING METHOD |
| US5535673A (en) * | 1993-11-03 | 1996-07-16 | Corning Incorporated | Method of printing a color filter |
| US5407708B1 (en) | 1994-01-27 | 1997-04-08 | Grace W R & Co | Method and apparatus for applying radiation curable inks in a flexographic printing system |
| US5540147A (en) | 1994-12-02 | 1996-07-30 | Corning Incorporated | Method for forming a contoured planarizing layer for a color filter |
| JP3698749B2 (ja) * | 1995-01-11 | 2005-09-21 | 株式会社半導体エネルギー研究所 | 液晶セルの作製方法およびその作製装置、液晶セルの生産システム |
| JPH08309961A (ja) | 1995-05-24 | 1996-11-26 | Dainippon Printing Co Ltd | 印刷方法及び印刷装置 |
| US6737154B2 (en) | 1995-06-26 | 2004-05-18 | 3M Innovative Properties Company | Multilayer polymer film with additional coatings or layers |
| DE19639761A1 (de) | 1996-09-27 | 1998-04-02 | Du Pont Deutschland | Flexographische Druckformen mit verbesserter Beständigkeit gegenüber UV härtbaren Druckfarben |
| DE19736339B4 (de) | 1997-08-21 | 2004-03-18 | Man Roland Druckmaschinen Ag | Temperierung eines Druckwerkes und Temperiereinrichtung |
| US6045894A (en) | 1998-01-13 | 2000-04-04 | 3M Innovative Properties Company | Clear to colored security film |
| AU1374700A (en) | 1998-11-19 | 2000-06-13 | Nilpeter A/S | Method and device for rotational moulding of surface relief structures |
| US6277232B1 (en) | 1999-04-22 | 2001-08-21 | Mbna America Bank, N.A. | Method of manufacturing a plastic card with a lenticular lens therein |
| US6764014B2 (en) | 1999-09-07 | 2004-07-20 | American Express Travel Related Services Company, Inc. | Transaction card |
| US6371018B1 (en) | 2000-04-04 | 2002-04-16 | Karat Digital Press L.P. | Method and apparatus for anilox roller scoring prevention |
| JP2002196479A (ja) | 2000-12-26 | 2002-07-12 | Toyobo Co Ltd | 感光性樹脂組成物およびフレキソ印刷版用原版 |
| EP1365161A4 (en) | 2001-02-26 | 2005-03-30 | Sugatsune Kogyo | JOINT DEVICE |
| US6926957B2 (en) * | 2001-06-29 | 2005-08-09 | 3M Innovative Properties Company | Water-based ink-receptive coating |
| WO2004002746A1 (en) * | 2002-07-01 | 2004-01-08 | Inca Digital Printers Limited | Printing with ink |
| US7591903B2 (en) | 2002-08-13 | 2009-09-22 | 3M Innovative Properties Company | Die having multiple orifice slot |
| US20040045419A1 (en) | 2002-09-10 | 2004-03-11 | Bryan William J. | Multi-diamond cutting tool assembly for creating microreplication tools |
| US6887792B2 (en) | 2002-09-17 | 2005-05-03 | Hewlett-Packard Development Company, L.P. | Embossed mask lithography |
| JP4192003B2 (ja) | 2003-01-10 | 2008-12-03 | 株式会社日立プラントテクノロジー | 印刷装置,印刷方法及び液晶表示機器の製造方法 |
| KR100568581B1 (ko) | 2003-04-14 | 2006-04-07 | 주식회사 미뉴타텍 | 미세패턴 형성 몰드용 조성물 및 이로부터 제작된 몰드 |
| US7070406B2 (en) | 2003-04-29 | 2006-07-04 | Hewlett-Packard Development Company, L.P. | Apparatus for embossing a flexible substrate with a pattern carried by an optically transparent compliant media |
