JP2010184331A - 保持テーブルおよび加工装置 - Google Patents
保持テーブルおよび加工装置 Download PDFInfo
- Publication number
- JP2010184331A JP2010184331A JP2009031063A JP2009031063A JP2010184331A JP 2010184331 A JP2010184331 A JP 2010184331A JP 2009031063 A JP2009031063 A JP 2009031063A JP 2009031063 A JP2009031063 A JP 2009031063A JP 2010184331 A JP2010184331 A JP 2010184331A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- holding
- semiconductor wafer
- laser beam
- cutting blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003754 machining Methods 0.000 title abstract description 11
- 238000005520 cutting process Methods 0.000 claims abstract description 116
- 238000009434 installation Methods 0.000 claims description 2
- 239000004065 semiconductor Substances 0.000 abstract description 68
- 230000020169 heat generation Effects 0.000 abstract description 10
- 230000005540 biological transmission Effects 0.000 abstract 1
- 235000012431 wafers Nutrition 0.000 description 93
- 238000004140 cleaning Methods 0.000 description 14
- 239000007788 liquid Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000004020 conductor Substances 0.000 description 4
- 230000010355 oscillation Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000002390 adhesive tape Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images






Abstract
【課題】レーザー加工と切削加工とを用いて半導体ウェーハを切断する加工装置において、保持テーブルの表面の発熱を抑えると共に、保持テーブル上において切削ブレードのセットアップ作業を行うことができる保持テーブルおよび加工装置を提供すること。
【解決手段】少なくとも所定の波長のレーザー光線に対して透過性を有し、半導体ウェーハWを保持するウェーハ保持面52aと、ウェーハ保持面52aと同一平面において、少なくとも導電性を有し、切削ブレード37の刃先との接触時の通電によって切削ブレード37の切り込み方向における基準位置が検出可能なセットアップ基準面51cとが形成された。
【選択図】図3
【解決手段】少なくとも所定の波長のレーザー光線に対して透過性を有し、半導体ウェーハWを保持するウェーハ保持面52aと、ウェーハ保持面52aと同一平面において、少なくとも導電性を有し、切削ブレード37の刃先との接触時の通電によって切削ブレード37の切り込み方向における基準位置が検出可能なセットアップ基準面51cとが形成された。
【選択図】図3
Description
本発明は、保持テーブルおよび加工装置に関し、特に、半導体ウェーハの切断加工時に半導体ウェーハを保持する保持テーブルおよびそれを備えた加工装置に関する。
従来、半導体ウェーハを保持した状態で切断する加工装置として、切削加工とレーザー加工とを用いて半導体ウェーハを切断するものが知られている(例えば、特許文献1参照)。この特許文献1に記載の加工装置は、切削ブレードにより半導体ウェーハの表面側から分割予定ラインに沿って所定の深さの切削溝を形成し、この形成された切削溝にレーザー光線を照射することで半導体ウェーハを分割している。
