JP2010100976A - キャスト塗工紙の製造方法及びそれによって得られたインクジェット記録用紙 - Google Patents
キャスト塗工紙の製造方法及びそれによって得られたインクジェット記録用紙 Download PDFInfo
- Publication number
- JP2010100976A JP2010100976A JP2008275496A JP2008275496A JP2010100976A JP 2010100976 A JP2010100976 A JP 2010100976A JP 2008275496 A JP2008275496 A JP 2008275496A JP 2008275496 A JP2008275496 A JP 2008275496A JP 2010100976 A JP2010100976 A JP 2010100976A
- Authority
- JP
- Japan
- Prior art keywords
- scraping
- roll
- layer
- treatment liquid
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Paper (AREA)
Abstract
【解決手段】本発明は、基紙の表面又は基紙上に設けた下塗り層の表面に、顔料と結着剤を主成分とする光沢発現層用塗料を塗工して光沢発現層を設けた後、該光沢発現層が湿潤状態にある間に、弾性ロールによって前記光沢発現層を加熱された鏡面ロールに圧接し、乾燥させて光沢面仕上げを行うキャストコート法によるキャスト塗工紙の製造方法において、前記光沢発現層を前記鏡面ロールに圧接する前に前記光沢発現層の表面に処理液を塗布する工程と、前記光沢発現層の表面上に塗布された前記処理液を掻き落とす工程と、前記処理液を掻き落した後に前記光沢面仕上げを行う工程と、を有する。
【選択図】図1
Description
1)ダムからオーバーする処理液量を削減できる。結果として、オーバーする処理液を廃棄する工程では、処理液の消費量減、排水負荷低減の効果が得られる。オーバーする処理液を回収する工程では、高温で不純物が多い処理液の処理負荷を減ずることができる。回収する工程でも、回収しない工程でも、オーバーする処理液は鏡面ロールで加熱されているため、該処理液を掻き落すことは蒸気原単位を低減できる。
2)光沢発現層表面上の過剰な該処理液を掻き落すことによって、フォーミングロールと鏡面ロールのニップでシワが発生し難くなる。処理液は、光沢発現層表面から吸収され、基紙側へと浸透する。処理液量が多いほど基紙側へ浸透され易くなり、ニップでシワが発生し易くなるため、処理液を掻き落とすことによって基紙への浸透を抑え、シワの発生をし難くさせる。
3)ゲル化法の場合、ゲル化を適度に制御でき、ゲル化のし過ぎによるピットの発生を抑えることができる。また、ゲル化法によるインクジェット記録用紙の場合、ゲル化のし過ぎによるインクジェットプリンターのインク吸収性の悪化を抑えることができる。
4)鏡面ロールの汚れの進行を抑制し、鏡面ロールの研磨回数を減らすことによって生産効率を上げることができる。カチオン性ポリマー、硼砂、架橋剤、合成高分子結着剤、有機酸ナトリウム塩などは、その組成及び濃度にもよるが処理液中に含まれると、鏡面ロールを汚し易く、ダム量が多くなるほど汚れ易くなるため、処理液を掻き落とすことによってダム量を減らし、鏡面ロールの汚れを抑制する。
(1)処理液消費量
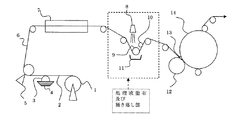
単位面積当たりの処理液消費量を測定した。ml/m2で表示。また、処理液消費量の水準の4段階評価を行った。処理液は、ダム(図1の鏡面ロールと弾性ロールとのダム)からオーバー分は廃棄した。また、塗布部及び掻き落し部からのオーバー分(図1の処理液回収パンで回収した処理液)を回収して処理液の回収量を測定し、処理液供給装置8からの処理液供給量から回収量を差し引いて、処理液消費量を測定した。ここで処理液消費量が小さいほど、掻き落し量が多い。
◎…処理液消費量が10ml/m2以上20ml/m2未満で良好。
○…処理液消費量が20ml/m2以上50ml未満/m2で普通。実用上問題なし。