| US7669530B2 (en) * | 2003-05-16 | 2010-03-02 | Printing Research, Inc. | UV curing assembly having sheet transfer unit with heat sink vacuum plate |
| US7682775B2 (en) | 2004-03-05 | 2010-03-23 | E. I. Du Pont De Nemours And Company | Process for preparing a flexographic printing plate |
| JP2005288904A (ja) * | 2004-03-31 | 2005-10-20 | Fuji Photo Film Co Ltd | 画像記録装置 |
| US7195733B2 (en) | 2004-04-27 | 2007-03-27 | The Board Of Trustees Of The University Of Illinois | Composite patterning devices for soft lithography |
| KR100662784B1 (ko) * | 2004-04-30 | 2007-01-02 | 엘지.필립스 엘시디 주식회사 | 액정표시소자의 블랙매트릭스 형성방법 |
| EP1594001B1 (en) | 2004-05-07 | 2015-12-30 | Obducat AB | Device and method for imprint lithography |
| US20060018021A1 (en) | 2004-07-26 | 2006-01-26 | Applied Opsec, Inc. | Diffraction-based optical grating structure and method of creating the same |
| EP1657070B1 (en) | 2004-11-10 | 2008-04-23 | Sony Deutschland GmbH | A stamp for soft lithography, in particular micro contact printing and a method of preparing the same |
| EP1700680A1 (en) | 2005-03-09 | 2006-09-13 | EPFL Ecole Polytechnique Fédérale de Lausanne | Easy release fluoropolymer molds for micro- and nano-pattern replication |
| US20060272534A1 (en) * | 2005-06-03 | 2006-12-07 | Daniel Lieberman | Systems and methods for printing surface relief structures |
| CN102016814B (zh) | 2005-06-17 | 2013-10-23 | 北卡罗来纳大学查珀尔希尔分校 | 纳米粒子制备方法、系统及材料 |
| JP5254986B2 (ja) | 2006-11-15 | 2013-08-07 | スリーエム イノベイティブ プロパティズ カンパニー | フレキソ印刷のための溶剤除去アシスト材料転写 |
| EP2082286B1 (en) | 2006-11-15 | 2013-12-25 | 3M Innovative Properties Company | Solvent-assisted embossing of flexographic printing plates |
| WO2008060918A1 (en) | 2006-11-15 | 2008-05-22 | 3M Innovative Properties Company | Card with color-shifting film |
-
2007
- 2007-11-01 US US12/514,906 patent/US9340053B2/en active Active
- 2007-11-01 BR BRPI0718766-1A2A patent/BRPI0718766A2/pt not_active IP Right Cessation
- 2007-11-01 CN CN200780042596XA patent/CN101674942B/zh not_active Expired - Fee Related
- 2007-11-01 AT AT07863780T patent/ATE500973T1/de not_active IP Right Cessation
- 2007-11-01 JP JP2009537266A patent/JP2010510091A/ja active Pending
- 2007-11-01 DE DE602007013085T patent/DE602007013085D1/de active Active
- 2007-11-01 WO PCT/US2007/083322 patent/WO2008060864A1/en not_active Ceased
- 2007-11-01 KR KR1020097009833A patent/KR20090079946A/ko not_active Ceased
- 2007-11-01 EP EP07863780A patent/EP2084012B1/en not_active Not-in-force
-
2016
- 2016-04-06 US US15/092,163 patent/US9579877B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08230343A (ja) * | 1995-02-28 | 1996-09-10 | Orc Mfg Co Ltd | 着色材を含む紫外線硬化型転移塗布材の硬化度測定装置およびその方法 |
| WO2000034400A1 (en) * | 1998-12-11 | 2000-06-15 | Sun Chemical Corporation | Radiation curable water based cationic inks and coatings |
| WO2001012342A1 (en) * | 1999-08-12 | 2001-02-22 | Joseph Frazzitta | Method of producing a high gloss coating on a printed surface |