この加工装置においては、切削加工時に切削ブレードの切削深さを精度よく制御するために切削ブレードのセットアップ作業が行われる。このセットアップ作業は、半導体ウェーハを保持する保持テーブルの上面を切り込み方向における基準位置として検出するものであり、切削ブレードの外周縁を金属製の保持テーブルに接触させ、この接触時の通電によって基準位置を電気的に検出している。
また、従来、レーザー加工により半導体ウェーハを切断する加工装置として、レーザー光線の照射による保持テーブルの表面での発熱を抑えたものが知れている(例えば、特許文献2参照)。この特許文献2に記載の加工装置は、保持テーブルをレーザー光線に対して透過性を有する石英ガラスで形成し、保持テーブルの表面でのレーザー光線の吸収を防止して、保持テーブルの表面の発熱を抑えている。
しかしながら、上記した特許文献1に記載の加工装置においては、保持テーブルが金属製であるため、半導体ウェーハのレーザー加工時に保持テーブルの表面が発熱してしまうという問題があった。この問題を解決するために、金属性の保持テーブルの代わりに、特許文献2に記載の石英ガラスの保持テーブルを使用することも考えられるが、石英ガラスは導電性を有さないため切削ブレードのセットアップ作業を行うことができないという問題があった。
本発明はこのような実情に鑑みてなされたものであり、レーザー加工と切削加工とを用いて半導体ウェーハを切断する加工装置において、保持テーブルの表面の発熱を抑えると共に、保持テーブル上において切削ブレードのセットアップ作業を行うことができる保持テーブルおよび加工装置を提供することを目的とする。
本発明の保持テーブルは、少なくとも所定の波長のレーザー光線に対して透過性を有し、ワークを保持するワーク保持面と、前記ワーク保持面と同一平面において、少なくとも導電性を有し、切削ブレードの刃先との接触時の通電によって前記切削ブレードの切り込み方向における基準位置が検出可能なセットアップ基準面とが形成されたことを特徴とする。
この構成によれば、ワーク保持面においてレーザー光線を透過させると共に、セットアップ基準面において切削ブレードの切り込み方向における基準位置を電気的に検出させることができる。したがって、この保持テーブルをレーザー加工および切削加工を用いてワークを切断する加工装置に適用することで、レーザー加工時にレーザー光線の吸収を防止してワーク保持面の発熱を抑制することができ、切削加工のセットアップ作業時にはセットアップ基準面と切削ブレードの刃先と接触させることにより基準位置を検出することができる。
また本発明は、上記保持テーブルにおいて、前記ワーク保持面が形成された保持板と、前記ワーク保持面を囲むように前記セットアップ基準面が形成され、前記セットアップ基準面と前記ワーク保持面とが同一平面となるように前記保持板が設置される設置部を有するテーブル本体とを備えている。
本発明の加工装置は、上記保持テーブルと、前記切削ブレードの刃先と前記セットアップ基準面との接触時の通電によって、前記切削ブレードの切り込み方向における基準位置を検出すると共に、前記保持テーブルに保持された前記ワークに対し、前記切削ブレードを相対移動させることにより前記ワークを切削加工する切削加工機構と、前記保持テーブルに保持された前記ワークに対し、レーザー光線を照射するレーザー加工機構とを備えている。
本発明によれば、レーザー加工と切削加工とを用いて半導体ウェーハを切断する加工装置において、保持テーブルの表面の発熱を抑えると共に、保持テーブル上において切削ブレードのセットアップ作業を行うことができる。
以下、本発明の実施の形態について添付図面を参照して詳細に説明する。最初に、本発明の実施の形態に係るチャックテーブルについて説明する前に、加工対象となる半導体ウェーハについて簡単に説明する。図7は、環状フレームに支持された半導体ウェーハの斜視図である。
図7に示すように、半導体ウェーハWは、略円板状に形成されており、表面に格子状に配列された分割予定ラインによって複数の領域に区画され、この区画された領域にIC、LSI等のデバイス63が形成されている。また、半導体ウェーハWは、貼着テープ64を介して環状フレーム65に支持され、図示しないカセット内に収容された状態で加工装置1に搬入・搬出される。
なお、本実施の形態においては、ワークとしてシリコンウェーハ等の半導体ウェーハを例に挙げて説明するが、この構成に限定されるものではなく、半導体ウェーハWに貼着されるDAF(Die Attach Film)等の粘着部材、半導体製品のパッケージ、セラミック、ガラス、サファイヤ(Al2O3)系の無機材料基板、各種電気部品やミクロンオーダーの加工位置精度が要求される各種加工材料をワークとしてもよい。
次に、図1および図2を参照して本発明の実施の形態に係るチャックテーブルについて説明する。なお、以下の説明では本発明に係るチャックテーブルを切削加工およびレーザー加工を用いて半導体ウェーハを切断する加工装置に適用した場合について説明する。図1は、本発明の実施の形態に係る加工装置の外観斜視図である。図2は、本発明の実施の形態に係る加工装置のユニット本体の外観斜視図である。