△…処理液消費量が50ml/m2以上80ml未満/m2で多目。実用上、下限レベル。
×…処理液消費量が80ml/m2以上で過剰。実用上問題あり。
(2)鏡面ロール汚れ
キャスト処理したときのキャストロール汚れを目視によって判定した。
◎…鏡面ロールの汚れなどがまったく発生しない。良好。
○…鏡面ロールの汚れなどがほとんど発生しない。良好。
△…鏡面ロールの汚れなどが若干発生する。実用上、下限レベル。
×…鏡面ロールの汚れなどが発生し、良好な品質のキャスト塗工紙を生産することができない。実用上、不可レベル。
(3)シワの発生
4000mキャスト処理したときのダムでのシワ発生頻度(回数)。
◎…シワ発生0回/4000m。
○…シワ発生1〜2回/4000m。
△…シワ発生3〜4回/4000m。実用上、下限レべル。
×…シワ発生5回以上/4000m。実用上、不可レベル。
(4)白紙面感
キャスト塗工紙表面のピットなどの白紙面感を目視評価した。
◎:極めて良好
○:良好
△:若干劣る(実用上、下限レベル)
×:劣る(実用上、不可レベル)
(5)白紙光沢感
キャスト塗工紙表面の光沢感を目視評価した。
◎:極めて良好
○:良好
△:若干劣る(実用上、下限レベル)
×:劣る(実用上、不可レベル)
(6)光沢発現層表面の耐傷性
オフセット印刷機(リスロン40、小森製)にて、得られたキャスト塗工紙(インクジェット記録用紙)の光沢面側とは反対面を8500枚/時の印刷速度で印刷し、光沢発現層表面の擦り傷の度合いを目視評価した。
◎…擦り傷がまったく無く極めて良好。
○…擦り傷が僅かに認められるが、傷はほとんど目立たず良好。実用レベル。
△…擦り傷が若干認められる。実用上、下限レベル。
×:擦り傷が著しく認められる。実用上、不可レベル。
ECF漂白したLBKP100質量部(カナディアンスタンダードフリーネス:CSF=500ml)のパルプスラリーに、パルプに対し、カチオン化澱粉1.0質量部(CATO308:日本エヌエスシー社製)、填料としてタルク5.0質量部、酸性ロジンサイズ剤0.2質量部(AL1300:、星光PMC社製)、液体硫酸バンド1質量部を添加し調製した紙料を長網式抄紙機で抄紙し、坪量157g/m2の基紙を得た。基紙を抄紙機で抄造するときに、片面当り固形質量で2.4g/m2となるように両面にサイズプレス装置にて澱粉(王子エースA:王子コーンスターチ社製)を塗布し、マシンカレンダーにて平坦化処理を行った。
(基紙B)
填料として、焼成カオリン6部(アンシレックス90:エンゲルハートミネラルズ社製)、坪量157g/m2とした以外は基紙Aに記載したとおりの条件で基紙を得た。
(インク受容層塗工液)
顔料として合成シリカ100質量部(ミズカシルP−78A:水沢化学工業社製)、結着剤としてポリビニルアルコール10質量部(PVA117:クラレ社製)及びエチレン−酢酸ビニル40質量部(ポリゾールEVA AD−10:昭和高分子社製)を配合し、更にカチオン性ポリマー30質量部(パピオゲンP−105:センカ社製)を配合し、固形分濃度22%の塗工液を得た。
(下塗り層塗工液)
顔料としてカオリン30質量部(カオファイン:白石カルシウム製)及び軽質炭酸カルシウム70質量部(ブリリアント−15:白石カルシウム製)、結着剤としてアンモニアを用いて溶解したカゼイン水溶液7質量部及びスチレン・ブタジエン共重合ラテックス18質量部配合し、離型剤としてステアリン酸カルシウムを2質量部配合して、固形分濃度48%の塗工液を得た。
(光沢発現層塗工液A)
顔料としてカオリン70質量部(カオファイン:白石カルシウム製)及び軽質炭酸カルシウム30質量部(ブリリアント−15:白石カルシウム製)、結着剤としてアンモニアを用いて溶解したカゼイン水溶液7質量部及びスチレン・ブタジエン共重合ラテックス18質量部を配合し、離型剤としてステアリン酸カルシウムを2質量部配合して、固形分濃度48%の塗工液を得た。
(光沢発現層塗工液B)
顔料としてアルミナ50質量部(PG−003:CABOT社製)及び気相法シリカ50質量部(アエロジル200:日本アエロジル社製)、結着剤としてポリビニルアルコール10質量部(PVA−105:クラレ社製)及びアクリル樹脂10質量部(ビニブラン2684:日信化学社製)、インク定着剤としてカチオン性ポリマー10質量部(スミレーズレジン1001:住友化学工業社製)、離型剤としてポリエチレンエマルジョン1質量部(SNコート287:サンノプコ社製)とを配合して、固形分濃度18%の塗工液を得た。