| JP2001171066A (ja) * | 1999-12-20 | 2001-06-26 | Nippon Barcode Co Ltd | 印刷用凸版、原版および記憶媒体ならびに印刷方法 |
| JP2001287473A (ja) * | 2000-04-10 | 2001-10-16 | Toppan Printing Co Ltd | 厚膜パターン形成用凸版、これを用いた厚膜パターン形成方法、および厚膜パターン形成用凸版の製造方法 |
| JP2002223095A (ja) * | 2001-01-24 | 2002-08-09 | Dainippon Printing Co Ltd | 電磁波シールド材の製造方法、並びにパターン形成方法 |
| JP2004095882A (ja) * | 2002-08-30 | 2004-03-25 | Toppan Printing Co Ltd | 被転写物及び厚膜パターンの製造方法 |
| US20040099388A1 (en) * | 2002-11-27 | 2004-05-27 | Kimberly-Clark Worldwide, Inc. | Structural printing of absorbent webs |
| JP2004268319A (ja) * | 2003-03-06 | 2004-09-30 | Dainippon Printing Co Ltd | フレキソ印刷による連続細線の印刷方法、及びそれを利用した積層体乃至は電磁波シールド材の製造方法 |
| JP2005081566A (ja) * | 2003-09-04 | 2005-03-31 | Toppan Printing Co Ltd | 微細パターンの形成方法と液晶ディスプレイ用カラーフィルタの製造方法及び製造装置 |
| JP2005144923A (ja) * | 2003-11-18 | 2005-06-09 | Toyo Ink Mfg Co Ltd | 印刷物の製造方法 |
| JP2006056049A (ja) * | 2004-08-18 | 2006-03-02 | Asahi Printing Co Ltd | ラベル印刷方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016124135A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社シンク・ラボラトリー | 水性液体付着物乾燥装置及び水性液体付着物乾燥方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0718766A2 (pt) | 2014-01-21 |
| US20160214371A1 (en) | 2016-07-28 |
| DE602007013085D1 (de) | 2011-04-21 |
| KR20090079946A (ko) | 2009-07-22 |
| CN101674942A (zh) | 2010-03-17 |
| US9340053B2 (en) | 2016-05-17 |
| WO2008060864A1 (en) | 2008-05-22 |
| EP2084012B1 (en) | 2011-03-09 |
| US20120137911A1 (en) | 2012-06-07 |
| CN101674942B (zh) | 2012-01-25 |
| US9579877B2 (en) | 2017-02-28 |
| EP2084012A1 (en) | 2009-08-05 |
| ATE500973T1 (de) | 2011-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010510091A (ja) | 基材への転写中における硬化を伴うフレキソ印刷 | |
| EP2885138B1 (en) | A process for transferring microstructures to a final substrate | |
| ATE416918T1 (de) | Flachdruckplattenvorläufer und flachdruckverfahren | |
| KR0145242B1 (ko) | 보호된 상 및 이의 제조방법 | |
| TWI773650B (zh) | 轉印箔 | |
| JP5254986B2 (ja) | フレキソ印刷のための溶剤除去アシスト材料転写 | |
| CN1378496A (zh) | 生产聚合物片材的方法和光学聚合物片材 | |
| JPH0647895A (ja) | 精密印刷方法及び精密印刷装置 | |
| CN100347237C (zh) | 一种软印刷用紫外光固化材料的制备方法 | |
| JP5512153B2 (ja) | 微細構造の製造方法 | |
| CN110133962A (zh) | 一种纳米压印模组及其压印方法 | |
| JP2004043662A (ja) | フイルムの表面処理方法および積層フィルムの製造方法 | |
| JPH11348187A (ja) | 離型フィルム | |
| JP7406056B2 (ja) | 印刷装置と印刷方法 | |
| JP5463072B2 (ja) | 微細構造の製造方法 | |
| KR20240101679A (ko) | 다중 텍스처 스탬프 | |
| JP2008155449A (ja) | 印刷方法 | |
| JP2000289360A (ja) | 印刷用版材 | |
| JP2003320606A (ja) | フォトマスク用保護膜転写シート | |
| KR20160014493A (ko) | 클리쉐, 이를 포함하는 인쇄 장치, 이를 이용한 인쇄 방법 및 클리쉐의 제조방법 | |
| JP2013072945A (ja) | カラーフィルタの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120508 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120807 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120919 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130528 |