図1に示すように、加工装置1は、直方体状の筐体2を有し、筐体2の内部にはユニット本体3が収容されている(図2参照)。ユニット本体3は、半導体ウェーハWを筐体2内に取り込むチャックテーブル13を備え、図1においてはチャックテーブル13を外部に移動させて筐体2の前方で待機させた状態を示している。筐体2の前方には、筐体2の外部に移動したチャックテーブル13に隣接して、半導体ウェーハWが収納されたカセットが搬入・搬出される搬入搬出部4と、加工済みの半導体ウェーハWを洗浄する洗浄ユニット5とが設けられている。
また、筐体2の前面部2aには、搬入搬出部4とチャックテーブル13との間の半導体ウェーハWの受け渡しを行うプッシュプルアーム6と、チャックテーブル13と洗浄ユニット5との間の半導体ウェーハWの受け渡しを行うアッパーアーム7およびロアアーム8とが設けられている。また、チャックテーブル13の上方には一対のガイドレール16が設けられており、一対のガイドレール16は互いに離間・接近可能に構成されている。さらに、筐体2の一側面2bには、加工装置1を制御するための各種加工条件を設定するためのタッチパネル式のモニター9が設けられている。
搬入搬出部4は、カセットを載置する載置板11を有し、載置板11は昇降可能に構成されている。搬入搬出部4は、カセットを載置した状態で載置板11を昇降させることにより、高さ方向における半導体ウェーハWの搬入・搬出位置を調整している。
洗浄ユニット5は、上面に円形の開口部5aが形成され、開口部5aの中央に切削済みの半導体ウェーハWが保持される洗浄用テーブル12を有している。洗浄用テーブル12は、洗浄ユニット5の上面の開口部5aと洗浄ユニット5の内部との間で昇降可能に構成されている。切削済みの半導体ウェーハWは、洗浄用テーブル12が開口部5aに位置したときに洗浄用テーブル12に保持され、洗浄用テーブル12が洗浄ユニット5の内部に下降したときに洗浄される。
プッシュプルアーム6は、搬入搬出部4においてカセットの高さ調整が行われた状態で、搬入時にカセットから半導体ウェーハWを引き出して一対のガイドレール16に載置する他、搬出時に一対のガイドレール16に載置された半導体ウェーハWをカセットに押し込むように構成されている。一対のガイドレール16は、半導体ウェーハWの載置時には相互に接近して半導体ウェーハWの外周縁部を支持してチャックテーブル13に対して位置決めし、半導体ウェーハWの非載置時にはチャックテーブル13の載置面を空けるように相互に離間する。
アッパーアーム7は、一対のガイドレール16に載置された半導体ウェーハWをピックアップして、離間した一対のガイドレール16の間から半導体ウェーハWをチャックテーブル13に載置する他、加工済みの半導体ウェーハWをチャックテーブル13からピックアップして洗浄用テーブル12に載置する。ロアアーム8は、洗浄済みの半導体ウェーハWを洗浄用テーブル12からピックアップして一対のガイドレール16に載置するよう構成されている。
図2に示すように、ユニット本体3は、切削ユニット14およびレーザー光線照射ユニット15と半導体ウェーハWを保持したチャックテーブル13とを相対移動させて半導体ウェーハWを切断するように構成されている。ユニット本体3は、基台17を有し、基台17上にはチャックテーブル13をX軸方向に移動させるX軸方向移動機構18が設けられている。また、ユニット本体3の基台17上には、X軸方向移動機構18を間に挟んで立設した一対の支柱部19が設けられ、この一対の支柱部19の上部には、チャックテーブル13の上方において切削ユニット14およびレーザー光線照射ユニット15を移動させるY軸方向移動機構21が設けられている。
X軸方向移動機構18は、X軸方向に延在する支持台22と、支持台22上に配置された互いに平行な一対のガイドレール23と、一対のガイドレール23にスライド可能に設置されたモータ駆動のX軸テーブル24とを有している。また、X軸テーブル24の上部には、チャックテーブル13が設けられている。
Y軸方向移動機構21は、Y軸方向に延在する支持台25と、支持台25の前面に配置された互いに平行な一対のガイドレール26と、一対のガイドレール26にスライド可能に設置されたモータ駆動の一対のY軸テーブル27とを有している。また、Y軸方向移動機構21は、各Y軸テーブル27の前面のそれぞれに配置された互いに平行な一対のガイドレール28と、各一対のガイドレール28のそれぞれにスライド可能に配置されたモータ駆動のZ軸テーブル29とを有している。一方のZ軸テーブル29には切削ユニット14が延設され、他方のZ軸テーブル29にはレーザー光線照射ユニット15が延設されている。