(光沢発現層塗工液C)
顔料として、球状コロイダルシリカ100質量部(SYLOJET4000C:グレースデビソン製)とした以外は光沢発現層塗工液Bと同じとした。
(光沢発現層塗工液D)
顔料として球状コロイダルシリカ100質量部(アデライトAT−20Q:ADEKA社製)、結着剤としてシラノール変性ポリビニルアルコール6質量部(PVA−R2105:クラレ社製)及びアクリル樹脂6質量部(リカボンドES−63:中央理化工業社製)を配合し、離型剤としてポリエチレンエマルジョン1質量部(SNコート287:サンノプコ社製)を配合して、固形分濃度18%の塗工液を得た。
(光沢発現層塗工液E)
顔料として球状コロイダルシリカ100質量部(カタロイドSI−80P:触媒化成工業社製)、結着剤としてアンモニアを用いて溶解したカゼイン水溶液10質量部及びポリエステル樹脂5質量部(バイロナールMD1480:東洋紡績)を配合し、離型剤としてポリエチレンエマルジョン1質量部(SNコート287:サンノプコ社製)を配合して、固形分濃度18%の塗工液を得た。
(ゲル化液A)
ギ酸カルシウム10%、ポリエチレンエマルジョン(SNコート287:サンノプコ社製)水溶液1%からなるゲル化液。
(ゲル化液B)
ホウ酸ナトリウム1%からなるゲル化液。
(ゲル化液C)
ホウ酸ナトリウム1%、ホウ酸1%、カチオン性ポリマー1%(スミレーズレジン1001:住友化学工業社製)からなるゲル化液。
(ゲル化液D)
ギ酸カルシウム1%、カチオン性ポリマー1%(スミレーズレジン1001:住友化学工業社製)からなるゲル化液。
(再湿潤液A)
クエン酸ナトリウム1%、ポリエチレンエマルジョン(SNコート287:サンノプコ社製)水溶液1%からなる再湿潤液。
基紙Aの片面に、塗工速度60m/分にて光沢発現層塗工液Aを片面絶乾塗工量15g/m2となるように、ロールコーターで塗工、その後光沢発現層の表面にゲル化液Aをロール方式の裏廻しによって塗布することによって塗工層表面をゲル化し、掻き落し装置によって光沢発現層の表面上のゲル化液を掻き落し、フォーミングロールと表面温度102℃に加熱された鏡面ロールによって形成されるニップに通紙し、鏡面ロールに圧接、乾燥した後、ストリップオフロールで鏡面ロールから離型させることによってキャスト塗工紙を得た。掻き落し装置は、バーを吊り下げたものを用い、光沢発現層に軽く接触するように位置調整を行った。光沢発現層側の反対面からロールにてゲル化液塗布装置とゲル化液掻き落し装置の間の高低差を生じさせ、この高低差によってバーで掻き落とされたゲル化液をゲル化液塗布装置に戻した。ダムからオーバーした処理液は、廃棄した。
基紙Aの片面に、下塗り層塗工液を片面絶乾塗工量7g/m2となるように、ブレードコーターで塗工、その後光沢発現層塗工液Aを片面絶乾塗工量15g/m2となるように、ロールコーターで塗工した以外は、実施例1に記載したとおりの条件でインクジェット記録録用紙を得た。
基紙Aの片面に、塗工速度100m/分にて光沢発現層塗工液Aを片面当たり絶乾塗工量15g/m2となるように、エアーナイフコーターで塗工、スキャッフドライヤーで乾燥し、この後、サーモプラニッシャーによる表面処理を行い、光沢発現層の表面に再湿潤液Aをロール方式の裏廻しによって塗布することによって塗工層の表面を再湿潤し、掻き落し装置によって光沢発現層表面上の再湿潤液を掻き落し、フォーミングロールと表面温度115℃に加熱された鏡面ロールによって形成されるニップに通紙し、鏡面ロールに圧接、乾燥した後、ストリップオフロールで鏡面ロールから離型させることによってキャスト塗工紙を得た。掻き落し装置は、上下位置移動可能な装置を有する掻き落し用のロールを用い、光沢発現層に軽く接触するようにロール位置を調整し、抵抗によって自然に回転するようにした。光沢発現層側の反対面からロールにてゲル化液塗布装置とゲル化液掻き落し装置の間の高低差を生じさせ、この高低差によって掻き落し用のロールで掻き落とされたゲル化液をゲル化液塗布装置に戻した。ダムからオーバーした処理液は、廃棄した。