なお、X軸テーブル24、各Y軸テーブル27、各Z軸テーブル29の背面側には、それぞれ図示しないナット部が形成され、これらナット部にボールネジ31、32が螺合されている(Z軸テーブル用のボールネジは不図示)。そして、X軸テーブル24用のボールネジ31、Y軸テーブル27用のボールネジ32、Z軸テーブル用のボールネジの両端部には、それぞれ一対の駆動モータ33、34、35が連結され、これら一対の駆動モータ33、34、35によりボールネジが回転駆動される。
次に、図3および図4を参照してチャックテーブルの周辺について説明する。図3は、チャックテーブルの周辺の断面模式図である。図4は、チャックテーブルの周辺の外観斜視図である。
図3および図4に示すように、切削ユニット14は、切削ブレード37と、切削ブレード37に連結されたスピンドル38と、加工部分に切削水を噴射する複数のノズル39とを有している。切削ユニット14は、スピンドル38により切削ブレード37を高速回転させ、複数のノズル39から加工部分に切削水を噴射して切削加工を行う。この切削加工においては、半導体ウェーハWに所定の深さの切削溝が形成される。
この場合、Y軸テーブル27の移動により切削ブレード37が半導体ウェーハWの分割予定ラインに位置合わせされ、Z軸テーブル29の移動により半導体ウェーハWに対する切り込み深さが調整される。また、X軸テーブル24の移動によりチャックテーブル13に半導体ウェーハWを保持した状態で切削送りされる。このように、X軸テーブル24、Y軸テーブル27、Z軸テーブル29の移動を制御することで、分割予定ラインに沿って半導体ウェーハWに格子状の切削溝が形成される。
レーザー光線照射ユニット15は、パルスレーザー光線発振部41と、パルスレーザー光線発振部41から発振されたレーザー光線を集光する加工ヘッド42と、加工ヘッド42において集光されるレーザー光線の光軸に沿って液体を供給する液体供給部43とを有している。レーザー光線照射ユニット15は、液体供給部43から供給された液体をノズル44からビーム状に噴出すると供に、加工ヘッド42によりパルスレーザー光線発振部41から発振されたレーザー光線を集光して液体ビームに沿って照射する。このレーザー加工においては、レーザー光線のスポット径は切削溝の溝幅よりも小さく設定されており、切削加工において形成された切削溝内にさらにレーザー加工溝を形成して半導体ウェーハWが破断される。
この場合、Y軸テーブル27の移動によりノズル39が半導体ウェーハWの切削溝に位置合わせされ、Z軸テーブル29の移動によりレーザー光線の集光点が調整される。また、X軸テーブル24の移動によりチャックテーブル13に半導体ウェーハWを保持した状態で加工送りされる。このように、X軸テーブル24、Y軸テーブル27、Z軸テーブル29の移動を制御することで、切削溝に沿って半導体ウェーハWが切断される。
チャックテーブル13は、X軸テーブル24の上面に固定されたZ軸回りに回転可能なθテーブル46と、θテーブル46の上面に固定されたテーブル支持部47とを有している。また、テーブル支持部47の上部には、半導体ウェーハWを吸着保持するウェーハ保持部48と、環状フレーム65を保持するフレーム保持部49とが支持されている。テーブル支持部47の内部には、ウェーハ保持部48に貼着テープ64を介して半導体ウェーハWを吸着保持させる吸引源が設けられている。
ウェーハ保持部48は、所定の厚みを有する円盤状に形成され、テーブル支持部47に接続されたテーブル本体51と、テーブル本体51に取り付けられた保持板52とから構成されている。テーブル本体51は、ステンレス等の導電性材料で構成され、上面中央に円形の凹部51aが形成されている。この凹部51aの外周に沿って段部51bが形成されており、この段部51bの上面に保持板52が載置される。また、凹部51aの中央には吸引源に接続される管路が形成されている。
保持板52は、石英ガラス等の200〜1300nmの波長のレーザー光線に対して透過性を有する材料で構成され、テーブル本体51の凹部51aの外周と相補的な円盤状に形成されている。また、保持板52の厚みは、テーブル本体51の上面から段部51bまでの深さに一致している。したがって、保持板52がテーブル本体51の段部51bに載置されることで、保持板52の上面とテーブル本体51の上面とが面一となる。この場合、中央に位置する保持板52の上面が半導体ウェーハWを吸着保持するウェーハ保持面52aとなり、ウェーハ保持面52aの周囲に位置するテーブル本体51の上面が切削ユニット14のセットアップ作業時のセットアップ基準面51cとなる。なお、切削ユニット14のセットアップ作業については後述する。
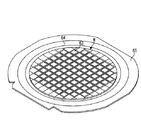
ウェーハ保持面52aには、同心円状に配置された複数の環状溝52bと、保持板52の中心から放射方向に延びる複数の直線溝52cと、複数の環状溝52bと複数の直線溝52cとの交点に配置された図示しない複数の吸着孔とが形成されている。この複数の吸着孔は、保持板52を貫通して凹部51aを介して吸引源に接続されている。
そして、吸引源の吸引により複数の吸着孔を介して複数の環状溝52bおよび複数の直線溝52cに負圧が発生し、この負圧により半導体ウェーハWがウェーハ保持面52aに引き寄せられ、複数の環状溝52bおよび複数の直線溝52cが封止される。このような吸着面25に形成された溝構成により、仮置きテーブル23を直径の異なる半導体ウェーハに対して汎用的に使用することが可能となる。なお、本実施の形態においては、保持板52の材質を200〜1300nmの波長のレーザー光線に対して透過性を有するとしたが、この構成に限定されるものではなく、ワークとして使用されるものに応じて適宜変更可能である。
このように、ウェーハ保持面52aをレーザー光線に対して透過性を有する材質で形成したため、レーザー光線を吸収することなく、ウェーハ保持面52aでの発熱を抑えることが可能となる。また、ウェーハ保持面52aと同一平面上に切削ユニット14のZ軸方向におけるセットアップ基準面51cが形成されるため、ウェーハ保持面52aに保持された半導体ウェーハWの切り込み深さを精度よく調整することが可能となる。
フレーム保持部49は、テーブル支持部47の四方から径方向外側に向かって平行に延びる一対の支持アーム54と、一対の支持アーム54に支持された4つのクランプ部55とを有して構成されている。各クランプ部55は、環状フレーム65が載置される載置板部56と、載置板部56との間で環状フレーム65を挟持する挟持板部57とを有し、エアーアクチュエータ58により挟持板部57を駆動して環状フレーム65の四方を挟持固定する。
次に、図5を参照して、本発明の実施の形態に係る加工装置のセットアップ動作について説明する。図5は、本発明の実施の形態に係る加工装置のセットアップ回路の一例を示す図である。なお、以下に示すセットアップ回路は一例であり、切削ブレードとテーブル本体との接触によりセットアップ可能な構成であればどのような回路構成でもよい。
図5(a)、(b)に示すように、セットアップ回路は、コンパレータ61を備えた電圧比較回路であり、コンパレータ61の反転入力端子は基準電源Vrefに接続され、非反転入力端子は抵抗R1を介して入力電源Vinに接続されている。また、非反転入力端子と抵抗R1との接続点Pは、抵抗R2を介してグランドに接地されると共に、導電性材料で形成されたテーブル本体51に接続されている。
また、切削ユニット14の切削ブレード37およびスピンドル38は、導電性材料で形成されており、スピンドル38は抵抗R3を介してグランドに接地されている。この場合、抵抗R2よりも抵抗R3の抵抗値が小さく設定されており、抵抗R2は非反転入力端子に現れる電圧を基準電圧よりも小さくするような抵抗値に設定され、抵抗R3は非反転入力端子に現れる電圧を基準電圧よりも大きくするような抵抗値に設定されている。
このように構成されたセットアップ回路は、切削ブレード37の刃先とテーブル本体51のセットアップ基準面51cとの接触・非接触によって回路構成が切り換わるように構成されている。図5(a)に示すように、切削ブレード37とテーブル本体51との非接触時には、入力電源Vinから出力された入力電圧が抵抗R1と抵抗R2とで分圧され、この分圧された入力電圧がコンパレータ61の非反転入力端子に印加される。このとき、コンパレータ61の非反転入力側の入力電圧は、反転入力側の基準電圧よりも大きくなり、コンパレータ61の出力端子からHighレベル信号が出力される。
また図5(b)に示すように、切削ブレード37とテーブル本体51との接触時には、切削ブレード37とテーブル本体51とが導通し、入力電源Vinから出力された入力電圧が抵抗R1と抵抗R3とで分圧される。このとき、抵抗R3は抵抗R2よりも抵抗値が小さく設定されているため、コンパレータ61の非反転入力端子に印加される入力電圧が低下する。そして、コンパレータ61の非反転入力側の入力電圧は、反転入力側の基準電圧よりも小さくなり、コンパレータ61の出力端子からLowレベル信号が出力される。
コンパレータ61からの出力信号は、図示しない制御部に入力され、制御部に入力される信号に基づいてZ軸テーブル29が制御されて切削ブレード37の切り込み方向における基準位置が調整される。具体的には、制御部によりLowレベル信号が入力された時点でZ軸テーブル29を停止し、この切削ブレード37の位置が切り込み方向における基準位置として設定される。
また、切削ブレード37のセットアップは、切削ブレード37の刃先とテーブル本体51のセットアップ基準面51cとの接触により行われるが、接触位置が1箇所に集中しないようにセットアップ作業の度にθテーブル46によりチャックテーブル13をZ軸回りに所定の角度だけ回転させている。この構成により、切削ブレード37の刃先とテーブル本体51のセットアップ基準面51cとの接触時の傷による調整誤差が低減される。