基紙Aの片面に、インク受理層塗工液を片面当たり絶乾塗工量10g/m2となるようにエアーナイフコーターで塗工、アーチドライヤーで乾燥し、インク受理層を設けた。次いで、インク受理層上に塗工速度50m/分にて光沢発現層塗工液Bを片面当たり絶乾塗工量10g/m2となるように、エアーナイフコーターで塗工、スキャッフドライヤーで乾燥し、この後、光沢発現層の表面に再湿潤液Aをロール方式の裏廻しによって塗布することによって塗工層表面を再湿潤し、掻き落し装置によって光沢発現層表面上の再湿潤液を掻き落し、フォーミングロールと表面温度110℃に加熱された鏡面ロールによって形成されるニップに通紙し、鏡面ロールに圧接、乾燥した後、ストリップオフロールで鏡面ロールから離型させることによってインクジェット記録用紙を得た。掻き落し装置は、実施例3と同じで行った。
基紙Aの片面に、実施例4と同様にインク受容層を設けた。次いで、インク受理層上に塗工速度30m/分にて光沢発現層塗工液Cを片面当たり絶乾塗工量10g/m2となるように、エアーナイフコーターで塗工、その後光沢発現層表面にゲル化液Bをロール方式の表廻しによって塗布することによって塗工層表面をゲル化し、掻き落し装置によって光沢発現層表面上のゲル化液を掻き落し、フォーミングロールと表面温度102℃に加熱された鏡面ロールによって形成されるニップに通紙し、鏡面ロールに圧接、乾燥した後、ストリップオフロールで鏡面ロールから離型させることによってインクジェット記録用紙を得た。掻き落し装置は、3本ロール方式を用い、掻き落しロールは光沢発現層に軽く接触するようにロール位置を調整し、かつ、掻き落しロールの周速を紙面と同調するように回転数を調整し、前後の2本のロールも反対面から基紙に軽く接触するようにロール位置を調整した。掻き落しロールの両端からオーバーするゲル化液は、回収した。3本ロールの後方(ゲル化塗布装置側)ロール位置からゲル化液塗布装置側に流れ落ちるゲル化液は、ゲル化液塗布装置に戻した。ダムからオーバーした処理液は、廃棄した。
基紙Aを基紙Bに変更、光沢発現層塗工液Cを光沢発現層塗工液Dに変更、ゲル化液Bをゲル化液Cに変更すること以外は実施例5に記載したとおりの条件でインクジェット記録録用紙を得た。
基紙Aを基紙Bに変更、光沢発現層塗工液Dを光沢発現層塗工液Eに変更、ゲル化液Cをゲル化液Dに変更すること以外は実施例5に記載したとおりの条件でインクジェット記録録用紙を得た。
基紙Aを基紙Bに変更、光沢発現層塗工液Dを光沢発現層塗工液Bに変更すること以外は実施例5に記載したとおりの条件でインクジェット記録録用紙を得た。
掻き落し装置が無い以外は実施例1に記載したとおりの条件でキャスト塗工紙を得た。
掻き落し装置が無い以外は実施例2に記載したとおりの条件でキャスト塗工紙を得た。
掻き落し装置が無い以外は実施例3に記載したとおりの条件でキャスト塗工紙を得た。
掻き落し装置が無い以外は実施例4に記載したとおりの条件でインクジェット記録用紙を得た。
掻き落し装置が無い以外は実施例5に記載したとおりの条件でインクジェット記録用紙を得た。
掻き落し装置が無い以外は実施例6に記載したとおりの条件でインクジェット記録用紙を得た。
掻き落し装置が無い以外は実施例7に記載したとおりの条件でインクジェット記録用紙を得た。
掻き落し装置が無い以外は実施例8に記載したとおりの条件でインクジェット記録用紙を得た。

2 基紙表面若しくは基紙上の下塗り層表面
3 アプリケーターロール
4 カラーパン
5 コーター
6 光沢発現層の塗工層
7 スキャッフドライヤー(再湿潤法の場合に設置)
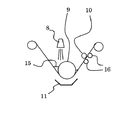
8 処理液供給装置
9 ディップコーター(ロール方式)
10 掻き落し用ロール
11 処理液回収パン
12 弾性ロール
13 鏡面ロールと弾性ロールのダム
14 鏡面ロール
15 処理液のポンド
16 掻き落しロールの反対面から押し上げるロール
Claims (9)
- 基紙の表面又は基紙上に設けた下塗り層の表面に、顔料と結着剤を主成分とする光沢発現層用塗料を塗工して光沢発現層を設けた後、該光沢発現層が湿潤状態にある間に、弾性ロールによって前記光沢発現層を加熱された鏡面ロールに圧接し、乾燥させて光沢面仕上げを行うキャストコート法によるキャスト塗工紙の製造方法において、