次に、図6を参照して加工装置による加工動作について説明する。図6は、加工装置の加工動作の説明図である。なお、加工動作を行う前に切削ユニットのセットアップが完了しているものとして説明する。
図6(a)に示すように、半導体ウェーハWがチャックテーブル13に載置され、クランプ部55により環状フレーム65が保持される。そして、半導体ウェーハWは、貼着テープ64を介して図示しない吸引源によりウェーハ保持面52aに吸着される。このとき、半導体ウェーハWは、保持板52のウェーハ保持面52aの中央に位置される。
次に、図6(b)に示すように、切削ユニット14が駆動し、X軸テーブル24、Y軸テーブル27、Z軸テーブル29により位置調整されて切削加工が開始される。このとき、テーブル本体51のセットアップ基準面51cを基準位置として、このセットアップ基準面51cから貼着テープ64の厚みと半導体ウェーハWの厚みとを考慮して切り込み深さが調整される。このようにして、半導体ウェーハWがハーフカットされ切削溝が形成される。
次に、図6(c)に示すように、レーザー光線照射ユニット15が駆動し、X軸テーブル24、Y軸テーブル27、Z軸テーブル29により位置調整されて切削加工が開始される。この場合、レーザー光線照射ユニット15は、切削ユニット14に連動しており、切削ユニット14によって既に切削された隣接溝に向けてレーザー光線を照射する。レーザー光線照射ユニット15から照射されたレーザー光線は、ノズル39から噴射された液体ビームにガイドされて切削溝に吸収され、半導体ウェーハWをフルカットする。
半導体ウェーハWをフルカットしたレーザー光線は、貼着テープ64を透過して保持板52のウェーハ保持面52aに照射される。保持板52のウェーハ保持面52aは、レーザー光線に対して透過性を有するため、レーザー光線を吸収せずウェーハ保持面52aの発熱が抑えられる。これにより、レーザー加工時における貼着テープ64の溶融が防止される。また、レーザー光線照射ユニット15においては、液体ビームによりレーザー光線がガイドされるため、切削加工による切削水の飛散による外乱が遮断され、切削加工と同時にレーザー加工を行う際に有効である。
以上のように、本実施の形態に係るチャックテーブル13によれば、ウェーハ保持面52aにおいてレーザー光線を透過させると共に、セットアップ基準面51cにおいて切削ブレード37の切り込み方向における基準位置を電気的に検出させることができる。したがって、このチャックテーブル13をレーザー加工および切削加工を用いて半導体ウェーハWを切断する加工装置1に適用することで、レーザー加工時にレーザー光線の吸収を防止してウェーハ保持面52aの発熱を抑制することができ、切削加工のセットアップ時にはセットアップ基準面51cと切削ブレード37の刃先と接触させることにより基準位置を検出することができる。
なお、上記した実施の形態においては、ウェーハ保持面52aを囲うように円環状にセットアップ基準面51cを設ける構成としたが、この構成に限定されるものではない。ウェーハ保持面52aとセットアップ基準面51cとが同一平面上にあればよく、例えば、円弧状にセットアップ基準面51cを設ける構成としてもよい。
また、本実施の形態においては、保持板52にウェーハ保持面52aを形成し、テーブル本体51にセットアップ基準面51cを形成する構成としたが、この構成に限定されるものではない。チャックテーブル13がウェーハ保持面52aとセットアップ基準面51cとを有する構成であればよく、例えば、レーザー光線に対する透過性と導電性とを備えた材料を用いる場合には、同一部材にウェーハ保持面52aとセットアップ基準面51cとを形成する構成としてもよい。
また、本実施の形態においては、レーザー光線照射ユニット15が液体ビームにレーザー光線をガイドさせて半導体ウェーハWに照射する構成としたが、レーザー光線を半導体ウェーハWに照射するものであればこの構成に限定されるものではない。
また、今回開示された実施の形態は、全ての点で例示であってこの実施の形態に制限されるものではない。本発明の範囲は、上記した実施の形態のみの説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内での全ての変更が含まれることが意図される。
以上説明したように、本発明は、レーザー加工と切削加工とを用いて半導体ウェーハを切断する加工装置において、保持テーブルの表面の発熱を抑えると共に、保持テーブル上において切削ブレードのセットアップ作業を行うことができるという効果を有し、特に、導体ウェーハの切断加工時に半導体ウェーハを保持する保持テーブルに有用である。
1 加工装置
3 ユニット本体
13 チャックテーブル(保持テーブル)
14 切削ユニット(切削加工機構)
15 レーザー光線照射ユニット(レーザー加工機構)
37 切削ブレード
38 スピンドル
41 パルスレーザー光線発振部
42 加工ヘッド
43 液体供給部
46 θテーブル
47 テーブル支持部
48 ウェーハ保持部
49 フレーム保持部
51 テーブル本体
51a 凹部
51b 段部
51c セットアップ基準面
52 保持板
52a ウェーハ保持面(ワーク保持面)
61 コンパレータ
W 半導体ウェーハ
3 ユニット本体
13 チャックテーブル(保持テーブル)
14 切削ユニット(切削加工機構)
15 レーザー光線照射ユニット(レーザー加工機構)
37 切削ブレード
38 スピンドル
41 パルスレーザー光線発振部
42 加工ヘッド
43 液体供給部
46 θテーブル
47 テーブル支持部
48 ウェーハ保持部
49 フレーム保持部
51 テーブル本体
51a 凹部
51b 段部
51c セットアップ基準面
52 保持板
52a ウェーハ保持面(ワーク保持面)
61 コンパレータ
W 半導体ウェーハ
Claims (3)
- 少なくとも所定の波長のレーザー光線に対して透過性を有し、ワークを保持するワーク保持面と、
前記ワーク保持面と同一平面において、少なくとも導電性を有し、切削ブレードの刃先との接触時の通電によって前記切削ブレードの切り込み方向における基準位置が検出可能なセットアップ基準面とが形成されたことを特徴とする保持テーブル。 - 前記ワーク保持面が形成された保持板と、
前記ワーク保持面を囲むように前記セットアップ基準面が形成され、前記セットアップ基準面と前記ワーク保持面とが同一平面となるように前記保持板が設置される設置部を有するテーブル本体とを備えたことを特徴とする請求項1に記載の保持テーブル。 - 請求項1または請求項2に記載の保持テーブルと、
前記切削ブレードの刃先と前記セットアップ基準面との接触時の通電によって、前記切削ブレードの切り込み方向における基準位置を検出すると共に、前記保持テーブルに保持された前記ワークに対し、前記切削ブレードを相対移動させることにより前記ワークを切削加工する切削加工機構と、
前記保持テーブルに保持された前記ワークに対し、レーザー光線を照射するレーザー加工機構とを備えたことを特徴とする加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009031063A JP2010184331A (ja) | 2009-02-13 | 2009-02-13 | 保持テーブルおよび加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009031063A JP2010184331A (ja) | 2009-02-13 | 2009-02-13 | 保持テーブルおよび加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010184331A true JP2010184331A (ja) | 2010-08-26 |
Family
ID=42765298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009031063A Pending JP2010184331A (ja) | 2009-02-13 | 2009-02-13 | 保持テーブルおよび加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010184331A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104057547A (zh) * | 2013-03-21 | 2014-09-24 | 株式会社东芝 | 加工夹具、加工装置及加工方法 |
| JP2015162555A (ja) * | 2014-02-27 | 2015-09-07 | 株式会社ディスコ | 切削装置 |
| KR20190091196A (ko) * | 2018-01-26 | 2019-08-05 | 가부시기가이샤 디스코 | 절삭 장치의 셋업 방법 |
| CN110893574A (zh) * | 2018-09-12 | 2020-03-20 | 株式会社迪思科 | 边缘修剪装置 |
| CN113770517A (zh) * | 2021-08-31 | 2021-12-10 | 中国船舶重工集团公司第七0七研究所 | 半球谐振陀螺电极精密切割多轴运动控制系统及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0442343U (ja) * | 1990-07-31 | 1992-04-10 | ||
| JP2006205187A (ja) * | 2005-01-26 | 2006-08-10 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP2008098216A (ja) * | 2006-10-06 | 2008-04-24 | Disco Abrasive Syst Ltd | ウエーハの加工装置 |
-
2009
- 2009-02-13 JP JP2009031063A patent/JP2010184331A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0442343U (ja) * | 1990-07-31 | 1992-04-10 | ||
| JP2006205187A (ja) * | 2005-01-26 | 2006-08-10 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP2008098216A (ja) * | 2006-10-06 | 2008-04-24 | Disco Abrasive Syst Ltd | ウエーハの加工装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104057547A (zh) * | 2013-03-21 | 2014-09-24 | 株式会社东芝 | 加工夹具、加工装置及加工方法 |
| JP2015162555A (ja) * | 2014-02-27 | 2015-09-07 | 株式会社ディスコ | 切削装置 |
| TWI633967B (zh) * | 2014-02-27 | 2018-09-01 | 日商迪思科股份有限公司 | Cutting device |
| KR20190091196A (ko) * | 2018-01-26 | 2019-08-05 | 가부시기가이샤 디스코 | 절삭 장치의 셋업 방법 |
| KR102551970B1 (ko) | 2018-01-26 | 2023-07-05 | 가부시기가이샤 디스코 | 절삭 장치의 셋업 방법 |
| CN110893574A (zh) * | 2018-09-12 | 2020-03-20 | 株式会社迪思科 | 边缘修剪装置 |
| CN113770517A (zh) * | 2021-08-31 | 2021-12-10 | 中国船舶重工集团公司第七0七研究所 | 半球谐振陀螺电极精密切割多轴运动控制系统及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2003320466A (ja) | レーザビームを使用した加工機 | |
| JP5604186B2 (ja) | 加工装置 | |
| JP2011156582A (ja) | Co2レーザによる分割方法 | |
| JP2010021464A (ja) | 加工装置のチャックテーブル | |
| JP2010184331A (ja) | 保持テーブルおよび加工装置 | |
| TW201801839A (zh) | 靜電工作夾台、雷射加工裝置及被加工物的加工方法 | |
| KR20130103366A (ko) | 바이트 절삭 방법 | |
| JP4343101B2 (ja) | レーザビームを使用した加工機 | |
| KR20180099481A (ko) | 정전 척 테이블의 사용 방법 | |
| JP2011014568A (ja) | 切削装置 | |
| KR102084269B1 (ko) | 레이저 가공 장치 및 보호막 피복 방법 | |
| JP6210847B2 (ja) | 切削装置及び切削方法 | |
| JP7126750B2 (ja) | 切削装置 | |
| JP5422176B2 (ja) | 保持テーブルおよび切削装置 | |
| JP2019102746A (ja) | 加工装置 | |
| TWI789518B (zh) | 加工裝置 | |
| JP6099507B2 (ja) | 切削方法 | |
| KR102357807B1 (ko) | 프레임 유닛 및 피가공물의 레이저 가공 방법 | |
| JP2016207820A (ja) | ウエーハの加工方法 | |
| JP6804146B2 (ja) | 搬送装置、加工装置及び搬送方法 | |
| JP6076148B2 (ja) | 検出装置 | |
| JP7277030B2 (ja) | 被加工物の加工方法 | |
| JP5386276B2 (ja) | 切削装置 | |
| JP4968849B2 (ja) | レーザ加工方法 | |
| JP2019016730A (ja) | 切削装置及び被加工物の分割方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130514 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131008 |