前記光沢発現層を前記鏡面ロールに圧接する前に前記光沢発現層の表面に処理液を塗布する工程と、
前記光沢発現層の表面上に塗布された前記処理液を掻き落とす工程と、
前記処理液を掻き落した後に前記光沢面仕上げを行う工程と、を有することを特徴とするキャスト塗工紙の製造方法。 - 前記処理液を掻き落とす工程において、バー又はロールを掻き落し部位とし、かつ、バー又はロールを、主軸を中心軸として保持した掻き落し装置を使用し、バー若しくはロールを前記処理液の塗被面との接触による摩擦によって回転させ又はバー若しくはロールを駆動手段によって強制的に回転させ、前記処理液を掻き落すことを特徴とする請求項1に記載のキャスト塗工紙の製造方法。
- 前記処理液を掻き落とす工程において、掻き落し部位を、前記処理液の塗被面に対して上下に移動させる手段を有する掻き落し装置を使用し、前記処理液の塗被面に対する掻き落し部位の距離によって掻き落し量を制御することを特徴とする請求項1又は2に記載のキャスト塗工紙の製造方法。
- 前記処理液を掻き落とす工程において、前記処理液を掻き落すための掻き落しロール又は掻き落しバーと、該掻き落しロール又は掻き落しバーの前後それぞれに配置され、前記処理液の塗被面の反対面からキャスト塗工紙を押し上げる2本の押し上げロールとを有する掻き落し装置を使用し、前記2本の押し上げロールを上下に移動して前記掻き落しロール又は掻き落しバーの前記処理液の塗被面への押しつけ量によって掻き落し量を制御することを特徴とする請求項1、2又は3に記載のキャスト塗工紙の製造方法。
- 前記掻き落し装置は、移動手段が備えられており、前記処理液を塗布する位置から前記弾性ロールまでの間に配置して使用されることを特徴とする請求項2、3又は4に記載のキャスト塗工紙の製造方法。
- 前記処理液を掻き落とす工程において、キャスト塗工紙の両端からこぼれ落ちた処理液を回収することを特徴とする請求項1、2、3、4又は5に記載のキャスト塗工紙の製造方法。
- 請求項1、2、3、4、5又は6に記載のキャスト塗工紙の製造方法によって製造されたインクジェット記録用紙であって、前記下塗り層が1層以上のインク受容層であり、前記キャストコート法がゲル化法であることを特徴とするインクジェット記録用紙。
- 前記光沢発現層に含まれる顔料の主成分が球状コロイダルシリカであり、前記光沢発現層に含まれる結着剤がシラノール変性ポリビニルアルコールであり、前記処理液がホウ素化合物を含有することを特徴とする請求項7に記載のインクジェット記録用紙。
- 前記光沢発現層に含まれる顔料の主成分が球状コロイダルシリカであり、前記光沢発現層に含まれる結着剤がカゼインであり、前記処理液がギ酸カルシウムを含有することを特徴とする請求項7に記載のインクジェット記録用紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008275496A JP5215811B2 (ja) | 2008-10-27 | 2008-10-27 | キャスト塗工紙の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008275496A JP5215811B2 (ja) | 2008-10-27 | 2008-10-27 | キャスト塗工紙の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010100976A true JP2010100976A (ja) | 2010-05-06 |
| JP5215811B2 JP5215811B2 (ja) | 2013-06-19 |
Family
ID=42291853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008275496A Active JP5215811B2 (ja) | 2008-10-27 | 2008-10-27 | キャスト塗工紙の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5215811B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012016928A (ja) * | 2010-07-09 | 2012-01-26 | Hokuetsu Kishu Paper Co Ltd | 光沢紙及びその製造方法 |
| CN104228387A (zh) * | 2013-06-24 | 2014-12-24 | 佳能株式会社 | 记录介质 |
| JP2017043048A (ja) * | 2015-08-28 | 2017-03-02 | 北越紀州製紙株式会社 | インクジェット用記録紙 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000107661A (ja) * | 1998-09-30 | 2000-04-18 | Fuji Photo Film Co Ltd | ロッド塗布方法及び装置 |
| JP2002293008A (ja) * | 2001-03-29 | 2002-10-09 | Mitsubishi Paper Mills Ltd | インクジェット記録シート及びその製造方法 |
| JP2003311208A (ja) * | 2002-04-24 | 2003-11-05 | Konica Minolta Holdings Inc | バー塗布方法 |
| JP2007118529A (ja) * | 2005-10-31 | 2007-05-17 | Mitsubishi Paper Mills Ltd | インクジェット記録媒体 |
| JP2007136777A (ja) * | 2005-11-16 | 2007-06-07 | Hokuetsu Paper Mills Ltd | インクジェット記録シート及びその製造方法 |
| JP2009056675A (ja) * | 2007-08-31 | 2009-03-19 | Daio Paper Corp | インクジェット記録用紙及びインクジェット記録用紙の製造方法 |
-
2008
- 2008-10-27 JP JP2008275496A patent/JP5215811B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000107661A (ja) * | 1998-09-30 | 2000-04-18 | Fuji Photo Film Co Ltd | ロッド塗布方法及び装置 |
| JP2002293008A (ja) * | 2001-03-29 | 2002-10-09 | Mitsubishi Paper Mills Ltd | インクジェット記録シート及びその製造方法 |
| JP2003311208A (ja) * | 2002-04-24 | 2003-11-05 | Konica Minolta Holdings Inc | バー塗布方法 |
| JP2007118529A (ja) * | 2005-10-31 | 2007-05-17 | Mitsubishi Paper Mills Ltd | インクジェット記録媒体 |
| JP2007136777A (ja) * | 2005-11-16 | 2007-06-07 | Hokuetsu Paper Mills Ltd | インクジェット記録シート及びその製造方法 |
| JP2009056675A (ja) * | 2007-08-31 | 2009-03-19 | Daio Paper Corp | インクジェット記録用紙及びインクジェット記録用紙の製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012016928A (ja) * | 2010-07-09 | 2012-01-26 | Hokuetsu Kishu Paper Co Ltd | 光沢紙及びその製造方法 |
| CN104228387A (zh) * | 2013-06-24 | 2014-12-24 | 佳能株式会社 | 记录介质 |
| EP2818329A1 (en) | 2013-06-24 | 2014-12-31 | Canon Kabushiki Kaisha | Recording medium |
| US9216606B2 (en) | 2013-06-24 | 2015-12-22 | Canon Kabushiki Kaisha | Recording medium |
| RU2586980C2 (ru) * | 2013-06-24 | 2016-06-10 | Кэнон Кабусики Кайся | Среда для печати |
| JP2017043048A (ja) * | 2015-08-28 | 2017-03-02 | 北越紀州製紙株式会社 | インクジェット用記録紙 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5215811B2 (ja) | 2013-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4051838B2 (ja) | 被記録体及びその製造方法 | |
| JP3966695B2 (ja) | インクジェット記録シート | |
| JP2009228171A (ja) | 感圧接着シート用塗工紙 | |
| JP5215811B2 (ja) | キャスト塗工紙の製造方法 | |
| US6406796B1 (en) | Substrates for cast-coated paper and cast-coated paper using the same | |
| JP6248567B2 (ja) | 工程紙基材用キャスト塗工原紙およびキャスト塗工紙 | |
| JP4518090B2 (ja) | インクジェット記録用紙の製造方法 | |
| JP2012040788A (ja) | インクジェット記録用キャストコート紙の製造方法及びインクジェット記録用キャストコート紙 | |
| CA2715826A1 (en) | Processes for preparing coated papers | |
| EP1598205B1 (en) | Ink-jet recording sheet | |
| JP2009214392A (ja) | インクジェット記録材料用支持体およびその製造方法、並びにそれを用いたインクジェット記録材料 | |
| JP6503217B2 (ja) | インクジェット記録用光沢紙 | |
| JP5461890B2 (ja) | インクジェット用葉書用紙 | |
| JP5542589B2 (ja) | 黒色インクジェット用光沢タイプ記録シート及びその製造方法 | |
| JP5309524B2 (ja) | インクジェット記録用紙 | |
| JP2005280309A (ja) | インクジェット記録材料 | |
| JP4390655B2 (ja) | 強光沢インクジェット記録用紙 | |
| JP5437028B2 (ja) | インクジェット記録用紙 | |
| JP2006015510A (ja) | 光沢インクジェット記録用紙および記録物 | |
| JP4389802B2 (ja) | インクジェット記録用紙 | |
| JP4488519B2 (ja) | インクジェット記録用紙 | |
| JP2006095800A (ja) | インクジェット記録用キャストコート紙の製造方法 | |
| JP4052518B2 (ja) | インクジェット記録用キャストコート紙及びその製造方法 | |
| JPWO2010114009A1 (ja) | インクジェット記録媒体 | |
| JP2005248351A (ja) | 印刷用塗工紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120515 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130301 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5215811 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160308 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |